Чем варить нержавейку в домашних условиях. Чем лучше варить нержавейку
Сварка нержавейки - самые популярные способы
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
wikimetall.ru
Сварка нержавеющей стали в домашних условиях
Использование нержавеющей стали во многих изделиях продлевает их срок эксплуатации и улучшает внешний вид. Легированные металлы широко применяются в химической промышленности, машиностроении, и изготовлении бытовых емкостей и полотенцесушителей. Но порой этот материал, под действием блуждающих токов или сильной коррозионной среды, дает течь. Начинающие сварщики, в попытках исправить положение, сталкиваются с несколькими трудностями по работе с таким металлом. Или же возникает потребность соорудить собственную емкость из легированной стали. Как варить нержавейку правильно, чтобы швы оставались герметичными? Сколько существует способов сварки нержавейки и какой из них лучше? Что наиболее подойдет для работы в домашних условиях?

Особенности сварки
Варить нержавеющую сталь возможно несколькими способами, но в каждом из них необходимо учитывать специфические особенности материала. Работа с легированной сталью отличается от низкоуглеродистой тем, что свариваемый металл позволяет формировать ровные швы, требующие минимальной обработки. Благодаря шлифовке и полировке можно получить идеальный вид поверхности, которую не нужно красить.
Но в том, как сваривать нержавейку, есть и свои трудности. Они заключаются в следующем:
- Линейное расширение металла проявляется сильнее, чем у других видом стали. Из-за этого изделие значительно удлиняется во время нагрева от сварки, а по окончании процесса возвращается в первоначальную форму. Это создает два распространенных дефекта при сварке нержавейки. Во-первых, изделие сильно деформируется (образовываются волны, дугообразные прогибы), что портит внешний вид и требует правки геометрических форм. Во-вторых, происходит растяжение сварочного шва, который может не выдержать такого микродвижения и дать трещины. Правильная сварка нержавеющей стали подразумевает ведение дуги на меньших токах, чтобы минимизировать прогрев изделия, и подбор качественных присадочных материалов. В изделиях, которые толще 7 мм, применяется предварительный подогрев всей поверхности током.
- В расплавленном состоянии нержавейка быстро взаимодействует с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то металл будет сильно пениться и шов не получится. Слабая защита сварочной ванны позволяет выполнить работу, но дает много пор. Поэтому заварить легированную сталь качественно можно только в хорошей защитной среде. Это обеспечивает специальная обмазка электродов или инертные газы.
- Хорошая теплопроводность и низкая температура плавления материала создают еще одну трудность для сварки нержавеющей стали — выгорание легирующих элементов. Так, после нескольких месяцев, на свариваемом материале можно обнаружить следы коррозии. Чтобы предупредить этот дефект, необходимо выполнять шов немного быстрее, чем на низкоуглеродистой стали. Правильно установленная сила тока тоже играет важную роль.
Зная о вышеописанных свойствах металла можно выбирать верные режимы сварки и правильные расходные материалы, что позволит получить качественный результат.
Подготовка металла
Как правильно варить нержавейку показано на различных видео. Но все эти способы подразумевают предварительную подготовку материала под сварку. Эти этапы включают ряд действий:
- Изделие требуется очистить от масла и мусора.
- Тонкие платины (от 0,5 до 1,5 мм) не нуждаются в зазоре, а наоборот их требуется плотно подвести друг ко другу.
- В материале с толщиной от 4 мм и выше, для качественного провара, требуется выполнить разделку кромок. Это производится «болгаркой» или напильником. Благодаря этому будущий шов становится немного шире и глубже, что лучше связывает свариваемые стороны.
- Между пластинами выставляется зазор в 1-2 мм.
- Детали толще 7 мм рекомендуется предварительно подогревать.
- Чтобы зафиксировать пластины и не дать им изменить положение во время сварки, ставится несколько прихваток по всей длине соединения.
- После этого можно приступать к ведению шва.
Чем варить нержавейку: суть методов и технология процесса
Технология сварки легированных сталей подразумевает использование электрической дуги, позволяющей плавить металл, и создания защитного газового облака. Существует три способа сварить нержавейку.
Покрытыми электродами (MMA)
Суть метода заключается в использовании источника тока (трансформатор с выпрямителем или инвертор), подсоединяемого одним концом (массой) к изделию, а вторым к держателю электрода. Сварочный ток создает дугу между ними, способную плавить металл и формировать шов. Кроме краев пластин плавится и стержень электрода, который состоит из похожего по составу к основному металла. Сварочную ванну защищает обмазка электрода, которая расплавляется и выделяет особый газ.
ММА — это отличный вариант, когда требуется сварка нержавейки в домашних условиях. Аппараты доступны по цене и компактны для хранения в кладовке или гараже. Транспортировка не требует много места, а легкий вес позволяет работать на любой высоте. Электроды по нержавейке доступны в продаже.
После подготовки металла процесс сварки выполняется ведением электрода по линии соединения. Первый проход необходимо произвести ровно, наклонив электрод на себя или в удобную сторону. В этом же направлении и ведется шов. Расстояние между концом электрода и поверхностью металла выдерживается в 3-5 мм. Когда свариваемые пластины толстые, то требуется несколько проходов. После каждого следует отбивать шлак. Многопроходные швы ведутся с легкими колебаниями электрода для придания чешуйчатости и заполнения места соединения.
Настройки на аппарате выставляются соответственно изделию:
| Толщина пластин, мм | Напряжение, V | Диаметр электрода, мм | Сила тока, А |
| 1 | 11 | 2 | 30-40 |
| 1.5 | 12 | 2 | 40-60 |
| 2 | 13 | 2 | 55-75 |
| 3 | 15 | 3 | 90-100 |
Полуавтоматом
Нержавеющие стали свариваются отлично полуавтоматом. Это более изящный процесс, позволяющий быстро и качественно заварить соединение любой толщины. Источником тока выступает аппарат с постоянным напряжением или инвертором. Масса крепится на изделие, а «плюс» подсоединяется к специальной горелке.
Горелка совмещает в себе подачу тока и подвод инертного газа в зону сварки. Электричество передается по кабелю и специальному мундштуку-контактору. Газ идет по параллельно уложенной в рукаве шланге и выходит через сопло. В качестве присадочного материала выступает проволока, автоматически подающаяся тяговым механизмом. Напряжение через мундштук переходит на проволоку и между ней и изделием возбуждается дуга. Одновременно происходит обдув защитным газом, предотвращающий контакт с внешней средой. Для соединения нержавейки используют чистый аргон или его смеси с углекислотой.
Проволока должна быть из того же материала, что и свариваемые детали. Ее диаметр и скорость подачи выставляются исходя из толщины изделия и пространственного положения. Рекомендуемые параметры следующие:
| Толщина изделия, мм | Сила тока, А | Диаметр проволоки, мм | Скорость подачи, м/ч |
| 1.5 | 80-100 | 0,8-1,0 | 160-180 |
| 2 | 130 | 1.2 | 180-230 |
| 3 | 160-200 | 1,2-1,4 | 350-400 |
| 5 | 200-300 | 1,2-1,6 | 450-650 |
Для создания особо прочных швов, подвергающихся химическому воздействию на предприятиях, применяют порошковую проволоку, которая имеет трубчатое строение и включает в себя флюс, дополнительно защищающий зону сварки. После окончания шва флюс застывает на поверхности в виде шлака и требует отбития. Швы ведутся с колебательными движениями, справа налево или наоборот. Важно следить за полным заполнением зоны соединения присадочным металлом. Это хорошо контролировать, поскольку при сварке обычной проволокой нет шлака, мешающего обзору.
Полуавтоматические аппараты стоят дороже инверторов и требуют дополнительной оснастки баллоном, редуктором и шлангами. Но благодаря такому способу сварки можно быстро вести работы.
Аргоновая сварка
Сварка тонкой нержавейки особенно хорошо удается аппаратами с постоянным током и не плавящимся электродом. Масса от оборудования подключается к пластинам, а + крепится к горелке. Аппарат выдает постоянный ток, полярность выставляется обратная. По каналу к горелке подводится напряжение и газ. Ток передается через прижимной механизм на вольфрамовый электрод. Между ним и пластинами зажигается электрическая дуга. Кончик электрода, заточенный как игла, позволяет формировать тонкие швы, на миллиметровом железе. Сам электрод не плавится, а лишь нуждается в периодической заточке. Оплавляются кромки свариваемого материала и дополнительно подается присадочная проволока. Она должна быть из однородной стали со свариваемым изделием. В процессе задействованы обе руки сварщика, поэтому данный метод требует определенных навыков и тренировок.
Защитным газом выступает аргон, подающийся по шланге в аппарат. Его продувка не только ограждает сварочную ванну от внешней среды, но и помогает остужать электрод и конец зоны сварки.
Швы таким методом ведутся справа налево, с наклоненной горелкой. Если необходимо тоненькое соединение, то никаких колебаний не требуется. В случае широких стыков, выполняются поперечные движения электродом. Зазор между ним и изделием поддерживается на расстоянии 5 мм. Вылет электрода из сопла тоже устанавливается 5-6 мм, чтобы было удобно вести шов, но не перегревать вольфрам. Рекомендуются следующие параметры:
| Толщина материала, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 10 | 1.6 |
| 1.5 | 45-55 | 12 | 2.3 |
| 2 | 60-80 | 15 | 2.3 |
| 3 | 90-110 | 16 | 2.3 |
Сваривание нержавейки — это интересный процесс, позволяющий получить качественное соединение, способное служить длительный срок. В домашних условиях наиболее подходит сварка покрытым электродом инвертором. Но если предстоит большой объем работ, то лучше воспользоваться полуавтоматом. Для соединение тоненьких пластин идеальна аргоновая сварка.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Чем варят нержавеющую сталь: разные методы
Перед тем как начать процедуру сварки нержавейки, необходимо изучить все возможные особенности такой сварки. Варить нержавейку — не самое простое занятие, сложность которого зависит от множества нюансов.
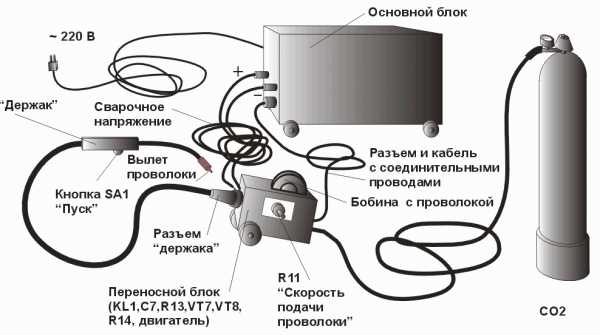
Схема сварочного полуавтомата.
Один из важнейших — это хорошая свариваемость, иными словами, первостепенная возможность металла создавать сварное соединение.
Первостепенные особенности, которые в обязательном порядке могут повлиять на качество сварки:
Сварка нержавейки полуавтоматом.
- Линейное расширение и литейная усадка. Если усадка высокая, то шанс возможной деформации металла во время работы со сварочными электродами и после увеличивается. А если детали, которые нужно сварить, достаточно широкие и между ними нет зазора, то увеличивается возможность возникновения больших трещин.
- Теплопроводность — в нержавейке она снижена практически в два раза, по сравнению с другими металлами, поэтому при ее сваривании необходимо уменьшать силу тока на 15-20%.
- Электрическое сопротивление достаточно высокое, поэтому сварка обычными электродами невозможна из-за их чрезмерного нагрева. Поэтому изготавливают особые электроды на основе хромоникелевых стержней, длиной не более 3,5 см для сварки нержавейки.
- Межкристаллитная коррозия — нержавейке присуща возможность терять антикоррозийные свойства, если термический режим сварки будет неправильным или же будет подобран не тот аппарат. Суть данного процесса заключается в том, что при достижении температуры более чем 500 градусов Цельсия на металле по краю возникает карбид хрома и железа, что ведет к коррозии металла. Однако существуют методы борьбы с этим, например, быстрое охлаждение разнообразными способами.
Особенности сварки нержавеющей стали
Двойной пульс для совершенной сварки алюминия и нержавейки.
Для того чтобы правильно и качественно сварить нержавеющую сталь, необходимо также учесть тот факт, что некоторые ее физические свойства отличаются от обычной стали:
- удельное электрическое сопротивление — в 6 раз выше;
- точка плавления — ниже на 100 градусов Цельсия;
- теплопроводность — меньше на 2/3;
- тепловое расширение — вполовину выше.
Существуют совершенно разнообразные методы сваривания стали своими руками. К примеру, дуговую сварку с использованием особых вольфрамовых электродов, проводящуюся в инертной среде, используют, если толщина металла превышает 1,5 мм. Если нужно сварить тонкую сталь или трубы, то лучше всего прибегнуть к свариванию с помощью плавящихся электродов в среде инертного газа.
Дуговая импульсивная сварка должна быть применима сугубо для листов стали, толщина которых составляет 0,8 мм. Короткой дугой с использованием плавящихся электродов варить стоит сталь толщиной от 0,8 до 3,0 мм, а струйным переносом металла — сталь с толщиной листов свыше 3,0 мм.
Если же рассматривать плазменную сварку, то можно сделать вывод, что она подойдет для очень широкого разброса толщины, поэтому и применяется гораздо чаще. Сварка дуговая под флюсом используется для толщины металла, превышающей 10 мм. Но самые популярные методы сварки — это сварка с помощью покрытых электродов, вольфрамовых электродов в аргоновой среде и полуавтоматическая аргоновая сварка нержавеющей проволокой.
Вернуться к оглавлению
Сварка покрытыми электродами
Режимы сварочных работ в среде инертных газов.
Если вам не принципиально, какими электродами проводить сварку и у вас нет каких-либо особенных требований к сварочному соединению, то самым приемлемым способом будет сварка покрытыми электродами (к ним относятся электроды ОЗЛ-8, НИАТ-1, ЦЛ-11). Из всех электродов лучше всего выбирать те, которые обеспечат после сварки стойкость к коррозии, жаростойкость и хорошие механические свойства.
Сварка должна производиться при постоянном токе с обязательной обратной полярностью. Необходимо следить за тем, чтобы шов был проплавлен по минимуму, поскольку при сварке нержавейки используемые электроды обладают небольшим диаметром и им необходим минимум тепловой энергии. Сила тока в процессе сваривания нержавеющей стали должна быть строго отрегулирована на 15-20% ниже, чем при сварке обычного металла. При большом токе в связи с невысокой теплопроводностью и при высоком сопротивлении электродов с покрытием может случиться значительный перегрев и даже отслоение кусочков. Именно из-за этого у таких электродов высокая скорость плавления, поэтому если вы впервые ими пользуетесь, то поначалу это может быть непривычно.
Для сохранения коррозионных характеристик сварочного шва нужно устроить ускоренное охлаждение при сварке. Для этого можно использовать медные прокладки или определенное воздушное обдувание. Если сталь хромоникелевая, можно охлаждать ее водой.
Вернуться к оглавлению
Сварка нержавейки с помощью вольфрамовых электродов
Вольфрамовые электроды.
Сварка вольфрамовыми электродами в инертной среде подходит, когда металл, который нужно сварить, весьма тонкий или же если требования к качеству сварного соединения очень высоки. Например, если нужно варить трубы, которые в дальнейшем будут использоваться для транспортировки газов или жидкости под высоким давлением, такой способ сварки подойдет идеально. Процедура проводится в аргонной среде, ток может быть как постоянным, так и переменным, но прямой полярности. В роли присадочного вещества рекомендуется брать проволоку с более высоким уровнем легирования, чем у металла. При работе следует избегать колебательных движений с электродами во избежание нарушения защиты зоны варки, что может привести к окислению шва и увеличить стоимость самого процесса.
С обратной стороны от воздуха шов должен быть защищен поддувом аргона, но все-таки нержавеющая сталь не очень критична к подобной защите, но устранить даже малейшую возможность попадания частиц вольфрама в сварочную ванну нужно в любом случае. В этом случае поможет бесконтактное поджигание сварочной дуги, также можно пользоваться угольной или графитовой пластиной в тех же целях.
После того как работа будет закончена, чтобы не расходовать чрезмерно вольфрамовый электрод, газ следует выключать не сразу, а через некоторое время (обычно секунд 10-15). Это помогает для избежания сильного окисления нагретых электродов, что увеличивает срок их использования.
Вернуться к оглавлению
Профилактика дефектов
Сварка нержавейки своими руками.
Всегда при сварке нержавеющей стали необходимо учитывать все ее особенности — в противном случае после работы могут возникнуть различные нежелательные дефекты швов, например, формирование «ножевой» коррозии. От воздействия высокой температуры могут появиться горячие трещины, в основном из-за хрупкости швов.
Для того чтобы избежать подобных казусов, лучше всего применять присадочные материалы, которые помогут в создании крепких швов. Однако такие материалы не должны содержать феррит более чем 2%. Кроме того, в укреплении швов также поможет дуговая сварка, при которой длина дуги будет малой. Следует помнить, что кратеры на основной металл выводиться не должны.
Если вы пользуетесь автоматической сваркой, то должны помнить, что с ее помощью обычно варят на меньших скоростях. Но для того чтобы уменьшить риск появления деформаций, лучше всего сделать меньше подходов, потому что сварка на максимальной скорости способствует лучшей стойкости к коррозии.
Таким образом, прежде чем выбрать, какими электродами варить нержавейку, стоит ознакомиться со всеми ее особенностями и характеристиками, точно знать, какие требования будут предъявлены к сварочному шву и для каких целей будет использоваться изделие.
moiinstrumenty.ru
Чем варить нержавейку - выбираем лучший сварочник
Сварка нержавеющей стали отличается некоторой сложностью, которая вызвана особенностью химического состава. По сути, нержавеющая сталь — это сплав железа с хромом с добавлением углерода, марганца, магния, ванадия и прочих элементов в количестве от нескольких сотых до 1-2%. В то же время содержание хрома находится в диапазоне 13-30%.
Сварочный аппарат для сварки нержавейки может применяться любой конструкции — ММА, DC/AC TIG, MIG, но он должен иметь более широкий диапазон регулировок, чем установка для сваривания обычной низколегированной и углеродистой стали. Заслугой тому особые свойства нержавейки:
- низкая теплопроводность;
- высокая химическая активность в зоне расплава;
- значительный коэффициент термического расширения;
- низкая температура плавления.
Учитывая эти особенности, сварочный трансформаторный или инверторный аппарат для нержавеющей стали должен иметь возможность сварки при пониженном токе. В таком случае к зоне шва поступает намного меньше тепла — металл не прогорает и не нарушается его структура.
Также сварочный аппарат для нержавейки должен работать как в прямой, так и в обратной полярности, переключаться на переменный ток и обладать способностью вести сварочные работы в импульсном режиме. Не очень много моделей даже профессиональных аппаратов сочетают в себе все эти возможности, поэтому для работы исключительно с нержавейкой аппарат выбрать довольно сложно.
Кроме сварки электрической дугой, для нержавейки активно применяется и лазерная, но преимущественно в промышленных условиях. На бытовом уровне или в небольших мастерских встретить лазерный сварочный аппарат для нержавеющей стали довольно сложно. Это очень сложное и дорогое оборудование, но есть умельцы, которые в собственных гаражах строят вполне работоспособные установки для работы с лазером.
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА
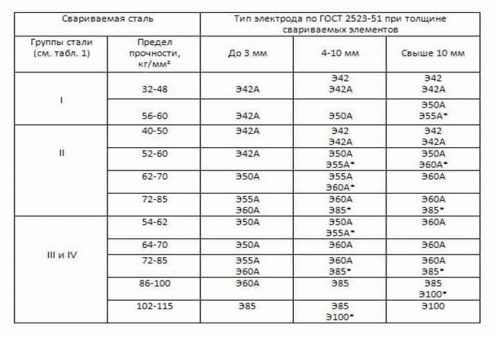
Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:
- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.
Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Аргоновая сварка AC/DC TIG
Не менее распространенным оборудованием для сварки нержавеющих сталей в полупрофессиональном и профессиональном сегменте являются аппараты AC/DC TIG, работающие в атмосфере аргона. Электродом в этом случае выступает вольфрамовый стержень, обязательно использование присадочной проволоки специальных марок, которые превосходят свариваемый металл по уровню легированности, например, ER 308.
При сварке тонкого металла, под нержавейку можно установить медную пластину для отвода тепла. После окончания сварки необходимо оставить подачу газа на несколько секунд, так называемый режим Post flow. Это позволяет металлу остыть в достаточной степени без окисления и предотвратить подгорание электрода из вольфрама.
Аппараты для AC/DC TIG способны работать со многими металлами, например, алюминием и его сплавами. В самых современных используется технология Soft Switch, позволяющая резко уменьшить уровень тепловых потерь, настройки баланса тока, изменение частотных характеристик при сварке на переменном токе, режим пульсации.
Особенно интересный режим MIX TIG, который используется в полупрофессиональных и профессиональных аппаратах и представляет собой комбинацию поочередного применения сварки при постоянном и переменном токах. При этом переменный разбивает оксидную пленку без перегрева металла, а постоянный производит расплав и сваривание. Практически все аппараты имеют режим Spot Arc — точечную сварку, позволяющую сделать прихватку металла, точно выполнять лицевые швы.
Лучшие сварочные аппараты — TRITON ALUTIG , Aurora PRO INTER, Сварог PRO TIG, Aurora IRONMAN, Fubag INTIG. Они находятся в разных ценовых категориях, но позволяют выполнять сварку нержавейки приблизительно на одном уровне качества, отличаясь только временем непрерывной работы и ограничениями по мощности.
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
wikimetall.ru
основные отличия и преимущества нержавеющей стали
На сегодняшний день самым эффективным и действенным способом, чтобы соединить два металлических изделия, является сварка. Принцип действия этого устройства очень прост: оно испускает пламя, которое своей высокой температурой плавит металл и доводит его того состояния, когда начинают проявляться межатомные связи. Для того чтобы оставить предметы в первозданном виде и не портить их форму, применяют электроды, они помогают расплавить изделие и соединить их между собой. Для разного типа сварки и при различных материалах применяются различные методы сварки. Но какие типы и режимы сварки необходимо применять, чтобы знать, чем сварить нержавейку? Для этого нужно знать, чем она отличается от других типов и что собой представляет.
Схема процесса сварки нержавейки полуавтоматом.
Основные отличия и преимущества нержавеющей стали
Варить нержавейку становится все популярнее благодаря ее великолепным качественным показателям. Данные характеристики позволяют сделать сварку намного быстрее и удобнее, в отличие от других металлических изделий. Например, этот тип металла очень хорош для изготовления баков для домашнего водоснабжения, которые будут хранить необходимый запас воды дома. Очень многие люди на данный момент используют пластмассу для этой цели, но, как известно, ее химическое воздействие может отразиться на качестве воды и на здоровье человека.
Несмотря на то что пластмасса немного дешевле бака из нержавейки, большое количество людей отдает свое предпочтение второму. Так как многие люди хотят иметь крепкое здоровье, по-настоящему надежные вещи, нержавеющая сталь остается актуальной и по сей день. Из названия понятно, что данный тип металла своим особым составом защищен от действия коррозии. Чтобы бак, наполненный водой, заржавел, ему понадобится не одна сотня лет, что и становится заманчивым для использования.
Состав и механические свойства разных марок нержавеющей стали.
Когда металл не имеет ржавчины, значительно облегчается выполнение сварки, так как не придется производить очистку объекта перед тем, как начать варить. Но все же необходимо сделать очистительные работы от других видов грязи и напыления. Стоит отметить, что обычная углеродистая сталь подвергается процессу сварки намного легче, чем нержавеющая. Это обусловлено специальным составом стали, который отличается от обычного такими характеристиками:
- не обладает большим удельным сопротивлением;
- в процессе сварки происходит очень сильное тепловое расширение;
- данный металл отличается низкой точкой плавления;
- состав придает большую теплопроводность.
Вернуться к оглавлению
Применение электродов, чтобы сварить нержавейку
Если говорить об отечественных реалиях, то лучше всего использовать электроды ОЗЛ-6 и ОЗЛ-8, которые лучше подойдут для сварки нержавеющей стали, чем аргон. К тому же их доступность является большим плюсом, так как они всегда есть в наличии в магазинах, продающих сварочное оборудование и электроды к ним. Можно использовать такие электроды, как МР-3 и ОК 46.00. Конечно, другие электроды тоже способны выполнить эту задачу, но данные типы смогут сделать сварку максимально качественно и облегчат вашу работу.
Схема электрода для сварки.
Вы получите шов с отличными показателями. Но помимо всех положительных характеристик перед использованием этих электродов вы должны ознакомиться с основными правилами безопасности. После того как сварка была произведена и шов начинает остывать, все лишние материалы, выделенные в процессе, начинают отскакивать за счет большого нагрева.
Данный фактор может сильно пригодиться, так как вам не придется очищать шов от такого рода материалов. Все, что от вас потребуется, это отойти от материала и дать всем шлакам отскочить. Но стоит соблюдать осторожность, так как раскаленные шлаки при попадании на части тела человека могут вызвать серьезные ожоги. Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва.
Вернуться к оглавлению
Методы и способы сварки нержавеющей стали
В том случае, когда вам необходимо сделать сварку в 1,5 мм, следует применить ручную дуговую сварку, нужно будет использовать вольфрамовый электрод в инертном газе. Этот метод сварки очень хорошо подойдет для соединения труб и более тонких листов, выполненных из нержавеющей стали. Когда толщина металла составляет 0,8 мм и более, лучше всего подойдет импульсная дуговая сварка, в которой будет использоваться плавящийся в инертном газе электрод.
Схема ручной дуговой сварки.
Вы можете попробовать дуговую сварку, используя струйный перенос металла. Появилась новейшая плазменная сварка. Этот тип позволяет сварить листы нержавеющей стали, которые имеют большую толщину. Если листы нержавейки имеют большую толщину, подойдет дуговая сварка под флюсом или точечная и роликовая сварка. Это позволит достичь высокого качества скрепления и не слишком деформировать материал.
Предпочтение нижнего положения шва обусловлено тем, что в процессе охлаждения данный шов может нанести урон вашему здоровью. В том случае, когда все-таки предстоит делать сварку над головой, лучше всего обезопасить себя и использовать некоторые меры предосторожности:
- на вас должна быть надета маска для сварки;
- обязательно наличие качественного держателя для электрода, который обезопасит руки от ожогов;
- следует надеть специальный сварочный костюм, который сможет защитить от непредвиденных обстоятельств.
Необходимо помнить, что даже при полной экипировке лучше всего отходить от остывающего шва при работе с нержавеющей сталью.
Вернуться к оглавлению
Обработка швов после процесса сварки нержавеющей стали
Схема ручной дуговой сварки.
После того как была произведена сварка, в месте, где был расплавлен материал, появятся пористые швы. Данный оксидный слой содержит в своем составе хром. Если своевременно не удалить эти швы, в последующем именно эти швы будут наиболее подвержены действию коррозии.
Для того чтобы обработать швы и удалить их, применяется огромное количество методов:
- Удаление швов с помощью шлифованного круга и ленты.
- Можно применять для этих целей щетку из нержавеющей стали.
- Применяется дробеструйная очистка.
Но в случае с нержавеющей сталью лучше всего подойдет такой метод, как травление. Этот способ позволит безо всякого труда и в кратчайшие сроки удалить ненужный оксидный слой на металле. Способ заключается в разъедании слоя кислотной добавкой. Произвести нанесение раствора можно двумя способами:
- Нанести его на оксидный слой.
- Окунуть металлическое изделие в специальную ванну, наполненную раствором из кислоты и воды.
Более популярным является второй вариант, когда нержавеющую сталь опускают в ванну на некоторое время для разъедания оксидного раствора.
Время, за которое данный раствор сможет полностью растворить слой, будет зависеть от того, какая концентрация кислоты содержится в нем, и от того, какого типа нержавейка использовалась при изготовлении предмета.
moiinstrumenty.ru
Чем варить нержавейку в домашних условиях: сварка лоск
Как варить нержавейку в домашних условиях.
При принятии решения о сваривания нержавеющей стали, и изделий из нее в домашних условиях следует учитывать все особенности материала и подобрать оптимальный способ для выполнения этих работ. Нужно учитывать, что процесс по свариванию изделий из нержавеющих сталей требует очень большого труда.
Затрудняется процесс выполнения сварных работ образованием в процессе тугоплавких карбидов, а также повышению хрупкости металла, особенно на месте шва.
Также не стоит забывать о возможности развития межкристаллитной коррозии.В принципе по большому счету можно сваривать нержавейку любым из существующих способов сварки, будь то: аргоновая, аргоново-дуговая, точечная, холодная, импульсно дуговая и другие. Но на практике, конечно же, существует наиболее оптимальный и действенный способ не требующих через, чур, огромного затрачивания времени и сил при выполнении сварных работ. Лучше всего осуществлять, наплавку нержавейки применяя метод пайки металлов.
В любом случае какой-бы метод не был выбран необходимо обработать получившийся сварной шов на изделии или конструкции из нержавеющей стали. На поверхности сварного шва зачастую появляется пористый слой, образованный воздействием оксида хрома. Его легко укрепить при помощи травления и последующей обработки сварного шва.
При профессиональном выполнении травления шва практически в 100% удается убрать вредный оксидный слой и устранить зону с низким содержанием хрома. Для выполнения травления рекомендуется использовать смешение двух кислот: азотистой и фтористоводородной.
Для достижения наиболее хорошего результата перед выполнением сварных работ необходимо предварительно подготовиться к процессу сварных работ и учесть ряд требований:
— для избежание охрупчивания металла необходимо ограничить содержание ферритной кислоты в окружающем пространстве; — для не допускания коробления конструкций нужно увеличить длину прихватов и уменьшить расстояние между ними; — желательно сочетать в конструкции металлы с аустеничной структурой, это будет залогом выдерживания негативного влияния низких температур
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.
Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина.
Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома.
Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии.
Нержавеющая сталь — легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %.
Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18h20, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» — никеля.
Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов.
Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления.
Есть несколько основных процессов, приводящих к коррозии нержавеющей стали:
· Однородная коррозия;
· Межкристаллитная коррозия;
· Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах;
· Коррозия в трещинах от механического воздействия;
· Коррозию, вызванную микробиологическими факторами (МИК).

В дополнение, ряд механических процессов усиливают основные процессы образования ржавчины: эрозия, порообразование, истирание образование коррозионных элементов, а также изменения поверхности под термическим или электрическим воздействием. Все эти процессы имеют одну общую черту: слой пассивации оксидом хрома нарушается, и незащищенная железная составляющая окисляется.
Особенно высока вероятность коррозии нержавеющей стали после сварки, т.к.
во время дугового расплавления металла в сварочной ванне, происходит активное выгорание легирующих сталь веществ, и в частности хрома, таким образом, в металле шва и на его границах повышается концентрация железа. Дальнейшая самопассивация (образование на поверхности пленки из оксида хрома) такой стали значительна затруднена.
Многие заканчивают обработку сварного шва механической зачисткой абразивным инструментом (шлифовальными кругами, витыми щетками(кор-щетками), методом стекло- дробе- струйной обработки), что временно дает чистый внешний вид, но ни как не влияет на пониженное содержание хрома в металле шва, и соответственно на коррозионную стойкость.
Такой шов со временем, неизбежно подвергнется коррозии. Любое механическое воздействие на нержавеющую сталь необходимо заканчивать пассивацией поверхности. Механическая обработка не является альтернативой или заменой пассивации.
Для защиты от коррозии сварного шва необходимо прибегать к химическим методам травления и пассивации.
Рассмотрим два основных способа травления и пассивации:
Травление концентрированными кислотами на специализированно организованных участках:
1. Разъедание окалины в ванне со смесью серной и соляной кислот, содержащей 6—8% (по объему) серной кислоты и 2—4% концентрированной соляной кислоты, при температуре 60-80 °С, в течении 20-40 минут.
Строгий контроль температуры и насыщенности раствора.
2. Тщательная промывка водой
Сварка нержавейки в домашних условиях: варианты, советы, видео
Погружение в ванну со смесью азотной кислоты (10-20% по весу) и плавиковой кислоты (1-2% по весу).
4. Обильная промывка водой.
Процесс происходит с образованием в воздухе паров кислот, что требует серьезных мер по защите органов дыхания и поверхности кожи.
Описанный процесс имеет много вариантов с вариантами последовательности обработки, концентраций, времени. Одним из способов кислотного травления является электролитическое травление. В процессе обработки через кислотную ванну пропускают электрический ток, переменный или постоянный, причем металл, подвергаемый травлению, играет роль либо анода, либо катода.
По-видимому, электрический ток оказывает главным образом механическое воздействие: выделение газообразного кислорода или водорода облегчает отделение окисной пленки.
Далеко не у каждого производителя изделий из нержавеющей сталей имеется травильный участок, и оборудование для работы с концентрированными кислотами, а организация такого участка для требует крупных затрат и долгий процесс согласования и контроля разрешительных систем. Выходом из данной ситуации может быть травление подготовленными концентратами.
II. Травление готовыми к использованию смесями кислот, в виде паст, гелей, спреев, концентратов травильных ванн.
Пасты, гели, спреи, очень удобно использоваться условиях цеха, не прибегая к лишним затратам.
Как правило, наносятся данные составы либо кислотоустойчивыми кисточками, либо ручными или механизированными распылителями.
Для травления швов удобно использовать пасты густой консистенции, которые удерживаются толстым слоем на нижних и вертикальных швах, и проявляют свою травильную активность при температуре от 10°С.
Полная технология травления подготовленными составами кислот заключается в следующем:
1. Очистка, от жирных пятен, грязи, ржавчины, для повышения эффективности работы травильного средства, и меньшего снижения его концентрации в процессе травления.
Очищающий состав наносится на время до 30 минут.
2. Травление, для которого используются, пасты, гели, спреи, аэрозоли. Пасты и гели наносятся по сварным швам с захватом по с каждой стороны шва, спреи и аэрозоли, наносятся распылителями по всей поверхности изделия. Травильное средство наносится на время от 20 минут до 90 минут, в зависимости от окружающей температуры. В своем составе имеет смесь от 2-ух до 4-ех кислот.
3. Обработка пассиватором.
Нанесение пассиватора обеспечивает принудительное образование устойчивой пленки оксида хрома на поверхности металла. Пассиватор наносится на время от 30 до 60 минут и обеспечивает бóльшую коррозионную стойкость изделия.
Наиболее популярным производителем подобных травильных средств, на данный момент является компания AvestaFinishingChemicals.
Что сделать из нержавейки для загородного дома?
14.02.2014 | комментариев 0 | раздел: Дачный участок
Нержавеющая сталь или «нержавейка», как её часто называют, не собирается сдавать лидирующие позиции широко распространённого конструктивного материала.

Основные характеристики изделий из нержавеющей стали
— Она обладает превосходными эксплуатационными качествами благодаря своей прочности, выносливости и долговечности.
— Нержавейка может использоваться в любых условиях, так как обладает высокой антикоррозионной стойкостью.
— Идеально ровная красивая поверхность позволяет использовать конструкции даже без дополнительной отделки.
— Вполне демократичная цена изделий из нержавейки arbud-prom.com.ua позволяет осуществить интересные дизайнерские замыслы даже для малобюджетных вариантов.
Изделия из нержавейки для загородного дома
В загородном доме нержавеющая сталь может найти применение для изготовления ряда конструкций и конструктивных элементов.
При строительстве 2-х, 3-х этажного дома средствами вертикальной коммуникации обычно являются лестницы, в которых для обеспечения безопасности предусматриваются ограждения и перила.
Как варить нержавейку электросваркой?
Кроме того, они выполняют и важную эстетическую функцию. Блестящая поверхность ограждений и перил из нержавеющей стали служит отличным украшением интерьера.
Для придания интерьеру особого шика лестничные ограждения декорируют деревом, стеклом, мозаикой. Пространство между стойками заполняют коваными элементами, стильно и оригинально преображающими интерьер помещения. Роскошно смотрится лестница с металлическим ограждением и ступенями из закалённого стекла.
Камины устраиваются во многих загородных домах. Они добавляют интерьерам комфортности и уюта. Изысканно стильным вариантом отделки камина может быть облицовка листами или плиткой из нержавеющей стали. Дополнят пространство перед камином ограждения. Их модификаций из нержавеющей стали на рынке предостаточно.
3. Оригинальные интерьеры можно создать при использовании металлической мозаики.
Помещения для отделки могу иметь различное назначение – холлы, коридоры, ванные. Использовать мозаику можно как для покрытия стен, так и полов.
Множество вариантов использования в загородном доме конструкций и изделий из нержавеющей стали – от лестниц и каминов до ёмкостей для воды и стеллажей для хранения вещей – делают этот надёжный материал практически незаменимым.
В современном мире нержавейка является незаменимым материалом при производстве разных разновидностей изделий. Она применяется в пищевой, медицинской, металлургической и военной промышленности.
Свойства нержавейки
Сегодня такой материала, как нержавейка является достаточно популярным при производстве многих изделий промышленного и бытового назначения.
Нержавеющая сталь представляет собой материал, который производится из стали с добавлением отдельных примесей, которые замедляют или делают процесс образования коррозии на металле невозможным.
Основным достоинством нержавеющей стали является то, что она обладает высоким уровнем устойчивости к появлению ржавчины.
В зависимости от добавленных к стали элементов нержавейка может обладать разными внешними качествами и свойствами.
Если каких-либо примесей будет больше или меньше, то процесс коррозии либо будет вообще невозможен, либо он появится спустя длительное время использования предметов, созданных из данного материала.
Нержавеющая сталь применяется для производства промышленного и бытового оборудования, посуды и многих других вещей, которые сталкиваются с влиянием агрессивной среды.
На промышленных предприятиях нержавейку получают путем добавления к стали таких элементов, как:
- медь,
- никель,
- хром,
- марганец.
В зависимости от того, какие виды стали производятся, определяется количество тех или иных элементов в нержавейке.
Благодаря данным веществам сталь меняет свои физические и химические свойства, что позволяет использовать этот, материал для изготовления разного рода продукции.
 Все добавляемые к стали элементы влияют на ее качества.
Все добавляемые к стали элементы влияют на ее качества.
Для того чтобы получить материал, устойчивый к появлению коррозии и обладающий высоким уровнем прочности, добавляется:
- молибден,
- марганец,
- титан,
- никель.
В стали также не обойтись и без таких элементов, как
- марганец,
- фосфор,
- сера,
- кремний,
которые являются частью железной руды.
Они являются верными спутниками этого материала для производства нержавейки. На ее качества они практически не влияют.
Нержавейка сама по себе является уникальным материалом. Она не только обладает рядом преимуществ, но и отличными внешними качествами. Ее сияющая поверхность позволяет использовать этот материал в качестве декоративной отделки зданий и ограждений. Нержавеющая сталь чаще всего становится основной для создания перил для лестниц.
Таблица. Технические характеристики нержавейки.
| Тип ASTM (AISI) | 304 | 304L | 321 | 316 | 316L | 316 Ti | 310S | 430 | ||
| Удельный вес (гр/см) | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,7 | ||
| Структура | Аустенитная | Ферритная | ||||||||
| Способность электрического сопротивления при 20 | 0,72 | 0,72 | 0,72 | 0,74 | 0,74 | 0,75 | 0,79 | 0,60 | ||
| Твердость по Бринеллю — НВ | отжиг НВ | 130-150 | 125-145 | 130-185 | 130-185 | 120-170 | 130-190 | 145-210 | 135-180 | |
| с деформацией в холодном состоянии НВ | 180-330 | 180-230 | ||||||||
| Твердость По Роквеллу — HRB / HRC | Отжиг НRВ | 70-88 | 70-85 | 70-88 | 70-85 | 70-85 | 70-85 | 70-85 | 75-88 | |
| с деформацией в холодном состоянии HRC | 10-35 | |||||||||
| Rm(N/mm2) — Сопротивление рястяжению c деформацией (Предел прочности) | Отжиг | 500-700 | 500-680 | 520-700 | 540-690 | 520-670 | 540-690 | 520-670 | 440-590 | |
| в холодном состоянии | 700-1180 | 610-900 | ||||||||
| Rp(0,2) (N/mm2) — Предел упругости | Отжиг | 195-340 | 175-300 | 205-340 | 205-410 | 195-370 | 215-380 | 205-370 | 250-400 | |
| с деформацией в холодном состоянии | 340-900 | 400-860 | ||||||||
| Отжиг Rp(1) (N/mm2) минимальный | 235 | 215 | 245 | 245 | 235 | 255 | 255 | 275 | ||
| Удлинение 50мм А(%) | 65-50 50-10 | 65-50 | 60-40 | 60-40 | 60-40 | 60-40 | 60-40 | 30-22 20-2 | ||
| Сжатие отжиг Z(%) | 75-60 | 75-60 | 65-50 | 75-60 | 75-65 | 75-60 | 70-55 | 70-60 | ||
| Ударная Вязкость | KCUL (Дж/см2) | 160 | 160 | 120 | 160 | 160 | 120 | 160 | 50 | |
| KVL (Дж/см2) | 180 | 180 | 130 | 180 | 180 | 130 | 180 | 65 | ||
| Упругость при различных температурах | Rp(0,2) (N/mm2) | при 300 С | 125 | 115 | 150 | 140 | 138 | 145 | 165 | 245 |
| при 400 С | 97 | 98 | 135 | 125 | 115 | 135 | 156 | 215 | ||
| при 500 С | 93 | 88 | 120 | 105 | 95 | 125 | 147 | 155 | ||
| Rp(1) (N/mm2) | при 300 С | 147 | 137 | 186 | 166 | 161 | 176 | 181 | ||
| при 400 С | 127 | 117 | 161 | 147 | 137 | 166 | 171 | |||
| при 500 С | 107 | 108 | 152 | 127 | 117 | 156 | 137 | |||
| температура образование окалины | непрерывное обслуживание | 925 | 925 | 900 | 925 | 925 | 925 | 1120 | 840 | |
| прерывистое обслуживание | 840 | 840 | 810 | 840 | 840 | 840 | 1030 | 890 | ||
| Свариваемость | очень хорошая | очень хорошая | хорошая | очень хорошая | очень хорошая | хорошая | хорошая | достат. хорошее хрупкое соед. | ||
| Вытяжка | очень хорошая | очень хорошая | хорошая | хорошая | хорошая | хорошая | хорошая | достаточно хорошая |
Преимущества нержавейки
 Главные преимущества, которые дает использование нержавеющей стали:
Главные преимущества, которые дает использование нержавеющей стали:
В целом можно отметить, что применение нержавеющей стали при производстве разнообразных видов изделий является эффективным способом получения качественной продукции, которая способна прослужить долгие годы.
Виды нержавейки

На современных промышленных предприятиях производится большое многообразие вариантов нержавейки.
Все они обладают различными физическими и химическими характеристиками, которые следует учитывать при выборе продукции для производства тех или иных изделий.
Практически в каждом аспекте человеческой жизнедеятельности невозможно обойтись без нержавеющей стали. Из нее производятся разные виды изделий, которые применяются не только на промышленных предприятиях или в медицине, но в быту.
Электроника, посуда, медицинские инструменты, приборы для домашнего использования, оружие и многое другое производится из разных видов стали.
Как варить нержавейку в домашних условиях.
Главным образом используются для таких целей аустенитные виды стали.
Все есть несколько видов стали, которые представлены следующими вариантами:
Внимание: При производстве нержавейки необходимо использовать согласно стандартам качества не менее 10.5 процентов хрома.
В нашей стране на производственных предприятиях используется преимущественно аустентичная сталь, которая представлена несколькими марками трехсотой и четырехсотой серий.
Компания «Сварка-блеск» более 15 лет имеет опыт внедрения различной сварки на территории Украины. Однажды небольшая семейная компания превратилась в компанию с офисами и складами в городе Харькове, а также интернет-магазин сварка обордувания. В частности, сварочное оборудование является основой нашего бизнеса. В нашей работе мы становимся официальными дилерами практически все достойные растения в Украине (SSVA, Энергетика, Патон, TEMP, криптон, верхняя, VISTEK, ПлазмаТек монолит), Китай (Gradient, Jasik) и Европа (Binzel, Pilox) для производства сварочного оборудования, расходные материалы и аксессуары для него.
В этом каталоге вы найдете разнообразную сварку: аргон-дугу, контактную точку, воздушную плазму. Существуют также классические сварочные аппараты переменного тока — автоматические и полуавтоматические машины. Если вы выберете выбор нашей сваривания электронной коммерции, вы найдете много, или вы немного дешевле в отрасли — свяжитесь с нами, и мы порекомендуем вам оптимальную сварку, оборудование или расходные материалы.
Вы также можете купить различные электроды, маску Хамелеона (маску с затемнением AUTO при искре), наконечники, электроды, клеммы массовых оболочек и многое другое. Цены на нашу сварку Самые демократичные — мы можем найти как эксклюзивный сварочный аппарат для плазменной резки металла до 2 тысяч долларов, так и простую и надежную сварочную АС «полуавтоматическую» на несколько тысяч гривен. На протяжении многих лет мы знаем этот рынок, советуем и цели, для которых наши продукты подходят.
Вся наша продукция сварочного оборудования может быть проведена в любом месте Украины :. В Киеве, Донецке, Днепропетровске, Запорожье, Луганске, Сумах, Полтаве, Львове, Закарпатской, Одесской и других, с помощью Новой почты, интимности, сатаной, Доставка, Автолюкс и другими национальными перевозчиками.
Сварка электрода из нержавеющей стали
Вы также можете получить заказ в наших магазинах в Харькове по следующим адресам:Автомобильный рынок «Лоскут», магазин 27PХарьков, ул. Плехановская 57а
Welding-losk — компания специализируется на продаже сварочного оборудования и компонентов, электроинструментов, бензиновых инструментов и т. Д.
- Веб-сайт: http://svarka-losk.com.ua/
- Facebook: https://www.facebook.com/svarka.losk.kharkov/
- Количество фанатов: 822
расположение
- Улица: SC Losk, магазин 27P
- Расположение: Харьков
- Почтовый индекс: 62416
- Страна: Украина
карта
Связанный веб-сайт
- Описание: Интернет-магазин сварочного оборудования в Украине — «сварочный локус».
Мы предлагаем широкий ассортимент, достойный сервис и доставку по всей Украине: Харьков, Киев, Запорожье, Львов, Одесса, Полтава, Днепропетровск и другие.
Какой сварочный аппарат ипользовать при сварке нержавейки
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами. Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра.
Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки.
Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении.
Шов, который получается при сваривании инвертором, отличается высоким качеством.
Как и чем варить нержавейку в домашних условиях
В сравнении с другими сварочными аппаратами, инверторы способны производить сваривание высокого качества. Которые намного выше от других видов сварки. При использовании инверторных сварочных аппаратов для каждого металла, который Вы будете сваривать, Вы можете подобрать подходящие сварочные электроды.
Отличительной чертой по праву считается доступность такого сварочного аппарата, потому что его цену способен уплатить даже начинающий сварщик.
Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Другим видом сварки, который используют для сварки нержавеющей стали, является аргоновое сваривание металла.
Главным элементом в аргоновой горелке является неплавящийся электрод из вольфрама. В процессе сваривания вокруг электрода образуется керамическое сопло, из которого при сваривании выдувается аргон — инертный газ для защиты сварочного процесса.
Сваривание без аргона не имеет смысла, потому что без него металл начнет гореть и лопаться, а также покрываться коркой. Газ аргон позволяет защищать сварочный процесс от попадания кислорода, который способствует разрушению сварочного шва.
Материалы и электроды, которые используются при сваривании нержавейки, имеют разные свойства, однако у каждого из них есть свои преимущества и недостатки.
stroitel12.ru
Cварка нержавейки в домашних условиях пошагово
Сварка нержавеющей стали — занятие, требующее определенных навыков и знания теоретических основ. Если у вас нет опыта со сваркой обычной низколегированной стали, то за нержавейку браться не стоит, даже на полуавтомате. Особенности металла непременно дадут о себе знать. Но это совершенно не значит, что сварка нержавейки в домашних условиях невозможна.
Как и любой металл, нержавеющая сталь сваривается плавлением, причем некоторые марки поддаются сварке довольно беспроблемно. Для сварки применяются практически все известные способы — сварка покрытым электродом, в аргоновой атмосфере вольфрамом и полуавтоматом. Если на обычной стали эти методы освоены, то можно переходить к нержавейке.
Особенности сварки нержавейки
Нержавеющая сталь сложная для сваривания вследствие повышенного содержания хрома — в сплаве его от 13 до 30%. При соединении с кислородом, хром образует оксидную пленку, которая препятствует сплавлению металла в сварочной ванне. Низкая теплопроводность металла вызывает перегрев в зоне шва и частичное изменение структуры материала, что приводит к снижению прочности.
Но бороться с этими трудностями вполне возможно, просто необходимо помнить об особенностях металла и выбирать оптимальный режим работы.
Важен и второй вопрос — чем лучше всего варить нержавейку в домашних условиях? Однозначного ответа здесь нет. Все зависит от марки стали и опыта сварщика. Если есть выбор, то лучше всего выбрать инверторный аппарат, как самый удобный в использовании и обладающий широким диапазоном точных настроек.
В бытовых условиях чаще всего используется сварка покрытыми электродами, но подходят не все виды. Необходимо выбирать только электроды с основным или рутиловым покрытием. Если ориентироваться на марки, то покупать следует ОЗЛ-8, НИАТ-1, ЦЛ-11 или их зарубежные аналоги. В каждом магазине, торгующим сварочным оборудованием, вам подскажут, какие электроды для какой стали подходят лучше всего.
Наиболее распространенными марками стали, с которыми приходится встречаться домашнему мастеру, являются AISI 304, 304L, 316L и 321. Аналогами по ГОСТ выступают 08Х18Н10, 03Х18Н11, 03Х17Н14М3 и 12Х18Н10Т. Именно такие металлы используются для посуды, изготовления труб и листов, из которых делают ворота, ограды и другие декоративные архитектурные элементы.
Настраивается аппарат на обратную полярность (+ на электроде) и сила тока выставляется на процентов 20-25 ниже, чем для сварки обычной стали такой же толщины. Также следует учесть тот факт, что электрическое сопротивление нержавеющей стали ощутимо выше, чем обычной. Электроды с низколегированным стержнем могут перегреваться и разрушаться в процессе работы.
Если есть возможность, лучше найти специальные электроды для нержавейки, их очень легко отличить — они выпускаются длиной 350 мм. Если же варить будете обычными электродами, следует быть готовым к тому, что покрытие с них может попросту осыпаться.
Под свариваемые листы нержавейки необходимо установить медную подложку, чтобы она отводила тепло из зоны сваривания и не возникало перегрева и металл не изменял своей структуры. Также не следует стыковать кромки вплотную — тепловой коэффициент расширения нержавеющей стали достаточно высокий, поэтому при охлаждении шов может покрываться микротрещинами. Зазор не должен превышать 2 мм. Электрод ведут вдоль прямой линии, колебательная траектория при сварке нержавейки не применяется.
Перед тем, как варить нержавейку покрытым электродом в домашних условиях, позаботьтесь о наличии всего необходимого для подготовки металла к работе и финишной обработки шва. Подготовка заключается в тщательной очистке зоны шва от пыли, грязи и следов технических жидкостей. Если есть возможность — пройдитесь зачистным кругом болгарки или мелкой наждачной бумагой. Затем необходимо промыть поверхность ацетоном или чистым бензином для удаления остатков масел и жиров.
После сварки необходимо обработать шов специальной травильной пастой, если такой нет — соляной или серной кислотой и обработать металлической щеткой, а еще лучше — зачистить с помощью болгарки. На шве остается значительный процент окалины, которая может вызвать коррозию шва.
Аргоновая сварка
Часто для нержавеющей стали применяется сварка TIG вольфрамовым электродом в аргоновой среде.В домашних условиях таким аппаратом варить удобнее, чем покрытым электродом, но не у каждого мастера есть аппарат, способный выполнить такую работу.
Метод сварки в аргоне используется для тонких листовых металлов и труб, которые будут эксплуатироваться под давлением. Работает аппарат на переменном токе или постоянном обратной полярности. Также для сварки понадобится присадочная проволока и баллон с газом. Как правило, если в гараже или домашней мастерской есть аппарат с возможностью TIG-сварки, то есть и все необходимые приспособления и аксессуары. По сравнению с ММА-сваркой, аргоновая дает более прогнозируемые результаты.
Полуавтоматическая сварка нержавейки
Если в распоряжении сварщика только полуавтоматический аппарат, который может работать с нержавеющей проволокой или порошковой ее разновидностью,то работать можно и на нем. Проволока выбирается специальная, для сваривания нержавеющей стали. Алюминиевая не подойдет. Газовой средой обычно служит углекислота, но при сварке ответственных деталей нужен аргон или смесь из 70% аргона и 30% углекислого газа.
Возможность регулировки скорости подачи проволоки и открытой длины электрода позволяют выбирать самый оптимальный режим сварки. Также конструкция горелки позволяет работать в труднодоступных местах. Перед началом сварочных работ рабочую зону рекомендуется просушить путем нагревания до 100 0С. Это удобно еще и тем, что нагретая нержавейка лучше сваривается.
При использовании порошковой проволоки, если в домашней мастерской нет специальной, необходимо помнить, что шов спустя некоторое время может начать ржаветь. Чтобы этого не случилось, его необходимо обработать специальной пастой.
Тема сварки нержавеющей стали в домашних условиях очень актуальна. Если вы обладаете собственным опытом таких работ — поделитесь с читателями. Пишите нам на сайт в раздел комментарии.
wikimetall.ru