Как варить тонкий металл электродом: основные методы сварки. Как сварить металл
Как варить металл сваркой своими руками самому.

Как варить металл самому?
Как варить металл своими руками?
Как варить металл сваркой?
Ответ:
Многие люди думают, как варить металл и что же такое сварка? Это неразъемное соединение металлических деталей, которое образуется в результате их нагрева в месте стыковки до расплавленного состояния. Расплавленный, а затем застывший материал называется сварным швом. Не все металлы поддаются свариванию. Отлично свариваются однородные материалы. Например, чугун с чугуном или медь с медью (причем, ручная дуговая сварка меди выполняется в защитном газе). Хорошо варятся железо и хром, никель и медь. Это происходит потому, что эти металлы в жидком состоянии образуют хорошо смешивающиеся слои.
Соединение заготовок из стали.
Короче говоря, как варить металл самому?

Сваривание трубы
Но если вы попытаетесь сварить медь со свинцом, то из этой затеи ничего не выйдет – эти металлы не смешиваются между собой. То же самое можно сказать о железе и магнии или алюминии и висмуте. При необходимости сварки таких пар в смесь добавляют металлы, которые способны раствориться с каждым компонентом пары. Иными словами, в наше время нет секретов, как сварить металлы.
Виды сваривания металла
Сварка плавлением (электрическая дуговая сварка, электрошлаковая, электроконтактная, электронно-лучевая). После прочтения статьи, вы будете знать, как варить металл своими руками. При таком виде сварки расплавленные кромки деталей образуют общую сварочную ванну или, другими словами, общий объем расплава, из которого и образуется сварной шов. Источником нагрева места сварки металлов может быть электрическая дуга, плазма, горелка и т.д.
Сварка давлением (сваривание взрывом, ультразвуком, холодная сварка). Соединение металлов в этом случае происходит за счет уменьшения расстояния между атомами металлов до такой величины, когда между ними начинают работать силы взаимного притяжения.
Наиболее распространена электро дуговая сварка металлов. На ее долю приходится 65% всех сварочных работ. Расплавление материалов при этом способе происходит под воздействием сварочной дуги. Она образуется между основным металлом, предназначенным для сваривания, и присадочным материалом — проволокой.
Способы дуговой сварки:
-полуавтоматическая. При полуавтоматической дуговой сварке механизирована подача сварочной проволоки в зону сваривания. Остальные операции (поддержание нужного размера дуги, придание шву требуемой формы, перемещение электрода по линии сварного шва и прекращение работ) выполняются человеком;
-автоматическая. Это слово говорит само за себя. Задача человека – тщательно подготовить детали к сварке, включить и выключить оборудование;
-ручная. Сущность ручной дуговой сварки заключается в выполнении всех операций вручную без применения каких-либо механизмов.
Вот, как варить металл сваркой?
Виды дуговой сварки:
- -сварка плавящимся электродом.Этот метод изобретен Славяновым: кромки изделия и присадка одновременно расплавляются под действием сварочной дуги. Образующийся при этом расплав (сварочная ванна) заполняет зазор между деталями, а после кристаллизации образует сварной шов.Для защиты расплава от окисления на присадку наносится покрытие, которое под действием высокой температуры превращается в шлак. Этот слой покрывает жидкий металл. Кроме защиты от кислорода, шлак выполняет еще одну функцию: в него переходят вредные примеси, содержащиеся в сварочной ванне;
-сварка неплавящимся электродом. Автор этого изобретения – Бернадос Н. Н. Чаще всего такой метод применяется при сварке меди, алюминия, наплавке твердых сплавов и сварке тонколистовой стали.
А так же вы можете посмотреть обучающее видео Как сваривать металл электродами. Обучающее пособие
dachnoe-delo.ru
Как научиться варить металл - пошаговые инструкции для начинающих
При любых строительных работах очень часто становится необходимым работать с металлом, в частности варить или резать. И если с резкой металла проблем возникнуть не должно, так как можно воспользоваться болгаркой, то с соединением придется потрудиться, так как без сварки далеко не уедешь.

В случаях, когда стройка или ремонтные работы проводятся самостоятельно, сварить две и более металлические конструкции можно также самостоятельно. В статье узнаем, как правильно сварить металл.

Краткое содержимое статьи:
Основы электросварки
Соединить две разные металлические детали в единое целое сегодня не является проблемой. Использование электрической дуги позволяет сделать это даже тогда, когда требуется красивый и аккуратный шов соединения.

Сваренные куски металла получаются одной деталью, так как на месте соединения возникает очень высокая температура, которая заставляет металл плавиться в местах соединения и свариваться друг с другом. Поэтому сварить металл электросваркой в современных реалиях не является чем-то невозможным.

Виды сварки
В целом электрическую сварку принято разделять на два вида, где работает постоянный или переменный ток. При постоянном токе используется инвертор, а при переменном – трансформатор.

При использовании последнего вызывается немало проблем и сложностей, таких так перебои напряжения, сильный шум, громоздкость и тяжесть прибора также не вызывают приятных ощущений.
С инвертором же абсолютно все в точности наоборот, поэтому если вы решили научиться варить даже тонкий металл, то начинайте обязательно с него. Вес прибора не превысит восьми килограмм, а соседи даже не узнают о том, что вы что-то варите, если только не увидят этого.

Технология сварки
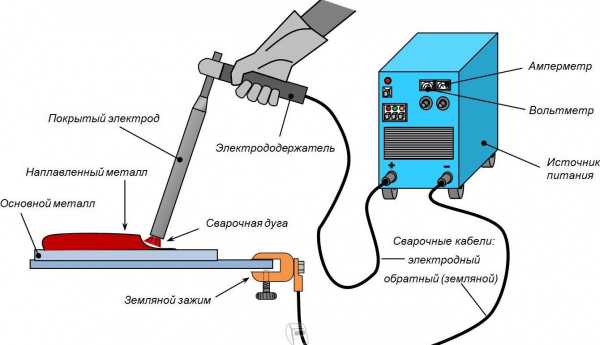
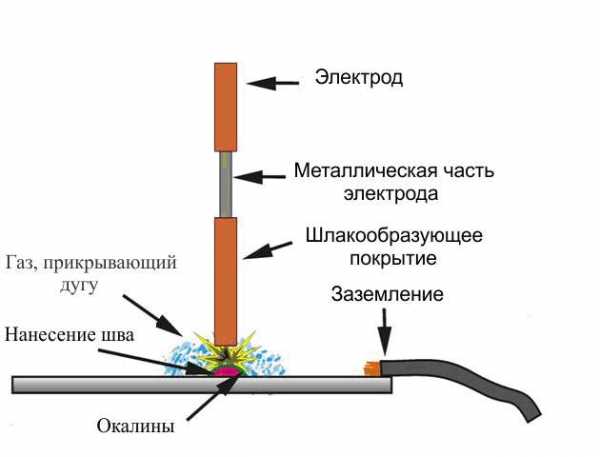
Для сварки металла понадобятся две части, которые пропускают ток, а также имеют противоположные заряды. В данном случае ими являются металлическая деталь и электрод. Когда две части, которые имеют разную полярность, соприкасаются, вызывается электрическая дуга, которая направлена на плавление металла. В таком случае начинает плавиться как сама металлическая деталь, так и электрод.

При этом плавящийся электрод направляется в сварную ванну вместе с дугой. Защитное покрытие электрода также плавится при высокой температуре, поэтому оно оказывает защитное действие, чтобы в эпицентр не попадал кислород, также выделяются газы при работе.

Важно понимать, что шлак, который плавится от электрода, должен также попадать в сварную ванну, чтобы поддерживать температурный режим плавления.

В целом сваривание металлов получается только за счет электрода и его плавления, поэтому важно передвигать его с определенной скоростью по тому месту, где необходимо сварить две части металла. При этот расплавленный электрод в конце концов и создает рисунок шва.

Когда расплавленная масса начинает высыхать, то на месте шва образуется своеобразная скорлупа, которая и защищает место соединения от попадания ненужных газов. По мере остывания ее отбивают молотком, но необходимо быть внимательным и защищать глаза, так как отлетающие осколки зачастую еще горят и могут попасть в глаза или на кожу.

Меры предосторожности и работы по подготовке
Вся работа должна начинаться с подготовительных мероприятий производственного места. Важна осторожность, так как есть высокий риск получить травму не только от плавящегося материала и запредельной температуры, но и от сильного напряжения, потому что сварка работает только от сети.

Толщина свариваемого металла для новичков, которые только учатся варить металл, должна быть побольше, так как сделать это с таким материалом намного легче.
Для работ понадобятся сам сварочный прибор, краги и обязательно сварочная маска. Одежду лучше выбрать плотную, чтобы закрывала все открытые участки тела, обувь должна быть из толстой кожи, чтобы выдерживать попадания искр и осколков.

Также понадобятся щетка из металла и молоток, чтобы отбивать и чистить шлак. Свариваемые металлы после работы лучше проверить на качество, так вы не только поймете, на сколько прочную конструкцию сварили, но и в целом разберетесь с результатом процесса.

Фото процесса варки металла
































Помогите сайту, поделитесь в соцсетях ;)
instrumentgid.ru
Как правильно сваривать металл?
В наше время сварочные работы используются практически во всех отраслях промышленности. Сваркой называется неразъемное соединение металлических деталей, которое образуется в результате их нагрева в месте стыковки до расплавленного состояния. Расплавленный и застывший материал называют сварным швом. Стоит отметить, что не все металлы хорошо поддаются свариванию. Лучше всего сваривать однородные материалы, например, чугун с чугуном или медь с медью. Также хорошо варятся железо и хром, никель и медь, поскольку в жидком состоянии эти металлы образуют хорошо смешивающиеся слои. Однако не стоит даже пытаться сваривать медь со свинцом, так как они не смешиваются между собой. Это же относится и к железу и магнию или алюминию и висмуту. При необходимости сварки таких пар в смесь можно добавить металлы, которые способны раствориться с каждым компонентом пары.
Способы сваривания металла
Металл можно сваривать плавлением (электрическая дуговая сварка, электроконтактная, электронно-лучевая). В этом случае расплавленные кромки деталей образуют общую сварочную ванну, то есть общий объем расплава, из которого и образуется сварочный шов. Источниками нагрева места сварки металлов могут быть электрическая дуга, плазма, горелка и прочие.
Еще один способ сварки металлов — сварка давлением (сваривание взрывом, ультразвуком, холодная сварка). Металлы в этом случае соединяются за счет уменьшения расстояния между их атомами до такой величины, когда между ними начинают работать силы взаимного притяжения.
Наиболее распространенной считается электродуговая сварка металлов. При данном способе металлы расплавляются под воздействием сварочной дуги, которая образуется между основным металлом, предназначенным для сваривания, и присадочным материалом — проволокой.
Дуговая сварка может быть выполнена полуавтоматическим, автоматическим и ручным способом. В первом случае механизирована подача сварочной проволоки в зону сваривания. Все остальные операции, а именно: поддержание нужного размера дуги, перемещение электрода по линии сварочного шва, придание шву нужной формы и прекращение работ, выполняются человеком. При автоматическом способе дуговой сварки человеку нужно лишь тщательно подготовить детали к сварке, включить и выключить оборудование. И, наконец, ручная сварка заключается в выполнении всех операций вручную без применения каких-либо механизмов.
Электросварка своими руками
Для начала необходимо приобрести сварочный аппарат и электроды, которыми желательно запастись в большом количестве, поскольку в процессе обучения их придется много испортить, прежде чем Вы добьетесь положительного результата. Лучше всего для сварки выбирать электроды диаметром 3 мм. Они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть. Ручная дуговая сварка является нелегкой, но вполне осуществимой задачей, которая требует большой усидчивости. Для начала следует воспользоваться каким-нибудь ненужным металлическим куском, также заранее нужно поставить рядом ведро воды. Помните, что работы нельзя выполнять на деревянном верстаке. Будьте очень осторожны, ведь даже самые маленькие остатки уже использованного электрода могут вызвать пожар.
Зажим «заземления» необходимо надежно прикрепить к детали. Кабель нужно хорошо изолировать и заправить в держатель. Затем можно выставить значение мощности тока на сварочном аппарате, которое должно соответствовать диаметру электрода. Теперь попробуйте зажечь дугу, для чего электрод нужно установить под углом примерно 60 градусов по отношению к заготовке. Следует медленно проводить по поверхности электродом, а как только возникнуть искры, прикоснитесь им к заготовке и приподнимите его так, чтобы зазор не превышал 5 мм. Если Вы все выполнили правильно, то дуга зажжется. Этот зазор необходимо поддерживать на протяжении всей работы. Помните, что электрод будет выгорать, перемещать его нужно очень медленно. Если дуга длиной 2-3 мм не зажигается, то попробуйте увеличить силу тока на сварочном аппарате. Вам нужно получить устойчивую дугу длинной 3-5 мм между деталью и концом электрода.
Если у Вас все получилось, то на следующем этапе можете попробовать наплавить валик. Для этого придется зажечь дугу и плавно перемещать электрод по горизонтали, при этом выполняя колебательные движения. Расплавленный металл нужно как бы «подгребать» к центру дуги, в результате должен получиться красивый шов, который имеет маленькие волны из наплавленного металла.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электродуги. Слишком длинная дуга может привести к окислению и азотированию расплавленного металла, разбрызгиванию его капель и созданию пористой структуры шва. Красивый, ровный и качественный шов можно получить лишь при правильной разметке дуги и ее равномерном перемещении, которое может происходить по трем основным направлениям.
Поступательное перемещение сварочной дуги должно происходить вдоль оси электрода. Это движение позволяет поддерживать необходимую длину дуги, которая зависит от скорости плавления электрода. Длина, как правило, уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого избежать, следует перемещать электрод вдоль оси, поддерживая так постоянную длину дуги. В этом случае также нужно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
Продольное перемещение электрода по оси шва способствует формированию ниточного сварочного валика, толщина которого зависит от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика примерно на 2-3 мм превышает диаметр электрода. То есть это уже и есть сварочный шов, только очень узкий. Однако одного этого шва недостаточно для прочного сварочного соединения. Поэтому при перемещении электрода вдоль оси сварочного шва нужно будет выполнить еще одно движение, в направлении поперек сварочного шва.
С помощью поперечного движения электрода можно получить необходимую ширину шва. Его следует выполнять колебательными возвратно-поступательными движениями. В каждом случае ширина таких поперечных колебаний электрода определяется индивидуально и, как правило, зависит от положения и размера шва, свойства свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению.
Стоит отметить, что траекторию перемещения следует выбирать так, чтобы кромки соединяемых деталей проплавлялись, образуя требуемое количество наплавленного металла и заданную форму шва.
При работе обязательно необходим защитный щиток или маска сварщика, которые оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг. Также необходимы брезентовые рукавицы или замшевые перчатки. Костюм для работы должен быть выполнен из плотного материала, лучше всего из толстого брезента высокой плотности.
estroyka.com
Как варить тонкий металл электродом и использовать аппараты ММА?
При электродуговой сварке люди часто сталкиваются с тем, что приходится варить тонкий металл. Это могут быть и тонкие металлические листы, профильные трубы, а иногда и автомобильный прокат. Для производственных задач сварка металла малой толщины проводится TIG или MIG/MAG аппаратами, которые позволяют вести сварочный процесс в защитной газовой среде. Тем не менее обычные сварочные аппараты класса ММА находят свое применение при работе с тонким металлом.
Сварка инвертором тонкого металла.
Основные приемы сваривания тонкого металла
Использование обычной электродуговой сварки позволяет проводить сварочный процесс с металлом, толщина которого 2 мм и менее. Именно такой металл относится к категории тонкого.
Техника сварки полуавтоматом.
Электродуговую сварку стальных изделий, у которых толщина менее 2 мм, проводят 2-мя способами:
- классическим методом (при помощи обычных плавящихся электродов малого диаметра;
- используют неплавящийся графитовый электрод.
В зависимости от толщины и ответственных узлов, применяют 2 способа сваривания изделий из тонкой стали.
Сварка плавящимися электродами
Для того чтобы успешно сварить металлические изделия с малой толщиной, требуется использовать электроды, диаметр которых не превышает 2 мм. При работе со стальными листами толщиной 1-1,5 мм нужно использовать электрод диаметром 1,6 мм.
Сварка плавящимся электродом.
Техника ведения сварки плавящимся электродом подразумевает тщательный контроль недопущения перегрева и последующего прожига металла. Электрод ведут по шву свариваемых поверхностей со средней скоростью, если видна тенденция сгорания стали — скорость увеличивают. Сила тока выбирается эмпирическим путем, но не должна превышать 40А. Если есть возможность провести экспериментальный шов, то это облегчит поставленную задачу. На пробном материале проводится сварка при разных значениях тока, учитывая скорость движения электродом. В момент сваривания важно обеспечит полный провар кромок стали, но не прожечь его. Здесь особенность заключается в том, что расплавление тонких кромок происходит почти мгновенно, и нет возможности контролировать сварочную ванну. То есть нужно добиться опытным путем тщательного провара и отсутствия прожига стали, так малейшая задержка приводит к выгоранию.
Во время сваривания очень тонкого металла применяют прерывистый или точечный способ сваривания. Суть этого метода заключается в том, что создаются точки (прихватки), путем кратковременного создания дуги, затем дуга гасится и на небольшом расстоянии (2-3) диаметра электрода проводят тот же процесс. Желательно сокращать паузы между прихватками до минимальных значений, не давая полностью остыть металлу. Для создания негерметичных соединений из тонкой стали выбирают именно этот метод. Благодаря точечным очагам нагрева удается избежать значительного коробления металла.
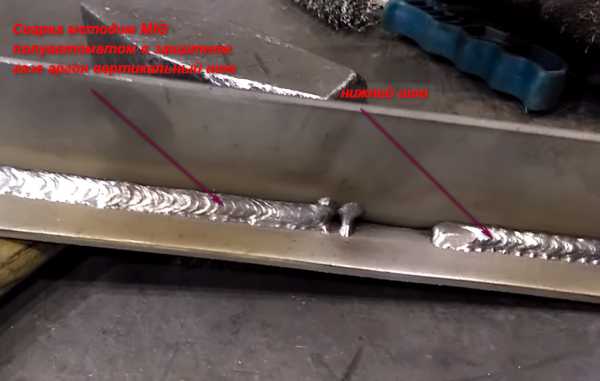
Аргоновая сварка плавящимся электродом.
В некоторых случаях смена полярности тока позволяет получить лучшие результаты, так при обратной полярности (плюс на электроде) происходит разогрев кончика электрода, так как электроны двигаются с минуса на плюс.
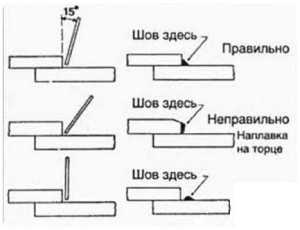
Значительно легче проводить сваривание толстого металла с тонким. В этом случае делается упор электродом в сторону толстой стали, то есть создается основной температурный очаг на толстом металле.
С особой осторожностью требуется создавать вертикальные швы. Для этого нужно применять точечный метод и вести сварку сверху вниз, не давая добавочного разогрева соседних участков от идущего вверх тепла.
Сварка неплавящимися (графитовыми) электродами
Схема сварки неплавящимся электродом с комбинированной защитой.
Весьма распространен способ соединения деталей из стали малой толщины при помощи графитового электрода. Данный способ подразделяется на 2 вида:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Наиболее часто при применении графитового электрода используется метод оплавления. Для этого электродом создают на кромках деталей область, в которой их края свариваются без введения дополнительного металла. Данный вид часто применяется при работе с очень тонкими листами и позволяет при определенном навыке избежать сгорания стали.
Использование присадочной проволоки в области разогрева позволяет заполнить пустоты, например, при зазоре и разделанных кромках соединяемых металлических частей. Диаметр присадочной проволоки подбирается в соответствии с толщиной металла.
Сваривание очень тонкого металла
Часто автовладельцам, особенно возрастных автомобилей, приходится сталкиваться с необходимостью заваривать трещину или другими видами кузовных работ. Электродуговая сварка обычным электродом не применяется для этих целей в виде профессионального приспособления, но в исключительных случаях с ее помощью можно производить аварийные мероприятия. Крайне нежелательно производить обычный сварочный шов ил прихватки на обычном автомобильном листе, так как его толщина составляет 0,6-0,8 мм. Если возникла необходимость произвести сварное соединение, для этого используют заготовки из более толстого металла 2-2,5 мм и ведут сварку с упором на более толстый материал. При определенном навыке, возможно получить положительный результат.
В любых сварочных операциях с тонкой сталью делается акцент на возможный перегрев. Период возникновения сварочной ванночки и ее контроль практически невозможно осуществить, движения электродом, характерные при сварке толстого металла, обычно приводят к прожигу стали.
Процесс сваривания проводится только путем экспериментального подбора тока и скорости движения электрода.
Для получения более качественного результата необходимо применять точечный способ сваривания. Учиться варить тонкий металл следует только после получения достаточного опыта сваривания обычного металла, толщиной 3 мм и более.
moyasvarka.ru
❶ Как научиться сваривать металл 🚩 как сваривать тонкий метал 🚩 Ремонт квартиры
8 октября 2018
Автор КакПросто!
Для того чтобы научиться варить, лучше всего использовать электрод диаметром 2,5 – 3 миллиметров. Именно он считается самым удобным в дачных условиях. Более тонкие электроды использую для сварки тонкого металла. Если есть возможность, то учиться варить лучше всего сварочным полуавтоматом с газовым обдувом места сварки.
Статьи по теме:
Инструкция
Не нужно сразу стремиться сварить что-нибудь нужное. Вы можете испортить заготовку. Для начала нужно потренироваться на куске ненужного металла. Заранее подготовьте и поставьте рядом ведро с водой. Учтите, варить на деревянном верстаке нельзя. В радиусе одного метра не должно находиться ничего горючего. Даже простые остатки использованного электрода могут что-нибудь зажечь.
Зажим заземления должен быть надежно прикреплен к детали. В держатель электродов необходимо заправить электрод. Произведите установку тока на сварочном аппарате. Он должен соответствовать диаметру электрода. Учиться варить лучше всего на совершенно новых электродах. Только тогда вы можете понять суть процесса. Дело в том, что старые электроды в большинстве случаев нестабильны и могут навсегда отбить охоту учиться сварке.
Далее переходим к зажиганию дуги. Нужно представить, что электрод это карандаш. Его необходимо установить под углом примерно 60-70 градусов по отношению к заготовке. Затем нужно проводить электродом по заготовке со скоростью 5-10 см/сек. Должны появляться искры. Теперь нужно электродом прикоснуться к заготовке и тут же приподнять его так, чтобы зазор был около 3-5 миллиметров. Дуга должна зажечься и постоянно гореть. Необходимо стараться поддерживать данный зазор по мере выгорания электрода. Старайтесь одновременно перемещать его по горизонтали. Если происходит прилипание электрода, то его нужно качнуть в сторону. Также можно попробовать оторвать и снова зажечь дугу. Если отсутствует дуга длиной 2-3 миллиметра, то это говорит о слабой силе тока. Его нужно увеличить. Постарайтесь добиться получения устойчивой дуги при расстоянии 3-5 миллиметров между концом электрода и деталью.
После того, как вы научились зажигать и поддерживать дугу, необходимо пробовать наплавлять валик. Для этого необходимо зажечь дугу и начать плавно перемещать электрод по горизонтали. При этом нужно совершать колебательные движения с амплитудой 2-3 миллиметра. Расплавленный металл нужно как бы «подгребать» к кратеру дуги. В итоге должен образоваться красивый шов с маленькими волнами наплавленного металла.
Предложение от нашего партнера
Совет полезен?
Распечатать
Как научиться сваривать металл
Похожие советы
www.kakprosto.ru
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла. Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильн
hochyvseznat.ru
Как правильно варить тонкий металл инвертором. Как правильно варить. Kak-PravilnoDelat
Дачные дела
Как сварить металл инвертором
Очень часто нам нужно, что то сварить и для этого используются разные инструменты. Как правило при сварке металла опытные работники используют такой инструмент как инвертор.
И в связи с этим многих интересует вопрос о том, как сварить металл инвертором и что нужно для этого делать. какие принципы должны соблюдатся
Металл не малой толщины сварить не очень то трудно, и болем трудный вопрос касается того, как сварить тонкий металл инвертором .
Если нужно сварить тонкой метал лили же какие то изделия, которые требуют к себе повышенное внимание из за каких либо показатилей ( например форма ссечения шва. внешний вид. рельефность поверхности ), то нужно приманять в этом случае электроды небольшого диаметра, а так же сварочные токи малого параметра .
При этом, если выполняете швы внахлестку ток нада увеличивать приблизительно на 10-15 %, а тавровые на 15- 20 % если сравнивать с начальными значениями
Сварить металл с помощью инвертора
Сварить металл с помощью интентора нужно сначала подобрать правильный диаметр электродов, с помощью которого будет производится сварка.
Как правило выбирают электроды диаметром 4 мм. Для того, что бы сварка была произведена качественно не нужно допускать, что бы инвертор прожигал металл. Потом с помощью инвертора нужно будет сделать правильный шов – самый простой способ – это сделать шов, который будет горизонтальным .
Так же нужно запомнить и то, что если хотите сделать правильной шов, то его надо будет сделать в форме восьмерки
После того, как останется шлак нужно будет полностью удалить его. Но сделать это нужно будет только после того, когда будет сделан полностью весь шов .
После того, как с помощью инвертора будет проделан первый шов, то нужно будет особое внимание обратить на то, что бы не было никакой пустоты. Если же какая то пустота образуется ее нужно будет устранить с помощью соответствующих инструментов .
Для того, что бы удалить место предыдущей сварки можно использовать любые инструменты, которые для этого подойдут – например очень часто используют болгарку. Так же в процессе использования инвертора в процессе сварки нужно помнить и о том, что бы соблюдать технику безопасности .
Для этого нужно будет использовать специальную защитную одежду и особое внимание обратить на защиту глаз, так как для повреждения глаза при работе с инвертором не нужно много времени .
А так же вы можете посмотреть видео Как научиться варить электросваркой
Вам будет интересно:
Как варить инвертором тонкий металл?
- Сварочный инвертор
- Листы металла
- Медная подкладка
- Электроды
Инверторные сварочные аппараты в наши дни приобретают всё большую популярность и поклонников в связи с тем, что обладают рядом преимуществ. Своевременное приобретение сварочного аппарата может выручить в трудной ситуации. с помощью него можно отремонтировать ворота, забор или просто изготовить простую конструкцию из металла. Именно поэтому сейчас инверторы можно найти практически в любом магазине, торгующем сварочными аппаратами. Новичкам, тем, кто впервые в своей жизни столкнулся с данным оборудованием надо знать, как им пользоваться, а им, а точнее, как варить инвертором. Инверторный сварочный аппарат отличается от других тем, что содержит в себе электронный блок, кстати, поэтому он и весит меньше, а еще, по сравнению с обычным сварочным аппаратом, работает в три раза эффективнее.
Ещё одной отличительной особенностью инвертора является то, что он прекрасно работает при низком напряжении, что может быть очень полезным тем, кто проживает в деревне или за городом. Самое главное, необходимо неукоснительно придерживаться правил безопасности, когда что-то нужно сварить. Необходимо одевать на себя толстые перчатки и плотную одежду, защищающую от ожогов, которые могут оставить капли металла, а также в обязательном порядке необходимо применять маску для сварщиков или защищающий щиток, ведь есть риск поражения глаз ультрафиолетом излучением. В основном бытовые аппараты для сварки довольно слабые и поэтому в процессе рекомендуется использовать электроды шириной до 2,5 мм. Если электроды окажутся толще, то вряд ли с ними вообще можно будет работать.
Инвертором варить, естественно, гораздо легче, нежели обычным аппаратом, так как можно установить ток одним лишь наклоном рукоятки с надписью сварочный ток, он вмещает в себя от 20 до 100 А. Величина тока выбирается согласно виду выполняемой работы, а также, толщине электрода. Очевидно, что чем толще сварочный электрод и металл, который необходимо сварить, тем значение тока должно быть выше и наоборот, чем металл и сварочный электрод тоньше, тем значение тока - ниже. Как же варить тонкий металл инвертором? - Тонкий металл можно сварить разными способами: внахлёст и встык, а также с помощью неудаляющейся прокладки и без неё. Если надо сварить внахлёст, нужно для начала положить листы друг на друга.
Далее нужно, чтобы край верхнего листа плотно прилегал к нижнему с помощью грузов, пустого места между листами быть не должно! Затем следует установить величину сварочного тока. Для листа стали толщиной 1 мм она варьируется от 30 до 50 А. Если толщина отклоняется от приведенной здесь, то надо либо увеличить ток, либо уменьшить. Следующим шагом будет прихват листов металла друг к другу, он делается короткими перемычками шва по всему периметру стыка. Сварку нужно вести с прерыванием - отдергивать электрод и быстро его прикладывать (это называется гасить дугу). в этот момент металл не должен успеть остыть. Далее необходимо полностью сварить листы, стык- прерывистым швом, при этом нужно электрод помещать время от времени в холодную зону стыка, - это позволит металлу избежать сильного коробления.
Нужно помнить, что чем короче непрерывный шов, тем металл будет коробиться меньше. Далее нужно достичь того, чтобы между краями стали был самый минимальный зазор, в идеале, его, конечно, вообще не должно быть. Чтобы сварить тонкий металл нужна будет подкладка, её нужно положить под стык. Сварить очень тонкую сталь встык без подкладки почти нереально. Метод сварки - точно такой же, как и при сварке металла внахлёст: установить значение тока, использовать прихваты, сварку осуществлять прерывисто. Возможно случится так, что конструкция детали позволяет стальную неубирающуюся подкладку. Тогда нужно под стык между листами металла подложить полоску стали, причём эта полоска должна быть такой же толщины, что и сам лист.
Необходимо следить за тем, чтобы металл очень плотно прилегал к этой полоске. В этом случае подкладка приваривается к детали, тем самым она позволяет сварить её даже если в стыке небольшой зазор. Бывает и так, что нельзя подложить неудаляющуюся подкладку, тогда под стык кладётся толстая полоска из меди, которая предотвращает прожигание листов, потому что отводит тепло. Такую подкладку после сварки нужно вытащить. Если нужно сварить две трубы между собой и они расположены горизонтально, то начинать сварку необходимо с самого низа и сварка будет идти не сверху вниз, а снизу вверх. Подниматься вверх нужно постепенно и плавно, не торопясь, иначе шов будет проварен непрочно или труба вообще может быть прожжена.
Во время работы очень важно уделять внимание качеству шва и проплавлению металла. Можно понять, что сварочный ток превышает норму, когда металл прожигается, в этом случае ток нужно просто уменьшить. Если же какой-либо стык проплавился некачественно, то можно утверждать то, что ток слишком маленький и нужно увеличить напряжение. Инверторные сварочный аппараты могут оптимально плавно менять ток, именно поэтому они очень удобны и просты. Нужно быть предельно аккуратным при сварке металлов и соблюдать все правила, тогда вопрос, как варить инвертором, больше никогда не возникнет и со всей нагрузкой справится даже новичок, никогда не держащий в руках ничего подобного. Удачной сварки!
Особенности сварки тонкого металла инвертором — правила и советы
В настоящее время инверторные сварочные аппараты являются одними из самых доступных. Именно их чаще всего используют в домашних целях для выполнения небольшого объема работ. Но нередко при недостаточном опыте мастера сталкиваются со множественными проблемами – начиная от прожига заготовки и заканчивая недостаточно прочным швом.
Наиболее трудоемкой является сварка тонкого металла — наши советы для начинающих помогут избежать самых распространенных ошибок.
Прежде всего необходимо внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.
Общая схема формирования шва
Кроме вышеописанных параметров, нужно учитывать такие факторы:
- Технические характеристики свариваемого металла. От этого будет зависеть выбор марки электродов .
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указываются на упаковке.
- Подготовить место для проведения работ. Лучше всего выполнять их вне помещения, так как в процессе сварки будет выделяться газ.
Особое внимание нужно уделить марке электродов. Если необходимо варить низкоуглеродистые стали или металлы со средним содержанием этого компонента – выбираются углеродистые электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных сортов стали.
Для сварки тонкого металла рекомендуется использовать марки электродов МР3 и АНО.
Советы
После подготовки рабочего места и металла можно начитать процесс сварки. Для создания комфортных условий рекомендуется использовать специальную маску сварщика «Хамелеон». С ее помощью можно контролировать качество шва без остановки процесса.
Качественное торцевое соединение
Металл должен располагаться на удобном от работника расстоянии. При надобности листы (деталь) фиксируются с помощью струбцин. Для лучшего качества сварного соединения рекомендуется выполнять рекомендации от профессионалов.
Электроды следует подключить к положительной клемме. Таким образом на поверхность металла не будет оказываться избыточная термическая нагрузка. Используя такое подключение, можно получить качественный широкий шов с неглубокой проплавкой.
Положение
Во время выполнения работ место сварки должно быть в зоне видимости. Независимо от направления, угол наклона электрода составляет 30-35° относительно шва. Так можно контролировать состояние металла и газовой ванны. Следует опасаться вытекания расплавленной массы из области сварки.
Сначала электрод подносится к материалу, но не касается его. По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
Теплоотвод
Одной из самых распространенных ошибок неопытного сварщика является перегрев стали. В особенности это актуально для тонкостенных деталей и листов. Поэтому нужно организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди. Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла, не образуя зазоры.
Это лишь небольшая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного шва в тонкостенном металле необходимы две составляющие – хороший инвертор и опыт. Последний приходит со временем, и чем больший объем работ выполняется – тем быстрее можно научиться делать хороший сварной шов.
Поделись с друзьями:
Читают сейчас:
Источники: http://dachnoe-delo.ru/kak-svarit-metall-invertorom/, http://uznay-kak.ru/dom-sad-i-ogorod/remont/kak-varit-invertorom-tonkiy-metall, http://ismith.ru/welding/svarka-tonkogo-metalla-invertorom/
Комментариев пока нет!
kakdelat-pravilno.ru