6. Резьбовые соединения. Сборочный чертеж. Чертежи замковых резьб
6. Резьбовые соединения. Сборочный чертеж
Цель: изучить и научиться применять на практике правила изображения резьбы и резьбовых соединений; выполнение сборочного чертежа и спецификации.
Задание:
Рассчитать и изобразить упрощенно по ГОСТ 2.315-68 соединения деталей болтом, винтом и шпилькой.
Составить спецификацию к сборочному чертежу.
Нанести необходимые размеры.
Теоретические сведения
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Рисунок 1 – Условное изображение резьбы на стержне
Наружная резьба на стержне (рис.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на ¾ окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
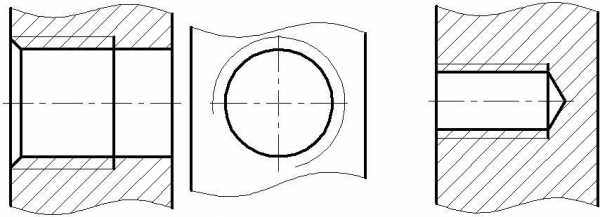
Рисунок 2 – Условное изображение резьбы в отверстии
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному (рис. 2). Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия.
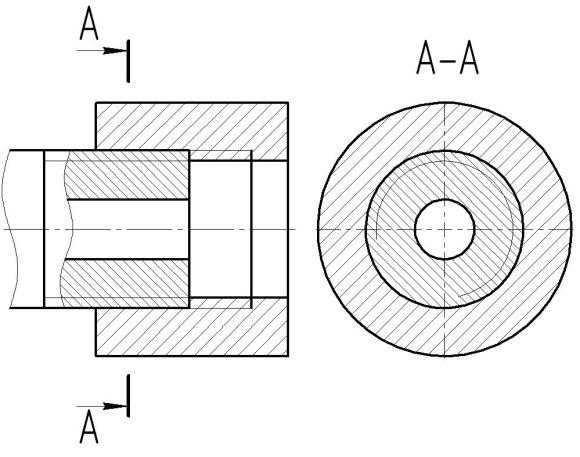
Рисунок 3 – Условное изображение резьбы в сборе
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 3).
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
Методические рекомендации и последовательность выполнения
Исходные данные – рис. 4 и табл. 1.
Пример выполнения – рис. 8.
БОЛТОВОЕ СОЕДИНЕНИЕ
Скрепление двух или большего количества деталей при помощи болта, гайки и шайбы называется болтовым соединением (рис. 4). Для прохода болта скрепляемые детали имеют гладкие, т.е. без резьбы, соосные цилиндрические отверстия большего диаметра d0, чем диаметр болта. На конец болта, выступающий из скрепленных деталей, надевается шайба и навинчивается гайка.
При вычерчивании болтового соединения конструктивные размеры болта, гайки и шайбы берутся из соответствующих стандартов. Болт – ГОСТ 7798-70, исполнение 1 (табл. 2), шайба – ГОСТ 11371-78, исполнение 1 (табл. 7), гайка – ГОСТ 5915-70, исполнение 1 (табл. 6).
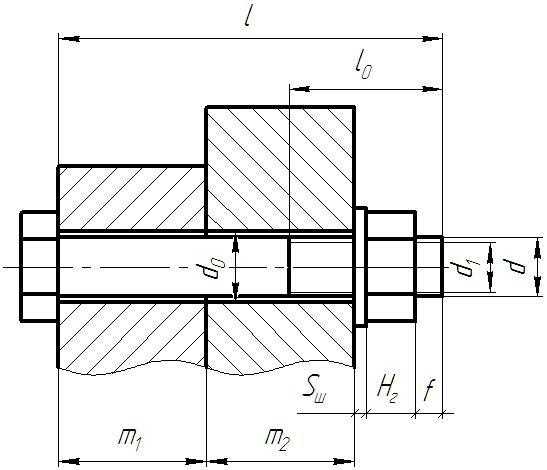
Рисунок 4 – Болтовое соединение
Для определения длины болта l необходимо составить сборочную размерную цепь. На рис.4 показана сборочная размерная цепь, выражающая размерные связи болтового соединения. Эта размерная цепь позволяет определить длину болта l, обеспечив при этом необходимый запас резьбы при выходе конца болта из гайки (размер f). Аналитически эта размерная цепь может быть представлена уравнением:
,
где – толщина соединяемых деталей;
– толщина шайбы;
– высота гайки;
– запас резьбы, ,
где Р – шаг резьбы (табл. 2).
Величины известны; и даны в соответствующих стандартах и выбираются в зависимости от диаметра болта d; рассчитывается в зависимости от шага резьбы Р.
Диаметр отверстий под болт рассчитывается по формуле .
Внутренний диаметр резьбы болта равен .
Полученный размер округляется до ближайшего размера длины болта по таблице 3. По той же таблице определяется длина резьбы l0.
ВИНТОВОЕ СОЕДИНЕНИЕ
При помощи крепежных винтов можно скреплять две и более детали. Для этого в последней из них делается резьбовое отверстие, а в остальных - гладкие соосные отверстия диаметром d0, большим диаметра винта. Винт свободно проходит через гладкие отверстия скрепляемых деталей и ввинчивается в резьбовое отверстие последней из них (рис. 5).
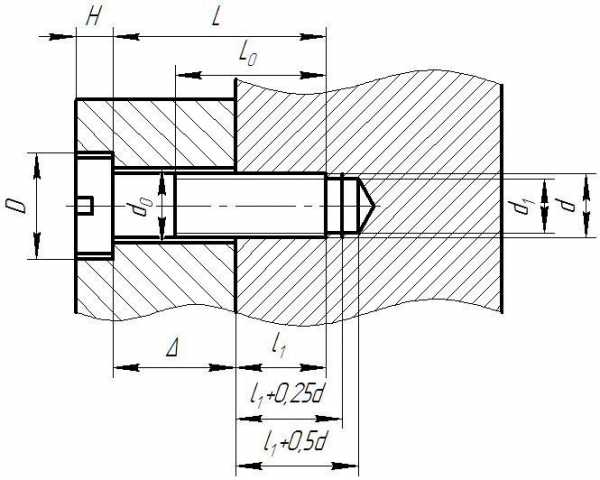
Рисунок 5 – Винтовое соединение
Глубина l1 ввинчивания винта зависит от материала детали и принимается равной:
– для стали, бронзы и латуни;
– для ковкого и серого чугуна;
– для легких сплавов.
,
где ,
– толщина присоединяемой детали;
– высота головки винта;
– длина ввинчиваемой части винта.
Полученный в результате подсчета размер округляется до ближайшего размера длины винта по размерному ряду соответствующего стандарта (стр. 11-12).
При вычерчивании соединения деталей при помощи винтов конструктивные размеры винтов берутся из соответствующего стандарта (винты по ГОСТ 1491-72 – таблица 4, винты по ГОСТ 17475-72 – таблица 5). Шлицы головок винтов на сборочных чертежах, на видах сверху (или слева), изображаются под углом 45 градусов к рамке чертежа в соответствии с ГОСТ 2.315-68. Размеры шлицов берутся по ГОСТ 24669-81 в таблице 8.
Диаметр отверстия в присоединяемой детали – .
Диаметры резьбового отверстия под винт: – диаметр резьбы, – диаметр отверстия.
Размеры зенковок под винты с полупотайной, потайной и цилиндрической головками берутся по ГОСТ 12876-67 в таблицах 11, 12 в зависимости от номинального диаметра резьбы.
ШПИЛЕЧНОЕ СОЕДИНЕНИЕ
Скрепление двух или большего количества деталей осуществляется при помощи шпильки, гайки и шайбы (рис. 6). Его используют вместо болтового, когда изготовлять сквозное отверстие в одной из соединяемых деталей нецелесообразно из-за значительной ее толщины или из-за отсутствия места для головки болта.
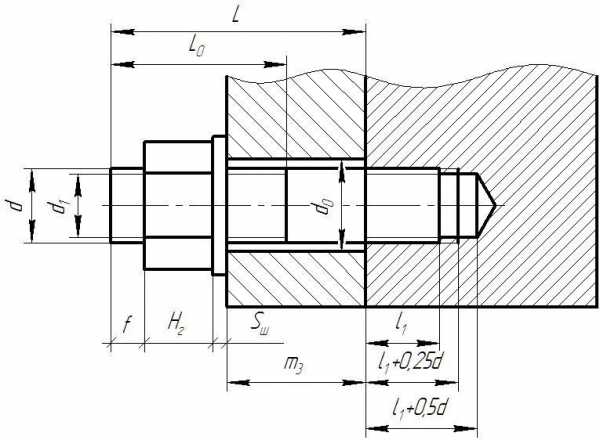
Рисунок 6 – Шпилечное соединение
Сначала отверстие под шпильку высверливают, затем делают фаску, после чего нарезают резьбу (гнездо под шпильку). На стяжной конец шпильки надевают другие, скрепляемые с первой, детали, имеющие гладкие соосные цилиндрические отверстия большего диаметра d0, чем диаметр шпильки. На конец шпильки, выступающий из скрепляемых деталей, надевают шайбу и навинчивают гайку (рис. 6).
При вычерчивании соединения шпилькой конструктивные размеры шпильки, гайки и шайбы берутся из соответствующих стандартов. Шпилька – ГОСТ 22032-76, ГОСТ 22034-76, ГОСТ 22038-76, исполнение 1 (табл. 9), шайба – ГОСТ 11371-78, исполнение 1 (табл. 7), гайка – ГОСТ 5915-70, исполнение 1 (табл. 6).
При выборе шпильки необходимо обратить внимание на то, что длина l1 ввинчиваемого (посадочного) конца зависит от материала детали, в которую она ввинчивается:
– для стальных, бронзовых, латунных деталей и деталей из титановых сплавов;
– для деталей из ковкого и серого чугуна;
– для деталей из легких сплавов.
Для определения длины гаечного конца шпильки необходимо составить сборочную размерную цепь. На рис. 6 показана сборочная размерная цепь, выражающая размерные связи соединения шпилькой. Эта размерная цепь позволяет определить длину гаечного конца шпильки, обеспечив необходимый запас резьбы при выходе конца шпильки из гайки (размер f).
Аналитически эта размерная цепь может быть представлена уравнением:
,
где: – толщина присоединяемой детали;
– толщина шайбы;
– запас резьбы при выходе шпильки из гайки, ,
где Р – шаг резьбы (табл. 9).
Величина известна; и даны в соответствующих стандартах; рассчитывается в зависимости от шага резьбы Р.
Полученный размер L округляется до ближайшего размера стяжного конца шпильки по таблице 10. По этой же таблице определяется длина L0 нарезанной части шпильки под гайку.
Диаметр отверстия в присоединяемой детали – .
Диаметры резьбового отверстия под шпильку: – диаметр резьбы, – диаметр отверстия.
РЕЗЬБОВОЕ ОТВЕРСТИЕ
Для вычерчивания глухого резьбового отверстия требуется рассчитать его глубину в зависимости от диаметра и материала детали, в которой отверстие высверливается. Для расчёта глубины глухого резьбового отверстия необходимо составить размерную цепь. На рис. 7 показана размерная цепь, выражающая размерные связи резьбового отверстия.
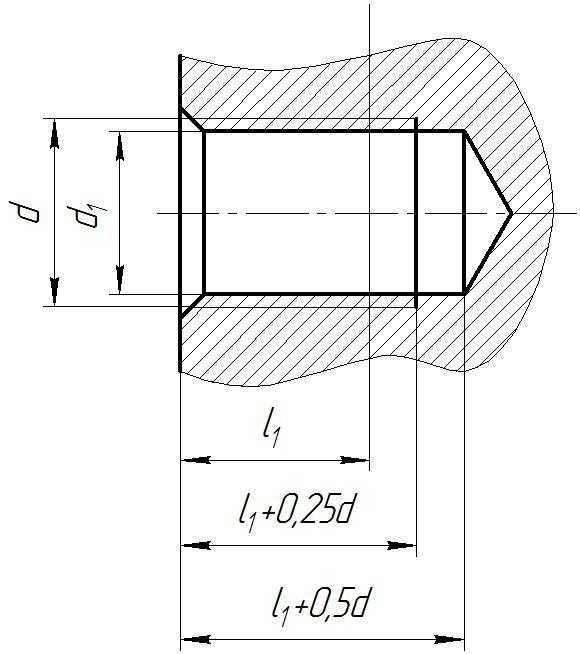
Рисунок 7 – Отверстие резьбовое глухое
– для стальных, бронзовых, латунных деталей и деталей из титановых сплавов;
– для деталей из ковкого и серого чугуна;
– для деталей из легких сплавов.
Диаметр резьбы отверстия известен, диаметр отверстия – .

Рисунок 8 – Исходные данные для выполнения задания
Таблица 1 – Исходные данные для выполнения задания
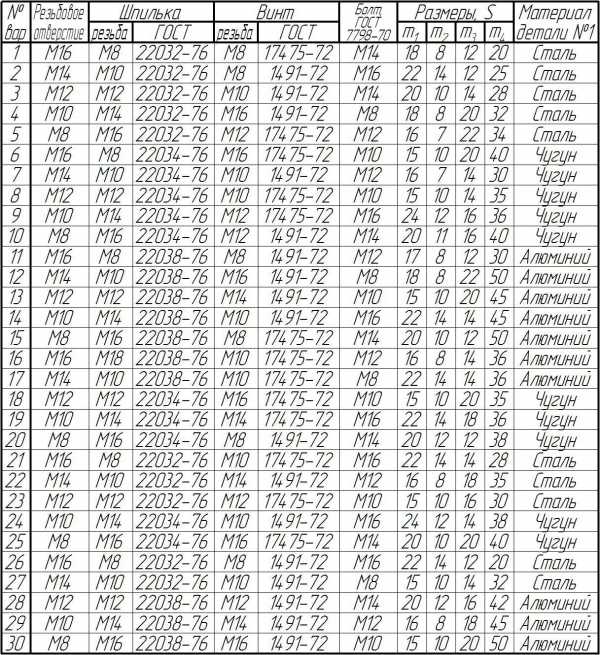
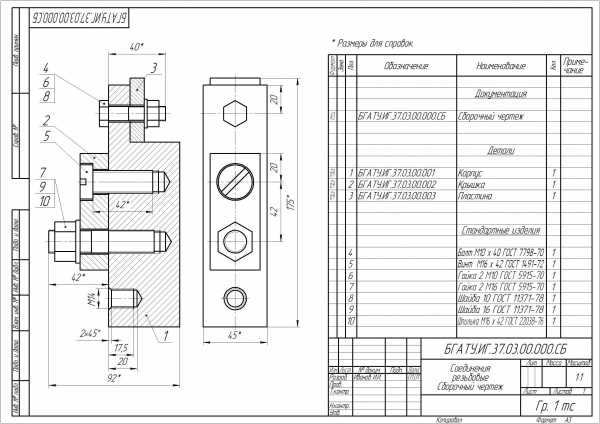
Рисунок 9 – Пример выполнения задания «Резьбовые соединения. Сборочный чертеж».
studfiles.net
Коническая замковая резьба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Коническая замковая резьба
Cтраница 1
Коническая замковая резьба нарезается с биссектрисой угла профиля, перпендикулярной оси конуса. [2]
Каждый вертлюг имеет стандартную левую коническую замковую резьбу для присоединения к ведущей трубе двух-трех размеров. Корпус вертлюга выполняется обтекаемой формы для того, чтобы он не цеплялся за детали вышки при перемещениях. Вертлюги приспособлены к транспортировке любыми транспортными средствами без упаковки. [3]
Шарошечное долото с помощью соединительной конической замковой резьбы соединяется с бурильной штангой. [4]
Долота следует изготовлять с правой конической замковой резьбой. [5]
Таким образом, в качестве критерия износа конических замковых резьб следует принимать суммарный износ по высоте витка ниппеля и муфты. Практическая реализация критерия износа оценивается уменьшением расстояния между торцом муфты и уступом ниппеля или уменьшением числа оборотов для свинчивания соединения. [7]
Замок состоит из двух деталей - ниппеля и муфты, соединяемых конической замковой резьбой. [9]
Замок для бурильных труб состоит из ниппеля и муфты ( рис. 1.29, 1.30), соединенных конической замковой резьбой. Замки выпускаются с правой и левой резьбой. [11]
После сварки собранных секций на корпусе долота нарезается присоединительная коническая замковая резьба. В корпусных долотах секции привариваются к корпусу, внутри которого нарезается муфтовая присоединительная резьба. Правильность нарезки резьбы контролируется калибрами, а положение оси резьбы - замером разновысотности радиального биения шарошек. [12]
На валах часто встречаются наружные и внутренние крепежные резьбы. Для отрасли машиностроения характерно на валах широко использовать наряду с цилиндрическими резьбами также и конические замковые резьбы. Внутренние резьбы обычно нарезают машинными метчиками на сверлильных, токарных и револьверных станках в зависимости от объема выпуска. Наружные резьбы нарезают резьбовыми резцами, гребенками, плашками различных конструкций, гребенчатыми групповыми фрезами, резьбонарезными и резьбонакатными головками. В мелкосерийном и единичном производстве наружные резьбы нарезают на токар-но-винторезных станках с применением резьбовых резцов или гребенок, обеспечивая 6 - 8 - ю степени точности. Кзьбы 4 - й степени точности нарезают на прецезионных токарно-винторезных станках. В серийном и мелкосерийном производстве при точности резьбы не выше 7 - й степени нарезание производят плашками. Однако при этом не обеспечивается соосность резьбы с осью вала. В серийном и массовом производстве применяют резьбонарезные головки вместо круглых плашек, обеспечивающие увеличение производительности процесса нарезания в 2 - 4 раза и точности до 6 - й степени. Нарезание плашками и резьбонарезными головками производят на токарных и револьверных станках. [13]
Трубы бурильные с приваренными соединительными концами. Трубы между собой соединяются крупной конической замковой резьбой. Трубы этой конструкции могут быть следующих трех типов [ 1 ]: ПК - трубы бурильные с приваренными соединительными концами к трубной заготовке, имеющей комбинированную высадку высаженных концов; ПН и ПВ - соответственно трубы бурильные с приваренными соединительными концами к трубной заготовке с высаженными наружу и внутрь концами. [15]
Страницы: 1 2
www.ngpedia.ru
Замковая резьба - Большая Энциклопедия Нефти и Газа, статья, страница 3
Замковая резьба
Cтраница 3
Конусность замковой резьбы по наружному диаметру наружных резьб и по внутреннему диаметру внутренних резьб проверяется у каждого ниппеля и каждой муфты. [32]
Резьбофрезерование замковой резьбы на валах не применяют в связи с образованием вмятин ( карманов) на всей длине резьбы, по которой в процессе бурения может происходить размыв резьбы промывочным раствором. [34]
Профиль замковой резьбы показан на фиг. Биссектриса угла профиля перпендикулярна оси конуса. [35]
Поверхность замковой резьбы вследствие многократных свинчиваний, развинчиваний изнашивается, вследствие чего возникает необходимость ее ремонта. Замковая резьба ремонтируется путем проточки конической части и подрезки торцов ( что вызывает уменьшение длины детали) и нарезки новой резьбы. [36]
Ось замковой резьбы и ось резьбы, предназначенной для соединения с трубами в ниппеле и муфте, должны совпадать. [37]
Конусность замковой резьбы по наружному диаметру каждого ниппеля и но внутреннему диаметру каждой муфты проверяют гладкими коническими калибрами-кольцами и пробками с применением пластинчатого щупа шириной 3 мм - для замков типоразмером от ЗН-80 до ЗН-140, от ЗН-108 до ЗШ-146, от ЗУ-108 до ЗУ-155 и шириной 4 мм - для остальных замков или при помощи других средств измерения, ющих проверку конусности. [38]
У замковых резьб в качестве ограничителя для осевого перемещения свинчиваемых деталей служит у ниппеля упорный уступ, а у замковой муфты - упорный торец. [40]
Профиль замковой резьбы по ГОСТ 7918 - 64: 1 - муфта; 2 - ниппель. [42]
Типы замковых резьб на корпусах калибраторов выполняются по заявке заказчика, чтобы исключить применение лишних переводников в компоновке бурильной колонны. [43]
Обозначение замковой резьбы состоит метра основания конуса ниппеля. [44]
Страницы: 1 2 3 4 5
www.ngpedia.ru
чертежи, узоры, трафареты и эскизы для начинающих мастеров
Существует такой вид резьбы, как сквозная или ажурная — она подразделяется на, собственно, сквозную и накладную, имеет два подвида: прорезную резьбу (сквозные участки прорезаются стамесками и резцами) и пропильную резьбу (фактически то же самое, но такие участки выпиливаются пилой или лобзиком). Самым производительным инструментом, безусловно, является электролобзик. С ним как раз легко выполнять прорезную резьба по дереву!

Прорезную резьбу называют ажурной, потому что, как вы можете видеть на фотографиях, изделия, изготовленные в этой технике, выглядят невероятно легкими, словно нежнейшее кружево. Суть прорезной резьбы заключается в том, чтобы насквозь пропилить узор в тонкой деревянной заготовке. Этот вид резьбы приобрел невероятную популярность в сфере украшения дизайна и интерьеров. Самыми яркими примерами прорезной резьбы можно считать резьбу домовую - украшения для наличников на окна и двери, резные перила, украшения фронтонов создавались на Руси с незапамятных времен и многие из них сохранились до наших дней.
Основное отличие прорезной резьбы заключается в том, что фон изделия удаляется полностью. Но иногда, для наилучшего восприятия узора, его прибивают или приклеивают к сплошному фону контрастного цвета. Этот прием называют накладной резьбой.
С чего начинается прорезная резьба
Изначально необходимо подобрать подходящую по размерам деревянную заготовку, причем для такого вида резьбы обычно используют древесину хвойных деревьев (ель, сосна, пихта).

Затем выбирается нужный орнамент и подготавливается для переносана заготовку. При этом создать чертеж будущего трафарета можно самостоятельно, либо выбрать уже существующий шаблон из интернета, где вы можете найти огромное количество как отдельных картинок, так и целых альбомов с изображениями. Ниже на фото представлены примеры удобных и простых чертежей:
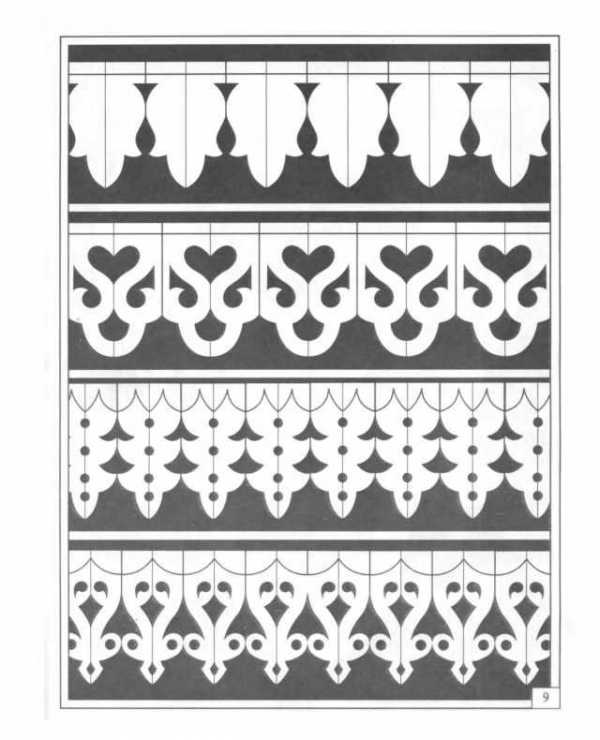
Выбранный рисунок сначала переносится на бумагу, затем бумага жестко фиксируется на деревянной заготовке. После этого можно либо сразу высверливать отверстия для пилки и начинать выпиливание, либо дополнительно перенести узор на поверхность дерева, после чего приступить к резьбе.
Выбирая эскиз, следует помнить, что мелкие детали орнамента будут незаметны на крупном фоне, например, на фасаде здания. Поэтому подбирать нужный орнамент надо с учетом пропорций украшаемого элемента, будь то дом или рама для картины.
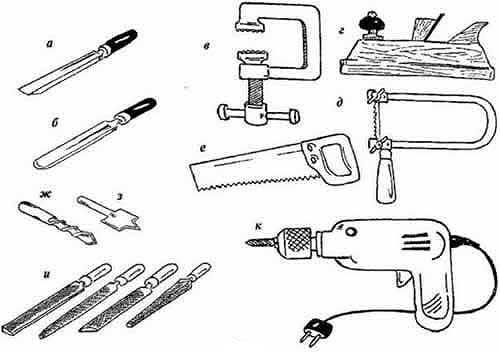
Инструменты и приспособления, применяемые при прорезной резьбе
При выполнении резьбы такого вида используют самые различные режущие инструменты, вроде обычных ножей и стамесок. Но работа такими инструментами очень трудоемка и утомительна. Поэтому более популярными таких целей являются дрель и пила, причем тип пилы может быть разный – от лобзика до ручной ножовки, в зависимости от размера созданного вами шаблона.
В наше время мастера редко используют ручной труд при выполнении масштабных работ. Зачастую используют удобные бытовые электроинструменты, например, электродрель, ручной фрезер и электролобзик. С использованием электролобзика работа проходит быстро, легко и качественно. Но при такой работе невозможно обойтись без дрели, используемой для предварительного засверливания отверстий для пилки. Работа ручным фрезером не на столько легка и производительна, к тому же требует предварительных навыков в обращении с этим электроинструментом. Но резьба получается значительно качественнее и при этом не требуется делать предварительных отверстий в заготовке.
Существуют и более оригинальные способы создания прорезного узора на деревянной заготовке. Одним из таких способов является прожигание. Суть данного способа заключается в буквальном прожигании сквозного узора на дереве сильно нагретой нихромовой проволокой. Минусами же можно считать специфический запах гари, необходимость охлаждать рабочий инструмент, из-за чего работа немного затягивается по времени, а так же заметно обугленные края готового узора.
Более усовершенствованным методом такого способа можно считать лазерную резку, которая выделяется высоким качеством и точностью получаемого рисунка. Однако использование подобного способа возможно лишь при закупке очень дорогостоящего оборудования, из-за чего ныне этот вид работы не очень часто используют на практике.
В заключении статьи хотелось бы продемонстрировать вам потрясающую работу очень опытного мастера, изображающего на своих работах не просто абстрактные рисунки, а очень точные и подробные копии животных.
Видео об основах прорезной резьбы
sdelala-sama.ru
Замковая резьба - Большая Энциклопедия Нефти и Газа, статья, страница 4
Замковая резьба
Cтраница 4
Сопротивляемость замковой резьбы фреттинг-коррозии увеличивается при повышении удельной поверхностной энергии металла и напряжения, которые обеспечиваются дробеструйной обработкой. [46]
Маркировка замковых резьб бурильных труб наносится на замки клеймением. В обозначение резьбы входит ее размер и тип соединения. [47]
Сработку замковых резьб ведущих труб, УБТ и переводников калибраторами проверяют 1 раз в квартал, а по частоте вращения после посадки ниппеля в муфту - 1 раз в месяц. [48]
Сработку замковых резьб ведущих труб, УБТ и переводников калибрами проверяют 1 раз в квартал, а по частоте вращения после посадки ниппеля в муфту - 1 раз в месяц. [49]
Свинчивание замковых резьб бурильных, ведущих, утяжеленных труб, переводников и элементов компоновки низа бурильной колонны проводится в соответствии с рекомендуемыми величинами моментов. [50]
Свинчивание замковых резьб бурильных, ведущих, утяжеленных бурильных труб, переводников, других элементов компоновки низа бурильной колонны проводится в соответствии с рекомендуемыми заводами-изготовителями величинами моментов. [51]
Трубная или замковая резьба, обычно нарезаемая резцам или фрезой, имеет радиус дна надреза по впадине, равный соответственно 0 356 и 0 432 мм для трубной или 0 423 и 0 508 мм для замковой резьбы. Эти значения радиуса закругления впадин резьбы, близкие к экстремальным, вызывают высокую концентрацию напряжений в резьбовом соединении, находящемся под воздействием переменных напряжений изгиба. [52]
Применяется также замковая резьба Н-90, разработанная фирмой Юз, с углом профиля - 90, менее подверженная повреждениям от удара при посадке резьбы. Для труб диаметрами 101 6 и 114 3 мм резьба Н-90 имеет конусность 1: 6 и шаг 7 257 мм. [53]
Герметичность соединения замковой резьбы достигается в результате плотного прилегания торцов ниппеля и муфты, а трубной резьбы - деформации профиля резьбы при свинчивании. Заедание поверхностей витков замковой резьбы при свинчивании и развинчивании деталей замков в значительной степени зависит от материала резьбы, качества механической, термической и химико-термической обработки. [55]
Отклонения конусности замковой резьбы по наружному и среднему диаметрам ниппеля, а такжо по внутреннему и среднему диаметрам муфты не должны превышать 0 2 мм на длине конуса. [56]
Отклонения конусности замковой резьбы по наружному и среднему диаметрам ниппеля, а также по внутреннему и среднему диаметрам муфты не должны превышать 0 2 мм на длине конуса. [57]
Усталостное разрушение замковых резьб наиболее характерно для колонны УБТ и комплекта бурильных труб ( примерно 250 м), установленных над УБТ. На этом участке бурильной колонны возникают наибольшие изгибающие циклические напряжения. Возможны усталостные поломки замков также в местах резкого искривления ствола скважины, где при вращении колонны переменные изгибающие напряжения могут превышать условный предел коррозионной усталости. [58]
Напряженное состояние замковой резьбы определяется условиями ее сборки и действующими внешними нагрузками. Замки относятся к предварительно напряженным конструкциям, поскольку при сборке их в ниппеле и муфте возникают определенные усилия и напряжения. При бурении на замок действуют внешние нагрузки, которые взаимодействуют с этими усилиями и изменяют ( первоначальное напряженное состояние. [59]
Усталостный излом замковой резьбы при испытаниях в коррозионной среде не имеет ярко выраженного типичного многолопастного характера разрушения, вызванного зарождением множества трещин. Вследствие асимметричного циклического нагружения в резьбе зарождались и развивались только единичные, обычно диаметрально противоположные, трещины, которые вызывали разрушение резьбового соединения. [60]
Страницы: 1 2 3 4 5
www.ngpedia.ru