2А125 станок вертикально-сверлильный Описание, характеристики, схемы. Станок 2а125 технические характеристики
2А125 станок вертикально-сверлильный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2А125
Изготовитель вертикальных сверлильных станков моделей 2А125, 2А135, 2А150, 2Г175 - Стерлитамакский станкостроительный завод, ООО НПО Станкостроение, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого - токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2А125 вертикально-сверлильный станок. Назначение и область применения
Станки универсальные вертикально-сверлильные 2А125 с условным диаметром сверления 25 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Универсальный вертикально-сверлильный станок, модель предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 97 до 1360 оборотов в минуту, 9-скоростной коробки подач с диапазоном регулирования от 0,1 до 0,81 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 25 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 - первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К - следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 - самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 - последние модели серии. Сняты с производства в 2014 году
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А125, выпускаемые в настоящее время:
- 2АС132, 2АС132-01 - производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 - производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 - производитель: Молодечненский станкостроительный завод
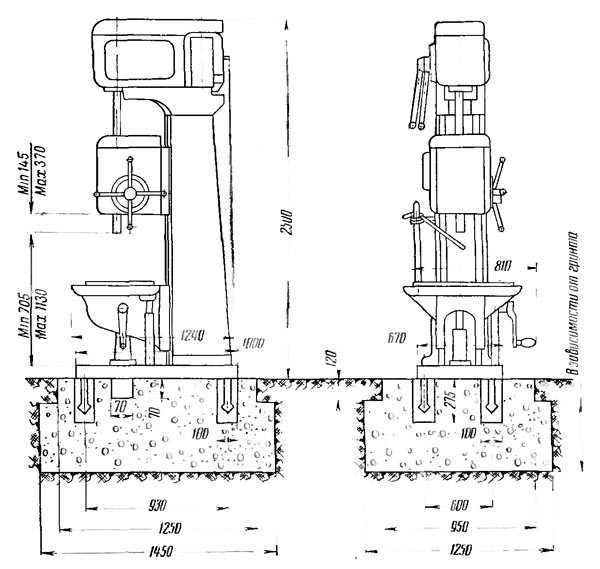
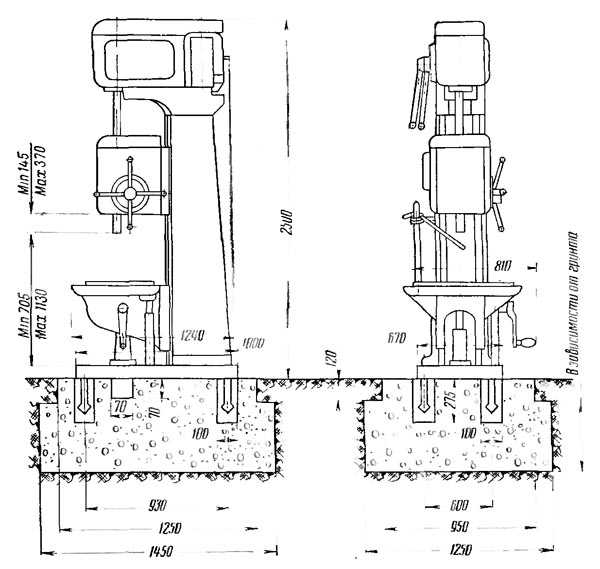
Габаритные размеры вертикально сверлильного станка 2А125
Габаритные размеры вертикально сверлильного станка 2А125
Фото сверлильного станка 2А125



Фото сверлильного станка 2А125
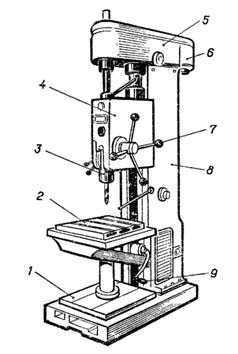
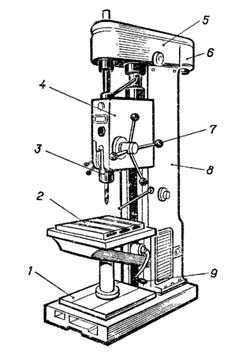
Расположение составных частей сверлильного станка 2А125
Расположение составных частей сверлильного станка 2А125
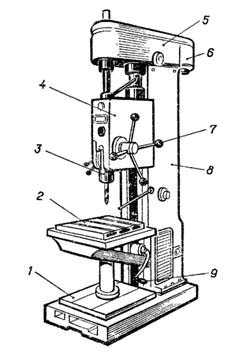
Перечень составных частей сверлильного станка 2А125
- плита;
- стол;
- шпиндель;
- коробка подач;
- шпиндельная головка;
- электродвигатель;
- штурвал ручной подачи шпинделя;
- станина;
- рукоятка вертикального перемещения стола.
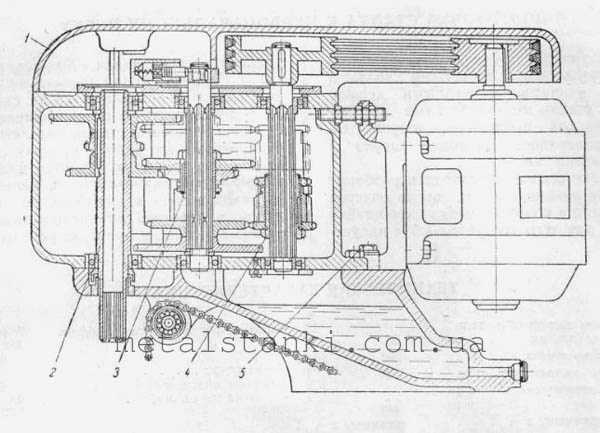
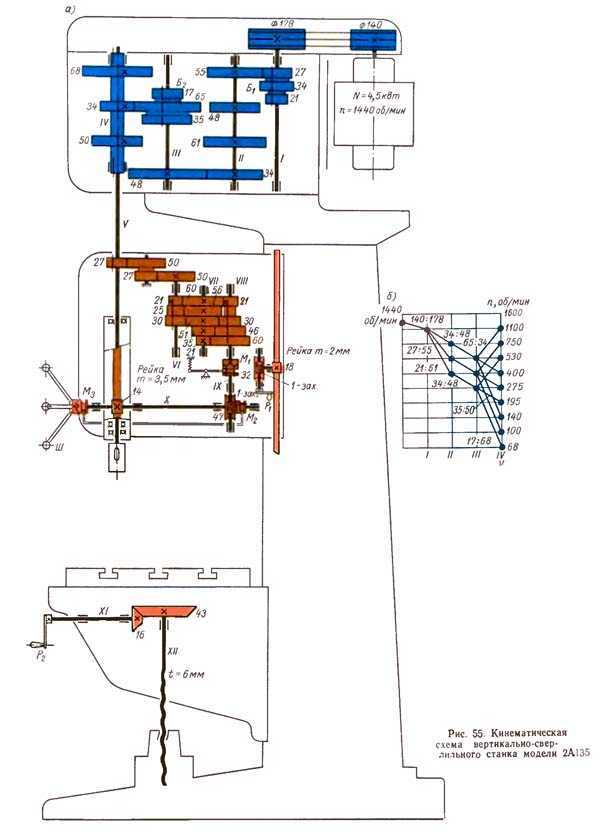
Кинематическая схема сверлильного станка 2А125
Кинематическая схема сверлильного станка 2А125
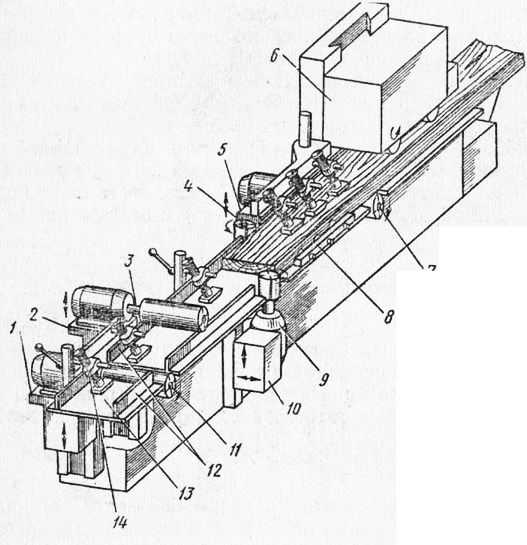
Описание кинематической схемы сверлильного станка 2А125
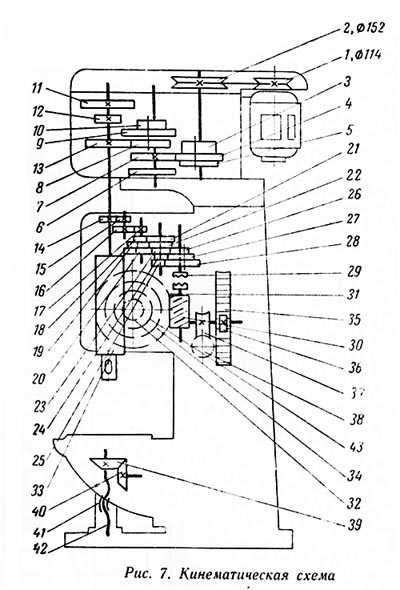
Кинематическая цепь (схема на рис. 7) служит для вращения и вертикального перемещения (подачи) шпинделя. Механизмы станка приводятся от электродвигателя посредством клиноременной передачи типа А1000 через шкивы 1 и 2. Шкив 2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 3, 4, 5, передающий вращение второму валу через неподвижно укрепленные на нем шестерни 6, 7 и шестерню 9 второго тройного блока. Скользящий по второму валу тройной блок шестерен 8, 9 и 10 через шестерни 11, 12 и 13 передает вращение выходному валу, представляющему собой пустотелую гильзу (см. рис. 5). По шлицевому отверстию этого вала свободно перемещается шлицевой конец шпинделя.
Механизм подач получает движение по следующей цепи:
- от шестерни 14, сидящей на шлицевой части шпинделя, через шестерни 15, 16 и 17 вращение передается пустотелому валику, на котором свободно вращаются шестерни 18, 19 и 20, постоянно сцепленные с шестернями 21, 22 и 23.
- Шестерни 23, 24 и 25 постоянно сцеплены с шестернями 26, 27 и 28, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков перемещаются вытяжные шпонки, блокирующие шестерни 18, 19, 20, 26, 27 и 28.
- От второго пустотелого валика через кулачковую муфту 29 вращение передается червяку 30 и червячному колесу 31, сидящему на одном валу с шестерней 32; последняя сцеплена с рейкой 33, нарезанной непосредственно на гильзе шпинделя.
Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 43, сцепленная с шестерней внутреннего зацепления 34 лимбом установки глубины сверления.
Подъем кронштейна осуществляют вращением рукоятки через червяк 38, червячную шестерню 37 и реечную шестерню 36, сцепляющуюся с рейкой 35, укрепленной на колонне станка.
Подъем стола производят вращением рукоятки через конические шестерни 40 и 39, винт 42 и гайку 41.
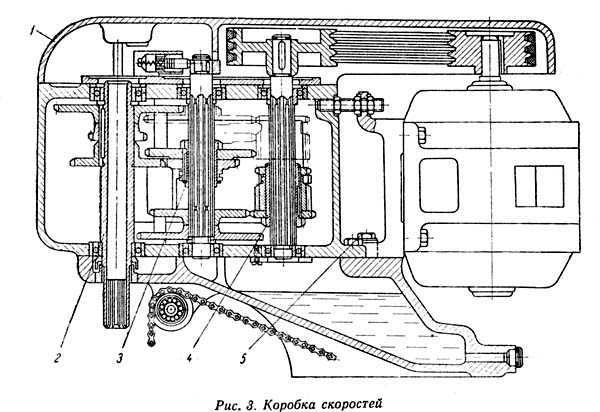
Коробка скоростей вертикально-сверлильного станка 2А125
Кинематическая схема сверлильного станка 2А125
Коробка скоростей сверлильного станка 2А125. Смотреть в увеличенном масштабе
Коробкаа подач вертикально-сверлильного станка 2А125
Коробкаа подач вертикально-сверлильного станка 2А125
Коробка подач вертикально-сверлильного станка 2А125. Смотреть в увеличенном масштабе
Электрооборудование и электрическая схема сверлильного станка 2А125
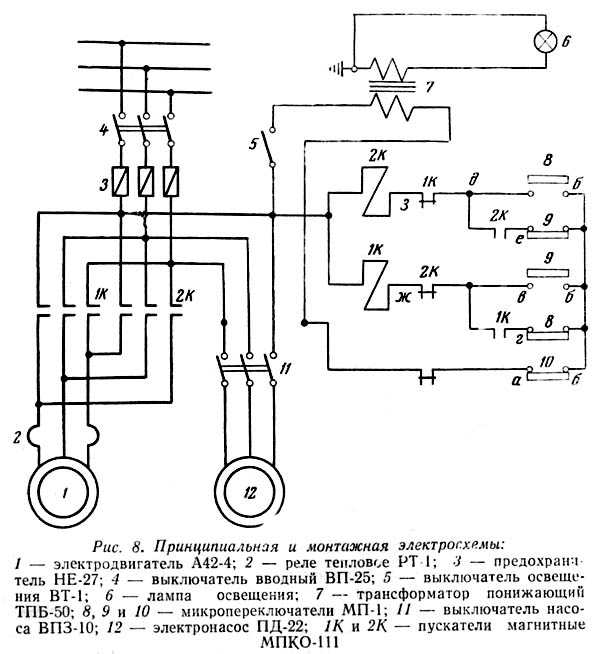
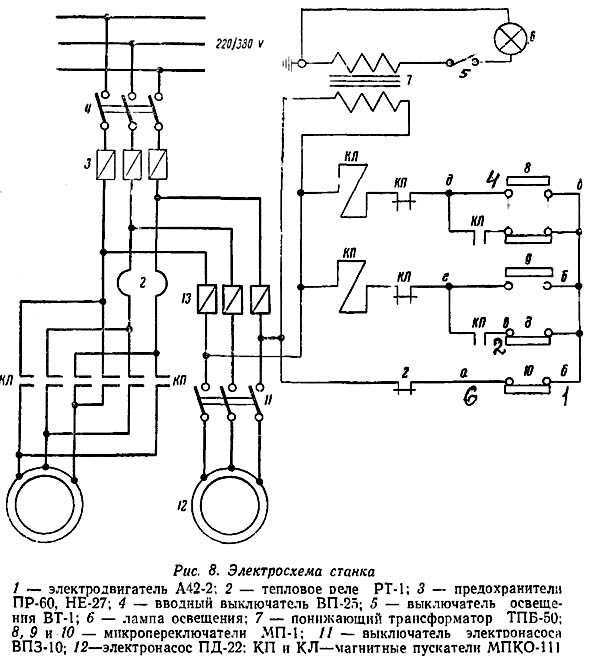
Электрическая схема вертикально-сверлильного станка
Перечень элементов схемы электрической вертикально-сверлильного станка 2А125
- Электродвигатель привода А42-4
- Реле тепловое
- Предохранитель НЕ-27
- Выключатель вводный ВП-25
- Выключатель освещения ВТ-1
- Лампа освещения
- Трансформатор понижающий ТПВ-50
- Микропереключатель МП-1
- Микропереключатель МП-1
- Микропереключатель МП-1
- Выключатель насоса СОЖ ВПЗ-10
- Электронасос СОЖ ПД-22
1К, 2К - Пускатели магнитные МПКО-111
Электрооборудование вертикально-сверлильного станка 2А125. Общие сведения
Электрооборудование станка (рис. 8) состоит из следующих узлов:
- трехфазного короткозамкнутого асинхронного электродвигателя на лапах типа А 42/4 мощностью 2,8 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- электронасоса ПД-22 мощностью 0,125 кВт
- пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- коммутационных проводов, идущих в основном по внутренним полостям колонны
Описание электросхемы вертикально-сверлильного станка 2А125
- Включением вводного выключателя 4 подается напряжение на пусковую и командную «аппаратуру. Выключатель 11 насоса служит для включения охлаждения
- В исходном (среднем) положении рукоятки штифт через пружину воздействует на микропереключатель 10, контакты которого (а и б) разомкнуты, и цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, при этом контакты а и б микропереключателя 10 и контакты б и в микропереключателя 9 замыкаются, включаются пускатель 1К и электродвигатель 1. При опускании рукоятки контакты б и в размыкаются, катушка пускателя 1К питается по цепи а — б — г — в — ж.
- Если станок был настроен на сверление, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезания резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и г размыкаются и выключается пускатель 1К, замыкая контакты б и д, в результате чего включается реверсивный пускатель 2К. Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д микропереключателя размыкаются, а пускатель 2К питается через блок-контакты по цепи а — б — е — д — з
- Для следующей операции необходимо рукоятку управления дожать в положение «вправо», выключив пускатель 2К; цепь питания размыкается в точках б и е и включается пускатель 1K по цепи а — б — в — ж
- В любой момент станок можно выключить, переводя рукоятку в среднее положение, и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А125
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
Основные технические характеристики станка 2А125
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0...700 | 0...750 | 0...800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 750...1125 | 705...1130 | 650...1200 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 500 х 375 | 450 х 500 | 500 х 600 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 325 | 325 | 325 |
| Шпиндель | |||
| Наибольшее перемещение салазок шпинделя, мм | 200 | 200 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 175 | 225 | 300 |
| Частота вращения шпинделя, об/мин | 97...1360 | 68...1100 | 32...1400 |
| Количество скоростей шпинделя | 9 | 9 | |
| Наибольший допустимый крутящий момент, кг*м | 250 | 400 | |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| 9 | 11 | ||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1...0,81 | 0,115...1,6 | |
| Наибольшее усилие подачи, кг | 900 | 1600 | |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Электрооборудование и привод станка | |||
| Электродвигатель привода главного движения, кВт | 2,8 | 4,5 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 980 х 825 х 2300 | 1240 х 810 х 2500 | 1550 х 970 х 2865 |
| Масса станка, кг | 870 | 1300 | 2250 |
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Вертикально-сверлильный станок 2А125: устройство,схемы,характеристика
Коробка скоростей вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка получает крутящий момент от стандартного привода - электродвигателя и ременной передачи. Двигатель крепиться на кронштейне, который также выполняет функцию натяжения ремней. Фиксируется кронштейн при помощи двух болтов 5.
В чугунном корпусе коробки скоростей размещен шестеренчатый редуктор и механизм переключения скоростей.
Изменение передаточного числа и девяти скоростей шпинделя происходит при помощи двух тройных подвижных блоков шестерен 3 и 4.
Перемещение подвижных блоков осуществляется вилками, управляемые двумя рукоятками, расположенные в корпусе коробки скоростей.
Коробка скоростей монтируется на подставку, внутри которой расположенный бак с маслом magma-diesel.ru/. Смазка коробки скоростей осуществляется при помощи масляного насоса 1, расположенный под кожухом.
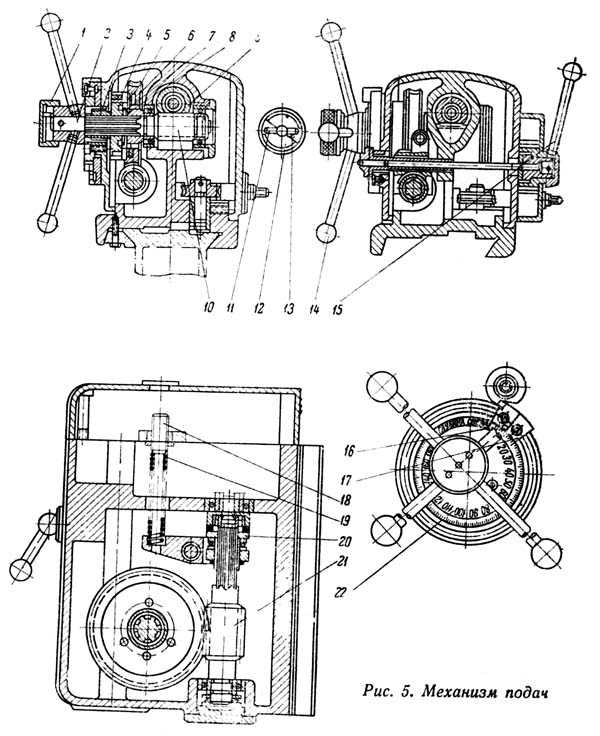
Механизм подач вертикально-сверлильного станка
Механизм подач вертикально-сверлильного станка включает в себя непосредственно сам механизм подач, шпиндель и коробку подач.
Механизм подач приводиться во вращение от коробки подачи через кулачковую муфту 20. Кулачковая муфта предназначена для выключения механической подачи от кулачка 16, расположенного на лимбе 22, а также выполняет функцию предохранительного устройства при перегрузке. Регулировка муфты на выключение осуществляется при помощи винта 18 и пружины 19.
Ручная подача шпинделя осуществляется через реечную передачу 10 и гильзу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу, а после кольцо 1 переместить в осевом направлении вала 2, при этом штифт 11 блокирует штифт 13.
Нарезание резьбы в ручном подводе метчика осуществляется с использованием электро реверса, управляемого как вручную, так и автоматически. При достижении необходимой глубины нарезаемой резьбы, ручным управлением, рукояткой 15 переключается направление вращения шпинделя, выводя метчик.
Автоматическое реверсирование настраиваться при помощи кулачка 16, расположенный на лимбе 22.
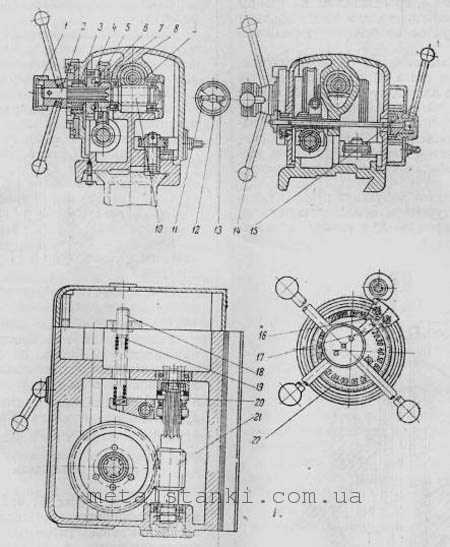
Коробка подач вертикально-сверлильного станка
Коробка подач вертикально-сверлильного станка монтирована в корпус механизма подач и приводится в движение от шестерни 1,сидящая на шлицевом соединении шпинделя и входит в зацепление с двойной шестерней 2. В свою очередь двойная шестерня передает крутящий момент через шестерню 3 конусу 4.
Коробка скоростей имеет 9 подач в диапазоне от 0,1-0,81 мм/об.
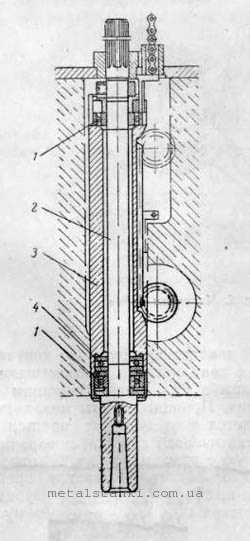
Шпиндель вертикально-сверлильного станка
Опорами шпинделя вертикально-сверлильного станка являются шариковые подшипника качения 1.Осевые нагрузки подачи воспринимаются упорным подшипником 4, установленный в стакане 3.
Регулировка подшипника осуществляется за счет подтягивания гайки через окно в лобовой части кронштейна.
Шпиндель уравновешивается грузом, помещенным в колоне станка.
Техническая характеристика вертикально-сверлильного станка 2А125
| Максимальный диаметр сверления,мм | 25 |
| Вылет шпинделя,мм | 250 |
| Ход шпинделя,мм | 175 |
| Ход салазок шпинделя,мм | 200 |
| Число скоростей шпинделя | 9 |
| Диапазон оборотов шпинделя, об/мин | 97-1360 |
| Число подач | 9 |
| Ход стола,мм | 325 |
| Размер стола,мм | 500х375 |
| Расстояние от торца шпинделя,мм: | |
| до стола | 0-700 |
| до фундаментной плиты | 750-1125 |
| Габаритные размеры,мм: | |
| длина | 980 |
| ширина | 825 |
| высота | 2300 |
| Вес станка,кг | 870 |
www.metalstanki.com.ua
Вертикально сверлильный станок 2А125 - технические характеристики
Вертикально-сверлильный станок 2а125 в стандартной комплектации используется для выполнения сверлильно-расточных операций и нарезки резьбы в условиях производственных предприятий с мелкосерийным объемом продукции.
После оснащения дополнительными приспособлениями вертикально сверлильный станок 2а125 способен применяться в условиях массового производства для обеспечения работы инструментальных и ремонтных цехов.
Перед внедрением агрегата в технологический процесс необходимо щепетильно изучить его технический паспорт, а также требования к помещению, где будет производиться продукция.
Выполняемые операции
С помощью вертикально-сверлильного станка модели 2а125 легко выполнять следующие операции производственного цикла:
- Сверление отверстий диаметром до 25 мм.
- Увеличение диаметров отверстий, изготовленных с использованием ковки, штамповки или полученных методом литья.
- Развертывание для получения отверстий, имеющих невысокую шероховатость и более точные по сравнению со сверлением размеры и форму поверхности.
- Нарезание резьбы на сверлильном станке вертикального типа 2а125 отличается от предыдущих операций отсутствием принудительной подачи инструмента.
- Зенкерование выполняется вместо рассверливания и характеризуется более высокой точностью обработки (до 11 квалитета), высокой производительностью.

Агрегат отвечает всем техническим требованиям, специальным или нормативным документом, опросным листом, а также имеет необходимые сертификаты качества. Точность работы оборудования подтверждается многими фирмами, станок выполняет тонкую обработку даже небольших изделий из разного материала.
Оснастка станка
Выполнение перечисленных операций, требующих большого внимания от мастеров, используя сверлильный станок 2а125, обеспечивает взаимодействие следующих элементов оборудования:
- Станина – на ней смонтирована плита и стол.
- Механизм, обеспечивающий вертикальную подачу рабочего инструмента к детали.
- Коробки скоростей.
- Коробки подач.
- Системы охлаждения.
- Шпинделя для крепления инструмента.

И электрооборудование – в его состав входит электродвигатель, способный создавать крутящий момент на коробке скоростей через ременную передачу и механизм электрореверса.
Для допуска к работе с этим агрегатом специалист обязан пройти инструктаж, проверку на знание правил безопасности, а также регулярный медицинский осмотр. Оборудование не относится к особенным или специализированным, но функциональность агрегата повышенная, не каждый мастер сможет ним правильно управлять.
Работа на подобном агрегате требует качественного освещения, мастер обязан видеть резьбу, ее направление и четкость работы деталей конструкции. Вентиляция подходит как естественная, так и принудительная. Второй вариант обязателен в больших цехах.
Технические характеристики
Возможности оборудования ограничивают его технические характеристики, наиболее важные из них.
Максимальный диаметр при выполнении сверления 25 мм.
Шаг коробки имеющей 9 скоростей подачи, за один оборот шпинделя колеблется в зависимости от выбранного режима обработки в диапазоне 0,1–0,81 мм/об.
Коробка скоростей также имеет 9 режимов работы с диапазоном частоты вращения в пределах 97–1360 об/мин, необходимая скорость выбирается исходя из типа выполняемой операции и заданной точности обработки.
Максимальное расстояние от шпинделя до направляющих поверхностей стойки ограничивается 250 мм, при этом его ход составляет 175 мм, а перемещение салазок ограничивается 200 мм, особенно при возможности его вертикального передвижения на 325 мм.
Мощность электродвигателя для привода оборудования составляет 2,8 кВт.
Диаметр материала, для выполнения правки и отрезания заготовок составляет 1,6–8,0 мм.
Максимальное рабочее усилие подачи на шпинделе ограничивается 900 кг, предельные значения крутящего момента составляют 250 кг×м.
Для приведения оборудования в действие необходим трехфазный переменный ток с напряжением 380 В.
Расстояние от края шпинделя до фундаментной плиты колеблется в диапазоне 750–1125 мм, а до стола в пределах 0–700 мм.
Габаритные параметры вертикально-сверлильного станка модели 2а125 включают длину, которая для данной модели оборудования составляет 980 мм, ширину, равную 825 мм и высоту, ограниченную 2,3 тыс. мм.
Масса 2а125 составляет 870 кг.
Выводы
Перечисленные технические характеристики оборудования, при своевременном проведении технического обслуживания обеспечивают работу станка на протяжении 2–3 десятков лет. А необходимые показатели мощности привода, жесткости оборудования и прочности деталей, обеспечивают возможность работы с инструментом, изготовленным из быстрорежущей стали.
Агрегат пользуется ошеломляющей популярностью среди предприятий среднего звена, мощность станка и его производительность качественно его выделяют на фоне аналогов.
Видео по теме: Полная разборка вертикально сверлильного станка 2А112
promzn.ru
Сверлильный 2а125 станок
2А135 станок вертикально-сверлильный универсальный. Паспорт, схемы, характеристики, описание
Изготовитель вертикальных сверлильных станков моделей 2А125, 2А135, 2А150, 2Г175 - Стерлитамакский станкостроительный завод, ООО НПО Станкостроение, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого - токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
Станки универсальные вертикально-сверлильные 2А135 с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами. На станке модели 2А135 обрабатываются детали сравнительно небольших размеров и веса.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- 2135 - первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А135 - следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н135, 2Н135А, 2Н135Б, 2Н135К, 2Н135Л - самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С135, 2С132 - последние модели серии. Сняты с производства в 2014 году
Конструктивные особенности станка 2А135. Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 - производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 - производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 - производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 - производитель: Молодечненский станкостроительный завод
Габаритные размеры вертикально сверлильного станка 2А135
Габаритные размеры вертикально сверлильного станка 2А135
Общий вид сверлильного станка 2А135

Фото вертикально сверлильного станка 2А135
Расположение составных частей сверлильного станка 2А135
Расположение составных частей сверлильного станка 2А135
Перечень составных частей сверлильного станка 2А135
- плита
- стол
- шпиндель
- коробка подач
- шпиндельная головка
- электродвигатель
- штурвал ручной подачи шпинделя
- станина
- рукоятка вертикального перемещения стола
Принцип работы сверлильного станка 2А135
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
- Движение резания - вращение шпинделя с режущим инструментом
- Движение подачи - осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения - ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
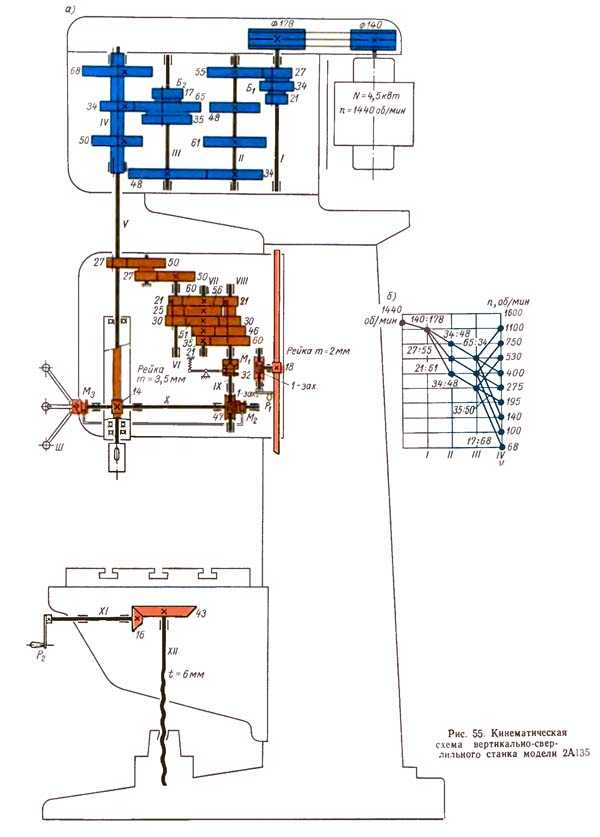
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
Коробка скоростей и коробка подач сверлильного станка 2А135
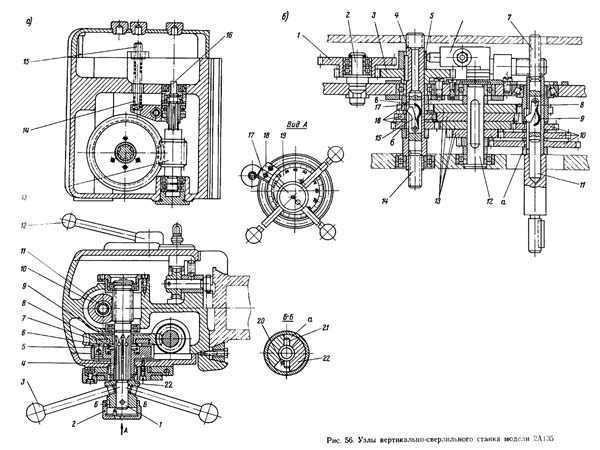
Коробка скоростей и коробка подач сверлильного станка 2А135
Коробка скоростей и коробка подач сверлильного станка 2А135. Смотреть в увеличенном масштабе
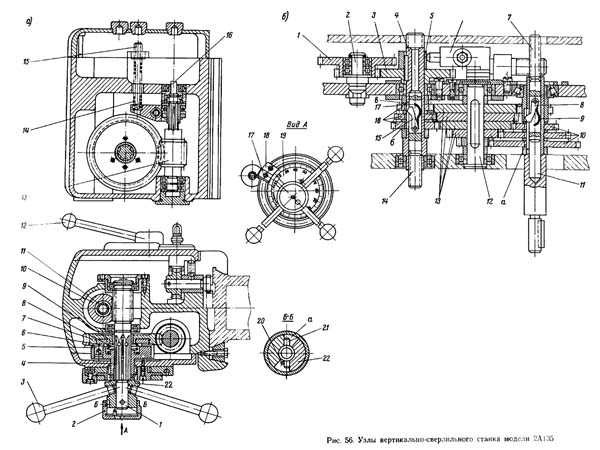
Коробка подач. Для изменения величины подачи на станке модели 2А135 используется коробка, состоящая из двух типовых механизмов с выдвижными шпонками. Продольный разрез коробки подач показан на рис. 56,6.
Из кинематической схемы (рис. 55, а) видно, что движение подачи заимствуется от шпинделя. Далее через блок шестерен 1 (рис. 56,6), установленный на оси 2, и зубчатое колесо 3 вращение передается полому валу 4 с прорезью в. На последнем свободно установлены три шестерни 16, имеющие шпоночные пазы б. Между шестернями 16 находятся промежуточные кольца. Внутри полого вала 4 перемещается штанга 14, представляющая в нижней своей части круглую рейку. В верхней части штанги 14 имеется сквозное окно, в котором на оси установлена выдвижная шпонка 15. Эта шпонка под действием пружины 17 стремится пойти в шпоночный паз одной из шестерен 16.
Перемещая штангу 14 с выдвижной шпонкой 15 внутри вала 4, можно соединить последний с любой из шестерен 16. Промежуточные кольца, которые не имеют шпоночных пазов, утапливают выдвижную шпонку в момент переключения скорости. Это необходимо для предупреждения поломки, которая могла бы иметь место в случае заклинивания на валу одновременно двух шестерен.
Аналогичный механизм, состоящий из четырех шестерен 10 с пазами а, выдвижной шпонки 8, пластинчатой пружины 9 и штанги 7, установлен на полом валу 11.
На валу 12 закреплен конус шестерен 13, состоящий из пяти колес. Три верхних колеса конуса находятся в постоянном зацеплении с шестернями 16, а, кроме того, верхнее и три нижних — в постоянном зацеплении с шестернями 10 вала 11. Перемещение штанг 7 и 14 с выдвижными шпонками 8 и 15 для переключения величины подачи шпинделя осуществляется рукоятками, расположенными на левой стороне корпуса шпиндельной бабки.
Плунжерный насос 6 приводится в действие эксцентриком 5.
Механизм подач. Включение и выключение механической подачи, а также подвод и отвод шпинделя рсуществляется штурвальным механизмом подач, изображенным на рис. 56, а. Механизм подач шпинделя вертикально-сверлильного станка модели 2А135 состоит из червячной передачи, реечной передачи, рукояток управления и ряда муфт включения. Привод механизма подач осуществляется от коробки подач через кулачковую муфту 16, предназначенную для автоматического выключения движения подачи по достижении заданной глубины сверления и являющуюся одновременно предохранительным устройством, отключающим цепь движения подачи при перегрузках. Предельная величина нагрузки на механизм подач регулируется винтом 15, который осуществляет предварительное сжатие пружины 14.
Для включения механической подачи штурвал 3 и соединенную с ним кулачковую муфту 22 поворачивают на себя. Угол поворота штурвала и муфты равен 20° и ограничивается прорезью а на муфте и штифтом 21, закрепленным на конце вала I. При повороте штурвала 3 зубья муфты 22, имеющие скосы, сдвигают кулачковую обойму 4 вправо и, входя торцом на торец зубьев обоймы, фиксируют это смещение. К обойме 4 прикреплен двусторонний храповой диск 6, связанный с обоймой 4 подпружиненными собачками 5. При смещении обоймы зубья храпового диска 6 зацепляются с зубьями диска 9, прикрепленного к червячному колесу 7 и связывают последнее с валом I. Таким образом, вращение от коробки подач через муфту 16 сообщается червяку 13, червячному колесу 7 и валу 1, задний конец которого представляет собой реечную шестерню. Последняя находится в зацеплении с рейкой, нарезанной на гильзе 10 шпинделя 11 станка.
Быстрый подвод инструмента к заготовке обеспечивается дальнейшим поворотом штурвала 3 при включенной подаче. В этом случае собачки 5 проскакивают по зубьям внутренней стороны диска 6, опережая механическую подачу.
Выключение механической подачи в любой момент осуществляется поворотом штурвала 3 от себя на 20°, при этом зубья муфты 22 станут напротив впадин обоймы 4, последняя под действием пружины 8 сместится влево, зубья храпового диска 6 расцепятся с зубьями диска 9, вследствие чего червячное колесо 7 будет свободно поворачиваться на валу I и механическая подача шпинделя прекратится.
При быстром подъеме шпинделя механическая подача также автоматически выключается.
Конструкция механизма подачи вертикально-сверлильного станка модели 2А135 допускает также медленное ручное перемещение штурвала 3, гильзы 10 со шпинделем. Для этого необходима выключить штурвалом 3 механическую подачу, после чего переместить кольцо 2 вдоль оси вала I вправо; при этом штифт 20 заблокирует штифт 21 и при повороте штурвала 3 на себя не будет включаться механическая подача.
Настройка механизма подачи для сверления отверстий заданной глубины осуществляется кулачком 18, который устанавливается на требуемый размер по шкале лимба 19.
При настройке станка на нарезание резьб метчиками реверсирование шпинделя для вывода режущего инструмента может быть осуществлено автоматически или вручную. При автоматическом реверсе настройка на глубину нарезания и переключение шпинделя производится кулачком 17, который заранее устанавливается на лимбе 19. При ручном управлении реверсом, когда достигнута требуемая глубина нарезания, изменение направления вращения шпинделя осуществляется рукояткой 12.
Электрооборудование и электрическая схема сверлильного станка 2А135
Электрическая схема сверлильного станка 2А135
Электрическая схема вертикально-сверлильного станка 2А135. Смотреть в увеличенном масштабе
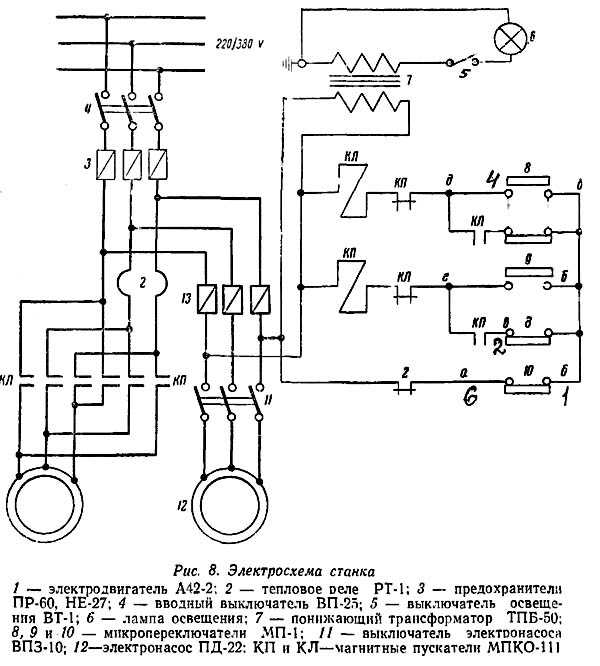
- электродвигатель А42-2
- тепловое реле РТ-1
- предохранители ПР-60, НЕ-27
- вводный выключатель ВП-25
- выключатель освещения ВТ-1
- лампа освещения
- понижающий трансформатор ТПБ-50
- микропереключатели МП-1
- микропереключатели МП-1
- микропереключатели МП-1
- выключатель электронасоса ВПЗ-10
- электронасос ПД-22
КП и КЛ — магнитные пускатели МПКО-111
Электрооборудование вертикально-сверлильного станка 2А135. Общие сведения
Электрооборудование станка состоит из следующих узлов:
- Трехфазного асинхронного короткозамкнутого электродвигателя типа А42-2 мощностью 4,5 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- Электронасоса ПД-22 мощностью 0,125 кВт
- Пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- Командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- Коммутационных проводов, идущих в основном по внутренним полостям колонны
На станке можно производить как сверление с автоматическим выключением подачи по окончании сверления, так и нарезание резьбы с автоматическим или ручным реверсированием вращения инструмента. Перестройка производится перестановкой кулачка на лимбе.
Описание электросхемы вертикально-сверлильного станка 2А135
- Включением вводного пакетного выключателя (ВПВ) 4 подается напряжение на пусковую и командную аппаратуру; пакетный выключатель насоса (ВПН) 11 служит для включения и выключения насоса охлаждения
- В исходном (среднем) положении рукоятки контакты а и б микропереключателя 10 разомкнуты, цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, контакты о и б и контакты б и г микропереключателя 9 замыкаются, включается пускатель КП, включающий электродвигатель 1. Если станок был налажен для сверления, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезки резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и в размыкаются, и отключается пускатель КП; контакты б и д замыкаются, в результате чего включается реверсивный пускатель КЛ.
- Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д размыкаются, но пускатель КЛ питается через блок-контакты д и е
- Для следующей операции необходимо рукоятку дожать в положение «вправо», вследствие чего выключается пускатель КЛ и включается пускатель КП
- В любой момент станок можно выключить, переводя рукоятку в среднее положение и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А135
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
2А135 станок вертикально-сверлильный универсальный. Видеоролик.
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0...700 | 0...750 | 0...800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 750...1125 | 705...1130 | 650...1200 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 500 х 375 | 450 х 500 | 500 х 600 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 325 | 325 | 325 |
| Шпиндель | |||
| Наибольшее перемещение салазок шпинделя, мм | 200 | 200 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 175 | 225 | 300 |
| Частота вращения шпинделя, об/мин | 97...1360 | 68...1100 | 32...1400 |
| Количество скоростей шпинделя | 9 | 9 | |
| Наибольший допустимый крутящий момент, кг*м | 250 | 400 | |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 11 | |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1...0,81 | 0,115...1,6 | |
| Наибольшее усилие подачи, кг | 900 | 1600 | |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Электрооборудование и привод станка | |||
| Электродвигатель привода главного движения, кВт | 2,8 | 4,5 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 980 х 825 х 2300 | 1240 х 810 х 2500 | 1550 х 970 х 2865 |
| Масса станка, кг | 870 | 1300 | 2250 |
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Вертикально-сверлильный, универсальный станок 2А125. Руководство.

Основное назначение настоящего руководства помочь работающему на станке освоить конструкцию станка и управление им.
Кроме общих сведений о станке, в руководстве приведено подробное описание кинематики и конструкций важнейших узлов станка, основные технические характеристику и указания по обслуживанию, внимательное ознакомление с которыми поможет избежать поломок, излишней разборки при возникновении неполадок и облегчит настройку станка.
Соблюдение правил ухода и смазки механизмов станка обеспечит точность его работы и производительность на длительный срок.
Прежде чем приступить к работе не станке следует ознакомиться с настоящим руководством.
Руководство по эксплуатации.
Формат: DjVu. Размер: 500 KB.
burov.top
Станок сверлильный ЗИЛ 2А125 (3квт. ) Ростов
Объявление не актуально в интеренете искать нас как Роспромметалл вывозим станки металлообрабатывающие по хорошим ценам в любом состоянии даже из других городов России в течении 2дней, звоните станки новые или после кап ремонта, настроены! и готовы прослужить вам десятилетиями, мы не подаем выработанные машины, как это делают на авито все остальные, мы их ремонтируем и приводим в порядок, чтобы вы не имели проблем Станок модель 2А125 является универсальным вертикально-сверлильным станком, предназначенным для работы в ремонтных, инструментальных цехах и производственных цехах с мелкосерийным выпуском продукции. Будучи снабжённым приспособлениями, станок 2А125 может применяться в массовом производстве. Отнесённый по условному диаметру сверления к 25 мм, станок допускает усилие подачи 900 кг и поставляется с мотором мощностью 2, 8 квт. Наличие на станке 9-ти скоростной коробки скоростей и 9-ти скоростной коробки подач обеспечивает полную избирательность нормативных режимов резания для диаметров до 25 мм. при сверлении, рассверливании, зенковании, зенкеровании и , частично развёртывании, а так же нарезании резьбы. благодаря наличию электрореверса и допускает использование режущего инструмента оснащённого твёрдым сплавом. ------------------------------ ---------------------если вы не из Ростова, пришлю видео работы любого станка в течении часа, гарантия качества! проблем с нашими станками у вас не будет, к вам он приедет уже настроенный к работе------------------ ------------------------------ ---наша фирма занимается ремонтом и восстановлением станков , мы специалисты и даем на станки гарантию, звоните о цене договоримсядемонтаж и погрузка в ваш транспорт-включены в стоимость! состояние отличноевсе заводское, найдутся любые сверла! ! сверло до 25ммприезжайте смотретьзвонитеторг уместен2А125
Населенный пункт: Ростов-на-Дону
Предыдущее объявление Следующее объявлениеКатегории
- Авто. Мото. Транспорт
- Недвижимость
- Работа, образование, карьера
- Вакансии (2453)
- Ищу работу (486)
- Образование, карьера (649)
- Другое (1)
- Домашний уют
- Досуг и развлечения
- Бизнес
- Домашние животные
- Товары личного пользования
- Компьютеры, оргтехника, электроника
- Услуги и деятельность
- Разное
- Покупка (8)
- Продажа (217)
- Другое (34)
state161.ru
i-perf.ru
Паспорт на вертикально-сверлильный станок 2А125 / Сверлильные станки / Stanok-online.ru
Печать документации: - Год печати документации: - Количество папок: 1 Количество страниц, листов: 52
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство по эксплуатации Содержание: 1. Назначение и область применения 2. Распаковка и транспортировка 3. Фундамент, монтаж и установка 4. Паспорт Основные данные 5. Краткое описание конструкции и работы станка Краткое описание отдельных узлов 6. Электрооборудование 7. Смазка 8. Подготовка станка к первоначальному пуску 9. Регулировка и наладка 10. Гарантия 11. Быстроизнашивающиеся детали 12. Ведомость комплектации 13. Акт приёмки
Схемы и чертежи станка: - Схема транспортировки станка - Фундамент станка чертёж - Габариты рабочего пространства чертёж - Органы управления - Кинематическая схема - Коробка скоростей чертёж - Коробка подач чертёж - Механизм подач чертёж - Шпиндель чертёж - Принципиальная электросхема - Схема смазки - Схема подшипников качения
Краткое описание станка: Станок вертикально-сверлильный модель 2А125 является универсальным вертикально-сверлильным станком, предназначенным для работы в ремонтных, инструментальных цехах и производственных цехах с мелкосерийным выпуском продукции. Будучи снабжённым приспособлениями, станок 2А125 может применяться в массовом производстве. Отнесённый по условному диаметру сверления к 25 мм, станок допускает усилие подачи 900 кг и поставляется с мотором мощностью 2,8 квт. Наличие на станке 9-ти скоростной коробки скоростей и 9-ти скоростной коробки подач обеспечивает полную избирательность нормативных режимов резания для диаметров до 25 мм. при сверлении, рассверливании, зенковании, зенкеровании, и частично развёртывании, а так же нарезании резьбы. благодаря наличию электрореверса и допускает использование режущего инструмента оснащённого твёрдым сплавом.
stanok-online.ru
2А135 Станок вертикально-сверлильный универсальный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2А135
Изготовитель вертикальных сверлильных станков моделей 2А125, 2А135, 2А150, 2Г175 - Стерлитамакский станкостроительный завод им. Ленина, основанный в 1941 году и Завод "КиргизКабельМаш" г. Фрунзе.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого - токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Станки универсальные вертикально-сверлильные 2А135 с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами. На станке модели 2А135 обрабатываются детали сравнительно небольших размеров и веса.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- 2135 - первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А135 - следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н135, 2Н135А, 2Н135Б, 2Н135К, 2Н135Л - самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С135, 2С132 - последние модели серии. Сняты с производства в 2014 году
Конструктивные особенности станка 2А135. Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 - производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 - производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 - производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 - производитель: Молодечненский станкостроительный завод
Габаритные размеры вертикально сверлильного станка 2А135
Габаритные размеры вертикально сверлильного станка 2А135
Общий вид сверлильного станка 2А135

Фото вертикально сверлильного станка 2А135
Расположение составных частей сверлильного станка 2А135
Расположение составных частей сверлильного станка 2А135
Перечень составных частей сверлильного станка 2А135
- плита
- стол
- шпиндель
- коробка подач
- шпиндельная головка
- электродвигатель
- штурвал ручной подачи шпинделя
- станина
- рукоятка вертикального перемещения стола
Принцип работы сверлильного станка 2А135
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания - вращение шпинделя с режущим инструментом
- Движение подачи - осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения - ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
Коробка скоростей и коробка подач
Коробка скоростей и коробка подач сверлильного станка 2А135
Коробка скоростей и коробка подач сверлильного станка 2А135. Смотреть в увеличенном масштабе
Узлы станка модели 2А135
Коробка подач. Для изменения величины подачи на станке модели 2А135 используется коробка, состоящая из двух типовых механизмов с выдвижными шпонками. Продольный разрез коробки подач показан на рис. 56,6.
Из кинематической схемы (рис. 55, а) видно, что движение подачи заимствуется от шпинделя. Далее через блок шестерен 1 (рис. 56,6), установленный на оси 2, и зубчатое колесо 3 вращение передается полому валу 4 с прорезью в. На последнем свободно установлены три шестерни 16, имеющие шпоночные пазы б. Между шестернями 16 находятся промежуточные кольца. Внутри полого вала 4 перемещается штанга 14, представляющая в нижней своей части круглую рейку. В верхней части штанги 14 имеется сквозное окно, в котором на оси установлена выдвижная шпонка 15. Эта шпонка под действием пружины 17 стремится пойти в шпоночный паз одной из шестерен 16.
Перемещая штангу 14 с выдвижной шпонкой 15 внутри вала 4, можно соединить последний с любой из шестерен 16. Промежуточные кольца, которые не имеют шпоночных пазов, утапливают выдвижную шпонку в момент переключения скорости. Это необходимо для предупреждения поломки, которая могла бы иметь место в случае заклинивания на валу одновременно двух шестерен.
Аналогичный механизм, состоящий из четырех шестерен 10 с пазами а, выдвижной шпонки 8, пластинчатой пружины 9 и штанги 7, установлен на полом валу 11.
На валу 12 закреплен конус шестерен 13, состоящий из пяти колес. Три верхних колеса конуса находятся в постоянном зацеплении с шестернями 16, а, кроме того, верхнее и три нижних — в постоянном зацеплении с шестернями 10 вала 11. Перемещение штанг 7 и 14 с выдвижными шпонками 8 и 15 для переключения величины подачи шпинделя осуществляется рукоятками, расположенными на левой стороне корпуса шпиндельной бабки.
Плунжерный насос 6 приводится в действие эксцентриком 5.
Механизм подач. Включение и выключение механической подачи, а также подвод и отвод шпинделя рсуществляется штурвальным механизмом подач, изображенным на рис. 56, а. Механизм подач шпинделя вертикально-сверлильного станка модели 2А135 состоит из червячной передачи, реечной передачи, рукояток управления и ряда муфт включения. Привод механизма подач осуществляется от коробки подач через кулачковую муфту 16, предназначенную для автоматического выключения движения подачи по достижении заданной глубины сверления и являющуюся одновременно предохранительным устройством, отключающим цепь движения подачи при перегрузках. Предельная величина нагрузки на механизм подач регулируется винтом 15, который осуществляет предварительное сжатие пружины 14.
Для включения механической подачи штурвал 3 и соединенную с ним кулачковую муфту 22 поворачивают на себя. Угол поворота штурвала и муфты равен 20° и ограничивается прорезью а на муфте и штифтом 21, закрепленным на конце вала I. При повороте штурвала 3 зубья муфты 22, имеющие скосы, сдвигают кулачковую обойму 4 вправо и, входя торцом на торец зубьев обоймы, фиксируют это смещение. К обойме 4 прикреплен двусторонний храповой диск 6, связанный с обоймой 4 подпружиненными собачками 5. При смещении обоймы зубья храпового диска 6 зацепляются с зубьями диска 9, прикрепленного к червячному колесу 7 и связывают последнее с валом I. Таким образом, вращение от коробки подач через муфту 16 сообщается червяку 13, червячному колесу 7 и валу 1, задний конец которого представляет собой реечную шестерню. Последняя находится в зацеплении с рейкой, нарезанной на гильзе 10 шпинделя 11 станка.
Быстрый подвод инструмента к заготовке обеспечивается дальнейшим поворотом штурвала 3 при включенной подаче. В этом случае собачки 5 проскакивают по зубьям внутренней стороны диска 6, опережая механическую подачу.
Выключение механической подачи в любой момент осуществляется поворотом штурвала 3 от себя на 20°, при этом зубья муфты 22 станут напротив впадин обоймы 4, последняя под действием пружины 8 сместится влево, зубья храпового диска 6 расцепятся с зубьями диска 9, вследствие чего червячное колесо 7 будет свободно поворачиваться на валу I и механическая подача шпинделя прекратится.
При быстром подъеме шпинделя механическая подача также автоматически выключается.
Конструкция механизма подачи вертикально-сверлильного станка модели 2А135 допускает также медленное ручное перемещение штурвала 3, гильзы 10 со шпинделем. Для этого необходима выключить штурвалом 3 механическую подачу, после чего переместить кольцо 2 вдоль оси вала I вправо; при этом штифт 20 заблокирует штифт 21 и при повороте штурвала 3 на себя не будет включаться механическая подача.
Настройка механизма подачи для сверления отверстий заданной глубины осуществляется кулачком 18, который устанавливается на требуемый размер по шкале лимба 19.
При настройке станка на нарезание резьб метчиками реверсирование шпинделя для вывода режущего инструмента может быть осуществлено автоматически или вручную. При автоматическом реверсе настройка на глубину нарезания и переключение шпинделя производится кулачком 17, который заранее устанавливается на лимбе 19. При ручном управлении реверсом, когда достигнута требуемая глубина нарезания, изменение направления вращения шпинделя осуществляется рукояткой 12.
Регулировка и наладка сверлильного станка 2А135
После установки станка на рабочем месте, очистки, заливки масла и смазки, подключения к электрической сети, проверки работы на всех оборотах и подачах не требуется никакой регулировки. Наладка станка заключается в установке стола и кронштейна в необходимые для работы положения и зажиме клина кронштейна, а также в установке чисел оборотов и подачи.
Зазоры в подшипниках шпинделя выбираются через окно на передней стенке кронштейна, закрытое крышкой. При регулировке необходимо повернуть шпиндель так, чтобы винт регулировочной гайки находился в окне, затем, ослабив винт, подтянуть гайку и вновь зажать винт.
Глубина сверления устанавливается при помощи лимба следующим образом: вращая крестовый штурвал на себя, опускаем шпиндель до соприкосновения с обрабатываемой деталью. Отвертываем винт кулачка 17 (см. рис. 8) выключения подачи и кулачка 18, поворачиваем до совпадения края кулачка 17 с делением лимба, соответствующим глубине сверления, и вновь затягиваем винты. При этом деление на лимбе соответствует полной глубине сверления, включая конусную часть заточки сверла.
Кулачок 18 служит для настройки автоматического реверсирования направления шпинделя при нарезании резьбы. Установка этого кулачка производится аналогично установке кулачка выключения механической подачи. При этом кулачок выключения подачи отводится назад на 10 мм. Перемена направления вращения шпинделя производится за счет реверсирования электродвигателя.
Колпачок с накаткой, расположенный в центре крестового штурвала, служит для выключения механической подачи, если необходимо сверлить или нарезать с ручной подачей. Для включения ручной подачи колпачок следует отжать от себя до отказа.
Натяжение ремней производится перемещением кронштейна с электродвигателем при помощи натяжных винтов, расположенных на задней стенке коробки скоростей. Для подтягивания пружины предохранительной муфты, выключающей подачу при перегрузке, служит специальный винт с внутренним шестигранным отверстием, расположенный под колпачком верхней крышки кронштейна. Нормально пружина отрегулирована так, чтобы выключать подачу при осевом усилии, превышающем номинальное усилие подачи на 10%, т. е. при 1800 кг.
Электрооборудование и электрическая схема сверлильного станка 2А135
Электрическая схема сверлильного станка 2А135
Электрическая схема вертикально-сверлильного станка 2А135. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической вертикально-сверлильного станка 2А135
- электродвигатель А42-2
- тепловое реле РТ-1
- предохранители ПР-60, НЕ-27
- вводный выключатель ВП-25
- выключатель освещения ВТ-1
- лампа освещения
- понижающий трансформатор ТПБ-50
- микропереключатели МП-1
- микропереключатели МП-1
- микропереключатели МП-1
- выключатель электронасоса ВПЗ-10
- электронасос ПД-22
КП и КЛ — магнитные пускатели МПКО-111
Электрооборудование вертикально-сверлильного станка 2А135. Общие сведения
Электрооборудование станка состоит из следующих узлов:
- Трехфазного асинхронного короткозамкнутого электродвигателя типа А42-2 мощностью 4,5 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- Электронасоса ПД-22 мощностью 0,125 кВт
- Пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- Командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- Коммутационных проводов, идущих в основном по внутренним полостям колонны
На станке можно производить как сверление с автоматическим выключением подачи по окончании сверления, так и нарезание резьбы с автоматическим или ручным реверсированием вращения инструмента. Перестройка производится перестановкой кулачка на лимбе.
Описание электросхемы вертикально-сверлильного станка 2А135
- Включением вводного пакетного выключателя (ВПВ) 4 подается напряжение на пусковую и командную аппаратуру; пакетный выключатель насоса (ВПН) 11 служит для включения и выключения насоса охлаждения
- В исходном (среднем) положении рукоятки контакты а и б микропереключателя 10 разомкнуты, цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, контакты о и б и контакты б и г микропереключателя 9 замыкаются, включается пускатель КП, включающий электродвигатель 1. Если станок был налажен для сверления, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезки резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и в размыкаются, и отключается пускатель КП; контакты б и д замыкаются, в результате чего включается реверсивный пускатель КЛ.
- Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д размыкаются, но пускатель КЛ питается через блок-контакты д и е
- Для следующей операции необходимо рукоятку дожать в положение «вправо», вследствие чего выключается пускатель КЛ и включается пускатель КП
- В любой момент станок можно выключить, переводя рукоятку в среднее положение и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А135
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
2А135 станок вертикально-сверлильный универсальный. Видеоролик.
Основные технические характеристики станка 2А135
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0...700 | 0...750 | 0...800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 750...1125 | 705...1130 | 650...1200 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 500 х 375 | 450 х 500 | 500 х 600 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 325 | 325 | 325 |
| Шпиндель | |||
| Наибольшее перемещение салазок шпинделя, мм | 200 | 200 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 175 | 225 | 300 |
| Частота вращения шпинделя, об/мин | 97...1360 | 68...1100 | 32...1400 |
| Количество скоростей шпинделя | 9 | 9 | |
| Наибольший допустимый крутящий момент, кг*м | 250 | 400 | |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 11 | |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1...0,81 | 0,115...1,6 | |
| Наибольшее усилие подачи, кг | 900 | 1600 | |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Электрооборудование и привод станка | |||
| Электродвигатель привода главного движения, кВт | 2,8 | 4,5 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 980 х 825 х 2300 | 1240 х 810 х 2500 | 1550 х 970 х 2865 |
| Масса станка, кг | 870 | 1300 | 2250 |
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
:: Теоретические положения :: Обработка заготовок на сверлильном станке :: Вертикально-сверлильный станок модели 2А125
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ СТАНКА Универсальный вертикально-сверлильный станок модели 2А125 предназначен для работы в ремонтных, инструментальных и производственных цехах с мелкосерийным выпуском продукции.Будучи снабжен приспособлениями станок 2А125 может применяться в массовом производстве.Станок рассчитан на условный диаметр сверления отверстия25 мм, допускает усилие подачи900 кг, крутящий момент 2500 кгем и поставляется с электродвигателем мощностью 2,8 квт.Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования97—1360 об/мин и девятискоростной коробки подач с диапазоном регулирования подач шпинделя 0,1—0,81 мм!об полностью обеспечивает выбор нормативных режимов резания для обработки отверстий диаметром до25 мм при сверлении, рассверливании, зенковании и частично развертывании, а также нарезании резьбы при наличии электрореверса. |Жесткость конструкции, прочность рабочих механизмов и мощность привода станка позволяют использовать режущий инструмент, оснащенный твердым сплавом.ОСНОВНЫЕ ДАННЫЕ СТАНКА
Условный диаметр сверления в стали временного сопротивления разрыву
ϭв = 50—60 кг]мм* в мм 25
Наибольшее допустимое усилие подачи в кг 900Допустимый крутящий момент мкр на шпинделе в кгм . 2500Мощность электродвигателя в кВт . 2,8Число оборотов электродвигателя в минуту 1410Конус . Морзе № зВылет шпинделя в мм ... 250Автоматическая подача (ход шпинделя) в мм 175Наибольшее вертикальное перемещение са-лазок шпинделя в мм ... 200Число скоростей шпинделя . . 9Пределы чисел оборотов шпинделя в минуту 97—1360Величину чисел оооротов шпинделя в минуту … 97; 140; 195; 272;392; 545; 680; 960;Число подач шпинделя … 9Пределы подач в мм/об …. 0,1 – 0,81Величины подач в мм/об 0,1; 0,13; 0,17; 0,22; 0,28; 0,36; 0,62; 0,81Электрический реверс ручной и автоматическийНаибольшее вертикальное перемещение стола в мм 325Рабочая поверхность стола в мм ... 500 x 375Расстояние от торца шпинделя в мм:до стола.................................. 0—700до фундаментной плиты............ 750—1125Охлаждение от электронасоса производительностью в л/мин... 22Род тока ........ трехфазный переменныйНапряжение в В ....... 380Пусковое устройство. рукояткой от конечного выключателя через магнитный ускательГабарит станка (длина Х ширина Х высота)в мм.................................. 950x825x2300Масса станка в кг 870
media.ls.urfu.ru