Ручной и режущий инструмент , который я использую. Инструмент режущий ручной
Ручной режущий инструмент - Слесарно-инструментальные работы
Категория:
Слесарно-инструментальные работы
Ручной режущий инструментРучной режущий инструмент — это такая труппа инструмента, при работе которым оба рабочих движения (движение резания и движение подачи) осуществляются вручную. К самому распространенному инструменту этого типа следует отнести зубила, крейц-мейсели, ножовочные полотна, напильники, надфили и шаберы.
Крейцмейсели (ГОСТ 7212-54) также различаются по длине режущей кромки В и имеют размеры: 2; 5; 8; 10; 12 и 15 мм. Общая длина их колеблется от 150 до 200 мм.
Материалом для зубил и крейцмейселей служит инструментальная сталь марки У7А или ресеорно-пружинная сталь марки 60С2.
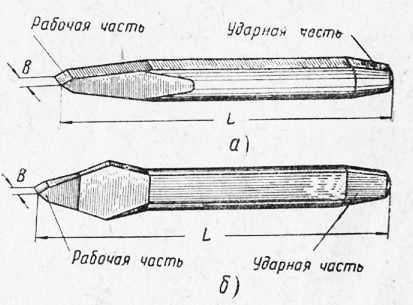
Рис. 1. Зубило (а) и крейцмейсель (б).
В качестве типичного ручного инструмента для отрезки и про резки шлицев находят применение ручные ножовочные полотна, форма, размеры и технические условия, на изготовление которых установлены ГОСТ 6645-53. Ножовочные полотна изготовляются длиной 300 и 350 мм, а толщиной 0,6 и 0,8 мм. Стандартом установлено четыре различных шага зубьев полотен: 0,8; 1,0; 1,3 и 1,6 мм. Полотна с шагом зубьев 0,8 и 1,0 мм служат для разрезки тонкостенных трубок и тонких листовых деталей; полотна с шагом 1,3 наиболее пригодны для работы по чугуну и с шагом 1,6 — для работы по мягкой стали. Чем тоньше разрезаемый материал, тем меньше должен быть шаг зубьев этого инструмента. Для облегчения процесса резания зубья полотен разводятся.
Как известно, зубья ножовочных полотен заточке не подвергаются. Поэтому, чтобы стойкость полотна была выше, его зубья выполняются с большим задним углом а, равным 27—37°. Это заставляет изготовлять ножовочные полотна с минимально допустимым передним углом в пределах от 0 до 12°. Ножовочные полотна изготовляются из углеродистой инструментальной стали марок У8—У10 или легированной инструментальной стали марки 9ХС.
Рис. 2. Напильник и его элементы.
Не менее распространенным ручным инструментом слесаря являются напильники (рис. 2) и надфили, которые имеют общие конструктивные элементы. Надфили отличаются от напильников, главным образом, размерами и конструкцией хвостовика, имеющего цилиндрическую форму значительной длины. Форма, основные размеры и элементы конструкции напильников установлены ГОСТ 1465-53; надфилей ГОСТ 1513-53. Конструкция плоскопараллельных напильников с зубьями, образованными методом протягивания, дана в ГОСТ 7224-54.
На процесс резания напильниками, как и любым режущим инструментом, непосредственное влияние оказывают геометрические элементы, образующие их зубья. К числу таких элементов относятся уже известные нам углы а, р, т, 8 , угол наклона основной насечки X (он же угол наклона главной режущей кромки у других инструментов) и угол наклона вспомогательной насечки ш (омега). Углы а, р, Т и 8 у всех стандартных напильников постоянны, также постоянны угол к , равный 20°, и угол со , принимаемый чаще всего равным 55°. Тем не менее, это вовсе не означает, что принятая у стандартных напильников геометрия одинаково хороша для опиливания всех металлов. Исследованиями профессора С. С. Четверикова установлена величина геометрических элементов зубьев напильников в зависимости от материала обрабатываемых деталей.
висимости от номера насечки, но устанавливается на 1—5 зубьев меньше, чем число основных насечек. Насечка круглых и полукруглых напильников выполняется продольными рядками, имеющими различно направленные углы наклона насечки (елочкой).
Напильники, выполненные с насечкой № 1, называются драчевыми, напильники с насечкой № 2 — личными, а имеющие насечку с № 3 по № 6 —-бархатными напильниками.
Наиболее производительны драчевые напильники и наименее—-бархатные. Если сравнить производительность одинаковых напильников, то можно увидеть, что, например, напильник с насечкой № 2 снимает в единицу времени в 2 раза меньше металла, чем напильник с насечкой № 1; напильник с насечкой № 3 — в 3,2 раза меньше, а напильник с насечкой № 5 — меньше в 5 с лишним раз. Точность и чистота поверхности, обработанной напильниками, в значительной степени зависят от квалификации рабочего. Однако можно установить ориентировочные пределы достигаемой точности и чистоты при работе напильниками определенных номеров насечек.
Наша промышленность изготовляет напильники с номинальной длиной от 100 до 450 мм и надфили длиной 40, 60 и 80 мм. Материалом для изготовления напильников всех разновидностей служат инструментальные углеродистые стали марок У10—У13А, а также хромистые стали марок ШХ6, ШХ9 и ШХ15. Напильники из хромистой стали работают производительнее по сравнению с напильниками из углеродистой сталй. Работая хромистыми напильниками, можно с обрабатываемой поверхности в единицу времени снимать на 15% больше металла. В зависимости от формы обрабатываемой поверхности применяются напильники различных поперечных сечений.
Наивысшую степень чистоты и точности, какую только можно достигнуть слесарной обработкой, получают шабрением. Процесс шабрения осуществляется особым инструментом, который называется шабером. Если точность поверхности при опиливании напильниками с насечкой № 5—6 не превышает 15 мк, то точность шабрения достигает 4—6 мк. Высокая точность и чистота этого вида обработки объясняется особой формой стружки, снимаемой шабером, ее незначительной толщиной, геометрией режущей части и особенностями конструкции шабера. На рис. 4 приведена наиболее распространенная конструкция шабера, показаны сечение стружки и углы режущей части шабера. Изображенный на этой фигуре шабер легок по весу и немного пружинит при резании, что устраняет появление зарезов на шаброванной поверхности. Большой радиус скругления режущей кромки шабера R, равный 50 мм, способствует образованию гладкой поверхности на детали. Углы режущей части такого инструмента, предназначенного для обработки различных материалов, должны несколько отличаться друг от друга. Если принять угол установки шабера а равным 20°, то при обработке стали угол 3 должен быть равным 85°, а угол. следовательно, равным 105°. Соответственно эти углы при обработке чугуна и бронзы будут равны 95 и 115°. Это позволяет использовать одну и ту же рабочую часть шабера при обработке как стали, так и чугуна, повертывая его различными поверхностями к обрабатываемой детали.
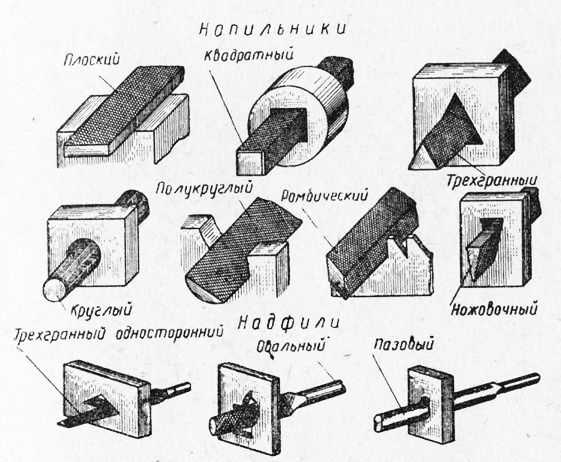
Рис. 3. Сечения напильников и надфилей.
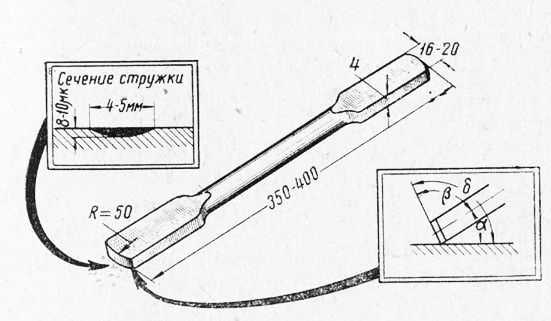
Рис. 4. Конструкция шабера.
Такие инструменты используются для предварительного удаления значительных припусков, оставленных под шабрение, и называются резками. В качестве материала для изготовления резок применяются легированные и высоколегированные инструментальные стали. Производительность резок в 2—3 раза больше, чем инструмента, применяемого для окон! чательного пришабривания поверхностей.
Читать далее:
Станочно-ручной режущий инструмент
Статьи по теме:
pereosnastka.ru
Режущий инструмент - это... Что такое Режущий инструмент?
Режущий инструментРежущий инструмент — инструмент для обработки резанием,[1] то есть инструмент для формирования новых поверхностей отделением поверхностных слоёв материала с образованием стружки.[2]
Виды режущих инструментов
- Лезвийный инструмент
- Резец — однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в нескольких направлениях.
- Фреза — лезвийный инструмент для обработки с вращательным главным движением резания без изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадает с осью вращения.
- Осевой режущий инструмент — лезвийный инструмент для обработки с вращательным главным движением резания и движением подачи вдоль оси главного движения резания.
- Сверло — осевой режущий инструмент для образования отверстия в сплошном материале и (или) увеличения диаметра имеющегося отверстия.
- Зенкер — осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра.
- Развёртка — осевой режущий инструмент для повышения точности формы и размеров отверстия и уменьшения шероховатости поверхности.
- Зенковка — осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра.
- Цековка — осевой режущий инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки.
- Метчик
- Плашка
- Протяжка
- Ножовочное полотно — многолезвийный инструмент в виде полосы с рядом зубьев, не выступающих один над другим, предназначенный для отрезания или прорезания пазов при поступательном главном движении резания.
- Напильник
- Шевер (англ. shaver) — зуборезный инструмент для шевингования — точноизготовленное зубчатое колесо с канавками на боковых поверхностях зубьев, образующих режущие кромки. Применяются также реечные и червячные шеверы.
- Абразивный инструмент
По обрабатываемому материалу
По обрабатываемым элементам
- Зуборезный инструмент
- Резьбонарезной инструмент
По форме
- Дисковый режущий инструмент
- Цилиндрический режущий инструмент
- Конический режущий инструмент
- Пластинчатый режущий инструмент
По изготовлению
- Цельный режущий инструмент
- Разжимной режущий инструмент — режущий инструмент, в котором предусмотрена регулировка размера рабочей части путём её деформирования
- Составной режущий инструмент — режущий инструмент с неразъёмным соединением его частей и элементов.
- Сборный режущий инструмент — режущий инструмент с разъёмным соединением его частей и элементов.
- Инструментальная головка
По применению
- Ручной режущий инструмент
- Машинный режущий инструмент
- Машинно-ручной режущий инструмент
По способу крепления
- Насадной режущий инструмент
- Хвостовой режущий инструмент
См. также
Примечания
- ↑ Определение по ГОСТ 25751-83
- ↑ Уточнение согласно ГОСТ 3.1109-82
Режущий инструмент
Измерительные приборы
Сельскохозяйственный (садовый) инструмент
Метеорологические приборы и инструменты
Категории:
- Режущие инструменты
- Технологии машиностроения
Wikimedia Foundation. 2010.
- Тетраполитанское исповедание
- Наркисс (апостол от 70)
Смотреть что такое "Режущий инструмент" в других словарях:
режущий инструмент — [ГОСТ 25762 83] [ГОСТ 25751 83] Тематики обработка резанием EN cutting tool DE spanendes Werkzeug FR outil de coupe … Справочник технического переводчика
Режущий инструмент — 1. РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ОБЩИЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ 1.1. Режущий инструмент Инструмент для обработки резанием Источник: ГОСТ 25751 83: Инструменты режущие. Термины и определения общих понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
режущий инструмент — pjovimo įrankis statusas T sritis automatika atitikmenys: angl. cutter; cutting tool vok. Schneidkopf, m rus. режущая головка, f; режущий инструмент, m pranc. outil coupant, m; outil de coupe; outil tranchant, m … Automatikos terminų žodynas
режущий инструмент с накладными режущими пластинками — Режущий инструмент, имеющий сменные режущие пластинки. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
режущий инструмент с винтовым зубом — Лезвийный инструмент с режущими кромками, расположенными по винтовой линии. [ГОСТ 25751 83 (CT СЭВ 6506 88)] Тематики обработка резанием … Справочник технического переводчика
Режущий инструмент с винтовым зубом — 3.21. Режущий инструмент с винтовым зубом Лезвийный инструмент с режущими кромками, расположенными по винтовой линии Источник: ГОСТ 25751 83: Инструменты режущие. Термины и определения общих понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Разжимной режущий инструмент — Цельный инструмент 2.9.1. Разжимной режущий инструмент Режущий инструмент, в котором предусмотрена регулировка размера рабочей части путем ее деформирования Источник: ГОСТ 25751 83: Инструменты режущие. Термины и определения общих понятий … Словарь-справочник терминов нормативно-технической документации
Составной режущий инструмент — 2.10. Составной режущий инструмент Режущий инструмент с неразъемным соединением его частей и элементов. Примечание. Составной режущий инструмент может быть сварным, клеевым, паяным Источник: ГОСТ 25751 83: Инструменты режущие. Термины и… … Словарь-справочник терминов нормативно-технической документации
машинно-ручной режущий инструмент — машинно ручной инструмент Режущий инструмент для применения как в качестве ручного, так и в технологическом оборудовании. [ГОСТ 25751 83 (CT СЭВ 6506 88)] Тематики обработка резанием Синонимы машинно ручной инструмент … Справочник технического переводчика
машинный режущий инструмент — машинный инструмент Режущий инструмент для применения в технологическом оборудовании. [ГОСТ 25751 83 (CT СЭВ 6506 88)] Тематики обработка резанием Синонимы машинный инструмент … Справочник технического переводчика
dic.academic.ru
Ручной режущий инструмент для разрубки 5 букв
Похожие ответы в сканвордах
Вопрос: Взрослый, с сильными нижними клыками самец кабана, морского котика
Ответ: Секач
Вопрос: Острый нож, инструмент, механизм для рубки сечки резания
Ответ: Секач
Вопрос: Холодное оружие
Ответ: Секач
Вопрос: Взрослый самец кабана
Ответ: Секач
Вопрос: Взрослый самец морских котиков
Ответ: Секач
Вопрос: Взрослый самец с клыками (кабан или морской котик)
Ответ: Секач
Вопрос: Взрослый, с сильными нижними клыками, самец кабана, морского котика
Ответ: Секач
Вопрос: Дикое копытное животное
Ответ: Секач
Вопрос: Матерый кабан
Ответ: Секач
Вопрос: Механизм для разрезывания торфа на кирпичи
Ответ: Секач
Вопрос: Млекопитающее и лесное, и морское
Ответ: Секач
Вопрос: Морское животное, семейства ластоногих
Ответ: Секач
Вопрос: Ручной режущий инструмент для разрубки
Ответ: Секач
Вопрос: Взрослый дикий кабан
Ответ: Секач
Вопрос: Кабан в самом расцвете сил
Ответ: Секач
Вопрос: Матёрый лесной кабан
Ответ: Секач
Вопрос: Орудие для рубки
Ответ: Секач
Вопрос: Кабан в расцвете сил
Ответ: Секач
Вопрос: "Капустный палач"
Ответ: Секач
Вопрос: Крупный самец-кабан
Ответ: Секач
Вопрос: Острый нож для рубки
Ответ: Секач
Вопрос: Возмужалый кабан
Ответ: Секач
Вопрос: Нож в руках маньяка
Ответ: Секач
Вопрос: Гибрид топора и ножа
Ответ: Секач
Вопрос: Самец морского котика
Ответ: Секач
Вопрос: Взрослый самец котика
Ответ: Секач
Вопрос: Нож, разрубающий железо
Ответ: Секач
Вопрос: Острый нож
Ответ: Секач
Вопрос: Самец котика
Ответ: Секач
Вопрос: Взрослый самец дикого кабана
Ответ: Секач
wordparts.ru
Инструмент для резки металла, правила
Здравствуйте читатели и посетители блога. Перед постройкой дома мы часто стоим перед выбором какой инструмент для резки металла лучше будет купить — выбор сейчас богатый, и фирм разных много. При помощи правильной резки металла можно делать как самостоятельные заготовки из металла, так и металлические детали, которые затем будут подвергаться чеканке, ковке или безопасному сверлению.
Режущий инструмент
Выбор режущего инструмента зависит от степени твердости и толщины металла. Так, для резки тонких листов из металла вполне сойдут ножницы для металла.
При ручной резке металлических листов толщиной 4-7 мм следует пользоваться лобзиком или электрическими ножницами. Резку стальных труб лучше производить ножовкой по металлу.
Ручной инструмент для резки металлаВ момент использования ножовки нужно убедиться, что на ней установлено то полотно, которое рассчитано именно для резки металла. Иначе вас ждет разочарование.
Полотно по металлу должно быть прочно зафиксировано в раме ножовки.
Примечание: Режущее полотно правильно натянуто, если при надавливании сбоку на него оно не прогнулось. Иначе следует подтянуть стяжным винтом, но не переусердствуйте – есть вероятность сорвать резьбу.
Резка металлического профиля электролобзикомРучная резка металлических листов достаточной толщины производится при помощи болгарки (УШМ). На нее устанавливается специальный режущий диск с пометкой МЕТАЛЛ, не спутайте. Сначала на шпиндель насаживается опорная шайба, затем размещается режущий диск. Не забудьте также надеть защитные очки и рукавицы.
Внимание: очень часто, особенно при резке толстого металла, режущий диск «бьет» и при этом сильно затягивается крепежная гайка. Чтобы этого избежать между диском и затяжной гайкой следует вставлять, специально вырезанное из плотной бумаги, прокладочное кольцо. Если же все-таки гайка затянулась на столько, что не поддается ослаблению, аккуратно доломайте режущий диск до самого основания затяжной гайки. Возьмите полотно по металлу, направьте режущую часть полотно в проем затянувшихся остатков режущего диска. Опять же, аккуратно, путем периодического включения болгарки, выпилите остатки режущего диска.
Для более удобной ручной резки в комплекте с болгаркой всегда идет боковая рукоятка. Не забывайте ее использовать.
Резка металлической трубы болгаркойФиксация заготовок
При ручной резке листов из металла при помощи электро-лобзика или ножниц для металла, заготовку необходимо уложить на ровную широкую поверхность и зафиксировать струбцинами. А при резке заготовок ножовкой по металлу всегда фиксируйте заготовку в тисках.
Никогда не пилите заготовку на коленях, в руках или на весу. Это приводит к поломке режущего полотна, а часто и к травмам.
Процесс резки металла
При ручной резке металла ножницами плоскость заготовки необходимо располагать по отношению к области режущих кромок ножниц четко перпендикулярно. Разводить лезвия ножниц нужно не больше чем на ¾ всей их длины. Во время резки не сводите лезвие до конца – это приводит к разрыву металла в местах разреза.
При резке металлической заготовки толщиной более 1 мм, лучше воспользоваться ручными прямыми ножницами по металлу, зажав одну рукоятку в слесарных тисках и сверху надавливать другой рукояткой.
Резка металлического листа ножницами по металлуКроме прямых ножниц для металла, существуют ножницы с загнутыми лезвиями. Эти ножницы удобны для вырезания деталей более сложной формы, отверстий.
В работе с ножовкой для металла все движения необходимо производить плавно без резких движений. Старайтесь задействовать большую часть режущего полотна. Не отклоняйте его в сторону.
Примечание: При ручной резке стальных труб, лучше использовать не ножовку, а специальный труборез. При его резке срез получается более качественным, нежели от ножовки.
Во время резки стальных заготовок лобзиком кол-во циклов рабочего хода следует устанавливать в частотах не более 1000 в минуту. Иначе, при более быстром режиме, режущее полотно от перегрева быстро выйдет из строя.
Для получения более ровного края заготовки, используйте специальную линейку, которая поставляется в комплекте ПЭМ.
Если на лобзике режущее полотно в отличном состоянии, то резка протекает плавно, без усилий. Если же во время резки, приходиться прилагать некое усилие, то режущее полотно затупилось и его следует поменять на другое.
При резке стальных заготовок при помощи ПЭМ или других режущих инструментов на кромке заготовки образуются металлические заусенцы. Поэтому все работы стоит проводить строго в рабочих перчатках.
На рисунке показано как правильно располагать руки и ножовкуИтак, здесь мы рассмотрели самый основной инструмент для резки металла, и обозрели основные принципы работ по резке металла. Конечно же, инструмента бывает гораздо больше, есть ещё масса различных нюансов, и думается мы еще вернемся к этой теме. А впереди у нас аналогичная статья, но только по теме сверления древесины. До новых встреч.
С уважением, Вадим!
odnastroyka.ru
виды стамесок для резьбы, электроинструменты
 Резьбу по дереву используют как для создания функциональных изделий, так и декоративных приспособлений. Сегодня, во времена технического процесса, с появлением деревообрабатывающей техники и искусственных материалов, резьба перешла в область досуга и хобби.
Резьбу по дереву используют как для создания функциональных изделий, так и декоративных приспособлений. Сегодня, во времена технического процесса, с появлением деревообрабатывающей техники и искусственных материалов, резьба перешла в область досуга и хобби.
Однако инструмент с вековой историей используется практикующими резчиками при реставрации мебели, зданий и других произведений искусств, а также новых изделий.
В резьбе способность изготовить какой-либо продукт высокого качества требует не только врождённых способностей у резчика, но и практических навыков, чтобы работать с неизмеримым разнообразием форм. Для этого созданы как специализированные ручные инструменты, так и электрические приспособления.
Стамески для резьбы по дереву
Основу инструментов для резьбы составляют резцы по дереву для ручной работы. Набор круглых и плоских стамесок может быть представлен 18 формами режущей кромки. Полотна имеют до 5 различных профилей, по размерам они варьируются от 2 до 50 мм.
Круглые и плоские стамески для резки по дереву обозначаются номером и названием. Как правило, название соответствует форме режущей кромки и полотна, при этом сечение режущей кромки различное. Чтобы облегчить идентификацию стамесок в XIX веке приняли систему нумерации. У разных производителей система нумерации резаков отличается:
- Для прямых резов, общих работ и отделки предназначена 12 мм прямая плоская стамеска № 1.
- Для подрезки деталей и отделки применяют 12 мм косую плоскую стамеску № 2.
- Для тонких работ используют 3 мм прямую круглую стамеску № 3. Её второе название церазик.
- Для общих работ и быстрой резки предназначена 25 мм прямая круглая стамеска № 9.
 Для общих работ и резания желобков применяют 8 мм прямую круглую стамеску № 10.
Для общих работ и резания желобков применяют 8 мм прямую круглую стамеску № 10.- Для криволинейных деталей и вырезания плоскостей используют 9 мм изогнутую круглую стамеску № 14.
- Для вырезания круглых углублений и их отделки применяют 9 мм ложечную стамеску № 21. Её ещё называют клюкарза.
- Для глубоких впадин рельефа и круглых изгибов предназначена 12 мм ложечная стамеска № 27 (клюкарза).
- Для вырезания букв, оконтуривания используют 9 мм прямой уголок № 39.
Изготавливаются специальные стамески, которые применяются для тонких и сложных работ. К ним относятся:
- плоская угловая клюкарза правосторонняя и левосторонняя;
- клюкарза с обратным изгибом;
- клюкарза со ступенчатым изгибом;
- круглая стамеска «рыбий хвост»;
- крыловидный уголок;
- изогнутое полотно с прямоугольным желобом;
- клюкарза со скруглённым прямоугольным желобом.
Прочие ручные инструменты для резки
Кроме стамесок в резьбе, используются и другие деревообрабатывающие инструменты общего назначения:
- Обычно в работе применяют три вида ножей, со складным лезвием, сменным и фиксированным. Применяются они для проработки деталей.
- Используют ручные пилы разного типа, это зависит от задачи, которую они должны выполнить. Часто применяют лучковую пилу. Пилой удаляют лишнюю древесину, выпиливают изогнутые линии.
- Для быстрого снятия коры и лишней древесины с целью последующей более тонкой обработки применяется скобель. Этот инструмент идеален при изготовлении чашек, масок или ложек.
- Фигурная обработка дерева, придание заготовке особой формы — это предназначение рубанка типа калёвка. У резцов рубанка фигурные кромки, подошва многоступенчатая. Её устанавливают в зависимости от формы профиля. Используют и другие виды рубанков.
 Струг обрабатывает древесину так же чисто, как и рубанок. Он сконструирован для обработки криволинейных элементов и в некоторых ситуациях это единственный инструмент, который подойдёт для решения поставленной задачи.
Струг обрабатывает древесину так же чисто, как и рубанок. Он сконструирован для обработки криволинейных элементов и в некоторых ситуациях это единственный инструмент, который подойдёт для решения поставленной задачи.- Абразивы — это рашпили и напильники, которые гладко, а главное, быстро удаляют излишки дерева. Поверхность у инструментов может быть гладкой, средней или грубой. Для проникновения в труднодоступные места применяют абразивы различных форм, у которых зубья размешены с двух сторон полотна.
- Тончайшую стружку и чистую поверхность оставляет после работы острая стальная цикля. Её также используют для удаления загрязнений или пятен клея.
- Многие резчики в своей работе используют ручные дрели и коловороты. Они бесшумные, лёгкие, простые в применении и абсолютно не зависят от электрической энергии.
- Хотя при создании произведения искусства специалисты используют клей или шиповые соединения, не обойтись и без набора молотков.
Специальные приспособления
Есть специальные инструменты, которые входят в базовый набор для резьбы по дереву:
 Киянки. Этот инструмент необходим при работе стамесками поперёк волокон, с большими заготовками или по твёрдой древесине. Киянка имеет круглый боёк, что позволяет ударять по стамеске под любым углом. Их делают различных диаметров от 75 мм до 150 мм и классифицируют по весу.
Киянки. Этот инструмент необходим при работе стамесками поперёк волокон, с большими заготовками или по твёрдой древесине. Киянка имеет круглый боёк, что позволяет ударять по стамеске под любым углом. Их делают различных диаметров от 75 мм до 150 мм и классифицируют по весу.- Тесла. Инструмент предназначен для быстрой выборки отходов при черновой обработке формы. Их выпускают с круглой и плоской режущей кромкой. С круглой формой удобно работать при вырезании вогнутых ёмкостей.
- Чеканы. Этот инструмент выдавливает в древесине углубления небольших размеров, его используют для выполнения крапчатого узора или нанесения поверхности с имитацией ряби.
Электрические инструменты
Современные резчики широко применяют электрические инструменты по дереву, которые отличаются лёгкостью, функциональностью, мобильностью:
- Электрическая дрель — основной электроинструмент на рынке. Производятся дрели как с питанием от сети, так и бесшнуровые. Многие по привычке приобретают инструмент с питанием от сети, хотя бесшнуровые модели более удобные в обращении. Они лёгкие, работают бесшумно, имеют съёмные аккумуляторные блоки или поставляются с настенными подставками со встроенным зарядным устройством. Диапазон использования электрической дрели расширяют всевозможные приспособления на неё.
- Электрический лобзик — это инструмент, который работает как ножовка и ажурная, или лучковая, пила. Современные конструкции укомплектованы электронным управлением скоростью, двигатели обладают высокой балансировкой, имеют маленькую вибрацию. Все электролобзики сконструированы так, чтобы пилы можно было легко менять. Производится большое разнообразие различных видов пилок по дереву со специальной конфигурацией зубьев.
- Дисковой пилой или циркулярной специалист пользуется, когда нужно пилить древесину в любом направлении, быстро, аккуратно и безопасно. Главное выбрать инструмент с точными направляющими приспособлениями и надёжным ограждением пильного диска. Некоторые модели имеют встроенную систему электронного управления, которая обеспечивает плавный старт при включении и выбор скорости.
- Электрический рубанок идеально подходит для быстрой подгонки по размеру заготовок или для подрезки. Существует несколько типов ножей, которые просто меняются, если затупились обе кромки. Ножевой блок защищается заграждением, что предотвращает на только работника, но и ножи от повреждения.
- С помощью электрических шлифовальных машин можно подготовить поверхность изделия для полировки или лакировки. Существуют ленточные и дисковые вибрационные шлифовальные машины.
- Ручная электрическая фрезерная машина заняла место рубанков, зензубелей, шпунтубелей и фальцгобелей. С её помощью в деревянной заготовке вырезают кромки, пазы, выбирают четверти, снимают фаску.
Установка деревянной заготовки
Ручной инструмент при резьбе по дереву очень острый. Поэтому для безопасной работы важно, чтобы заготовка была закреплена. Используют как специальные фиксирующие приспособления или стандартные струбцины, так и сделанные самостоятельно.
Заниматься резьбой можно на столе, специальном стенде или столярном верстаке.
 При скульптурной резке основным условием комфортной работы является возможность быстро менять угол расположения изделия. Для этого применяют специальный поворотный зажим, с помощью которого можно быстро менять и фиксировать любой угол расположения заготовки.
При скульптурной резке основным условием комфортной работы является возможность быстро менять угол расположения изделия. Для этого применяют специальный поворотный зажим, с помощью которого можно быстро менять и фиксировать любой угол расположения заготовки.
Слесарные тиски можно применять для резьбы по дереву, установив на них мягкие губки, чтобы не оставить на будущем изделии следов от металлической губки. Стандартные тиски столярного верстака можно использовать, если закрепить на них струбцин, который и будет в дальнейшем удерживать заготовку.
Для зажима плоской заготовки на поверхности стенда или верстака удобен будет столярный быстродействующий зажим. Между изделием и зажимом обязательно нужно размещать прокладку. С этой же целью можно использовать верстачные упоры.
Тиски для резьбы по дереву похожи на слесарные, но сделаны не из металла, а из дерева. У них более толстые щёки, которые покрываются кожей или пробкой, чтобы не повредить изделие. Модельные тиски являются аналогом металлических тисков. У них большие, облицованные деревом щёки, которые могут поворачиваться.
Для жёсткого крепления на стенде или верстаке заготовок применяется верстачный винт. Конец винта с шурупной резьбой вворачивается в древесину, а другой конец фиксируется гайкой через отверстие в стенде или верстаке.
Стенд резчика представляет собой деревянный верстак, который состоит из четырёх расставленных массивных ножек для надёжной опоры и толстой поверхности. Поверхность сверлится, чтобы использовать на ней приспособления фиксирующие изделия. Для устойчивости стенд нужно утяжелить, прикрепив к нему дополнительный груз.
Основные виды и стили резьбы

От типа материалов и способа его обработки различают такие виды резьбы:
- плоскорельефная;
- рельефная;
- плосковыемчатая;
- скульптурная;
- пропильная.
У каждого вида свои задачи, приёмы исполнения и результат:
- В прикладном искусстве и архитектуре применяется плоскорельефная резьба. При этой технике исполнения рисунок и фон выглядят объёмными, хотя находятся в одной плоскости. Достигается это за счёт врезания вглубь полотна по контуру изображения.
- Наиболее живописной является рельефная резка. Рисунок при этой трудоёмкой технике, относительно фона, будет выпуклым.
- При плосковыемчатой технике орнамент наносится на плоскую поверхность. Рисунок выводится в виде углублений и выемок.
- Скульптурный вид обработки древесины создаёт изображения без фона. По этой технике изготавливаются игрушки, сувениры, которые можно рассмотреть со всех сторон.
- Пропильный способ резьбы предполагает удаление фона полностью. На закреплённую заготовку наносят рисунок и сверлят отверстия для пилы. По контуру делают распил, стамеской снимают фаски и шкурят. Создаётся эффект лёгкости, воздушности.
Существуют авторские стили резьбы по дереву. К таким стилям, запатентованным резчиком Шамилем Сасыковым, относится стиль «Татьянка». Это плоскорельефная резьба, в которой присутствуют плосковыемчатые элементы. С этой техникой можно познакомиться на сайте автора tatianka.ru. Инструмент для резьбы по дереву и учебное пособие можно приобрести в интернет-магазине этого сайта.
instrument.guru
Станочно-ручной режущий инструмент - Слесарно-инструментальные работы
Станочно-ручной режущий инструментКатегория:
Слесарно-инструментальные работы
Станочно-ручной режущий инструментСлесарю-инструментальщику часто приходится пользоваться другой группой режущего инструмента, применяемой, главным образом, для обработки отверстий и нарезания внутренней и наружной резьбы. Эти инструменты могут приводиться в движение не только руками рабочих, но и механизмами металлообрабатывающих станков. К такому инструменту относятся сверла, зенкеры, развертки, метчики и плашки.
Сверло, зенкер и развертка представляют собой комплекс последовательно работающих инструментов, образующих отверстия любых диаметров, с точностью начиная от 5 класса точности и кончая 2. Применение одного сверла позволяет получить отверстие 5 класса точности, применение сверла и зенкера —отверстие 4 класса, применение сверла, зенкера и развертки — отверстие 3 класса и, наконец, сверлом и двумя развертками (предварительной и чистовой) можно получить отверстие 2 класса точности.
Коротко рассмотрим элементы этого инструмента.
Спиральное сверло — представляет собой инструмент цилиндрической формы, на поверхности которого имеются две винтовые канавки, образующие зубья и режущие кромки. Этот инструмент состоит из рабочей части, режущей части, хвостовика и лапки.
Рабочую часть сверла, как видно из рис. 1, образуют: передняя поверхность, непосредственно отделяющая стружку от детали и преодолевающая силу резания Р ; главная задняя поверхность, т. е. торцовая поверхность режущей части сверла; вспомогательная задняя поверхность или ленточка, т. е. узкая полоска, выступающая дружной поверхности сверла; т. е. часть наружной поверхности зуба, углубленная с Крлыо уменьшения трения и, наконец, поперечная кромка или перемычка, представляющая собой результат пересечения двух главных задних поверхностей сверла.
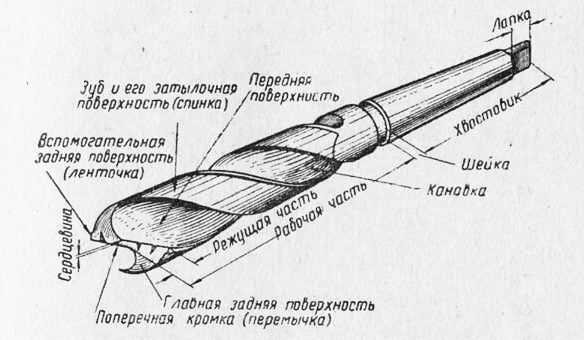
Рис. 1. Спиральное сверло и его элементы.
Поперечная кромка отрицательно влияет на процесс сверления, затрудняя проникновение сверла в изделие и увеличивая силу подачи Рх.
Главный задний угол а спирального сверла не является постоянной величиной и возрастает по мере приближения к центру сверла. Если на периферии сверла он может быть 7—15°, то у центра его величина должна доходить до 20—26°. Переменная величина угла а у сверл достигается их заточкой на специальных сверлозаточных станках.
Передний угол у — тоже является переменной величиной, которая убывает к центру сверла до отрицательного значения. Величину угла определяет угол наклона винтовой канавки сверла, обычно равный у мелких сверл 18° и доходящий до 30° у сверл более крупных.
Величина угла при вершине сверла (удвоенный главный угол в плане ф) зависит от свойств обрабатываемого материала. Для стандартных сверл (ГОСТ 886—41, 887—43 и 888—41) угол 2 <р принимается равным 116—118°. Для сверл, обрабатывающих латунь, угол должен быть равным 130°, алюминий или его сплавы 140°, красную медь 125°. Для обработки эбонита или целлулоида угол при вершине сверла должен быть равен 90°.
Чтобы увеличить стойкость сверла и устранить возможность’защемления в просверливаемых отверстиях, ему придают, так называемую, обратную конусность, т. е. уменьшают диаметр направляющей части по направлению к хвостовику в пределах от 0,03 до 0,1 мм на каждые 100 мм длины инструмента. Обратная конусность создает вспомогательный угол в плане
Есть несколько способов улучшения конструкции режущей части сверл, повышающих их стойкость: двойная заточка, подточка перемычки и подточка ленточки. Все три способа находят применение для сверл, имеющих диаметр больше 12 мм. Двойная заточка уменьшает угол 2 у наиболее нагруженного места режущей кромки и, следовательно, увеличивает ее стойкость. Подточка перемычки, которая уменьшает ширину поперечной кромки и резко снижает силу подачи, состоит в образовании у вершины сверла сферических выемок длиной 5—10 мм. Стойкость. сверл с такой подточенной перемычкой резко увеличивается. Подточка ленточки заключается в образовании на ней небольшого участка, имеющего дополнительный вспомогательный задний угол аь уменьшающий трение и повышающий стойкость ленточки1. Подточка производится путем образования угла а5 – 8° на длине 2—3 мм, с оставлением узкой цилиндрической фаски шириной 0,1—0,2 мд.
Для обработки отверстий 4 класса точности и обработки отверстий под развертывание по 3 классу применяются особые инструменты с 3 или 4 зубьями, называемые зенкерами. Их работа подобна работе сверла, примененного для рассверливания отверстия, с той разницей, что увеличенное количество зубьев зенкера улучшает направление этого инструмента в отверстии, обеспечивает повышенную чистому обработки и некоторый рост производительности.
ГОСТ 1677-53 делит зенкеры на два типа:а) зенкер № 1, применяемый для предварительного зенкерова-ния отверстий. Его исполнительные размеры меньше номинального размера обрабатываемого отверстия и гарантируют оставление припуска под развертку;б) зенкер № 2, применяемый для окончательной обработки отверстий 4 класса точности. Его исполнительный диаметр несколько превышает номинальный размер отверстия с целью создания запаса на износ инструмента.
Обработка отверстий в твердых материалах производится сверлами и зенкерами, оснащенными пластинками твердого сплава. Размеры твердосплавных сверл и их конструкция установлены ГОСТ 6647—53, а размеры твердосплавных зенкеров — ГОСТ 3231—46.
Щироко применяется в слесарном деле такой инструмент, как развертки.
Процесс развертывания осуществляется при вращательном движении инструмента или детали и поступательном движении инструмента (его подаче).
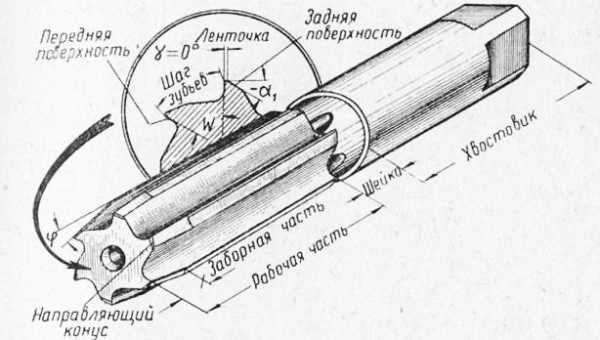
Рис. 2. Ручная развертка.
Изображенная на рис. 2 ручная развертка состоит: из рабочей части, имеющей направляющий конус, заборную и калибровочную часть-, хвостовика, при помощи которого инструмент приводится в движение, и шейки, соединяющей рабочую часть с хвостовиком. Наименования отдельных поверхностей, образующих зуб развертки, такие же, как и у ранее рассмотренного инструмента.
Важнейшими геометрическими элементами рабочей части развертки являются: диаметр калибрующей части, передний угол т, задние углы а и аь ширина цилиндрической ленточки, угол при вершине (угол заборной части), направление и угол наклона винтовых канавок ш и, наконец, угловой шаг между зубьями w. Диаметр калибрующей части определяет размер развертываемого отверстия. Он делается на 0,005—0,008 мм меньше наибольшего предельного размера обрабатываемого отверстия.
Развертки всех типов могут быть выполнены как с прямыми так и с винтовыми канавками. Обыкновенные праворежущие развертки, т. е. развертки, вращаемые при резании (если смотреть на них со стороны хвостовика) по часовой стрелке, делаются с левыми винтовыми канавками. Развертки же с винтовыми канавками при меняются, главным образом, при обработке прерывистых отверстий.
Угловой шаг между зубьями разверток w делается неравномерным. Неравномерность шага устраняет возможное появление огранки в отверстии. Разбивка углового шага делается так, чтобы противоположные режущие кромки зубьев лежали строго в диаметральных точках наружной поверхности развертки.
Ручные метчики и круглые плашки также являются распространенным слесарным инструментом и служат для нарезания внутренней и наружной резьбы.
Метчик (рис. 29, б) представляет собой закаленный винт, снабженный продольными канавками, образующими режущие поверхности. Этот инструмент также состоит из рабочей части, объединяющей в себе заборную и калибрующую части, и хвоста. Величина переднего угла у метчиков у зависит от степени твердости и вязкости обрабатываемых материалов и находится в пределах от 0 до 15°. Для твердых и хрупких материлов угол 7 меньше, а для мягких и вязких — больше. Задний угол заборной части метчика а бывает равным 4—8°, а задний вспомогательный угол (на калибрующей части) принимается равным 0° или выполняется в виде небольшого падения задней поверхности в пределах 0,02—0,05 мм на всю ширину пера.
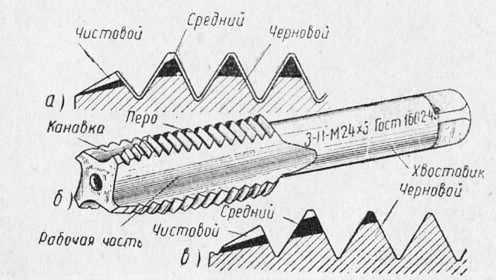
Рис. 3. Конструкция ручных метчиков.
Значительные силы резания, возникающие при работе метчиками заставляют распределять работу между двумя или тремя метриками, составляющими комплект. В комплект входят черновой, средний и чистовой метчики. Комплекты из двух метчиков состоят из чернового и чистойого. Распределение работы между метчиками комплекта может быть осуществлено по двум схемам: цилиндрической и конической. Сущность обеих схем ясна из этих фигур. Чаще всего используется цилиндрическая схема распределения работы.
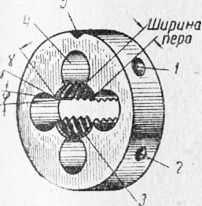
Рис. 4. Круглая плашка.
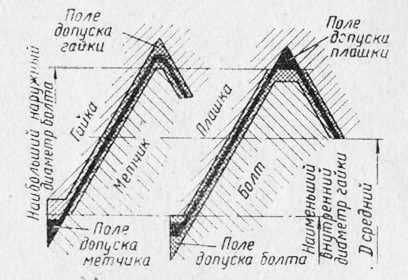
Рис. 5. Расположение полей допусков резьбонарезного инструмента.
Конструкция ручных метчиков для основной метрической резьбы и дюймовой резьбы определена ГОСТ 1602—43 и 1603—43. Конструкция машинных метчиков — ГОСТ 3266—54. ГОСТ 7250—54 устанавливает четыре степени точности метчиков для шлифованных С и Д, позволяющие нарезать резьбы 2 класса точности; для нешлифованных Е и Н, позволяющие нарезать резьбы 3 класса.
Плашками называется режущий инструмент для нарезания наружной резьбы. Круглая плашка, изображенная на фигуре, представляет собой цилиндрическую гайку с резьбой, диаметр и шаг которой соответствуют резьбе детали. На ее наружной поверхности имеются конические углубления для крепежных и регулировочных винтов, а также паз для разжимного винта. Края стружечных отверстий, пересекаясь с поверхностью резьбы плашки, образуют режущие перья. Работа круглой плашки подобна работе метчика, так же, как и назначение отдельных ее режущих элементов.
Все описанные конструкции резьбонарезного инструмента переносят размеры своей резьбы на детали. Поэтому ее исполнительные размеры должны гарантировать получение размеров детали в
заданных допусках. Однако это возможно только тогда, когда поля допусков резьбонарезного инструмента будут располагаться в пределах поля допуска детали. Такое расположение полей допусков резьбы метчиков и плашек приведено на рис. 5. Слева на фигуре показаны поле допуска гайки и, залитое черным, поле допуска метчика. Поле допуска метчика располагается примерно в центре допуска гайки и гарантирует запасы на разбивку резьбы и на износ метчика при нарезании. В правой части фигуры дана соответствующая схема для болта и плашки.
Читать далее:
Что такое абразивный инструмент
Статьи по теме:
pereosnastka.ru
Ручной и режущий инструмент , который я использую
Кабелерезы — это один из самых удобных инструментов, очень рекомендую, заменяют бокорезы и зачистку одновременно)
ссылка на GearBest
Набор обжимка и стиппер PARON JX — D4301 — куча сменных плашек в комплекте, можно обжимать трубчатые , кольцевые, вилочные и еще какие-то наконечники, не знаю как последние называются)))))
ссылка на GearBest
Набор отверток Jakemy JM-6113 73 in 1Щииикарный комплект)))) Не пластилиновые биты для того что бы крутить крупняк и мелочевку.
ссылка на GearBest
Набор алмазных надфилей дешево-сердито
ссылка на GearBest
Ступенчатые сверла4-6-8-10-12-14-16-18-20-22-24-26-28-30-32mm4-6-8-10-12-14-16-18-20mm4-6-8-10-12mm
ссылка на GearBest
ognennoetv.ru