Сверление отверстий в металле технология инструмент способы. Технология глубокое сверление отверстий в металле
Получение отверстий большой длины - Глубокое сверление
Категория:
Глубокое сверление
Получение отверстий большой длиныВо всех областях машино- и приборостроения применяются детали, имеющие глубокие отверстия. Массовыми потребителями деталей с глубокими отверстиями являются общее и специальное машиностроение, судостроение, авиастроение, нефтяное и химическое машиностроение, приборостроение и др.
Детали с глубокими отверстиями встречаются самой разнообразной формы. Производятся они различными методами, с различной точностью и чистотой обработки, из различных материалов и имеют большой диапазон диаметров и длин.
Большинство металлических и неметаллических деталей, имеющих глубокие отверстия, изготовляется без применения глубокого сверления. Чаще всего глубокие отверстия выполняются металлургическими методами: методами литья, гибкой или завивкой листового материала с последующей сваркой в трубы, различными методами прокатки, волочением, экструзией и др.
На рис. 1 в качестве примера показан корпус стеклоочистителя трактора К-700, имеющий два глубоких отверстия. Корпус стеклоочистителя изготовлен литьем под давлением из сплава марки ЦАМ4-1. Для получения глубоких отверстий малых диаметров и глубоких отверстий в труднообрабатываемых материалах в последнее время успешно применяют физико-химические процессы: электроэрозионный, анодномеханический, ультразвуковой и др.
На рис. 2 приведены три полых цилиндра, имеющих глубокие отверстия диаметром 20-80 мкм. Отверстия в них получены электроэрозионным методом. Материал цилиндров — твердый сплав марки ВК20.
В отличие от сверления, многие из указанных методов не требуют для изготовления отверстий относительного вращения заготовки и инструмента, а поэтому позволяют довольно просто получать цилиндрические отверстия не только круглого сечения, но и других профилей.
Применение сверления вместо других упомянутых выше методов образования глубоких отверстий производится либо тогда, когда оно является наиболее производительным, либо тогда, когда сверление обеспечивает наиболее полные требования точности или чистоты обработки. В ряде случаев глубокое сверление, особенно скоростное, превосходит по производительности и качеству выполнения операции все другие существующие технологические процессы.
Самым распространенным методом обычного (неглубокого) сверления является сверление так называемыми спиральными сверлами.
Однако этот метод успешно применяется только при глубине сверления, равной не более 3-5 диаметрам сверла. При сверлении же более глубоких отверстий приходится применять прерывистый процесс, так как необходимо часто выводить спиральное сверло из отверстия для очистки от стружки, смазки и охлаждения. Подобная работа, даже если она производится автоматически, резко снижает производительность сверления.
Важным фактором, от которого зависит непрерывность протекания процесса сверления, является отвод образующейся стружки.
Рис. 1. Корпус стеклоочистителя трактора К-700
Рис. 2. Твердосплавные цилиндры с глубокими отверстиями 0 20-80 мкм
Рис. 3. Спиральное сверло с каналами для подвода охлаждающей жидкости при глубоком сверлении
Рис. 4. Сверло конструкции СКБ-8 1 — 2 — глубокие отверстия и 3,1 мм, длиной 70 мм
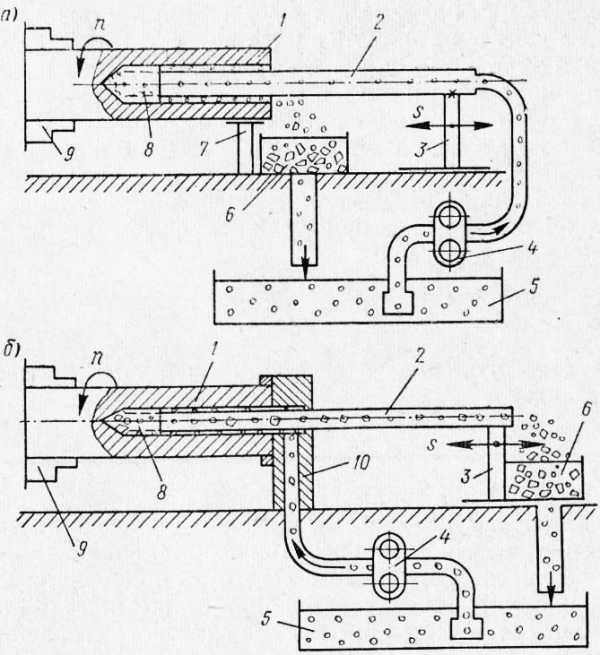
Рис. 5. Схемы отвода стружки из зоны резания при глубоком сверлении: а — наружный отвод стружки; б — внутренний отвод стружки: 1 — заготовка; 2 — стебель; 3 — стеблевой суппорт; 4 — насос; 5 — резервуар для охлаждающей жидкости; 6 — стружкоприемиик; 7 — люнет; 8 — сверло; 9 — патрон; 10 — маслоприемник
Чем больше глубина сверления, тем затруднительнее отвод стружки из зоны резания. Спиральные сверла не обеспечивают надежного стружкоотвода. Имеющиеся конструкции спиральных сверл (рис. 3) с внутренними канавками для подвода к режущим кромкам смазочно-охлаждающей жидкости весьма сложны в изготовлении и не получили широкого распространения в промышленности.
В настоящее время некоторое распространение получили сверла конструкции СКБ-8 (рис. 4), отличающиеся от обычных стандартных сверл более крутыми канавками для отвода стружки. По своему виду данное сверло напоминает бурав для сверления древесины. Стружкоотвод у сверл подобного типа лучше, чем у обычных спиральных сверл, но не гарантирует от возможных заклиниваний удаляемой стружки.
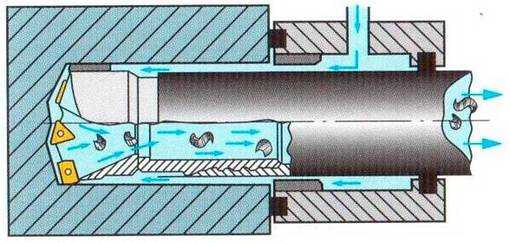
На практике глубокие отверстия сверлятся обычно непрерывно с принудительным либо наружным, либо внутренним отводом стружки. Принудительный отвод стружки осуществляется обычно жидкостью, подводимой в зону резания под давлением. Весьма редко вместо жидкости применяют сжатый воздух. Для создания циркуляции жидкости применяется специальная оснастка и оборудование.
На рис. 5 показаны упрощенные схемы обоих методов глубокого сверления.
При наружном отводе стружки (рис. 5, а) жидкость поступает от насоса через внутреннюю полость стебля и сверла в зону резания и вместе со стружкой отводится через зазоры между сверлом со стеблем и поверхностью образующегося глубокого отверстия в стружко-приемник. Стружкоприемник задерживает стружку, а жидкость стекает в отстойник резервуара. В резервуаре (баке) жидкость очищается от механических примесей, охлаждается и вновь насосом направляется через трубопровод (гибкий шланг) и стебель сверла в зону резания.
При внутреннем отводе стружки (рис. 5, б) жидкость направляется насосом в специальное устройство — маслоприемник. Из маслоприемника жидкость поступает в зону резания через зазоры между наружной поверхностью стебля со сверлом и образующейся поверхностью глубокого отверстия. Затем стружка вместе с жидкостью вымывается в стружкоприемник через внутреннюю полость сверла и стебля. Далее путь жидкости до насоса аналогичен описанному выше.
Таким образом, современный процесс глубокого сверленияв общих чертах характеризуется как непрерывный процесс образования в сплошном материале заготовки отверстий с относительной длиной более 3-5 диаметров сверления с применением специальных сверл, оснастки и оборудования, обеспечивающих принудительный отвод стружки из зоны резания.
При глубоком сверлении различают сплошное и кольцевое сверление.
При сплошном сверлении (рис. 6, а) весь материал, расположенный в объеме будущего отверстия, измельчается в стружку. При кольцевом сверлении, которое иногда называют трепанацией, в стружку переводится только кольцевая полость (рис. 6, б). В центре образующегося отверстия остается стержень (или керн), используемый иногда в качестве заготовки для различных деталей.
Если сверление сквозное, то высверливаемый стержень.
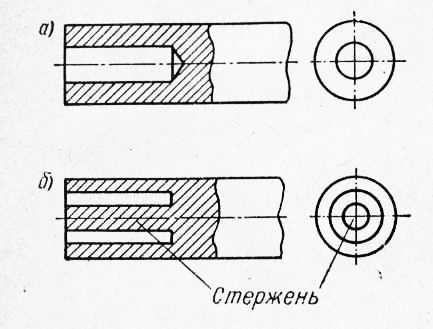
Рис. 6. Разновидности глубокого сверления: а — сплошное сверление; б — кольцевое сверление
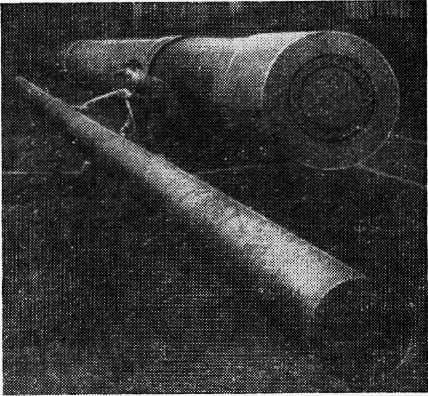
Рис. 7. Поковка и.высверленный стержень при двустороннем глубоком сверлении
Глубокое сверление занимает особое место среди операций, применяемых при обработке деталей, имеющих большую относительную длину. Специфичность этой операции заключается как в том, что инструмент должен прокладывать себе путь в сплошном материале, не имея заранее подготовленной опоры и жесткого направления, так и в том, что от качества проведения глубокого сверления существенно зависит структура последующего технологического процесса. Типичным для глубокого сверления также является невозможность непосредственного наблюдения за ходом процесса и трудность выполнения данной операции на универсальном оборудовании без его основательной подготовки.
полностью отделяется от заготовки в конце прохода. Если же сверление глухое, то его необходимо удалять специальными приемами.
В большинстве случаев при необходимости сверления глухих отверстий предпочитают применять только сплошное сверление. Когда же необходимо просверлить сквозное отверстие очень большой относительной длины или сверлить детали из труднообрабатываемых материалов, применяют двустороннее сверление.
На рис. 7 показана крупная стальная поковка, предназначенная для двустороннего кольцевого сверления, а слева от нее расположен высверленный стержень, полученный при сверлении подобной заготовки. На торце заготовки показана полость, превращаемая при кольцевом сверлении в стружку.
Запроектированный технологический процесс глубокого сверления обычно оценивается по трем показателям:1) по производительности;2) по соответствию качества выполнения отверстия техническим требованиям на операцию;3) по общей стоимости изготовления детали с глубоким отверстием.
Перечисленные дефекты, кроме эллиптичности, являются следствием уводов сверла от заданного направления. Под уводом оси отверстия в данном сечении или на торцах заготовки после сверления (растачивания) понимают отклонение оси полученного отверстия от оси отверстия, намеченного чертежом.
На рис. 8 показаны детали с правильно просверленным отверстием (рис. 8, а) и отверстиями с дефектами, полученными при глубоком сверлении (рис. 8, 6-8, и).
При выполнении любой технологической операции могут быть получены дефекты, в ряде случаев приводящие к неисправимому браку. Дефекты, которые могут сопровождать операцию глубокого сверления, весьма разнообразны и им поэтому посвящен следующий параграф данной главы.
От качества сверления, а следовательно, и от назначения припусков на последующие операции зависит дальнейший процесс обработки не только отверстия, но и всей детали в целом. Поэтому стоимость выполнения операции глубокого сверления необходимо рассматривать не изолированно, а с учетом стоимости всей обработки детали.
Читать далее:
Дефекты обработки глубоких отверстий
Статьи по теме:
pereosnastka.ru
Сверление отверстий в металле технология инструмент способы
 Рассверливание металла — это одна из многочисленных операций, которая часто выполняется при слесарных работах. Сверление производится для различных разборных/неразборных соединений, когда требуются определенного диаметра отверстия для заклепочных, болтовых либо шпилечных креплений.
Рассверливание металла — это одна из многочисленных операций, которая часто выполняется при слесарных работах. Сверление производится для различных разборных/неразборных соединений, когда требуются определенного диаметра отверстия для заклепочных, болтовых либо шпилечных креплений.
Сам по себе металл — высокопрочный материал, поэтому при работе с ним независимо от того, требуется его рассверлить или прорезать, используются режущие инструменты, которые намного прочнее его. Сверление металлических деталей может производиться как в специальных промышленных мастерских, так и в домашних условиях при проведении различных ремонтных работ, в гараже или небольшой мастерской. Для домашнего сверления обычно используется ручная электродрель.
Технология сверления
 Просверливание отверстий в металлических заготовках или деталях — это определенная технология снятия тонких многочисленных слоев металла сверлом, вращающимся вокруг своей оси. При этом главным условием сверления является удержание сверла, закрепленного в патроне дрели, четко в перпендикулярном положении по отношению к просверливаемой заготовке.
Просверливание отверстий в металлических заготовках или деталях — это определенная технология снятия тонких многочисленных слоев металла сверлом, вращающимся вокруг своей оси. При этом главным условием сверления является удержание сверла, закрепленного в патроне дрели, четко в перпендикулярном положении по отношению к просверливаемой заготовке.
Особенно это важно при сверлении толстого металла. Если во время работы сверло отклонится по отношению оси просверливаемого отверстия, оно просто сломается. Чтобы этого не произошло, дрель должна быть жестко зафиксирована. Для этого предусмотрены специальные приспособления, которые можно купить в магазине для инструментов или изготовить своими силами.
Режимы сверления
При работе со сверлом важно не только жестко его закрепить, но и выбрать оптимальный режим его вращения. При обработке металла важным фактором остается количество сделанных сверлом оборотов за определенный период времени и усилие, которое на него передается за это время для обеспечения заглубления в металл.
Для работы с металлами разной твердости рекомендуются и сверла, предназначенные для различных режимов работы. Режим скорости оборотов сверла напрямую зависит от толщины и твердости металла, а также диаметра самого сверла. Чем прочнее обрабатываемый материал и больше диаметр сверла, тем режим сверления должен быть медленнее. Показателем правильно выбранного режима является длинная, спиралевидная стружка.
Разметка керном, шаблон и кондуктор
Просверливать металл можно по выполненной керном разметке, использовать шаблон либо специальный кондуктор.
Керн – это остро заточенный металлический штырь, изготовленный из сверхпрочной стали. С его помощью на подготовленной для сверления металлической детали в месте, где планируется просверлить отверстие, делается небольшое углубление для сверла.
Для этого керн острым концом ставится в предполагаемую точку рассверливания, после чего по нему наносится сильный удар молотком. В оставленное керном углубление вставляется острие сверла и начинается сверление, при этом в начале работы сверло уже не сможет сместиться в сторону от размеченной точки.
Чтобы разметить центр заготовки цилиндрической формы, опытные слесари часто используют полоску жести, изогнутой под 90 градусов. При этом одно плечо должно соответствовать диаметру заготовки, оно накладывается на заготовку, после чего вдоль его края проводится линия карандашом. Операция проводится 2-3 раза, а точка пересечения линий будет указывать на центр цилиндра, где керном можно сделать углубление для сверла.
 Шаблон делается для разметки однотипных заготовок, на которых намечается несколько точек для сверления. Он очень удобен, когда нужно работать с несколькими деталями из листового металла, которые укладываются в общую стопку и закрепляются между собой струбциной.
Шаблон делается для разметки однотипных заготовок, на которых намечается несколько точек для сверления. Он очень удобен, когда нужно работать с несколькими деталями из листового металла, которые укладываются в общую стопку и закрепляются между собой струбциной.
В случае когда нужна высокая точность и перпендикулярность просверливаемого канала или нужно строго выдержать расстояние между несколькими отверстиями, рекомендуется использовать кондуктор. Также кондуктор будет необходим при работе с тонкостенными трубами, когда керном будет невозможно сделать углубление для сверла.
При глубоком сверлении, чтобы жестко зафиксировать дрель в перпендикулярном положении к заготовке, применяются специальные приспособления.
Приспособления для сверления
Работа с металлом является довольно трудоемким процессом даже для опытных специалистов. Порой нужно длительное время удерживать дрель в строго одном положении к обрабатываемой детали. Чтобы облегчить труд и качественно просверлить металл, используется приспособление для сверления под прямым углом.
Такие приспособления бывают трех видов:
- Кондуктор для направления сверл.
- Направляющий фиксатор для дрели.
- Стойка для удержания дрели.
Кондуктор для направления сверл
 Это устройство в виде коробки с установленными внутри направляющими втулками, которые изготовлены из сверхпрочной стали, не поддающейся воздействию сверла. Кондуктор можно использовать практически под все диаметры сверл до 20 мм. После установки этого приспособления над центром намеченного отверстия, сверло уже не уведет в сторону от его оси
Это устройство в виде коробки с установленными внутри направляющими втулками, которые изготовлены из сверхпрочной стали, не поддающейся воздействию сверла. Кондуктор можно использовать практически под все диаметры сверл до 20 мм. После установки этого приспособления над центром намеченного отверстия, сверло уже не уведет в сторону от его оси
Кондуктором удобно пользоваться для работы с трубами небольшим диаметром, когда невозможно для разметки воспользоваться керном.
Направляющий фиксатор для дрели
Этот механизм предназначен для удержания дрели в неподвижном состоянии при работе. Состоит из двух стоек, жестко закрепленных к подошве в виде большого круга. По стойкам двигается механизм, в который вставляется дрель и фиксируется к нему за шейку. Там же на стойках, под фиксирующим дрель механизмом находятся возвратные пружины.
По мере углубления сверла в металл, под усилием мастера, они сжимаются, но как только усилие прекращается, пружины распрямляются, и механизм, удерживающий дрель, по стойкам поднимается в исходное положение.
Стойка для удержания дрели
По сути, это упрощенный вертикальный станок для сверлильных работ, но с минимальными функциями.
Состоит из массивной плоской подошвы (платформы) и прикрепленной к ней жесткой штанги. Штанга закреплена к платформе строго под прямым углом. На ней же находится подвижная каретка с креплением для удержания дрели, и ручкой для ее управления.
Обрабатываемая деталь закрепляется на платформе при помощи струбцин или тисков. Мастер за ручку опускает каретку с дрелью вниз и удерживает ее во время всего процесса сверления.
Типы отверстий и методы их сверления
Просверленные отверстия в металле могут быть:
- Полностью сквозными.
- Заглушенными.
- Глубокими.
- С большим диаметром.
Сквозные отверстия: пронзают обрабатываемую деталь полностью насквозь. Особенность этого процесса заключается в защите поверхности верстака, на которой находиться заготовка, от повреждения при выходе сверла из детали. При этом может повредиться и сам режущий инструмент. Чтобы такого не произошло, можно использовать:
- Верстаки с отверстиями.
- Под обрабатываемую деталь подложить толстую деревянную прокладку.
- Уложить деталь на два металлических или деревянных бруса.
- На конечном этапе сверления снизить усилие на дрель и уменьшить скорость ее вращения.
Последний способ обычно должен использоваться при высверливании на месте, чтобы рядом расположенные детали не были повреждены.
Глухие отверстия: этот вид сверления выполняется не сквозным методом, а только на установленную глубину. Ограничение глубины высверливания устанавливается следующими способами:
- При помощи втулочного упора.
- Регулировочным упором патрона.
- Закрепленной на станок или дрель линейкой.
- Другими способами комбинирования в виде различных прокладок между дрелью и деталью.
Современные станки оборудованы автоматической подачей бура на заданную глубину, после чего работа прекращается.
 Сверление глубоких отверстий: для этого обычно используется токарный станок. При этом если обрабатывается деталь цилиндрической формы, вращается не сверло, а сама заготовка. Во время работы сверло должно постоянно охлаждаться, а стружка из обрабатываемого прохода удаляться принудительно.
Сверление глубоких отверстий: для этого обычно используется токарный станок. При этом если обрабатывается деталь цилиндрической формы, вращается не сверло, а сама заготовка. Во время работы сверло должно постоянно охлаждаться, а стружка из обрабатываемого прохода удаляться принудительно.
Для этой цели на поверхности глубинного бура расположены специальные канавки. Если они отсутствуют, он должен периодически извлекаться из тела детали и очищаться от металлической стружки. А в качестве охлаждающей жидкости можно использовать обыкновенную воду. Во время глубинного сверления в бытовых условиях нужно обязательно жестко закреплять дрель, иначе после поломки сверла, часть его останется в теле заготовки, которую можно считать испорченной.
Как просверлить отверстие большого диаметра в металле
Данная процедура намного сложнее глубинного бурения. Эта процедура при небольшой толщине металла выполняется специальной коронкой, или обыкновенными бурами для металла за несколько проходок.
Коронка
Состоит из комплекта, куда входит обычное сверло, ровно пробивающее канал в заготовке и самой коронки определенного диаметра. Рабочий процесс производится малыми оборотами дрели, при этом производиться принудительное охлаждение режущих кромок бура и коронки.
Многоэтапное сверление
При большой толщине детали необходимо иметь определенный запас буров, разница которых по диаметру должна быть по отношению друг к другу в пределах 25%. Работу следует начинать самым тонким сверлом. Как только им будет пробурен сквозной канал, производится замена сверла, у которого диаметр больше предыдущего. Таким образом, поэтапно, сверла меняются до диаметра заданного размера.
Ступенчато-конусный бур
Это комплект конусообразных сверл различных диаметров, находящихся на одной общей оси. Довольно удобный инструмент для работы со стальным листовым металлом. Принцип работы практически неотличим от обычного сверления.
Ступенчато-конусный бур заглубляется в заготовку, пока не достигается нужный размер просверливаемого отверстия.
Пробивка отверстий
Технология пробивки отверстий в металлических сплавах довольно распространенная. Она используется при работе с листовым металлом. Преимущества технологии в том, что отверстия пробиваются точно в заданной точке с четким диаметром и практически без потери определенного времени. Для этого используются специализированные прессовочные станки.
Для пробивки тонкого листового металла может использоваться ручной пробойник. Этот инструмент для пробивки отверстий в металле изготавливается из заостренной с одного конца стальной трубы. Для пробойника могут использоваться трубы различного диаметра. Для пробивки отверстия,\ пробойник приставляется к размеченной точке, после чего по нему наносится несколько сильных ударов молотком. В итоге получается аккуратно пробитое отверстие.
Советы мастеров
Работая с любыми электроинструментами, нужно всегда соблюдать технику безопасности и оберегать инструмент от преждевременного износа. Для этого рекомендуется принять во внимание несколько простых советов:
 Перед началом работы следует всегда проверять прочность крепления сверла в патроне дрели.
Перед началом работы следует всегда проверять прочность крепления сверла в патроне дрели.- На одежде не должны болтаться свободно свисающие концы, которые могут намотаться на вращающиеся детали инструмента. Длинные волосы прячутся под головной убор, глаза защищаются очками.
- Бур должен вращаться, когда подносится к обрабатываемой поверхности, тогда он преждевременно не затупится.
- Вынимать бур из просверленного канала следует при включенной дрели, работающей на минимальных оборотах.
- Если режущая кромка бура не углубляется в заготовку, значит, сверло мягче данного металла и его следует заменить.
- Если сверло имеет небольшой диаметр и плохо держится в патроне дрели, на хвостовик, чтобы увеличить диаметр, следует намотать латунную проволоку.
- Чтобы отполированную поверхность детали случайно не повредить, на сверло нужно надеть фетровую или войлочную шайбу.
- Если отверстие сверлится не сквозное, на сверло можно надеть кусочек пенопласта, который будет одновременно играть роль измерителя глубины и сдувать с поверхности мелкую стружку.
obinstrumentah.info
это вид механической обработки материалов. Технология сверления. Оборудование для сверления
Сверление - это один из видов механической обработки материала резанием. В этом методе используется специальный режущий инструмент - сверло. С его помощью можно сделать отверстие разного диаметра, а также глубины. Кроме того, имеется возможность создания многогранных отверстий с разным сечением.
Назначение операции
Сверление - это необходимая операция, если требуется получить отверстие в металлическом изделии. Чаще всего для сверления имеется несколько следующих причин:
- требуется создать отверстие под нарезание резьбы, зенкерование, развертывание или растачивание;
- необходимо разместить в отверстиях электрические кабели, крепежные элементы, продеть через них анкерные болты и т. д.;
- отделение заготовок;
- ослабить разрушающиеся конструкции;
- в зависимости от диаметра отверстия, его можно использовать даже для закладки взрывчатки, к примеру, при добыче природного камня.
Данный список можно продолжать еще долго, но уже можно сделать вывод, что операция сверления - это одна из наиболее простых и в то же время довольно нужных и распространенных вещей.

Расходные материалы
Естественно, что для осуществления процесса сверления необходимо иметь сверла. В зависимости от этого расходника будет меняться диаметр отверстия, а также количество его граней. Они могут быть круглого сечения, а могут быть многогранными - треугольными, квадратными, пятигранными, шестигранными и т. д.
Кроме того, сверление - это операция, при которой сверло будет нагреваться до высоких температур. По этой причине необходимо точно подбирать качество этого элемента, основываясь на требованиях материала, с которым придется работать.
- Довольно распространенный материал для производства приспособлений для сверления - углеродистая сталь. Элементы этой группы маркируются следующим образом: У8, У9, У10 и т. д. Основное предназначение таких расходников - это сверление отверстий в дереве, пластмассе, мягких металлах.
- Далее идут сверла, изготовленные из низколегированной стали. Они предназначаются для сверления тех же материалов, что и углеродистые, но их отличие заключается в том, что у этой марки элементов повышено значение теплостойкости до 250 градусов по Цельсию, а также увеличена скорость сверления.

Улучшенные сверла
Имеется несколько типов сверл, которые предназначены для более качественных материалов:
- Первый тип сверл изготавливается из быстрорежущей стали. Теплостойкость этих расходников намного выше - 650 градусов по Цельсию, а предназначены они для сверления любых конструкционных материалов в незакаленном состоянии.
- Следующая группа - это сверла с твердыми сплавами. Применяются для того, чтобы делать отверстия в любых конструкционных незакаленных сталях, а также в цветном металле. Особенностью является то, что используется сверление на повышенных скоростях. По этой же причине теплостойкость повышена до 950 градусов по Цельсию.
- Одни из наиболее стойких элементов - это сверла с боразоном. Применяются для работ с чугуном, сталями, стеклом, керамикой, цветными металлами.
- Последняя группа - это сверла с алмазом. Применяются для сверления наиболее твердых материалов, стекла, керамики.

Типы станков для сверления
Для проведения операции сверления могут быть использованы следующие виды сверлильных станков:
- Вертикальные и горизонтальные сверлильные устройства. Сверление отверстий для таких машин - основная операция.
- Используются вертикальные и горизонтальные станки расточного типа. Сверление считается вспомогательными операциями для этих устройств.
- Вертикальные, горизонтальные и универсальные станки фрезеровочного типа. Для этих агрегатов сверление также является второстепенной операцией.
- Токарные и токарно-затыловочные станки. На первом типе устройств сверло является неподвижной частью, а вращается сама заготовка. Для второго типа устройства сверление не основная операция, а сверло является неподвижным элементом, как и в первом случае.

Это все типы сверлильных станков, на которых можно проводить все требуемые операции.
Ручные инструменты и вспомогательные операции
Для того чтобы облегчить процесс сверления, используются несколько вспомогательных операций. К ним можно отнести следующие:
- Охлаждение. При сверлении используются разнообразные смазочно-охлаждающие вещества. К ним относится, например, вода, эмульсии, олеиновая кислота. Также могут быть использованы газообразные вещества, к примеру углекислый газ.
- Ультразвук. Ультразвуковые вибрации, которые производит сверло, используются для увеличения производительности процесса, а также для усиления дробления стружки.
- Подогрев. Для того чтобы улучшить сверление металла, имеющего высокую плотность, его предварительно разогревают.
- Удар. Для работы с некоторыми поверхностями, например с бетоном, необходимо использовать ударно-поворотные движения, чтобы увеличить производительность.

Осуществлять эту процедуру можно не только на станках в автоматическом режиме, но и на ручном оборудовании. Ручное сверление предполагает использование таких инструментов, как:
- Механическая дрель. Для сверления используется механическая сила человека.
- Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети.
Виды процедуры и охлаждение
Имеется несколько основных видов сверления - это оборудование цилиндрических отверстий, многогранных или же овальных, а также рассверливание уже имеющихся цилиндрических отверстий для увеличения их диаметра.
Основная проблема, которая возникает в процессе сверления металла, - это сильный нагрев расходуемого элемента, то есть сверла, а также места проведения работ. Температура материала может достигать 100 градусов по Цельсию и больше. Если она дойдет до определенных значений, то возможно возникновение горения или плавки. Здесь важно отметить, что множество сталей, которые используются для производства сверл, теряют свою твердость при нагреве, из-за чего трение будет только увеличиваться, поэтому элемент, к сожалению, будет изнашиваться быстрее.

Для того чтобы бороться с этим недостатком, используют различные охлаждающие вещества. Чаще всего при вертикальном сверлении на станке имеется возможность организовать подачу охлаждающего вещества непосредственно к месту проведения работы. Если же она осуществляется с применением ручных приборов, то через определенный промежуток времени необходимо прерывать процесс и окунать сверло в жидкость.
Суть сверления
Технология сверления отверстий - это процесс образование канавок посредством снятия стружки в сплошном материале при помощи режущего инструмента. Данный элемент совершает вращательные и поступательные или же вращательно-поступательные движения одновременно, чем и образовывает отверстие.
Использование этого вида обработки материала используется для того, чтобы:
- получить неответственные отверстия с низкой степенью точности и классом шероховатости, используемые для крепежных болтов, заклепок и т. д.;
- получить отверстия под нарезание резьбы, развертывание и т. д.
Параметры обработки
Используя процедуру глубокого сверления или рассверливания можно получить отверстия, которые будут характеризоваться 10-й или 11-й степенью квалитета шероховатости поверхности. Если необходимо получить более качественное отверстие, то после завершения процесса обработки необходимо дополнительно зенкеровать и развертывать его.
Для того чтобы увеличить точность работы, в некоторых случаях можно прибегнуть к тщательному регулированию положения станка, правильно заточенному расходному элементу. Также применяется способ, при котором работа осуществляется через специальный прибор, повышающий точность. Данное устройство называется кондуктором. Также имеется разделение сверл на несколько классов. Бывают спиральные с прямыми канавками, перовые, используемые для глубокого или кольцевого сверления, а также центровочные сверла.
Описание конструкции сверла
Чаще всего для работы используется обычное спиральное сверло. Специальные используются намного реже.
Спиральный элемент представляет собой двузубую режущую деталь, которая включает в себя всего две основных части - это хвостовик и рабочая часть.
Если говорить о рабочей части, то ее можно разделить на цилиндрическую и калибрующую. На первой части сверла располагаются две винтовые канавки друг напротив друга. Основное предназначение этой части - это отвод стружки, которая выделяется во время работы. Здесь важно отметить, что канавки обладают правильным профилем, который обеспечивает правильное образование режущих кромок сверла. Кроме того, создается и необходимое пространство, которое нужно для отвода стружки из отверстия.
Технология сверления
Здесь важно знать несколько определенных правил. Очень важно, чтобы форма канавок, а также угол наклона между направлением оси сверла и касательной к ленте были такими, чтобы обеспечить легкий отвод стружки, при этом не ослабив сечения зубьев. Однако же здесь стоит отметить, что эта технология, а особенно числовые значения, будет заметно меняться в зависимости от диаметра сверла. Все дело в том, что увеличение угла наклона приводит к ослаблению действия сверла. Этот недостаток проявляется тем сильнее, чем меньше диаметр элемента. По этой причине приходится подстраивать угол под сверло. Чем меньше сверло - тем меньше угол, и наоборот. Общий угол наклона канавок составляет от 18 до 45 градусов. Если речь идет о сверлении стали, то необходимо использовать сверла с углом наклона от 18 до 30 градусов. Если отверстия делаются в хрупких материалах, например, как латунь или бронза, то угол сокращается до 22-25 градусов.
Принципы проведения работы
Тут важно начать с того, что в зависимости от материала инструмента будет меняться и скорость резания. К примеру:
- Если сверление проводится с использованием элементов из инструментальной стали, то минимальная скорость составляет 25 м/мин, а максимальная - 35 м/мин.
- Если механическая обработка осуществляется сверлами, принадлежащими к категории быстрорежущих, то минимальная скорость - 12 м/мин, а максимальная - 18 м/мин.
- Если используются сверла их твердосплавных материалов, то значения равны 50 м/мин и 70 м/мин.
Здесь важно отметить, что технология сверления предполагает выбор скорости процедуры в зависимости от диаметра самого элемента и малой подачи (с увеличением диаметра растет и скорость).
Характерная особенность проведения работы - это использование стандартного угла при вершине для сверла, который равен 118 градусов. Если необходимо работать с сырьем, которое характеризуется высокой твердостью сплава, то угол нужно увеличить до 135 градусов.
Сохранность сверл
Одной из важных задач при проведении такого типа механической обработки стало то, что нужно сберечь режущие свойства расходника. Сохранность этих параметров напрямую зависит от того, какой способ эксплуатации был выбран и подходил ли он к данному материалу. Например, для того чтобы устранить поломку сверла на проходе, необходимо сильно уменьшать подачу в момент вывода сверла из отверстия.
Особое внимание технологии сверления нужно уделить в тех ситуациях, когда глубина отверстия превышает длину винтовой канавки расходника. В момент ввода сверла стружка все еще будет образовываться, а вот во время выхода ее уже не будет. Из-за этого сверла ломаются очень часто. Если никакого выхода из ситуации нет, то нужно периодически выводить сверло и вручную очищать его от ненужных элементов, то есть стружки.
Коронки для сверления
Для того чтобы проделать отверстие в определенном покрытии, необходимо использовать коронки. Однако и их тоже нужно выбрать правильно, основываясь на определенных параметрах. В настоящее время используется три основных вида материала для создания коронок - это алмаз, победит и карбидо-вольфрам. Особенностью алмазной коронки стало то, что она осуществляет безударное сверление. В таком случае получается более правильная геометрия отверстия.

Основными преимуществами алмазных насадок стало следующее: возможность резки железобетонных материалов, низкий уровень шума и пыли, отсутствие нарушения структуры конструкции, так как технология не использует ударное усилие.
fb.ru
виды инструментов, технология, приспособление для пробивки жести
Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Содержание материала
Необходимые инструменты
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
Также рекомендуем прочитать:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Сверление металла
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
 Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
pochini.guru
Глубокое сверление металла в Москве
На предприятии ООО «Гидротехтрейд» возможно производить глубокое сверление в сплошном металле для гильз, штоков, плит и др. изделий, обращайтесь (495) 660-0423

- Производим сверление в круглых заготовках, сталь 35, 45, 40Х, 30ХГСА.
- Диаметры сверления: 7.2, 12.0, 20.0, 30.0, 50.0 мм. На длину 1250 мм, возможно 2500 мм со сверлением с 2-х сторон с перепадом по оси.
- Минимальная партия: 5 заготовок.
- Срок исполнения: от 4 до 6 недель.
Рассчитать
Технология
Глубокое сверление — это создание и обработка отверстий в металле, при котором глубина получаемого отверстия в пять и более раз превосходит по длине диаметр изделия.
В металлургическом производстве, в авиа и космической промышленности, в нефтегазовой и других областях, применяются отверстия с повышенными требованиям к прецизионной поверхности.
Основная сложность при обработке отверстий на большой глубине — это подвод жидкости и устранение образующийся стружки. Поэтому для проработки глубоких отверстий необходимо использовать специализированное оборудование. Существует несколько типов глубокого сверления: эжекторный, система-STS, пушечными сверлами (одностороннего резания) и др.
Применяемый тип оборудования для сверлений зависит от конкретных параметров отверстий:
- диаметр;
- глубина;

- качество прецизионной поверхности;
- скорость обработки;
- трудоемкость.
Для обработки отверстий возможно применение как станков с ЧПУ так и станков для глубокого сверления, которые дают значительно лучшие результаты.
Возможно и другие диаметры, за консультацией обращайтесь к нашим менеджерам по телефону: (495) 660-0423
РЕМОНТ И ОБСЛУЖИВАНИЕ ЛЮБОЙ ГИДРАВЛИКИ
www.hydrott.ru
Глубокое сверление металлов ООО СЕВЗАПСПЕЦМАШ г. Санкт-Петербург
Сверление глубоких отверстий – это достаточно сложная, трудоемкая операция. Она требует не только познаний специалиста, но и наличия узкоспециализированного оборудования.
Оперативное сверление отверстий в заготовках (изделиях) типа "вал" – глубиной до 1 метра и диаметрами отверстий от 2,5 до 25 мм.
Наша компания имеет в своем станочном парке высокоточный станок с ЧПУ Degen TBH-1000-1 (Германия). Это узкоспециализированный станок для глубокого сверления отверстий ружейными сверлами в изделиях типа "вал".
Технические характеристики:
Длина заготовки - до 1000 мм (до 1200 мм в зависимости от диаметра заготовки)
Возможный диапазон диаметров отверстий от 2,5 до 25 мм.
Максимальный диаметр заготовки до 250 мм.
Минимальная толщина стенки после сверления 1,5 мм.
Мы способны в короткие сроки выполнять сверление больших партий изделий (заготовк), при этом гарантируя высокое качество работы и своевременную сдачу металлоизделий.
Единственный фактор, влияющий на срок изготовления, это наличие у нас инструмента (сверел) необходимого Вам диаметра, что решается достаточно оперативно (не более 3 недель).
Нами используются ружейные сверла лучшего немецкого производителя - Botek.
Мы нацелены на сотрудничество с судостроительными, горнодобывающими, ремонтными организациями, машиностроительными заводами и оборонными предприятиями. Также готовы работать с металлургическим производством, нефтегазовой, авиа и космической промышленностью – сферами, где требования к качеству изделий и отверстий в них повышенные.
Выполняя заказ, мы в обязательном порядке соблюдаем все принципы технологии – индивидуально подбираем скорость вращения сверла, обеспечиваем оптимальное дробление стружки и отвод получаемых отходов из канала в металле. Кроме этого, создаем необходимые для работы условия подачи смазочно-охлаждающей жидкости, чем добиваемся высокого качества внутренней поверхности отверстий.
Мы работаем качественно, прекрасно зная стандарты ГОСТ, и до сегодняшнего дня наша работа принималась Заказчиками без нареканий.




nwsmash.ru
Глубокое сверление услуги — sovetskyfilm.ru
Глубоким сверлением называется технология получения глубокого отверстия в сплошном материале. В литературе часто встречается следующее определение: глубоким называется отверстие с отношением L/D≥5. Однако мы называем глубоким такое отверстие, которое для обработки требует применения технологии глубокого сверления. Основной особенностью технологии является принудительная эвакуация стружки из зоны резания с использованием СОЖ.
Применение глубоких отверстий.
Глубокие отверстия используются в самых разных деталях машин во всех сферах народного хозяйства, например:
- в каналах охлаждения/подогрева в плитах-пуансонах для прессов производства фанеры;
- в стенках кристаллизаторов МНЛЗ.
Сквозные осевые отверстия в деталях типа вал позволяют удалить потенциально дефектное сечение заготовки, а также облегчить деталь практически без потери прочности, а кроме того, в больших деталях обеспечивают термообработку по всему сечению.
Исполнительные пневматические и силовые гидравлические цилиндры имеют своей внутренней поверхностью глубокое отверстие.
Цилиндры гидравлических поршневых и плунжерных насосов, мультипликаторов и гидромоторов.
Элементы бурильных колонн для геологии и разведки полезных ископаемых имеют множество каналов для кабеле- и трубопроводов.
Артиллерийские и ружейные стволы.
Трубы сверхвысокого давления для установок производства ПЭВД имеют своим каналом глубокое отверстие. Такие трубы, как правило, не получить прокаткой или прессованием, и тогда используется глубокое сверление.
Вторая ключевая особенность технологии заключается в том, что инструмент при обработке глубокого отверстия базируется на поверхность самого отверстия, благодаря чему обеспечивается высокая жесткость системы СПИД («станок-приспособление-инструмент-деталь9quot;) т.е. фактически «инструмент-деталь9quot;, так как станок и оснастка большую часть времени обработки практически не оказывают влияния на жесткость системы. Различают сверление с внутренним отводом стружки (одна из разновидностей — эжекторное или двухтрубное сверление — наиболее «гигиеничный9quot; способ, позволяющий использовать универсальное оборудование) и с наружным отводом стружки — пожалуй, самый доступный способ. Сверло глубокого сверления имеет корпус, направляющие и резец/резцы.
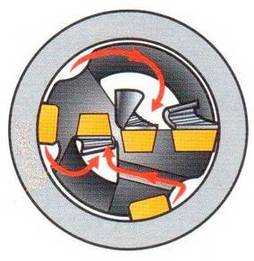
На рисунке схематично показаны потоки СОЖ при взгляде на сверло «из тела» детали.
Сверление глубоких отверстий – это достаточно сложная, трудоемкая операция. Она требует не только познаний специалиста, но и наличия узкоспециализированного оборудования.
Оперативное сверление отверстий в заготовках (изделиях) типа «вал» – глубиной до 1 метра и диаметрами отверстий от 2,5 до 25 мм.
Наша компания имеет в своем станочном парке высокоточный станок с ЧПУ Degen TBH-1000-1 (Германия). Это узкоспециализированный станок для глубокого сверления отверстий ружейными сверлами в изделиях типа «вал».
Длина заготовки — до 1000 мм (до 1200 мм в зависимости от диаметра заготовки)
Возможный диапазон диаметров отверстий от 2,5 до 25 мм.
Максимальный диаметр заготовки до 250 мм.
Минимальная толщина стенки после сверления 1,5 мм.
Мы способны в короткие сроки выполнять сверление больших партий изделий (заготовк), при этом гарантируя высокое качество работы и своевременную сдачу металлоизделий.
Единственный фактор, влияющий на срок изготовления, это наличие у нас инструмента (сверел) необходимого Вам диаметра, что решается достаточно оперативно (не более 3 недель).
Нами используются ружейные сверла лучшего немецкого производителя — Botek.
Мы нацелены на сотрудничество с судостроительными, горнодобывающими, ремонтными организациями, машиностроительными заводами и оборонными предприятиями. Также готовы работать с металлургическим производством, нефтегазовой, авиа и космической промышленностью – сферами, где требования к качеству изделий и отверстий в них повышенные.
Выполняя заказ, мы в обязательном порядке соблюдаем все принципы технологии – индивидуально подбираем скорость вращения сверла, обеспечиваем оптимальное дробление стружки и отвод получаемых отходов из канала в металле. Кроме этого, создаем необходимые для работы условия подачи смазочно-охлаждающей жидкости, чем добиваемся высокого качества внутренней поверхности отверстий.
Мы работаем качественно, прекрасно зная стандарты ГОСТ, и до сегодняшнего дня наша работа принималась Заказчиками без нареканий.




Прямолинейность. Под прямолинейностью понимают линию обработанной поверхности. В этом её отличие от соосности. При достигнутой соосности не всегда удаётся получить прямолинейность. Наилучшая прямолинейность достигается при противоположном вращении заготовки и инструмента, наихудшая — при вращении инструмента и неподвижной заготовке. Точность и шероховатость. Часто при глубоком сверлении в сплошной заготовке невозможно получить необходимые точность и шероховатость одним инструментом. Тогда производят операцию предварительного сверления и окончательного сверления (в этом случае сверло работает как расточной резец или зенкер)Увод сверла от оси. Чтобы выдержать соосность, сверление производят по предварительно просверленному отверстию меньшего диаметра (это даёт направление), либо с применением специальной кондукторной втулки и дополнительных опор инструмента. При сверлении пересекающихся отверстий (гидрооборудование и др.) возможен увод инструмента от оси. В этом случае применяется пушечное сверление
- Мы просим заказчиков поставлять детали для глубокого сверления без центровочного отверстия, так как из-за особенностей расположения режущих пластин сверла возможен увод инструмента на стадии засверливания.
- При сверлении двух и более параллельных частично перекрывающихся отверстий, отверстие, просверленное первым, заглушается сплошным стержнем необходимого диаметра.
- Плохо обработанный торец заготовки также может служить причиной увода сверла от оси в начальной стадии засверливания. Торец заготовки должен быть строго перпендикулярен перемещению инструмента.
Удаление стружки. Из-за большой глубины сверления затруднительно удаление стружкипо спирали традиционного режущего инструмента. Накопление (пакетирование) стружки искажает геометрию отверстия, не даёт нужной шероховатости. Особенно подвержены пакетированию стружки детали из нержавеющей и низколегированной стали. Стружку в этом случае необходимо измельчать (дробление стружки) и принудительно удалять из зоны резания. Измельчение стружки достигается геометрией специального режущего инструмента, подбором режимов резания или сообщение инструменту движений в режиме вибрации (вибрационное сверление). Удаление стружки осуществляется либо многократным отводом инструмента (при этом падает производительность), либо её вымыванием из зоны резания охлаждающей жидкостью под высоким давлением. Такое давление могут обеспечить шестерёнчатые и винтовые насосы. В качестве СОЖ наилучшие и стабильные результаты показывает масло, водная эмульсия рекомендуется как бюджетная альтернатива при постоянной загрузке оборудования (отсутствие разложения компонентов СОЖ).
Мы предоставляем профессиональные услуги по сверлению и зенкерованию отверстий в металлических деталях и заготовках. Сверление применяется для создания цилиндрических отверстий заданной глубины и диаметра. Для эффективной обработки различных металлов и сплавов применяются специализированные разновидности сверл: из низколегированной, углеродистой или быстрорежущей стали, оснащенные наконечником из алмаза или боразона.
Сверление отверстий в металлических деталях и заготовках выполняется на горизонтально-сверлильных и вертикально-сверлильных станках, на токарных, токарно-револьверных станках, а также на горизонтально-расточных и вертикально-расточных станках. Обработка чугунных, латунных и бронзовых заготовок выполняется без принудительного охлаждения. Сверление стальных и алюминиевых деталей осуществляется с обязательным охлаждением сверла.



Глубокое сверление выполняется удлиненными сверлами, изготовленными из твердого сплава или быстрорежущей стали. Обработка деталей из алюминиевых сплавов осуществляется однолезвийнымиинструментами с углом заточки при вершине, составляющим 180 градусов. Глубокое сверление отверстий в металле осуществляется при оптимальном сочетании скорости подачи и скорости вращения детали для нормального дробления металлической стружки и полноценного отвода отходов из канала.
Применение специализированных маслонасосов, адаптированных для перекачивания вязких жидкостей, обеспечивает бесперебойную подачу смазочно-охлаждающей жидкости для снижения трения и эффективного отвода тепла. Для формирования отверстий большого диаметра, значительно превышающего параметры стандартных сверл и зенкеров, осуществляется расточка отверстий на токарном станке с использованием специализированных расточных резцов. Применение технологии растачивания особо актуально при высоких требованиях к прямолинейности оси отверстия и к точности размеров.
Рассверливание и обработка отверстий применяются для увеличения их диаметра, улучшения качества формируемой поверхности и повышения класса точности обработки. Для зенкерования, применяемого после сверления, а также при обработке литьевых отверстий, применяется специализированныймноголезвийный инструмент, оснащенный твердосплавными пластинами или изготовленный из быстрорежущей стали. Зенкерование выполняется на сверлильных, токарных, фрезерных или расточных станках, а также может осуществляться на агрегатных станках при автоматическом выполнении операций металлообработки.
- Токарной обработке
- Фрезерной обработке
- Глубокому сверлению диаметром от 3 до 10 мм. на глубину до 650 мм. включительно
- Глубокому развертыванию
- Хонингованию отверстий
- Финишной обработке деталей
- Изготовлению чертежей
- Разработке комплекта конструкторской документации
- Отработке технологического процесса
- Электроэрозионной обработке
- EDM обработке
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru