Припои и флюсы для пайки. Пср припой температура плавления
Припой ПСР 40


Среди средств для пайки припой ПРС 40 имеет довольно широкое применение, как в промышленном применении, так и в сфере домашнего, обиходного применения. Доступность, легкость и специфические свойства данного вида припоя делают его незаменимым средством для многих видов работ – от монтажа печатных плат, до работ связанных с соединением высокопрочных и легированных марок сплавов и сталей.
Рассматриваясь одним из основных доступных видов припоя, содержащих серебро, он нашел свое применение и в процессе работы по нанесению защитного покрытия технологией лужения.
Припой ПСР–40 основные характеристики
Применения в качестве припоя для пайки ПСР 40 требует знания и умения применять на практике основные характеристики материала, правильно проводить работы и дополнять необходимые флюсовые компоненты. Соединительные свойства данного материала напрямую зависят физических и химических свойств данного вида припоя. Имеющий средние по шкале плавкости температурные показатели ПСР 40 может быть отнесен как к среднеплавким припоям, также он применяется и для высокотемпературной пайки. Эта особенность является результатом применения в составе ПСР 40 большого количества серебра – 40%. Такое содержание серебряного компонента обеспечивает применение припоя, как для промышленных работ, так и делает его широко используемым в домашних условиях, ведь купить ПСР 40 намного доступнее, чем другие припои содержащие серебро.

В состав сплава входят серебро (основной химический элемент сплава, на него приходится 40% состава), кадмий (содержание в пределах 28,6 %), цинк и медь (имеют одинаковое процентное отношение 17%). Остальные элементы – железо, никель свинец и висмут содержат от 0,5% до 0,005%.
Пайка этим припоем в некоторых случаях требует знания и некоторых физических свойств материала:

- минимальная температура перехода в жидкое состояние – 590 градусов Цельсия;
- температура образования жидкого состояния – свыше 610 градусов;
- удельное электрическое сопротивление материала около 70 Ом;
- показатель удельной теплоемкости материала – 20 ДЖ/кг градус;
- предельная плотность припоя – 9250 кг/м3
Применение серебосодержащего припоя
Относительно небольшая температура плавления данного вида припоя, его физическая пластичность позволяет найти широкий круг применения для соединения деталей. Важным с точки зрения способом пайки, выступает способность материала сохранять пластичность при застывании. Это свойство широко применяется при соединении металлов с большим коэффициентом тепловой деформации – при остывании места соединения припой благодаря своей пластичности не разрывается, а принимает форму деталей, и при этом, не теряя связующих свойств. Припой отлично подходит и для соединения мест в подвижных и испытывающих значительные нагрузки деталях, например, испытывающих постоянную вибрацию, растяжение, кручение и излом.

Свойство материала плавится в относительно небольшом диапазоне температур, делает его незаменимым для соединения сталей и сплавов содержащих легированные добавки. В частности серебросодержащий припой ПСР 40 без труда применим полевых условиях для пайки легированных стальных деталей и деталей, прошедших закалку.
Серебро, имеющее наибольшее количественное отношение в составе сплава, широкое применяется для соединения деталей, применяемых в агрессивных средах, при работе с химическими реактивами и требующих наличия высокой чистоты материала при химических реакциях. ПСР 40 часто используется для формирования защитного слоя на поверхности металла, так он отлично подходит в качестве средства для лужения как больших поверхностей, так и для локальных участков формирования защитного покрытия. Легкость наложения слоя, невысокая требовательность к чистоте обрабатываемой поверхности и химически нейтральный состав делает лужение простым и легким технологическим процессом.

Применимость припоя ПСР 40 в пайке металлов не имеет какой-то особой избирательности. Для него подходят:
- никель;
- медь;
- бронза;
- ковар;
- легированные стали;
- стали высокопрочные;
- жаропрочные стали;
- нержавеющие стали и сплавы.

Среди остальных видов припоев серебряный ПСР 40 незаменим для пайки нержавейки. Там, где в работе с этим видом материала возникают проблемы, припой справляется с необычайной легкостью, он отлично ложиться на поверхность, не деформирует соединяемые детали.
Для работ, связанных с устройством теплопроводных элементов или пайкой радиокомпонентов имеющих высокую теплоотдачу, например, при использовании ковара в вакуумных стеклянных радиоприборах, ПСР 40 отлично справляется с задачей теплоотдачи. И также следует отметить, что припой используется в качестве средства герметизации и ремонта различного рода трубопроводных элементов и систем.

Незаменим ПСР 40 и для специфических задач восстановления и ремонта химического оборудования и приборов. Серебряный компонент, обладающий высокой температурой плавления, и химически нейтральной реакцией со многими агрессивными составами и растворами выступает одним из основных видов припоя для ремонта химического оборудования.
Государственные стандарты и сортамент ПСР 40
Основным стандартом, регламентирующим, прежде всего химический состав и физические качества, а также условия выпуска припоя ПСР 40 выступает государственный стандарт ГОСТ19746-74.

Сортамент готовой продукции составляет для потребительских целей продукцию в виде проволоки или листовой формой выпуска.
Проволока в зависимости от производителя имеет диаметр от 2 до 7 мм, а листовые фрагменты толщиной от 2 до 5 мм.

Маркировка осуществляется указанием на этикетке или бирке государственного стандарта, маркировки, формы выпуска и массы изделия. Для мелких ремонтных работ применима чаще всего проволока, при этом для пайки радиокомпонентов чаще всего это диаметр 2 и 3 мм. Для ремонтных промышленных работ эффективнее применение все-таки листового материала.
Расшифровка марки ПСР 40 представляет собой буквенную аббревиатуру и числовой код:

- ПСР – припой с основным элементом техническим серебром;
- 40 – процентное содержание основного элемента в композиции сплава.
На рынке сегодня представлены как довольно известные отечественные мировые производители, так и малоизвестные товары из азиатско-тихоокеанского региона. По чистоте и соответствию ГОСТ наиболее приемлемыми будут товары германской Felder и украинского Донмет.
svarkagid.com
Припой ПСР 45

Одним из ключевых материалов, используемых в процессе сварки, является припой. Он позволяет соединять друг с другом несколько металлических деталей. В связи с тем, что каждому отдельному металлу или металлическому сплаву присущ определенный набор свойств, проявляющихся в процессе пайки, необходимо подбирать для него такой припой, который бы соответствовал данным особенностям. Нередко с целью улучшения свойств спаивания вместе с припоями используются флюсы и иные дополнительные вещества, позволяющие получить более надежное и качественное соединение.

Технические характеристики
Припой марки ПСР 45 входит в число среднеплавких материалов, и он подойдет для использования в условиях высоких температур. Вместе со схожим по составу ПСР 40 он относится к категории серебряных припоев. Стоимость данного материала в связи с наличием в нем дорогостоящего серебра достаточно высока, тем не менее, это не мешает быть ему необычайно востребованным, так как он обеспечивает получение прочных, высококачественных швов.
Другим бесспорным преимуществом припоя марки ПСР 45 является высокий уровень пластичности получаемого с его помощью соединения. Данному качеству материал также обязан присутствующему в его составе серебру. После того, как шов окончательно застыл, он становится практически не подверженным деформации. Но даже в том случае, если это происходит в результате значительного механического воздействия извне, место соединения не разрушается благодаря превосходной пластичности материала. Данная особенность позволяет применять припой этой марки в механизмах, которые характеризуются большой подвижностью и высокой вероятностью изгибов и других видов деформации на швах.

Припой марки ПСР 45 отлично подходит для использования не только в промышленных, но и в домашних условиях, поскольку для работы с ним вполне достаточно стандартного паяльника. Он может применяться как в качестве основного расходного материала для создания швов, так и задействоваться при различных работах по лужению, в частности всевозможных изделий из меди и сплавов на ее основе. Особенно удачно сплав сочетается с медно-никелевыми соединениями. Помимо этого, ПСР 45 может задействоваться при паянии бронзовых, латунных, нейзильберовых, никелевых и других изделий. Иногда он даже применяется при паянии тонких серебряных элементов в ювелирных украшениях.
Безусловно, одним из главных преимуществ данного припоя является минимальная вероятность возникновения брака при работе с ним. Он обеспечивает получение уникальных по своему качеству и характеристикам соединений, причем конечный результат практически не зависит от того, из какого вида металла изготовлены изделия.
Важным моментом является устойчивость припоя к разрушительному влиянию агрессивных сред, благодаря чему он активно применяется в химической промышленности. Швы, полученные с его помощью, также отлично переносят воздействие высоких температур, однако все-таки эксплуатация в условиях крайне экстремальных температур не рекомендуется во избежание возникновения внештатных ситуаций.

Формы выпуска
Припой марки ПСР 45 производится в нескольких вариантах, наиболее востребованным из которых является проволока. Такой формат весьма удобен для использования как в домашних условиях, так и на производстве. В данном случае поставка материала осуществляется в бухтах, вмещающих в себя определенное количество метров проволоки. Существует большое разнообразие видов проволоки, отличающихся друг от друга сечением диаметра. Благодаря этому для каждой операции можно подобрать наиболее оптимальный вариант этой проволоки.
Производится припой серебряный марки ПСР 45 и в листовом формате. В таком виде он, как правило, задействуется на производствах, поскольку в домашних условиях использование листов совершенно не удобно. Листы могут иметь различную толщину в зависимости от того, для выполнения каких работ они предназначены.
Еще одна форма выпуска – аккуратные трубки, внутрь которых помещено определенное количество еловой канифоли. Благодаря такому сочетанию удается не только улучшить характеристики и свойства получаемых соединений, но и упростить работу, так как вместо нескольких материалов используется всего один.
Особенности химического состава
| Название элемента | Содержание, процентов |
| Висмут | 0,005 |
| Железо | 0,1 |
| Медь | 29 |
| Никель | 0,5 |
| Свинец | 0,05 |
| Серебро | 45 |
| Цинк | 24 |
Физические характеристики
| Свойство | Значение |
| Температура плавления, градусов по Цельсию | 720 |
| Плотность, килограмм на кубический сантиметр | 9100 |
| Удельное сопротивление, Ом | 100 |
| Удельная теплоемкость, Джоуль на килограмм на градус Цельсия | 20 |
Маркировка
Как и другие материалы для пайки, данный припой имеет уникальную маркировку, которая позволяет судить о его типе и составных компонентах. Расшифровывается его название следующим образом:
- ПСР – припой, который содержит в себе серебро. Именно данный элемент является основным в составе и в целом определяет свойства сплава.
- 45 – данная цифра указывает на то, в каком количестве основной элемент, то есть серебро, содержится в припое. Эта марка включает в себя 45 процентов ценного элемента.

Популярные производители
Данный припой изготавливается несколькими компаниями:
- Braze tec
- Felder
- Sparta
- Донмет
- Укринтерсталь.
svarkagid.com
Припой пср — studvesna73.ru
Серебряные припои, могут быть в виде: серебряной проволоки и полосок.
Серебряные припои это прочные паяные соединения, содержащие кроме серебра и меди, различные добавки в виде: цинка, фосфора, сурьмы, кадмия, никеля, марганца, свинца и олова. Серебряные припои применяются для пайки всех черных, цветных металлов и сплавов. Температура плавления серебряных припоев должна быть ниже, чем температура плавления сплавляемых материалов.
Серебряные припои хорошо смачивают металлические поверхности, отлично герметизируют зазоры швов и создают высокопрочные и устойчивые к действию коррозии, паянные серебряные швы. Образующиеся соединения — в местах пайки серебряными припоями, в сравнении с другими группами припоев, отлично сопротивляются ударам, вибрации и значительным изгибающим деформациям.
Наиболее широкое применение в промышленности, имеют трехкомпонентные серебряные припои, содержащие: серебро. медь и цинк. Серебряные припои это обычно сплавы серебра с медью и цинком. Припои из серебра обладают вязкостью и ковкостью, а соединительные швы, которые они образуют в результате пайки, так же прочны, как и сами спаиваемые металлы.
Серебряные припои содержат различное содержание чистого серебра. Назначение серебряного припоя, зависит от его марки. Марки серебряных припоев. имеют различный химический состав, плотность и удельное электрическое сопротивление. Для улучшения физических, химических, технологических свойств трехкомпонентных серебряных припоев (например, если нужно повысить или понизить температуру плавления припоя, увеличить прочность, сократить расходы на сравнительно дорогостоящее серебро), к ним добавляют различные легирующие металлы (марганец, никель, олово, кадмий и другие элементы).
Химический состав серебряных припоев, применяющихся в отечественной промышленности, регламентируется Государственным Стандартом. Область применения серебряных припоев, зависит от их химического состава. Свойства серебряных припоев, изменяются в зависимости от их легирующих компонентов. Двухкомпонентные серебряные припои, с высоким содержанием чистого серебра: ПСр — 50, ПСр – 72, имеют низкое удельное сопротивление и поэтому с выгодой могут применяться для пайки различных токопроводящих соединений, где очень важна высокая электропроводность. Для пайки узких капиллярных швов, используются жидкотекучие серебряные пропои: эвтектический припой ПСр – 72 или ПСр-50Кд и ПСр-40, кристаллизующиеся в узком интервале температур. Легкоплавкие серебряные припои, с низким содержанием чистого серебра: ПСр-40, ПСр-45, ПСр-62 и другие, используются для пайки тех изделий, где недопустим перегрев. Дешевые серебряные припои с низким содержанием чистого серебра от 10 до 45 процентов, обеспечивающие высокое качество паяных соединений, широко применяются в машиностроительной промышленности. Большое количество серебряных припоев, используется в зарубежной промышленности, кроме тех, которые используются в нашем отечественном производстве. Однако большинство зарубежных серебряных припоев, не отличаются серьезными преимуществами, перед отечественными припоями.
Серебряные припои это в основном сплавы: серебра, меди и цинка. Припои, изготовленные на основе: серебра, меди и цинка, обладают хорошей ковкость, вязкостью, а полученные соединения — являются такими же прочными, как и сами сплавляемые металлы. Наиболее распространенными серебряными припоями, считаются — припои с различным содержанием чистого серебра и температурой плавления:
ПСр – 70, с температурой плавления 780 градусов.Серебряный припой ПСр — 10
Среди основных марок серебряных припоев, припой ПСр — 10, имеет наименьшее содержание чистого серебра (10 процентов) и предназначен для твердой пайки. Этот серебряный припой, может служить для соединения различных деталей, изготовленных из стали и цветных металлов, температура плавления которых, должна быть выше, чем температура плавления серебряного припоя у марки ПСр — 10. Такой серебряный припой, может применяться для пайки примусных горелок. Марка серебряного припоя ПСр — 10 целесообразно применять там, где изделия подвергаются термообработке — высокими температурами, не превышающими температуру плавления самого припоя. Серебряный припой ПСр — 10, применяется для пайки латуни, с высоким содержанием меди (58 процентов и более).
Серебряный припой ПСр — 25
Серебряный припой ПСр — 25, содержит 25 процентов чистого серебра, применяется там, где требуется утонченная работа и высокая чистота места спая. Однако образующийся шов — при пайке этим серебряным припоем, плохо выдерживает удары и дает трещины на стыковых соединениях.
Серебряный припой ПСр — 45
Для того чтобы стыковые соединения выдерживали ударную нагрузку и не образовывали в стыковых соединениях трещины, надежней соединять стыки толщиной до 3 миллиметров, выполненные пропоем марки ПСр – 45, который содержит значительно большее содержание чистого серебра, чем в предыдущем припои. Серебряный припой ПСр — 45, содержит 45 процентов чистого серебра, имеет желтоватый цвет, наделен вязкими и текучими свойствами, хорошо противостоит действию коррозии, а шов, полученный из него, отлично выдерживает удары и вибрацию.
Серебряный припой ПСр — 65
Серебряный припой ПСр — 65, содержит 65 процентов чистого серебра и применяется для твердой пайки ленточных пил.
Серебряный припой ПСр — 70
Серебряный припой ПСр — 70, этой марки, содержит 70 процентов чистого серебра и применяется в основном там, где требуется, чтобы места спаев не уменьшали резко свою электропроводность.
Серебряные припои, могут быть в виде: гранул, порошка, фольги, серебряной проволоки, прутиков или закладочных деталей.
Серебряные припои — в виде листов, поставляют заводы – изготовители, которые разрезают их на длинные полоски нужной величины. Затем полоски прокатывают в вальцах — до толщины 1,5 — 2 миллиметра (можно тоньше, в зависимости от метода пайки) и разрезают на более мелкие полоски. А полученные прокаткой крайние полоски, с более широкими и неровными краями, используют для пайки более крупных деталей, с длинным швом — там, где требуется очень много припоя. Короткие прутики, оставшиеся после пайки, которые уже невозможно удерживать руками, подпаивают к другим прутикам или напаивают на латунную проволоку, для того, чтобы использовать их до конца. Для пайки мелких деталей, применяют небольшое количество припоя, с этой целью рекомендуется использовать полоски шириной от 0,5 до 5 миллиметров.
Припои ПСР – это общее название серебряных припоев. Они представляют собой трехкомпонентные (серебро, медь, цинк), а также двухкомпонентные сплавы, легированные такими веществами, как фосфор, сурьма, никель, кадмий, олово, марганец, свинец. В зависимости от маркировки, температура плавления может составлять от 183 до 1133° С. При работе с серебряными припоями образуется высокопрочный, устойчивый к коррозионным процессам, ударам, вибрации и прочим видам деформации шов. Прокат представлен проволокой и полосой. Физические свойства и область применения припоев ПСР зависит от его химического состава и маркировки. Так, например, припои ПСР50 и ПСР72, благодаря низкому удельному сопротивлению, используются в электротехнике, узкие капиллярные швы паяются жидкотекучими припоями ПСР72, ПСР50Кд или ПСР40. Для пайки чувствительных к перегреву элементов используются легкоплавкие ПСР62, ПСР45 и др. В автомобилестроении востребованы припои марок ПСР10, 12, 25. Помимо этого серебряные припои широко используются для лудильных и паяльных работ со всеми черными и цветными металлами и их сплавами, ювелирными изделиями, керамикой, стеклом, жаропрочными и нержавеющими сталями.
Вы можете приобрести ПСР (серебрянные припои) на нашем складе в Москве по выгодным ценам.
Припой относится к одним из основных материалов, которые используют во время сварки. Он служит для непосредственного создания соединения между металлическими деталями. Каждый сорт металла или сплав имеет собственные физические свойства, которые проявляются и при пайке, поэтому, для каждого металла нужен свой вид припоя, который бы соответствовал всем особенностям. Те материалы, которые применяются в промышленности и домашних условиях, не всегда обладают хорошими свойствами спаивания, так что часто применяются в дополнение к припоям флюсы и различные дополнительные средства. Припой ПСР 45 относится к среднеплавким материалам, так что его можно применять и для пайки при высокой температуре. Это серебряный припой. который входит в группу сплавов, где имеется и наиболее близкий по составу припой ПСР 40. Эта марка получила широкое распространение во многих сферах, так как несмотря на относительно высокую стоимость, за счет содержания дорогостоящего серебра, дает очень высокое качество соединения, обладающее большой прочностью.

Серебряный припой ПСР 45
Прочность шва является не единственным преимуществом, которое дает припой ПСР 45, является пластичность соединения, что обеспечивается все тем же наличием серебра. Как правило, после застывания шов не поддается деформации, а если и случается, то место соединения разрушается. Но при использовании такого расходного материала данная проблема исчезает, так как пластичность шва находится на высоком уровне. Это открывает возможность использовать такие вещи для соединения механизмов с большой подвижностью, в которых имеется вероятность изгибам и прочим видам деформации.

Припой ПСР 45 хорошо подходит для домашнего использования, так как плавится при помощи стандартных паяльников. Материал используется не только как основной расходный для создания валика шва, но и для лужения инструментов и деталей. С его помощью может осуществляться пайка медных труб и других изделий из этого металла. Сюда же относится лужение меди и ее сплавов. Особенно хорошо сплав подходит для медно-никелевых соединений. Также им паяется ковар, никель, латунь, нейзильбер, бронза и прочее. В некоторых случаях он пригоден для пайки тонкого серебра в ювелирных изделиях. При работе с припоем редко возникает брак, за счет уникального соединения металлов, что помогает работать практически с любыми металлами. Стойкость к воздействию агрессивных сред и химических элементов позволяет использовать припой серебряный ПСР 45 в химической области. Сюда относятся различные предприятия промышленности. При экстремально высоких температурах использовать спаянные изделия, конечно, не стоит, так как это приведет к поломке. Производители придерживаются стандартов ГОСТ 19746-74.

Серебряный припой катушкой
Расшифровка маркировки
В каждом материале, который создается для пайки, имеется собственная уникальная маркировка. Как правило, в маркировке отображается тип припоя, а также его состав. Это помогает выбрать те варианты, которые требуются для паяния. Здесь стоит отметить такие пункты как:
- ПСР – припой в котором содержится серебро. Здесь оно выступает как основной элемент, задающего свойства для сплава;
- 40 –содержание серебра в процентах. Таким образом, здесь содержится 40%.
Производители
Данную марку можно увидеть на рынке от нескольких производителей:
Поделиться в соцсетях

Припой для пайки медных труб
+Оглавление Разновидности Химический состав Физические свойства Сортамент Припой относится к

Припой медно фосфорный
+Оглавление Разновидности Химический состав Физические свойства Сортамент Припой относится к

Припой с канифолью
+Оглавление Разновидности Химический состав Физические свойства Сортамент Припой относится к

+Оглавление Разновидности Химический состав Физические свойства Сортамент Припой относится к
ПРИПОИ СЕРЕБРЯНЫЕ
ГОСТ 19738-74
Постановлением Государственного комитета стандартов Совета Министров СССР от 26.04.74 №1015 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 31.01.85 №241
1. Настоящий стандарт распространяется на серебряные припои общего назначения и устанавливает марки припоев.
Коды ОКП марок серебряных припоев приведены в приложении 3. (Измененная редакция, Изм. №1).
2. Марки и химический состав серебряных припоев должны соответствовать указанным в таблице.
3. Примерное назначение серебряных припоев указано в приложении 1.
4. Данные по температурам плавления, плотности и удельном электрическому сопротивлению серебряных припоев приведены в приложении 2.

Среди средств для пайки припой ПРС 40 имеет довольно широкое применение, как в промышленном применении, так и в сфере домашнего, обиходного применения. Доступность, легкость и специфические свойства данного вида припоя делают его незаменимым средством для многих видов работ – от монтажа печатных плат, до работ связанных с соединением высокопрочных и легированных марок сплавов и сталей.
Рассматриваясь одним из основных доступных видов припоя, содержащих серебро, он нашел свое применение и в процессе работы по нанесению защитного покрытия технологией лужения.
Припой ПСР–40 основные характеристики
Применения в качестве припоя для пайки ПСР 40 требует знания и умения применять на практике основные характеристики материала, правильно проводить работы и дополнять необходимые флюсовые компоненты. Соединительные свойства данного материала напрямую зависят физических и химических свойств данного вида припоя. Имеющий средние по шкале плавкости температурные показатели ПСР 40 может быть отнесен как к среднеплавким припоям, также он применяется и для высокотемпературной пайки. Эта особенность является результатом применения в составе ПСР 40 большого количества серебра – 40%. Такое содержание серебряного компонента обеспечивает применение припоя, как для промышленных работ, так и делает его широко используемым в домашних условиях, ведь купить ПСР 40 намного доступнее, чем другие припои содержащие серебро.

В состав сплава входят серебро (основной химический элемент сплава, на него приходится 40% состава), кадмий (содержание в пределах 28,6 %), цинк и медь (имеют одинаковое процентное отношение 17%). Остальные элементы – железо, никель свинец и висмут содержат от 0,5% до 0,005%.
Пайка этим припоем в некоторых случаях требует знания и некоторых физических свойств материала:

- минимальная температура перехода в жидкое состояние – 590 градусов Цельсия;
- температура образования жидкого состояния – свыше 610 градусов;
- удельное электрическое сопротивление материала около 70 Ом;
- показатель удельной теплоемкости материала – 20 ДЖ/кг градус;
- предельная плотность припоя – 9250 кг/м3
к содержанию ↑
Применение серебосодержащего припоя
Относительно небольшая температура плавления данного вида припоя, его физическая пластичность позволяет найти широкий круг применения для соединения деталей. Важным с точки зрения способом пайки, выступает способность материала сохранять пластичность при застывании. Это свойство широко применяется при соединении металлов с большим коэффициентом тепловой деформации – при остывании места соединения припой благодаря своей пластичности не разрывается, а принимает форму деталей, и при этом, не теряя связующих свойств. Припой отлично подходит и для соединения мест в подвижных и испытывающих значительные нагрузки деталях, например, испытывающих постоянную вибрацию, растяжение, кручение и излом.

Свойство материала плавится в относительно небольшом диапазоне температур, делает его незаменимым для соединения сталей и сплавов содержащих легированные добавки. В частности серебросодержащий припой ПСР 40 без труда применим полевых условиях для пайки легированных стальных деталей и деталей, прошедших закалку.
Серебро, имеющее наибольшее количественное отношение в составе сплава, широкое применяется для соединения деталей, применяемых в агрессивных средах, при работе с химическими реактивами и требующих наличия высокой чистоты материала при химических реакциях. ПСР 40 часто используется для формирования защитного слоя на поверхности металла, так он отлично подходит в качестве средства для лужения как больших поверхностей, так и для локальных участков формирования защитного покрытия. Легкость наложения слоя, невысокая требовательность к чистоте обрабатываемой поверхности и химически нейтральный состав делает лужение простым и легким технологическим процессом.

Применимость припоя ПСР 40 в пайке металлов не имеет какой-то особой избирательности. Для него подходят:
- никель;
- медь;
- бронза;
- ковар;
- легированные стали;
- стали высокопрочные;
- жаропрочные стали;
- нержавеющие стали и сплавы.

Среди остальных видов припоев серебряный ПСР 40 незаменим для пайки нержавейки. Там, где в работе с этим видом материала возникают проблемы, припой справляется с необычайной легкостью, он отлично ложиться на поверхность, не деформирует соединяемые детали.
Для работ, связанных с устройством теплопроводных элементов или пайкой радиокомпонентов имеющих высокую теплоотдачу, например, при использовании ковара в вакуумных стеклянных радиоприборах, ПСР 40 отлично справляется с задачей теплоотдачи. И также следует отметить, что припой используется в качестве средства герметизации и ремонта различного рода трубопроводных элементов и систем.

Незаменим ПСР 40 и для специфических задач восстановления и ремонта химического оборудования и приборов. Серебряный компонент, обладающий высокой температурой плавления, и химически нейтральной реакцией со многими агрессивными составами и растворами выступает одним из основных видов припоя для ремонта химического оборудования.
Государственные стандарты и сортамент ПСР 40
Основным стандартом, регламентирующим, прежде всего химический состав и физические качества, а также условия выпуска припоя ПСР 40 выступает государственный стандарт ГОСТ19746-74.

Сортамент готовой продукции составляет для потребительских целей продукцию в виде проволоки или листовой формой выпуска.
Проволока в зависимости от производителя имеет диаметр от 2 до 7 мм, а листовые фрагменты толщиной от 2 до 5 мм.

Маркировка осуществляется указанием на этикетке или бирке государственного стандарта, маркировки, формы выпуска и массы изделия. Для мелких ремонтных работ применима чаще всего проволока, при этом для пайки радиокомпонентов чаще всего это диаметр 2 и 3 мм. Для ремонтных промышленных работ эффективнее применение все-таки листового материала.
Расшифровка марки ПСР 40 представляет собой буквенную аббревиатуру и числовой код :

- ПСР – припой с основным элементом техническим серебром;
- 40 – процентное содержание основного элемента в композиции сплава.
На рынке сегодня представлены как довольно известные отечественные мировые производители, так и малоизвестные товары из азиатско-тихоокеанского региона. По чистоте и соответствию ГОСТ наиболее приемлемыми будут товары германской Felder и украинского Донмет.
studvesna73.ru
Мир современных материалов - Припои
Припои принято делить на две группы - мягкие и твердые. Это деление связано с их температурой плавления. К мягким относятся припои с температурой плавления ниже 300 °С, к твердым — выше 300 °С. Кроме температуры плавления, припои существенно различаются механической прочностью. Мягкие припои имеют предел временного сопротивления разрыву 16...100 МПа, твердые — 100......500 МПа.
Выбирают припой в соответствии с типом паяемого металла (или металлов, если они разнородны), требуемой механической прочностью, коррозионной стойкостью и стоимостью.
При пайке токоведущих частей очень важно учитывать значении удельной проводимости припоя.
Название припоя, как правило, определяется металлами, входящими в него в наибольшем количестве. Название припоев, содержащих драгоценные или редкие металлы даже в небольших количествах, происходят от этих металлов.
Условные обозначения марок припоев содержат букву П (припой) и одну из последующих букв русского названия основных компонентов, а также количество их в процентах. Сокращения наименования компонентов следующие: олово — О, сурьма — Су, свинец — С, алюминий — А, серебро — Ср, никель — Н, палладий — Пд, индий — Ин, медь — М, золото — Зл, германий -- Г, кремний — Кр,висмут — Ви, кадмий — К, титан — Т. Чистые металлы, применяемые в качестве припоев, обозначаются такими же марками, как в ГОСТ на поставку (например, 02 означает олово, С1 — свинец и т. д.).
Наиболее распространенными мягкими припоями, изготовляемыми промышленностью, являются оловянно-свинцовые. На них распространяется ГОСТ 21931—76. В соответствии с этим ГОСТ оловянно-свинцовые припои, не содержащие сурьму, называют бессурмянистыми, а припои, содержащие сурьму 1...5 %,—сурьмянистыми.
Примеры условных обозначений марок оловянно-свинцовых припоев:
ПОС-61 - припой оловянно-свинцовый, содержит 61 % олова, остальное свинец.
ПОССу-61-0,5 - припой оловянно-свинцовый, малосурьмянистый, содержит 61 % олова, 0.5 % сурьмы, остальное — свинец.
ПОС-61М - припой оловянно-свинцовый, содержит 61 % олова, небольшой процент меди и свинец.
ПОСК-50-18 - припой оловянно-свинцовый, содержит 50 % олова, 18 % кадмия, остальное — свинец.
Применение оловянно-свинцовых припоев в электротехнике и радиотехнике:
| Марка | Назначение |
| ПОС-90 | для пайки деталей, подвергающихся в дальнейшем гальваническим покрытиям |
| ПОС-61 | для лужения и пайки тонких проводов и спиральных пружин в измерительных приборах, монтажных соединений обмоточных проводов диаметром 0,05...0,08 мм и литцендрата, резисторов, конденсаторов, герметичных швов стеклянных проходных изоляторов, печатных схем и при производстве полупроводниковых приборов, т. е. там, где не допустим перегрев. |
| ПОС-40 | для пайки токопроводящих деталей, проводов, наконечников, для соединения проводов с лепестками; при производстве полупроводниковых приборов |
| ПОС-10 | для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле; при производстве полупроводниковых приборов |
| ПОСК-50-18 | для пайки деталей, чувствительных к перегреву, в металлизированной керамике, для ступенчатой пайки конденсаторов; для герметизации. Для лужения пассивной части интегральных микросхем с покрытием медью, серебром |
|
ПОССу-61 -0,5 |
для лужения и пайки деталей электроаппаратуры, обмоток электрических машин при жестких требованиях к температуре. Для лужения и пайки пассивной части интегральных микросхем и выводов с покрытием никелем, медью, серебром, оловом; для герметизации. |
| ПОССу-40-0,5 | для лужения и пайки обмоток электрических машин |
| ПОССу-35-0,5 | для лужения и пайки свинцовых кабельных оболочек электрических изделий неответственного назначения |
| ПОССу-18-0,5 | для лужения и пайки трубок теплообменников электроламп |
| ПОССу-95-5 | для пайки в электропромышленности |
|
ПОССу-40-2 ПОССу-8-3 |
припой широкого назначения. Для пайки наружных деталей и сборочных единиц электровакуумных приборов |
В табл. 1 приведены физико-механические свойства оловянно-свинцовых припоев.
Таблица 1. Физико-механические свойства оловянно-свинцовых припоев.
| Марка | Температура кристаллизации, °С | ρ,мкОм×м |
l, Вт×м-1×К-1 |
σ, МПа |
Δl/l, % |
|
| начала | конца | |||||
| Олово чистое | 232 | 232 | 0,115 | 63 | - | _ |
| ПОС-90 | 200 | 0,120 | 54 | 49 | 40 | |
| ПОС-61 | 190 | 183 | 0,139 | 50 | 43 | 46 |
| ПОС-40 | 238 | 0,159 | 42 | 38 | 52 | |
| ПОС-10 | 299 | 268 | 0,200 | 35 | 32 | 44 |
| ПОС-61М | 192 | 183 | 0,143 | 49 | 45 | 40 |
| ПОСК-50-18 | 145 | 142 | 0,133 | 54 | 40 | |
|
ПОССу-61-0,5 |
189 |
0,140 |
50 |
45 |
35 |
|
| ПОССу-50-0,5 | 216 | 0,149 | 47 | 38 | 62 | |
| ПОССу-40-0,5 | 235 | 0,169 | 40 | 50 | ||
|
42 |
||||||
| ПОССу-35-0,5 | 245 | 183 | 0,172 | 38 | 47 | |
|
ПОССу-30-0,5 ПОССу-25-0,5 ПОССу-18-0,5 |
255 266 |
0,1790,182 |
||||
| 38 | 36 | 45 | ||||
| 277 | 0,198 | 35 | 36 | 50 | ||
| ПОССу-95-5 | 240 | 234 | 0,145 | 46 | 40 | 46 |
|
ПОССу-40-2 |
299 |
0,172 |
42 |
43 |
48 |
|
|
ПОССу-35-2 ПОССу-30-2 ПОССу-25-2 ПОССу-18-2 |
243 250 |
0,1790,182 |
38 40 40
38 |
|||
| 185 | ||||||
| 260 | 0,185 | |||||
| 270 | 186 | 0,206 | 34 | 36 | 35 | |
| ПОССу-15-2 | 275 | 184 | 0,208 | 33 | 36 | |
| ПОССу-8-3 | 290 | 240 | 0,207 | 34 | 40 | 43 |
Обозначения в таблице:
ρ – удельное сопротивление;
l - коэффициент теплопроводности;
σ - временное сопротивление разрыву;
Δl/l – относительное удлинение.
Стандартными твердыми припоями являются медно-цинковые и серебряные припои. Медно-цинковые припои, изготовляемые промышленностью, должны удовлетворять ГОСТ 23137—78, а серебряные — ГОСТ 19738—74:
ПМЦ-36 — припой медно-цинковый, 36% меди.
ПСр-50 — припой серебряный, Ag50 %
ПСр-25Ф — припой серебряный, Ag25 %, содержит фосфор.
ПСр-50К — припой серебряный, Ag50 %, содержит кадмий.
В табл. 2 приведены температуры кристаллизации и назначение некоторых стандартных твердых припоев. В качестве твердых припоев иногда применяют стандартные сплавы меди с фосфором (ГОСТ 451.5—81). В некоторых случаях они заменяют дорогостоящие серебряные припои.
Таблица 2. Свойства и назначение некоторых стандартных серебряных и медно-цинковых припоев
| Температура кристаллизации, °С | Плотность, Мг×м-3 | Материалы, подвергаемые пайке | Назначение | ||
| Марка | |||||
| начала | конца | ||||
| ПСр-2,5 | 305 | 295 | 11,0 | Медь, ее сплавы, нержавеющая | Для пайки наружных деталей |
| ПСр-3 | 305 | 300 | 11,3 | сталь, углеродистая сталь | и сборочных единиц электровакуумных приборов |
| ПСр-15 | 810 | 635 | 8,3 | ||
| ПСр-40 | 605 | 595 | 8,4 | ||
| ПСр-45 | 725 | 600 | 9,1 | ||
| ПМЦ-Зв | 950 | 825 | 7,7 | Латунь, содержащая до68 % меди | Для соединений, не подверженных ударной нагрузкеили изгибу |
| Г1МЦ-54 | 970 | 860 | 8,3 | Медь, медные сплавы | Там, где не требуется хорошей затекаемости припоя |
Фосфорные припои относятся к группе самофлюсующихся припоев, так как пайка ими меди производится без применения флюса. При нагревании припоя фосфор окисляется в фосфорный ангидрид, который и является флюсом. Однако при пайке этими припоями латунных деталей с медными применение флюса обязательно. Недостатком фосфорных припоев является хрупкость паяного шва. Для пайки стали и чугуна фосфорные припои непригодны. В табл. 3 приведены температуры плавления и назначение медно-фосфорных припоев.
Таблица 3. Свойства и назначение в качестве припоев стандартных сплавов медь — фосфор
| Марка припоя | Содержаниефосфора, % | Температураплавления, °С | Назначение |
| МФ1 | 8,5... 10 | 725...850 | Для пайки медных, латунных и бронзовых деталей, |
| МФ2 | 8,5... 10 | 725...850 | работающих в условиях небольших |
| МФЗ | 8,5 | 725...860 | статических нагрузок |
Примечание. Сплавы МФ1 и МФ2 отличаются друг от друга содержанием примеси висмута и сурьмы.
Пайка алюминия и его сплавов производится специально разработанными для этой цели припоями и флюсами. Главным препятствием при пайке алюминия является пленка оксида, которая почти мгновенно образуется при ее удалении механическим способом. Оксидная пленка алюминия очень стойкая, ее не удается растворить или восстановить обычными флюсами, применяемыми при пайке меди или стали. В табл. 4 приведены припои, применяемые при пайке алюминия и его сплавов.
При пайке алюминия низкотемпературными припоями его поверхность предварительно покрывают никелем.
Таблица 4. Характеристики припоев, применяемых для пайки алюминия и его сплавов
| Марка | Компоненты | Содержание, % | Плотность, Мг×м-3 | Температураплавления, °С |
| П425А |
А1 СuZn |
19,0...21,014,0—16,064,0—66,0 | 5,70 | 415-425 |
| П34А | SiСuAl | 5,5-6,514,0... 16,0Остальное | 3,30 | 525 |
| ПСИЛО* |
Al Si |
90,0...87,010,0..13,0 | 2,58...2,66 | 577 |
| АВИА 1 | SnCdZn | 552022 | 200 | |
| АВИА 2 | SnCdZnAl | 40202515 | 250 |
* Силумии (ГОСТ 1521—76)
В некоторых случаях в качестве припоев используют чистые металлы. В частности, кадмий применяют для пайки и лужения ковара, никеля. Чистое олово применяется для пайки и лужения меди и ее сплавов, низкоуглеродистой стали, платины, ковара. Медь применяется для пайки никеля, низкоуглеродистой стали.
Кроме описанных выше припоев, на которые распространяются государственные стандарты, в радиоэлектронной промышленности применяют припои, состав и назначение которых определяется требованием отраслевого стандарта. Здесь есть большая группа серебряных, золотых, а также небольшое число медно-никелевых, медно-германиевых и других припоев. В табл.5 приведены сведения только о тех, которые существенно отличаются от стандартных по своему назначению.
Таблица 5. Характеристики некоторых нестандартных припоев
| Марка | Компо-ненты | Содержание, % | Плот-ность d,Mr-м-3 | Температура плавления, °С | Назначение | |
| ПОСМ-0,5 | SnSbСuPb |
59...61,0Heболее 0,8 0,5...0,7Остальное |
8,50 | 184 | Для лужения пассивной ча-сти микросхем с тонкимимедными покрытиями(0,5...0,6 мкм) | |
| ПСрОС-3-58 | SnSbAgPb |
66,8...58.8He более 0,8 2.6...3,4Остальное |
2,50 | 190 | Для лужения пассивной ча-сти схем специального наз-начения с покрытиеммедью, серебром | |
| ПСр-3Ин |
In Ag |
96,5...97,62,5...3,5 | 7,36 | 141 | Для пайки золота и серебра,а также металлизирован-ных материалов в микро-электронике | |
| Фольга никелево-медная вакуумной плавки | NiСu | 75±225±2 | 8,77 | 1150...1210 | Для пайки сплава ВТ1-00 сметаллизированной керамикой | |
| ППдН-60-40 | PdNi | 4060 | 10,61 | 1237 | Для пайки никеля, низкоугле-родистой стали, молибде-на, вольфрама | |
| ПСрМ-72-28 | AgСu | 72±0,528±0,5 | 9,90 | 779 | Для пайки меди, никеля,сплавов ЭП-333, ковара29НК, стали 08, медно-молибденовых сплавов, ке-рамики | |
| ПСр-72В |
Ag Сu |
72±0,5Остальное | 9,90 | 789 | Для пайки никеля, меди,мельхиора, константа насплавов МО-19, МН-45,29НК-ВИ, монсля, кера-мики | |
| ПМГ-9 | GeNiВСu | 8,7 ±0.40.5 ±0.50,2 ±0,1Остальное | 8,70 | 950...1005 | Для пайки электротехничес-кой стали, нержавеющейстали, никеля | |
| ПМТ-45 | CuFeSiTi | 49,0...52,01,0-3,00,7... 1,045,0...49,3 | 6.02 | 955 | Для панки титана и его спла-вов | |
Литература:
- Справочник по электротехническим материалам/ под ред. Корицкого Ю.В., Пасынкова В.В., Тареева Б.М. – М.: Энергоатомиздат, т.2, 1987. – 464 с.
Вас также может заинтересовать:
worldofmaterials.ru
Припои для пайки меди и ее сплавов
В производстве аппаратуры и особенно таких изделий, как волноводы из меди и ее сплавов до последнего времени широкое применение имели лишь серебряные припои (по ОСТ 2982 марок ПСр70, ПСр45 и ПСр25) с относительно высокими температурами плавления, лежащими в интервале 720—780°С. В качестве флюса использовалась бура. Однако с разработкой более совершенных и легкоплавких по сравнению с бурой новых флюсов: тетрафторбораткалиевого, № 209 и № 284 — создались все условия для перехода на припои с пониженными температурами плавления.
Снижение температуры плавления применяемых припоев увеличивает перепад температур между точками начала плавления припоя и самого металла деталей, соединяемых пайкой. В свою очередь это уменьшает опасность проплава тонкостенных латунных деталей и степень их коробления.
Поэтому наряду со стандартными припоями в последние годы получили распространение новые серебряные припои с пониженными температурами плавления, известные под марками ПСр48КН, ПСр40К, ПСр2,5 и др.
Выпуск припоев в виде слитков, зерен и листов, оговоренных ОСТ 2982, в применении к пайке ТВЧ, в соляных ваннах, в инертных и восстановительных средах, где требовалась дозированная подача припоя, создавал значительные неудобства. Даже при пайке газовыми горелками приходилось листовой припой разрезать на прутки с острыми углами и заусеницами, которые при нагреве обгорали, увеличивая потери припоев и одновременно загрязняли швы окислами.
Кроме того, поставка припоев в слитках и листах значительно усложняла для потребителей технологию изготовления дозированных заготовок припоев в виде колец и шайб, которые проще всего изготовлять из калиброванной проволоки серебряных припоев.
В недавно выпущенном взамен ОСТ 2982 новом стандарте на серебряные припои — ГОСТ 8190 — 56 нашли отражение как новые припои с пониженными температурами плавления, так и поставка припоев в виде калиброванной проволоки.
Марки, состав и температурный интервал кристаллизации ряда серебряных припоев по ГОСТ 8190 — 56, наиболее приемлемых в производстве волноводов и других изделий радиотехнической аппаратуры, представлен в табл. 3.
| Стандартные серебряные припои*
|
Наряду с температурой плавления при выборе припоя необходимо считаться с его электросопротивлением. В табл. 4 приведены характеристики серебряных припоев по удельному весу и электросопротивлению, которые замерялись на литых образцах.
Удельный вес и удельное электросопротивлениесеребряных припоев
| Таблица 4
|
Кроме полос, рассмотренные выше припои поставляются в виде проволоки с номинальными диаметрами 0,3; 0,5; 0,8; 1; 1,2; 1,6; 2; 2,5; 3; 3,6; 4 и 5 мм.
Помимо твердых серебряных припоев, при пайке деталей из
Допускаемые отклонения от состава см. ГОСТ 8190—56.
меди и ее сплавов при монтаже аппаратуры очень широко применяются мягкие оловянно-свинцовые припои, характеристики которых в соответствии с ГОСТ 1499 — 54 приведены в табл. 5.
| Таблица 5 Мягкие оловянно-свинцовые припои
|
Для пайки монтажных соединений очень выгодно применять трубчатые припои, заполненные внутри канифолевым флюсом, поставка которых предусмотрена указанным выше стандартом. Это позволяет увеличить производительность труда, повысить качество пайки и снизить расход припоев на 20—25 %а флюсов на 40—50%.
Ознакомившись с температурой плавления применяемых твердых и мягких припоев отметим, что зачастую на практике при выборе припоя совершенно не учитывается такой важный фактор, как температурный интервал кристаллизации припоя и его связь с качеством пайки, временем нагрева и расходом энергии на нагрев деталей.
Это легко показать при рассмотрении диаграмм состояния существующих мягких и твердых припоев.
Из рассмотренных ранее условий очевидно, что при использовании, например, мягких припоев системы ПОС температура нагрева деталей и припоя должна не менее чем на 50°С превышать точку начала затвердевания припоя. Этот перегрев необходим для того, чтобы исключить пайку в интервале кристаллизации припоя, когда он имеет две фазы — жидкую и твердую, а его жидкотекучесть ничтожно мала.
Очевидно, при пайке припоем ПОС-ЗО детали и сам припой необходимо нагревать до температуры 300°С, что на диаграмме (рис. 10) будет соответствовать точке 3. После окончания пайки и особенно с момента начала кристаллизации припоя (точка 2, соответствующая 256°С и до полного его затвердевания, точка 1 22
183° С) необходимо предотвращать изделие от толчков и связанных со снятием с приспособления сотрясений, ведущих к образованию — трещин и снижению прочности паяного соединения.
при использовании ПОС-40, начало затвердевания которого наступает при 235° С (точка 2′), а полное затвердевание при 183°С, интервал кристаллизации сужается и температура нагрева под пайку уменьшается до 285° С (точка 3′), но опасность появления трешин от смещения и сотрясения паяного соединения не снимается.
|
————— ;—■- %Sn Рис. 10. Диаграмма состояния системы олово-свинец. |
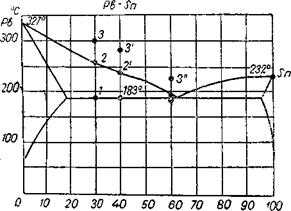
‘ Существенное отличие можно наблюдать лишь у припоев эвтектического состава или близких к нему. Для рассматриваемой системы таким припоем является ПОС-61, у которого точки начала и конца затвердевания очень близки, температурный интервал кристаллизации почти отсутствует и это создает ряд технологических преимуществ.
Исключается возможность пайки в интервале кристаллизации припоя, а температура нагрева под пайку по сравнению со всеми другими припоями этой системы будет самой низкой (точка 3").
При остывании паяных изделий припой почти мгновенно переходит в твердую фазу и опасность в появлении трещин от сотрясений исключается. Более того скорость смачивания и заполнения зазоров припоем, а также степень капиллярного подъема больше при эвтектическом составе припоя, чем при любом другом.
В конечном итоге все это способствует не только снижению температуры пайки, но и сокращению энергетических затрат, времени на нагрев под пайку, а также на выдержку при остывании изделий до полного затвердевания припоя.
Поэтому такие, не указанные в табл. 3, твердые припои, как ПСр44 с температурой начала плавления 650° С, полного расплавления 800° С и ПСр15 с соответствующими температурами 635° С и 810° С, хотя и оговорены в ГОСТ 8190 — 56, не могут считаться приемлемыми с точки зрения только что рассмотренных положений.
Оканчивая рассмотрение твердых и мягких припоев для пайки деталей на основе меди и в соединении их с другими металлами, скажем несколько слов о легкоплавких сплавах и припоях, без которых в ряде случаев нельзя обойтись.
Как правило, получение легкоплавких припоев связано с применением висмута, отличающегося высоким значением удельного электросопротивления. Если для олова оно равно 11,5, а для свинца 18,8, то у висмута электросопротивление составляет 110,8, и при выборе припоя этого нельзя забывать.
Чаще всего в приборостроении используют следующие легкоплавкие припои и сплавы, указанные в табл. 6.
| Таблица 6 Легкоплавкие припои и сплавы
|
Анализ припоев, приведенных в табл. 3, 5 и 6, указывает на полное отсутствие припоев с температурами плавления в интервале 300—600° С.
Для пайки меди и ее сплавов вопрос о припоях с температурой плавления именно в этом интервале поставлен сейчас очень остро. Это вытекает из предъявляемых требований к теплостойкости ряда изделий.
Если для изделий, работающих при температурах до + 200° С, требования теплостойкости удовлетворяет пайка припоями ПСр2,5 или ПСрЗ, то для изделий с теплостойкостью + 300° С пайка этими припоями уже совершенно непригодна. Остается переход к припоям ПСр40 или ПСр50Кд с температурами плавления выше 600° С, но это не всегда возможно, так как электроизоляционные материалы паяемых деталей рассчитаны на температуру 350—400° С. Более того, применение припоя ПСр40 исключает работу обычными электропаяльниками и требует мощных источников нагрева.
hssco.ru
высокотемпературная пайка припоями в Санкт-Петербурге
При выполнении огромного спектра работ в различных сферах производства – при производстве и ремонте оборудования и отдельных элементов неотъемлемой частью технологического процесса является пайка припоями ПСр. Технология заключается в неразрывном соединении нескольких элементов/деталей при помощи промежуточного металла, который плавится при более низкой температуре, чем материал основных элементов. Визуально пайка напоминает сварное соединение, однако эти типы соединения металлов отличаются кардинально. Конечный результат напрямую зависит от того, какие были выбраны припои и флюсы.
Припоем называют непосредственно тот металл/сплав, который предназначен для соединения элементов или узлов. Его выбор зависит от типа пайки, химических свойств металлов, из которых выполнены соединяемые детали, их размеров, температурных ограничений, параметров эксплуатации готового изделия и т.д. А флюс – это смесь, которая применяется для удаления окислов с поверхности под пайку, уменьшения поверхностного натяжения, улучшения растекания жидкого припоя или защиты от воздействия окружающей среды. Чаще всего флюсами служат канифоль, нашатырь, паста, борная кислота, бура и др., а выбор зависит от того мягкими или твердыми припоями осуществляется пайка.
Пайка припоями ПСр: от чего зависит выбор
Различают легкоплавкие и тугоплавкие припои. Каждый предназначен для решения определенных задач в зависимости от температуры плавления и имеет свой предел прочности. Для любого вида припоев, состав которых входит серебро, существует маркировка ПСР, что позволяет в зависимости от металла изделия выбирать припой ПСр с необходимыми характеристиками. Все они вязки и ковки и нередко являются такими же прочными как и сами спаиваемые металлы. Марка припоя указывает на его химический состав (количество серебра, меди, цинка в сплаве), на наличие других примесей и температуру плавления. Таким образом, например, припои ПСр одной марки применяются для стали и цветных металлов, температура плавления которых доходит до 800 градусов, другие для пайки ленточных пил, третьи – для максимально тонких работ, где важна чистота спая и т.д.
Услуги пайки на производственном предприятии «Прибой»
Производственное предприятие «Прибой» выполняет широкий спектр задач по производству электромонтажного оборудования, а также изготовлению деталей для радио- и электромонтажных работ. Имеющийся опыт позволяет нам выполнять высокотемпературную пайку деталей из медных сплавов различной конфигурации.
ПСр 40 и ПСр 25 применятся в следующих случаях?
- Чтобы обеспечить высокую плотность и прочность паяных швов применяют припой 40, например, для пайки меди и ее сплавов, различных конструкционных и нерж. сталей. Является тугоплавким припоем и нередко используется при больших температурах. Кроме высокой прочности, к тому же является высокопластичным.
- Когда необходимо выполнить менее ответственное соединение, в этом случае пайка ПСр 40 может быть заменена припоем ПСр 25. Такой вид припоя широко применяется, например, для лужения и пайки ювелир. изделий, медных и медно-никелевых сплавов и др.
Все услуги на производственном предприятии «Прибой» выполняются строго в соответствии с техническими требованиями и учетом характеристик материалов, из которых изготовлены соединяемые детали. Они выдерживают большую нагрузку, а пайка обеспечивает герметичные соединения, которые могут пройти испытания в условиях высоких давлений. Вся продукция проходит проверку в Отделе технологического контроля.
Для размещения заказа, пожалуйста, оставьте онлайн-заявку на нашем сайте или свяжитесь с нами по телефону +7 (812) 328-44-20.
priboyspb.ru
Делаем сами - Приложение №15 Припои, флюсы для пайки
Прочность пайки зависит, в первую очередь, от правильного подбора припоя и флюса и, во вторую очередь, от тщательности подготовки спаиваемых деталей.
Это значит, что их поверхности должны быть очищены от окислов, которые мешают проникать припою в спаиваемые детали (диффундировать).
При пайке надо всегда помнить, что температура плавления припоя должна быть ниже максимальной рабочей температуры флюса.
Там, где в тексте эта температура не приводится, дается разъяснение, какими припоями можно паять с данной маркой флюса.
Припои
Основные свойства, которыми должен обладать припой, можно сформулировать так:
- температура его плавления должна быть ниже температуры плавления спаиваемых металлов;
- он должен хорошо смачивать спаиваемый металл;
- припой должен быть относительно прочным;
- при пайке не должны образовываться пары (металл — припой), отрицательные в электрохимическом отношении, в противном случае паяный шов быстро разрушится;
- металлы, входящие в состав припоя, должны быть недефицитными и недорогими.
Припои по своим физическим свойствам делятся на две группы:
- легкоплавкие припои (их еще называют мягкими припоями) с температурой плавления до 500°
- и тугоплавкие (твердые) с температурой плавления выше 500°.
Наиболее широко распространены легкоплавкие припои на основе сплава олово-свинец
Таблица 1Припои на основе олово-свинец
| Марки припоя | Температураплавления оС | Применение |
| Олово | 232 | Для лужения |
| ПОС 90 | 220 | То же |
| ПОС 61 | 185 | Для пайки меди и стали |
| ПОС 50 | 210 | Для пайки меди, латуни, никеля, серебра и т.д. |
| ПОС 40 | 235 | То же |
| ПОС 30 | 256 | --- |
| ПОС 18 | 277 | Для пайки свинца, цинка, луженной жести |
| ПОС 4-6 | 265 | Для пайки меди и стали |
Примечание
Все припои содержат небольшой процент примеси сурьмы. Последний припой содержит 5 - 6% сурьмы.В (табл. 1) приведены припои на основе сплава олово-свинец, для сравнения сюда включено олово.Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное - свинец.
Из тугоплавких применяются припои на основе меди и серебра
Кроме припоев для пайки стальных и никельсодержащих сплавов пользуются иногда медью марок МО, Ml, M2, МЗ и М4.
Употребляется медь в виде:
- проволоки,
- ленты,
- фольги
- и порошка.
Температура пайки медью лежит в пределах 1150—1200°.
Латуни (сплавы медь-цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью.В (табл. 2) приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев.
Таблица 2 Медно-цинковые и латунные припои
| Марки припоя(латуни) | Температураплавления, оС | Применение |
| ПМЦ 36 | 825 | Для пайки латуни марки Л 62 |
| ПМЦ 48 | 865 | Для пайки медных сплавов |
| ПМЦ 54 | 880 | для пайки меди и сплавов из стали |
| Л 62 | 905 | Для пайки меди и стали |
| Л 68 | 938 | То же |
Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекаемостью в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
При пайке медно-фосфорными припоями латуни Л62, нейзильбера*, алюминиевой бронзы и медно-никелевых сплавов необходимо применять борсодержащие флюсы.По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные.
К основным медно-фосфорным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3.
- Температура плавления первых двух - 750°
- третьего - 700°.
Из тугоплавких (твердых) припоев наиболее примечательными являются припои на основе серебра
Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов),
- прочность,
- пластичность,
- коррозионная стойкость,
- высокая температура плавления
ставят их в первый ряд среди других припоев.Даже относительная дороговизна нисколько не умаляет их достоинств.
Из припоев на основе серебра некоторые умельцы отливают мормышки!
В (табл. 3) приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное — в основном медь.
Таблица 3 Основные марки серебряных припое
| Марка припоя | Температураплавления, оС | Марка припоя | Температураплавления, оС |
| ПСр 72 | 779 | ПСр 44 | 800 |
| ПСр 71 | 795 | ПСр 40 | 605 |
| ПСр 70 | 755 | ПСр 37,5 | 810 |
| ПСр 62 | 700 | ПСр 25 | 775 |
| ПСр 50 | 850 | ПСр 12М | 825 |
| ПСр 45 | 725 | ПСр 10 | 850 |
Флюсы
Назначение флюсов при пайке:
- защита зачищенных деталей от окисления,
- удаление с поверхности металла пленки окислов,
- улучшение смачивания припоем спаиваемых деталей.
Все многообразие флюсов можно разделить на три группы:
- некоррозионные
- слабокоррозионные
- и коррозионные.
Некоррозионные флюсы (их еще называют защитными)не растворяют пленку окислов на металле, а лишь защищают при пайке тщательно зачищенную поверхность.После окончания пайки остатки флюса можно не удалять с поверхности спаянных деталей, так как он не вызывает коррозии.
Слабокоррозионные флюсыучаствуют в разрушении пленки окислов. Остатки флюса необходимо удалять.
Коррозионные (активные) флюсыэнергично разрушают пленку окислов, поэтому иногда удается спаивать незачищенные металлические детали.Удалять остатки флюса после пайки обязательно!
Отдельную группу составляют борсодержащие флюсы для пайки тугоплавкими припоями
К некоррозионным флюсам относятся неактивированные флюсы на основе канифоли (табл. 4).
Максимальная рабочая температура этих флюсов 300°!
Таблица 4 Флюсы на основе канифоли
| Компоненты, % вес. | Что и чем паяется | ||||
|
Пайка меди и ее сплавов, серебра (редко — стали) свинцово-оловянистыми припоями |
К слабокоррозионным флюсам относится большая группа активированных флюсов на основе канифоли, но есть и такие, где канифоль отсутствует (табл. 5).
- первые флюсы имеют максимальную рабочую температуру - 300°
- вторые - 350°
Таблица 5 Флюсы на основе канифоли, глицерина и спирта
| Компоненты, % вес. | Что и чем паяется | ||||||
|
|
||||||
|
Для пайки меди и цинка | ||||||
|
Для пайки меди и сплавов, никеля, серебра, стали |
Основу почти всех коррозионных (активных) флюсов составляют хлориды металлов и, в частности, хлористый цинк.
Максимальная рабочая температура этих флюсов до 400°! (табл. 6)
Таблица 6 Флюсы на основе хлоридов металлов
| Компоненты, % вес | Применение | ||||
|
Для пайки и лужения стали, меди, ее сплавов, никеля, серебра. | ||||
| Хлористый цинк - 40, двухлористое олово - 5, хлорная медь - 0,5, соляная кислота - 3,5, вода - 51 | Пайка стали припоями с большим содержанием свинца | ||||
| Хлористый цинк - 40, хлористый натрий - 5, хлорная медь - 1, хлористый калий - 1, соляная кислота - 1, вода - 52 | Пайка стали и меди (и сплавов) припоями с большим содержанием свинца и цинка. | ||||
| Хлористый натрий - 15, хлористый амоний - 1,5, соляная кислота - 36, спирт денатурат - 12,8, ортофосфорная кислота - 2,2, хлористое железо - 0,6, вода - 31,9 | Пайка углеродистых сталей. |
В отдельной таблице приводятся флюсы для пайки нержавеющих сталей
Максимальная рабочая температура этих флюсов 400°!
Таблица 7 Флюсы для пайки нержавеющих сталей
| Компоненты, % вес | Применение | |||||||
|
Пайка нержавеющейстали |
Как уже было сказано, флюсы для пайки тугоплавкими припоями сводятся в отдельную группу, состоящую из двух подгрупп:
- флюсы для пайки медными припоями (табл. 8)
Таблица 8 Флюсы для пайки медными припоями
| Компоненты, % вес | Применение |
| Бура (прокаленная) -100 | Пайка углеродистых сталей имеди медно-цинковыми припоями |
| Бура (прокаленная) - 80, борная кислота - 20 | Пайка молоуглеродистых сталей и меди |
| Бура (прокаленная) -50, борная кислота - 50, все разводится концентрированным раствором хлористого цинка | Пайка нержавеющих сталей, меди медными припоями |
| Бура (прокаленная) - 12, борная кислота - 78, флористый кальций - 10 | Пайка нержавеющих сталей, меди медными припоями |
- флюсы для пайки серебряными припоями (табл. 9)
Табица 9 Флюсы для пайки серебряными припоями
| Компоненты, % вес | Применение | ||||
|
Пайка серебрянными припоями всех металлов и сплавов, кроме алюминия и магния |
Порядок изготовления флюса влияет на его качество
Ниже (табл. 10) приводится порядок приготовления некоторых флюсов.Взяв за основу приготовление одного флюса, можно правильно приготовить другой флюс с такими же компонентами или несколько отличными.
Таблица 10 Приготовление флюса
| Компоненты | Порядок приготовления |
|
Канифоль, этиловый спирт, уксусная кислота |
Размолотую в порошок канифоль растворить в подогретом спирте и после охлаждения добавить уксусную кислоту |
|
Канифоль, стеарин, хлористый цинк, хлористый аммоний, вазелин, вода |
Размолотую канифоль тщательно смешать со стеарином. Порошок хлористого цинка и хлористого аммония залить водой и размешать, Разогреть то и другое. Второй раствор влить в расплавленную канифоль со стеарином. Размешать и добавить вазелин. |
|
Ортофосфорная кислота, этиловый спирт, вода |
Этиловый спирт разбавляют водой и к раствору добавляют ортофосфориую кислоту |
|
Хлористый цинк, хлористый аммоний, вода |
В горячей воде растворяется хлористый аммоний. После охлаждения раствора к нему добавляется хлористый цинк. |
|
Хлористый цинк, двухло-ристое олово, хлорная медь, хлористый калий, соляная кислота, вода |
В части горячей воды с соляной кислотой растворить днухлористое олово и хлорную медь. В другой части воды растворить хлористый цинк и хлористый калий. Первый раствор влить во вто-рой и тщательно перемешать. |
|
Хлористый калий, хлористый литий, фтористый натрий, хлористый цинк |
Псе порошкообразные компоненты смешан., расплавить и после остывания размолоть. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура | Расплавить буру, охладить и размолоть до порошкообразного состояния. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура, борная кислота | Прокаленую и размолотую буру смешать с нужным количеством борной кислоты. Хранить в плотно закрывающейся стеклянной посуде. |
Для изготовления припоя из отдельных компонентов пользуются правилом:сначала расплавляют более тугоплавкий металл, а в нем остальные помере убывания температуры плавления.
www.del-sami.ru