Токарно-винторезный станок 1к62 и технические характеристики. 1К62 токарный станок
Общий вид токарно-винторезного станка 1к62
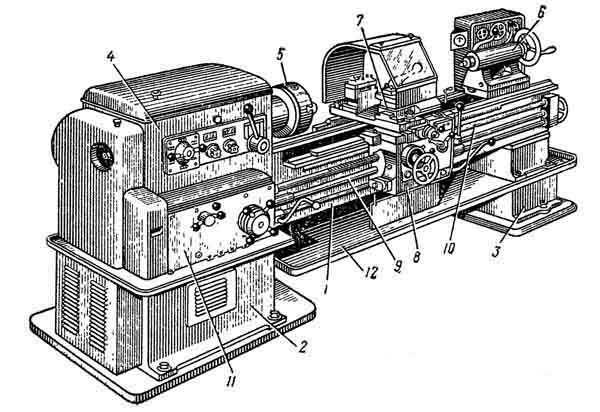
Рис.1.1.Токарно-винторезный станок 1К62
На рисунке показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4, В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в резцедержателе суппорта 7. Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.
Расположение составных частей токарного станка 1К62
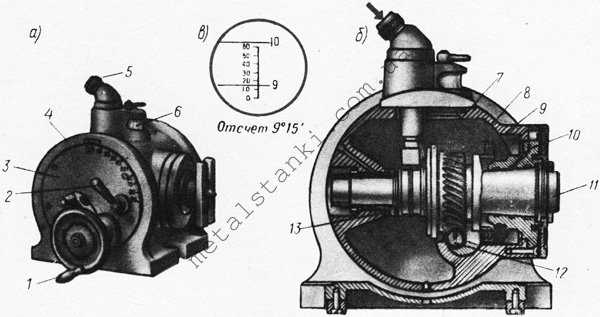
Рис.1.2. Расположение составных частей
Спецификация составных частей токарного станка 1к62
Бабка передняя - 1К62.02.01
Ограждение патрона - 1К62.260.001
Патрон поводковый - 16Б20П.090.001
Каретка - 1К62.05.01
Ограждение - 1К62.50.01
Суппорт - 1К62.04.01
Механизм отключения рукоятки - 1К62.52.001
Охлаждение - 1К62.14.01
Бабка задняя - 1К62.03.01
Электрооборудование - 1К62.18.01
Станина - 1К62.01.01
Фартук - 1К62.06.01
Переключение - 1К62.11.01
Моторная установка - 1К62.15.01
Коробка подач - 1К62.07.01
Шестерни сменные - 1К62.78.02
Расположение органов управления токарного станка 1К62

Рис.1.3. Токарно-винторезный станок 1К62
Перечень органов управления токарного станка 1к62
Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль
Рукоятки установки чисел оборотов шпинделя
Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многозаходные резьбы
Рукоятка установки правой и левой резьбы и подачи
Рукоятки установки чисел оборотов шпинделя
Кнопка включения реечной шестерни при нарезании резьбы
Рукоятка индексации и закрепления резцовой головки
Рукоятка поперечной подачи суппорта
Кнопочная станция пуска и останова электродвигателя главного привода
Рукоятка подачи верхней части суппорта
Рукоятка управления быстрыми перемещениями каретки и суппорта
Рукоятка крепления пиноли задней бабки
Выключатель насоса охлаждения
Линейный выключатель
Рукоятка крепления задней бабки
Выключатель местного освещения
Маховичок перемещения пиноли задней бабки
Рукоятки включения, выключения и реверсирования шпинделя
Рукоятка включения маточной гайки
Маховичок ручного перемещения суппорта и каретки
Рукоятки включения, выключения и реверсирования шпинделя
Рукоятка установки величины подачи и шага резьбы
Технические данные и характеристики станка модели 1К62
Таблица 1.1.Техническая характеристика станка модели 1К62
Параметры станка | 1К62 |
| Максимальный диаметр заготовки, мм: | |
| над станиной | 435 |
| над суппортом | 224 |
Продолжение таблицы 1.1
| Максимальная длина обрабатываемой заготовки, мм | 1000,1500 |
| Размер внутреннего конуса в шпинделе | Морзе 6 |
| Диаметр цилиндрического отверстия в шпинделе | 55 (62*) |
| Число ступеней частот вращения шпинделя | 23 |
| Частота вращения шпинделя | 12,5...2000 мин-1 |
| Число ступеней рабочих подач: | |
| продольных | 42(56*) |
| поперечных | 42(56*) |
| Рабочие подачи, мм/об: | |
| продольные | 0,70...4,16 (0,036...7,54*) |
| поперечные | 0,035...2,08 (0,018...3,77*) |
| Число нарезаемых резьб: | |
| метрических | 45(53*) |
| дюймовых | 28(57*) |
| модульных | 38 |
| питчевых | 37 |
| архимедовой спирали | 5 |
| Шаг нарезаемой резьбы: | |
| метрической | 0,5...192 мм |
| модульной | 0,5...48 модулей |
| дюймовой | 24...15/8 ниток на дюйм |
| питчевой | 96...1 питч |
| архимедовой спирали | 3/8", 7/16", 8; 10 и 12 мм |
| Быстрые установочные перемещения суппорта, м/мин: | |
| продольного | 4,5 |
| поперечного | 2,25 |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее перемещение пиноли задней бабки, мм | 200 |
| Поперечное смещение корпуса задней бабки, мм | ±15 |
Максимальное сечение резца | 25 |
| Масса станка, кг, при длине обработки: | |
| 1500мм | 3440 |
studfiles.net
Расчет кинематической настройки токарно-винторезных станков 1К62 и 1К625
Структурная схема токарно-винторезного станка
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
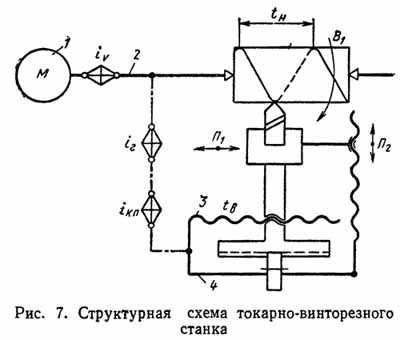
Структурная схема токарно-винторезного станка представлена на рис. 7. Формообразование обеспечивается вращательным движением заготовки (В1) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки i0 и поступательным движением инструмента (П1 и П2) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iг и iкп.
Расчет кинематической настройки токарно-винторезных станков 1К62 и 1К625
Настройка кинематических цепей при выполнении разнообразных работ на токарно-винторезных станках сводится к подбору передаточных отношений передач коробок скоростей, подач и других механизмов, что осуществляется переключением соответствующих рычагов. Исключение представляет нарезание особо точных резьб или резьб с ненормализованным шагом. Конечным звеном резьбонарезной цепи является ходовой винт 68 (см. рис. 9) и маточная гайка, поэтому уравнение настройки согласно равенствам (5) и (9) можно написать в следующем виде (имея ввиду однозаходность винта)
1 оборот шпинделя i х tB = tH, (11)
где
i — передаточное отношение кинематической цепи от шпинделя до ходового винта.
tН — шаг нарезаемой резьбы;
tП — шаг ходового винта;
Схема кинематическая токарно-винторезного станка 1К62
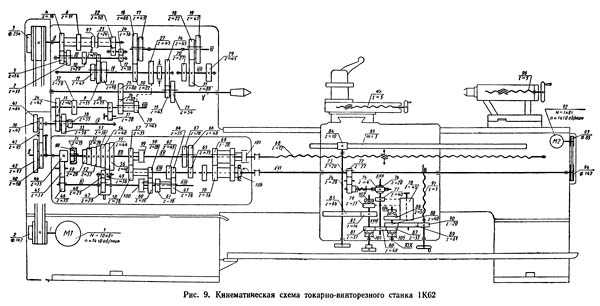
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Так как для рассматриваемого случая валы X, XII, XV и ходовой винт 68, связанные муфтами 98, 99 и 101, представляют собой единое звено, то передаточное отношение цепи
i = iп х iг. (12)
где
iп — передаточное отношение постоянных передач;
iг — передаточное отношение сменных колес (гитары) звена настройки. На основании уравнений (11) и (12)
iг = (1/ iп) х (tH/ tB)
Обозначив 1/ iп через С, получим
iг = С х (tH/ tB) (13)
Передаточное отношение iп чаще всего равно 1 : 1 или 1 : 2. Применительно к кинематической схеме, изображенной на рис. 9, значение iп может быть различным, в зависимости от положения блоков с зубчатыми колесами 26—28 и 35—33 на валах VIII и IX.
Если колесо 25, сидящее на шпинделе, сцеплено с колесом 26, то вращение механизму подач сообщает непосредственно шпиндель, и передаточное отношение постоянных передач iп от шпинделя к звену настройки (к гитаре) будет —
(60/60) х (42/42) = 1 или (60/60) х (28/56) = 1/2 (валы V, VIII, IX).
при нарезании резьбы с большим шагом (14—192 мм) передача движения осуществляется через звено увеличения шага, В этом случае блок колес 15—21 на шпинделе занимает правое положение, а колесо 27 на валу IV зацепляется с колесом 28 на валу VIII.
Передаточное отношение цепи от шпинделя до гитары (до вала /X) при сцеплении колес в такой последовательности будет в одном из вариантов таким:
iп = 54/27 х 88/22 х 88/22 х 45/45 х 42/42 = 32
Включение звена увеличения шага из четырех вариантов зацепления колес дает увеличение передаточного отношения от шпинделя до вала VIII в 2; 8 и 32 раза, что соответственно дает увеличение шага нарезаемой резьбы тоже в 2; 8 и 32 раза. В последнем варианте в реверсивном механизме (валы VIII и IX) включаются колеса 32 и 33 с передаточным отношением i = 1/2, поэтому шаг нарезаемой резьбы увеличивается не в 32, а в 16 раз.
Примеры настройки винторезной цепи без коробки подач. Настройку винторезной цепи будем производить только гитарой, выключив коробку подач (замыкаются муфты 98, 99, 101 и размыкается механизм Нортона; см. рис. 9).
Пример 1. Настроить станок 1К62 на нарезание однозаходной метрической резьбы с шагом tH = 1,75 мм.
Шаг ходового винта tB = 12 мм. Примем С = 1, т, е. замкнем колеса 34—35 с i = 1, тогда по уравнению (13)
iг = tH/ tB = 1.75/12 = 7/12 x 1/4 = 35/60 х 20/80
Как видим, на гитаре надо установить две пары зубчатых колес. Проверим условие их сцепляемости, согласно уравнению (151): для первой пары — а + Ь > с + 15; 35 + 60 > > 20 + 15; 95 > 35; для второй пары — с + d > b + 15; 20 + 80 > 60 + 15; 100 > 75.
Как видим, сцепляемость зубчатых колес обеспечена.
Пример 2. Настроить станок 1К62 на нарезание однозаходной дюймовой резьбы 3,5 нитки на 1" (С = 1).
В этом случае
tH = 1"/3,5
Выразим шаги нарезаемой резьбы и ходового винта в одной системе единиц. Так как 1" = 25,4 = 127/5 мм, то
tH = (1 х 127)/(3,5 х 5) мм
Тогда
iг = tH/ tB = (1 х 127)/(3,5 х 5 х 12) = (2 х 127)/(3,5 х 120) = (40 х 127)/(70 х 120) = 120/70 х 40/120.
Проверку сцепляемости зубчатых колес можно сделать аналогично.
Пример 3. Настроить станок 1К62 на нарезание однозаходного червяка модуля 3 мм. Шаг модульной резьбы tH = π*m*z, где m — модуль; z — число заходов червяка. Берем значение π = 22/7
iг = tH/ tB = π*m*z/ tB = (22 х 3 х 1)/(7 х 12) = 11/7 х 1/2 = 55/35 х 20/40
Нарезание многозаходной резьбы. При многозаходной резьбе под шагом tH понимают расстояние между параллельными сторонами профиля двух соседних витков. Поэтому для получения резьбы заданного шага tH механизм должен за 1 оборот заготовки переместить суппорт на величину хода резьбы s = k*tH где к — число заходов нарезаемой резьбы. Такого типа резьбы нарезают на ходовых винтах, многозаходных червяках и других деталях,
В общем случае при к заходах угол между соседними нитками (если смотреть в торец детали) будет:
R = 360°/ к
Многозаходная резьба нарезается двумя способами: после нарезания первой нитки заготовку поворачивают на часть оборота 1/к, предварительно разомкнув винторезную цепь, или, оставляя заготовку неподвижной, перемещают инструмент вместе с резцовыми салазками продольно на величину шага резьбы tH. Затем нарезают следующий заход и т. д.
На станке 1К62 имеется специальное делительное устройство для нарезания многозаходных резьб. Оно состоит из кольца с риской, укрепленного на корпусе передней бабки, и диска с делениями, насаженного на шпиндель и имеющего на периферии 60 делений. После нарезания первого захода шпиндель надо повернуть на число делений, равное 60/к. Это устройство позволяет
нарезать резьбы с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, 60. На станках, не имеющих делительного приспособления, пользуются поводковой делительной планшайбой.
Пример. Изготовить резьбовой калибр с трехзаходной метрической резьбой с ходом s = 180 мм. Так как шаг резьбы большой, необходимо пользоваться звеном увеличения шага. Примем следующий вариант винторезной цепи (см. рис. 9):
1 об.шт х 54/27 х 88/22 х 88/22 х 45/45 х 28/56 х iг х 12 = s
где 12 — шаг ходового винта. Здесь
iп = 54/27 х 88/22 х 88/22 х 45/45 х 28/56 = 8
Обозначив 1/ iп через С, получим
iг = С х s/tB = 1/8 х 180/12 = 90/48
Настраивая гитару, колесо z = 90 установим на вал IX, а z = 48 — на вал X. Замкнем их промежуточным колесом с любым числом зубьев.
Список литературы
- Абрамов Е.И., Колесниченко К.А. и Маслов В.Т. Элементы гидропривода. Киев, «Техника», 1969.
- Аврутин Р.Д. Справочник по гидроприводам металлорежущих станков. М.—Л., «Машиностроение», 1965.
- Ачеркан Н.С, Гаврюшин А.А., Ермаков В. В. и др. Металлорежущие станки. М., «Машиностроение», 1965.
- Ачеркан Н.С. Расчет и конструирование металлорежущих станков. М., Машгиз, 1952.
- Башта Т.М., Зайченко И.3., Ермаков В.В. и Хаймович Е. М. Объемные гидравлические приводы. М., «Машиностроение», 1969.
- Брон Л.С. Агрегатные станки и автоматические линии.— «Станки и инструмент», 1969, № 3.
- Верхотуров Б.Я., Марков Н.Н. Прибор для контроля кинематической точности механизмов.— «Станки и инструмент», 1964, № 9.
- Владзиевский А.П. Некоторые вопросы научного обоснования развития технологии машиностроения и типаж металлорежущих станков.— «Станки и инструмент» 1964, № 4.
- Волоценко П.В. и Лебенсон М.Е. Унификация коробок подач и скоростей сверлильных станков.— «Станки и инструмент», 1967, № 2.
- Воронов А.Л. и Гребенкин И.А. Коробки передач металлорежущих станков. М., «Машиностроение», 1964.
- Врагов Ю.Д., Игнатов С.И., Муравин Ю. Б. и Саввин И. В. Многооперационные станки (обрабатывающие центры). М., НИИМАШ, 1970.
- Вульфсон И.А., Зусман В.Г. и Розинов А. Г. Кодирование информации управляющих программ. М., «Энергия», 1968.
- Гордеев А.Ф. и Соколов Ю.П. Гидростатические шпиндельные подшипники.— «Станки и инструмент», 1966, № 7.
- Дальский А.М. Цанговые зажимные механизмы. М., «Машиностроение», 1966.
- Детали и механизмы металлорежущих станков. Под ред. Д. Н. Решетова. М., «Машиностроение», 1972.
- Еникеев X.М. Рациональные кинематические схемы коробок скоростей.— «Станки и инструмент», 1968, № 1.
- Ермаков В.В. Гидравлический привод металлорежущих станков. М., Машгиз, 1963.
- Игнатьев Н.В. О сложенной структуре привода шпинделя.— Сб. «Исследования в области металлорежущих станков». Под ред. Н. С. Ачеркана, вып. 4. М., Машгиз, 1961.
- Кабатов Н.Ф. и Лопато Г. А. Конические колеса с круговыми зубьями. М., «Машиностроение», 1966.
- Костиков Ф.В. Новые схемы и конструкции многороликовых торовых вариаторов. — Сб. «Передаточные механизмы». М., «Машиностроение», 1966.
- Коцюбинский О.Ю. Коробление чугунных отливок от остаточных напряжений. М., «Машиностроение», 1965.
- Крагельский И.В. Трение и износ. М., «Машиностроение», 1968.
- Кривоухов В.А., Петруха П. Г., Бруштейн Б. Е. и др. Резание конструкционных материалов, режущие инструменты и станки. М., «Машиностроение», 1967.
- Кудинов В.А. Динамика металлорежущих станков. М., «Машиностроение», 1967.
- Кучер И.М. Металлорежущие станки. М.—Л., «Машиностроение», 1964.
- Левина 3.М. Расчет контактных деформаций направляющих.— «Станки и инструмент». 1965, № 1.
- Левит Г.А. Передачи винт—гайка качения (шариковые).— «Станки и инструмент», 1963, № 4.
- Левит Г.А. и Лурье Б. Г. Расчет гидростатических незамкнутых направляющих.— «Станки и инструмент», 1963, № 10.
- Левит Г.А. и Лурье Б. Г. Исследование и расчет направляющих с гидроразгрузкой.— «Станки и инструмент», 1965, № 5.
- Локтев Д.А. Металлорежущие станки. М., «Машиностроение», 1968.
- Лоскутов В.В. Зуборезные станки. М., «Машиностроение», 1967.
- Малахов Я.М. Зубообрабатывающие и резьбофрезерные станки и их наладка. М., «Высшая школа», 1967.
- Макаров А.И. Резание труднообрабатываемых материалов при помощи ультразвуковых и звуковых колебаний. М., Машгиз. 1962.
- Марков А.И. Ультразвуковое резание труднообрабатываемых материалов. М., «Машиностроение», 1968.
- Матвеев В.Н., Остапенко В. Ф. и Pay Т. Т. Агрегатные станки. М., «Машиностроение», 1965.
- Меламед Г.И., Цветков В. Д. и Айзман Д. С. Агрегатные станки. М., «Машиностроение», 1964.
- Миронов Е.А. Модернизация коробки скоростей консольно-фрезерных станков,—«Станки и инструмент», 1962, № 11.
- Монина М.А., Мороз И. И. Электромеханические методы размерной обработки.—«Станки и инструмент». 1964. № 8.
- Муратов В.А. и Павловский С. А. Гидроцилиндры. Конструкции и расчет. М., «Машиностроение», 1966.
- Пинегин С.В. Контактная прочность в машинах. М., «Машиностроение», 1965.
- Пономарев А.Ф. и Гедык П. К. Смазка оборудования. М., Машгиз, 1962.
- Попилов Л.Я. Электрофизическая и электрохимическая обработка материалов. М., «Машиностроение», 1969.
- Проников А.С. Основы надежности и долговечности машин. М., «Стандарты», 1969.
- Проников А.С Расчет и конструирование металлорежущих станков. М., «Высшаяшкола», 1967.
- Проников А.С. Пластмассы для направляющих скольжения.— Сб. «Пластмассы в машиностроении». М., «Машиностроение», 1964.
- Проников А.С. Саморегулирование в станках-автоматах. М., «Московский рабочий», 1965.
- Пуш В.Э. Малые перемещения в станках. М., Машгиз, 1961.
- Пясик И.Б. Шариковые механизмы. М., Машгиз, 1962.
- Ратмиров В.А., Чурин И. Н. и Шмутер С. Л. Повышение точности и производительности станков с программным управлением. М., «Машиностроение», 1970.
- Рыбкин А.Л. Затыловочные станки. М., «Машиностроение», 1964.
- Семишин М.М. Динамика привода подави стола вертикально-фрезерных станков.— «Станки и инструмент», 1968, № 3.
- Спиридбнов А.А. Металлорежущие станки с программным управлением. М., «Машиностроение», 1972.
- Соколов Ю.Н. Тепловые расчеты деталей станков.— «Станки и инструмент». 1968, № 1.
- Тарзиманов Г.А. Проектирование металлорежущих станков. М., «Машиностроение», 1972.
- Тепинкичиев В.К., Красниченко Л. В., Тихонов А. А. и Колев Н. С. Металлорежущие станки. (Краткий курс). М., «Машиностроение», 1972.
- Тепинкичиев В.К. Предохранительные устройства от перегрузки станков. М., «Машиностроение», 1968.
- Турпаев А.И. Самотормозящие механизмы. М., «Машиностроение», 1966.
- Чалый-Прилуцкий А. Н. Обоснование и определение основных технических характеристик металлорежущих станков и их проектирование. М., «Высшая школа», 1969.
- Чернавский С.А. Подшипники скольжения. М., Машгиз, 1963.
- Шаумян Г.А. Автоматы и автоматические линии. М., Машгиз, 1961.
- Эксплуатация электроимпульсных и ультразвуковых станков. М., НИИМАШ, 1969.
- Электрофизические и электрохимические станки. Каталог-справочник. М., НИИМАШ, 1969.
- Этин А.О. Кинематический анализ методов обработки металлов резанием. М., «Машиностроение», 1964.
Полезные ссылки по теме
Каталог справочник токарно-винторезных станков и их аналогов
Схемы и паспорта к токарно-винторезным станкам и оборудованию
Москва, «Машиностроение», 1973. Под редакцией проф. В.К. Тепинкичиева
stanki-katalog.ru
Токарно-винторезный станок 1к62 и технические характеристики
 Токарный станок 1к62 заслуженно считается одним из самых популярных станков на отечественном пространстве. Качество, проверенное временем, высокая производительность обеспечили доброе имя и множество положительных отзывов от специалистов, которые осуществляли обработку заготовок на этом устройстве.
Токарный станок 1к62 заслуженно считается одним из самых популярных станков на отечественном пространстве. Качество, проверенное временем, высокая производительность обеспечили доброе имя и множество положительных отзывов от специалистов, которые осуществляли обработку заготовок на этом устройстве.
В статье ниже будут указаны основные технические характеристики токарного станка 1к62, а также немного информации о самом оборудовании, включая немного истории о самом устройстве.
История
Токарный станок 1к62 является плодом советского станкостроения, которое активно начало развиваться в пятидесятые годы двадцатого века. Именно в те года был создан рассматриваемый экземпляр, на котором впоследствии проработало не одно поколение специалистов.
Устройство было создано инженерами завода «Красный пролетарий» в Москве и сразу же получило большое признание у мастеров всей огромной страны. Советские создатели данной модели токарного станка успешно соединили в данном оборудовании качество, многозадачность и высокую точность обработки детали.
Надёжность и универсальность данного агрегата обеспечили ему популярность не только в годы создания, но и по нынешний день. Даже учитывая тот факт, что сейчас создаются новые модели, на общем рынке можно найти иностранные аналоги, но токарный станок 1к62 всё равно ещё успешно используется огромным количеством мастеров в их мастерских, ничем не уступая более новым экземплярам, что, конечно, впечатляет.
По названию данного устройства можно узнать его назначение, а также серию оборудования, так что 1к62 — это не просто набор цифр и букв. Индекс 1 обозначает группу, к которой относится данное устройство, — токарные станки. Буква «К», идущая следом, указывает поколение оборудования. Цифра 6 может рассказать о том, что данный станок входит в определённую подгруппу, а именно — токарно-винторезных станков. И, наконец, двойка обозначает 22 сантиметра. Именно столько составляет высота центров над станиной агрегата.
Применение
 Токарный станок 1к62 может похвастать универсальностью. Данное оборудование призвано осуществлять работу по выполнению самых разных задач. Главная функция станка 1к62 заключается в нарезании различных видов резьбы. Но можно упомянуть и о возможности данного агрегата осуществлять создание архимедовых спиралей различного шага.
Токарный станок 1к62 может похвастать универсальностью. Данное оборудование призвано осуществлять работу по выполнению самых разных задач. Главная функция станка 1к62 заключается в нарезании различных видов резьбы. Но можно упомянуть и о возможности данного агрегата осуществлять создание архимедовых спиралей различного шага.
Благодаря особой конструкции токарного станка 1к62, которая является максимально жёсткой, что обеспечивается при монтировании агрегатного шпинделя на особые подшипники, данное оборудование может применяться мастерами для сложной работы с закалёнными заготовками. Модель 1к62 способна предоставить возможность твёрдой обработки самых различных деталей разной степени твёрдости. При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
Высокая мощность агрегата является одним из главных преимуществ токарных станков модели 1к62. Также токарно-винторезные станки такого типа могут быть отмечены в связи с их превосходной прочностью и выносливостью конструкции. Отменное резание инструментами, изготовленными из твёрдых сплавов, а также минералокерамическими образцами, обеспечивается наличием довольно большим выбором имеющихся скоростных режимов и вариантов подач. К тому же отдельно можно отметить и виброустойчивость данного аппарата, которая также способствует качеству обработки.
Конструктивная особенность задней балки токарного станка 1к62 обеспечивает работу с пологими конусами, причём без особого труда. Особенность заключается в возможность задней балки смещаться в поперечном направлении. Это облегчает работу мастера и улучшает производительность оборудования. К тому же, если существует необходимость осуществления сверления при механическом движении балки от суппорта, это реализуется при наличии особого замка, соединяющего суппорт и заднюю балку.
Токарно-винторезные станки 1к62 имеют способность агрегироваться со следующими люнетами: подвижными (их диаметр равен от 20 до 80 мм) и неподвижными (от 20 до 130 мм). Также модели станков 1к62 укомплектованы специальными зубчатыми колёсами, которые являются сменными. Они нужны для передачи движения коробке передач. На станине предусмотрен монтированный упор, позволяющий каретке осуществлять продольное смещение. Интенсивность движения суппорта имеет ограничение в 250 мм в минуту, которое осуществляется упором.
Технические характеристики токарного станка 1к62
После того, как были рассмотрены особенности устройства данных устройств, можно перейти непосредственно к техническим характеристикам:
-
 Диаметр прутка составляет 45 миллиметров;
Диаметр прутка составляет 45 миллиметров; - При фиксации над станиной, предельный диаметр заготовки составляет 400 миллиметров;
- Шпиндель агрегата имеет двадцать три скорости вращения. Диапазон данных скоростей составляет от 12,5 до 2000 оборотов в минуту;
- Двигатель этого агрегата 1к62 является десятикиловаттным;
- Пользователь может осуществлять выбор оптимального режима продольной и поперечной передачи суппорта с помощью коробки передач. Для переключения используются встроенные рукояти;
- Агрегат защищён от продолжительных перегрузок, благодаря наличию специального теплового реле, а также имеет защиту от коротких замыкания, так как у него имеются предохранители;
- Заготовка не может превышать следующих весовых показателей: масса заготовки в центрах не может быть больше 1500 килограмм, в то время когда в патроне допустимая масса составляет 500 килограмм;
- Токарно-винторезный станок 1к62 относится к устройствам класса точности Н. Это характеристика согласно ГОСТ 8-82;
- Устройство оснащено сразу четырьмя двигателями, которые отвечают за разные функции: двигатель быстрых перемещений, электродвигатель насоса охлаждения, электродвигатель гидростанции и, наконец, основной силовой агрегат главного привода.
- Можно сказать и о габаритах токарного станка 1к62. Данный агрегат является довольно внушительным устройством, о чём свидетельствуют его параметры: 2812*1166*1324 миллиметров. Масса этого устройства составляет 2140 килограмм.
Выводы
-
 При более подробном рассмотрении всех технических характеристик токарного станка 1к62 можно заметить тот факт, что данный агрегат является весьма сильным устройством, которое может выполнять довольно большой перечень задач. Станок может стать настоящей палочкой-выручалочкой (как бы иронично это ни звучало по отношению к аппарату таких внушительных размеров) для любого мастера. Токарно-винторезный станок уж точно пригодится и на небольших предприятиях и больших цехах.
При более подробном рассмотрении всех технических характеристик токарного станка 1к62 можно заметить тот факт, что данный агрегат является весьма сильным устройством, которое может выполнять довольно большой перечень задач. Станок может стать настоящей палочкой-выручалочкой (как бы иронично это ни звучало по отношению к аппарату таких внушительных размеров) для любого мастера. Токарно-винторезный станок уж точно пригодится и на небольших предприятиях и больших цехах. - Конечно, можно назвать данный станок уже устаревшим, так как он был произведён больше полувека назад, но это нисколько не преуменьшает всех достоинств агрегата модели 1к62. Он с лёгкостью навязывает конкуренцию более новым импортным станкам, даже где-то выигрывая у них. Мастер, использующий именно это оборудования для обработки деталей, спокойно может ощутить всю лёгкость его эксплуатации и производительность устройства.
- Особенность конструкции этого агрегата также является его сильной стороной. Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.
stanok.guru
Универсальный токарно-винторезный станок 1к62
1к62 — токарный винторезный станок, позволяющий осуществлять нарезку нескольких видов резьбы, в том числе метрическую и дюймовую, а также создавать архимедовы спирали при обработке металлических продуктов холодно- и горячекатаного проката.
Расшифровка наименования модели:
1 — токарный станок. К – поколение агрегата. 6 — токарно-винторезная подгруппа. 2 — высота над станиной (22 сантиметра).
Технические параметры

Станок 1К62 может успешно применяться при обработке заготовок из закаленного металла, так как его шпиндель установлен с помощью специальных подшипников, которые поддерживают необходимую жесткость. Токарная работа с заготовками производится с высокой нагрузкой при сохранении максимальной точности.
Преимуществами токарно-винторезного станка 1к62 являются: удобство обслуживания, длительный срок эксплуатации и высокая производительность, безопасность и надежность конструкции, хороший показатель виброустойчивости.
Универсальный токарно-винторезный станок 1к62 используется в производстве единичной продукции и малосерийном производстве, в сфере ремонтных и инструментальных работ.
Техническими параметрами, характеризующими работу станка, является частота вращения шпинделя (от 12,5 до 2000 об/мин) и скорость работы суппортов (при продольных перемещениях — 3,4; при поперечных — 1,7 метров в минуту). Кроме того, станок позволяет создавать отверстия с ручной или механической подачей без использования задней бабки.
Наибольший диаметр заготовки над станиной — 40 сантиметров. Масса 1к62 составляет 2140 килограмм, его габариты — 2812/1166/1324 миллиметров. Главный двигатель станка, который защищен от перегрузок тепловым реле, развивает мощность до 10кВт. Перемещение суппорта происходит за счет действия дополнительного асинхронного двигателя мощностью в 1 кВт.
1к62 работает как с подвижным, так и неподвижным люнетом, диаметром от 2 до 8 сантиметров в первом случае, и от 2 до 12 сантиметров во втором. Со станком поставляются сменные зубчатые колеса, роль которых заключается в передаче движения коробке передач. Конструкция включает в себя специальный упор, который монтируется на станине, созданный для осуществления продольного смещения каретки и ограничения скорости работы суппорта (максимальная скорость — 25 см/c).
shkval-antikor.ru
Токарно-винторезный станок мод. 1К62Б
ЛАБОРАТОРНАЯ РАБОТА №1
по учебной дисциплине «Технология Машиностроения»
по теме «Технологическое оснащение лаборатории, станки и инструменты»
Выполнил студент
1 курса гр. Б01-721-1 __________________________________________ Антонов И.А.
(подпись)
Проверил ____________________________________________________ Могильников Е.В.
(оценка, подпись)
Глазов, 2014
Цель работы -рассказать о технологическом оснащении лаборатории.
Задачи:1)Выяснить марки станков, стоящих в лаборатории, и их предназначение.
2)Узнать их технические характеристики, массу и габариты станков.
3)Обозначить главное движение и движение подачи станков.
‑
Токарно-винторезный станок мод. 1К62Б
Изготовлен : 1971 г., завод "Красный пролетарий" .
Технические характеристики :
Наиб. диаметр обраб. детали над станиной 400 мм
Высота центров 215 мм
Наиб. диаметр обраб. детали над суппортом 220 мм
Расстояние между центрами 1000/1400 мм
Диаметр прутка проход. в отв. Шпинделя 40 мм
Шаг нарезаемой резьбы метрич. 1-192 мм
Максимальный вес обраб. детали в центрах 400 кг
Вес станка 2200 кг
Станки модели 1к62б предназначены для обтачивания и растачивания в центрах или патроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной, дюймовой, многозаходной и точной резьб.
Главное движение — вращение шпинделя с заготовкой.
Движение подачи — перемещение суппортов.
Устройство станка
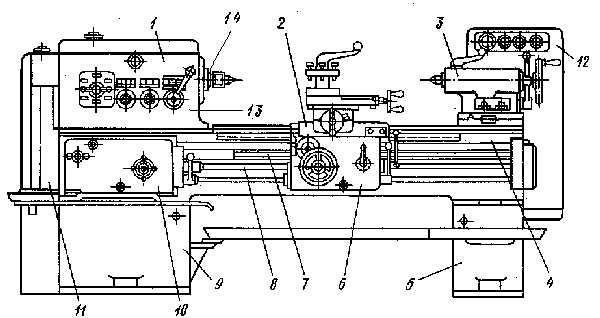
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро-пусковая аппаратура, 13-коробка скоростей, 14 – шпиндель.
Универсальный токарно-винторезный станок ТВ-320П
Станок универсальный токарно-винторезный модели ТВ320, ТВ320П предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания метрической резьбы.
Токарно-винторезный станок модели ТВ-320 представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве.
Станок может быть успешно использован, также, для выполнения работ операционного характера.
Станок предназначен для токарной обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателях. Задний резцедержатель устанавливается на суппорте по мере необходимости. Обточка конусов производится путем поперечного смещения центра задней бабки.
В соответствии с требованиями этого прогрессивного метода станок снабжен механизмом изменения величины подачи на ходу без его остановки, а рукоятки продольного и поперечного перемещения суппорта — лимбами с ценой деления, соответствующей перемещению суппорта на 0,1 мм продольного и 0,01 мм поперечного. Лимб фартука имеет цену деления 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном креплении двух резцов перемещать резцовую головку в обе стороны за осевую линию центров.
Главное движение — вращение шпинделя с заготовкой.
Движение подачи — перемещение суппортов.
Сверлильный станок 2М135
Изготовитель : Стерлитамакский станкостроительный завод им. Ленина .
Станок вертикально-сверлильный 2МI35 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении пиклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станок снабжен устройством реверсирования электродвигателя главного движения, что позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Класс точности станка Н по ГОСТ 8-82.
Технические характеристики:
Наибольший диаметр сверления в стали 45 ГОСТ 1050- 74, мм 35
Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 4
Расстояние оси шпинделя до направляющих колонны, мм 300
Наибольший ход шпинделя, мм 250
Расстояние от торца шпинделя, мм:
до стола 30-750
до плиты 700-1120
Наибольшие (установочное) перемещение сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122
Рабочая поверхность стола, мм 450х500
Наибольший ход стола, мм 300
Количество скоростей шпинделя 12
Количество подач 9
Пределы подач, мм/об 0,1-1,6
Мощность электродвигателя главного движения, кВт 4,0
Габарит станка: длина, ширина, высота, мм 1030х835х2535
Масса станка, кг 1200
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя.
Обозначение основных частей сверлильного станка
1. Привод сверлильного станка
2. Коробка скоростей станка
3. Насос плунжерный масляный
4. Насос плунжерный масляный
5. Коробка подач
6. Колонна, стол, плита
7. Механизм управления скоростями и подачами
8. Электрошкаф
9. Электрооборудование
10. Шпиндель в сборе
11. Система охлаждения станка
12. Сверлильная головка
Станок зубофрезерный 5К310
Полуавтомат предназначен для фрезерования цилиндрических прямозубых и косозубых колес из чугуна, стали, легированных сталей, легких сплавов методом обкатки в условиях серийного производства
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы
Технические характеристики станка 5К310:
Модуль зубьев колес, мм 4
Наибольшая ширина нарезаемого венца (прямозубого) колес, мм 4
Диаметр стола, мм 200
Расстояние между осями инструмента и стола, мм 1000
Пределы частоты вращения шпинделя Min об/мин 63
Пределы частоты вращения шпинделя Max об/мин 400
Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) H
Мощность двигателя кВт 4
Габариты станка Длина Ширина Высота (мм) 2000Х1300Х2040
Масса, кг 4000
ЛАБОРАТОРНАЯ РАБОТА №1
по учебной дисциплине «Технология Машиностроения»
по теме «Технологическое оснащение лаборатории, станки и инструменты»
Выполнил студент
1 курса гр. Б01-721-1 __________________________________________ Антонов И.А.
(подпись)
Проверил ____________________________________________________ Могильников Е.В.
(оценка, подпись)
Глазов, 2014
Цель работы -рассказать о технологическом оснащении лаборатории.
Задачи:1)Выяснить марки станков, стоящих в лаборатории, и их предназначение.
2)Узнать их технические характеристики, массу и габариты станков.
3)Обозначить главное движение и движение подачи станков.
‑
Токарно-винторезный станок мод. 1К62Б
Изготовлен : 1971 г., завод "Красный пролетарий" .
Технические характеристики :
Наиб. диаметр обраб. детали над станиной 400 мм
Высота центров 215 мм
Наиб. диаметр обраб. детали над суппортом 220 мм
Расстояние между центрами 1000/1400 мм
Диаметр прутка проход. в отв. Шпинделя 40 мм
Шаг нарезаемой резьбы метрич. 1-192 мм
Максимальный вес обраб. детали в центрах 400 кг
Вес станка 2200 кг
Станки модели 1к62б предназначены для обтачивания и растачивания в центрах или патроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной, дюймовой, многозаходной и точной резьб.
Главное движение — вращение шпинделя с заготовкой.
Движение подачи — перемещение суппортов.
Устройство станка
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро-пусковая аппаратура, 13-коробка скоростей, 14 – шпиндель.
infopedia.su