Сварка тонкого металла инвертором (полуавтоматом). Как полуавтоматом варить тонкий металл
Сварка инвертором (полуавтоматом) тонкого металла:технология
Сварка инвертором тонкого металла считается достаточно сложным процессом за счет того, что здесь намного больше вероятность прожечь заготовку, чем при работе с толстым металлом. По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.

Сварка тонкого металла инвертором
Сварка тонкостенного металла грозит также появлением деформаций от сильного воздействия температуры. Когда в ванне расплавленный металл сильно превышает температуру окружающей его области, то деталь может выгибаться. Помимо этого, применяются другие виды и способы сварки металла, которые могут помочь нейтрализовать негативные эффекты. Тем не менее, здесь есть не только недостатки, но и преимущества.
Преимущества
- Процесс сваривания занимает относительно немного времени;
- Использование полуавтоматического инвертора заметно упрощает данный процесс;
- Не требуется длительная подготовка металла под сварку, так как для тонких листов не нужна обработка краев и прочие процедуры;
- Гибка и сверление отверстий здесь проводится намного проще;
- Процесс выходит более экономичным.
Недостатки
- Для работы уже требуется мастер с опытом в таких делах;
- Увеличивается количество брака;
- Необходимо тщательно подбирать режимы сваривания, чтобы достичь качественного результата;
- Нужно использовать оборудование только с тонкой регулировкой параметров;
- Требуется использовать дополнительные крепежи, чтобы надежно зафиксировать тонкие детали, которые могут перемещаться в пространстве во время процесса;
- Требуется тщательнее подбирать защитное покрытие электродов и газ, в зависимости от того, какие виды и способы сварки металла используются.
Способы варки тонкого металла
Сварка инвертором тонкого металла проволокой применяется при использовании среды защитного газа. Зачастую им выступает аргон, но для того, чтобы удешевить обработку, применяют также и ацетилен.
Выбор газовой среды для сварки полуавтоматом
Проволока подбирается тонкая, чтобы могла быстрее расплавиться и не пропалить заготовку.

Выбор диаметра проволоки для сварки тонкого металла инвертором
Также может использоваться исключительно газовая сварка, которая для особо тонких листов оказывается наиболее предпочтительной, так как она постепенно повышает температуру и скорость сваривания при этом составляет, примерно, в три раза меньше, чем в ручной дуговой. Также используется обыкновенная электродуговая ручная . Она приводит к появлению большой вероятности деформации и трещин, если неправильно подобрать режим и инструменты, и при любом неверном движении можно сделать дыру вместо шва. Но это наиболее дешевый и простой способ соединения, тем более, что всегда можно подобрать тонкий электрод.
Выбор способа
Если исходить из экономических соображений, то сварка тонкого металла полуавтоматом лучше всего производится с помощью электродов с покрытием. Как правило, здесь используются электроды толщиной в 1 мм, материал которых совпадает с материалом заготовки, а также имеется соответствующая обмотка. Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Основные требования
В первую очередь, размер диаметра электрода или присадочной проволоки не должен превышать толщину листа, с которым производится сваривание. Следует четко выбирать силу тока, так как небольшое отклонение приводит к браку. Сам присадочный материал, а также его покрытие должно быть предназначено для длительного периода плавления. Инвертор должен работать на постоянном токе. Инвертор должен обладать лучшими вольтамперными характеристиками и обладать широкой регулировкой параметров на низких токах. Перед тем как варить тонкий металл инверторной сваркой, следует обезжирить поверхность деталей и очистить их. Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Основные и вспомогательные материалы
К основным материалам относятся присадочные металлы. Это может быть электрод или сварочная проволока. Желательно, чтобы их состав был максимально схожим с металлом заготовок. Для тонких листов нужно наличие покрытия или защитного газа, так как сварка тонкого металла полуавтоматом без газа является менее качественной.

В качестве дополнительных материалов выступают газ для защиты и подогрева, желательно брать один и тот же, и флюс для улучшения свариваемости. Использование данных материалов уже зависит от технологии, которую требует конкретный вид металла, вне зависимости от его толщины. Таким образом, они не всегда применяются и каждый раз могут быть различными. В особенности это касается флюса, который нужен преимущественно для сложно свариваемых и тугоплавких металлов.

Использование газа
Сварка металла толщиной 2 мм зачастую происходит при помощи использования газа. Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.

Выбор газовой смеси для сварки тонкого металла
Газ также может использоваться для подогрева шва после завершения работы, чтобы снять напряжения. Некоторые технологии требуют постепенного охлаждения, поэтому, подогрев с помощью газа может обеспечить лучшие для этого условия.
Выбор инструмента
Перед тем как сваркой варить тонкий металл, следует правильно подобрать инструменты. Диаметр проволоки и электродов не должен превышать толщину металла. Исключение составляют только тугоплавкие металлы, где этот показатель можно превысить на 0,5 мм. В некоторых случаях вполне достаточно 1 мм, чтобы не перепалить заготовку. В то же время, если для более толстых листов, таких как 2 и 2,5 мм использовать 1 мм электроды, то они могут быстро заканчиваться, что будет часто прерывать шов. При использовании в полуавтоматах присадочной проволоки, таких проблем не возникает. Металл должен быть идентичным, или максимально схожим, со свариваемыми заготовками. Перед использованием электроды необходимо просушить, чтобы ликвидировать остатки влаги.
Режимы
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Технология сварки металла инвертором
В самом начале происходит подготовка, когда детали придают нужную форму, зачищают края, где будет проходить шов и обезжиривают поверхность при помощи какого-либо растворителя, к примеру, ацетона. Затем, если того требуют особенности металла, на будущее место шва выкладывается флюс. После этого происходит настройка полуавтомата для сварки тонкого металла, согласно имеющейся толщине заготовки.
Затем начинается подогрев металла. Область соединения прогревается по всему периметру, пока поверхность не изменит цвет, а заодно и расплавится флюс. После этого уже можно приступать непосредственно к свариванию. Как только образовалась сварочная ванна, следует вести валик мелкими чешуйкам по длине соединения. Чтобы избежать прожога, движения должны проходить больше по периметру, чем в глубину, но при этом сохраняя достаточную толщину проваривания. Шов должен иметь одинаковую длину, ширину и толщину на всей протяженности. После окончания работы желательно прогреть заготовку еще несколько минут постепенно понижая температуру.
«Обратите внимание!
Если все же удалось прожечь деталь, то лучше сразу остановить процесс и осмотреть, можно ли заварить дыру, а затем уже продолжать или начинать новую сварку.»
Меры безопасности
Сварка тонколистового металла полуавтоматом не является для здоровья человека опасней, чем любой другой вид сварки. Здесь нужно выполнять условия электробезопасности, использовать защитную одежду, чтобы избежать попадания раскаленного металла на оголенные части тела. Тонкие присадочные материалы имеют свойства к большему разбрызгиванию, чем толстые. Газовые баллоны желательно отставлять на максимальное расстояние от открытого источника огня и всегда следить за исправностью и надежностью газового оборудования.
svarkaipayka.ru
Как варить тонкий металл инвертором: способы
Сейчас, наверное, у любого имеется дача либо дом за городом. Потому инвертор в хозяйстве незаменим. Нередко возникает необходимость в том, чтобы варить тонкий металл. Но не все грамотно варят тонкий металл полуавтоматом, поскольку процесс имеет свои особенности. О них и поговорим далее.

Схема сварки тонкого металла.
Особенности инверторной сварки тонких металлов
Инвертор для сварки сейчас все больше востребован и имеет своих поклонников, потому как удостоен некоторых преимуществ. Своевременно приобретенный полуавтомат придет на выручку в любой ситуации: благодаря ему возможен ремонт забора, ворот либо изготовление различных конструкций из металла. Инвертор есть в продаже в любом магазине, где представлены сварочные аппараты. Домашнему мастеру, не имеющему опыта работы на подобном оборудовании, следует знать, как грамотно его применять или как варить металл инвертором или полуавтоматом, который имеет отличия от других в том, что содержит в своем составе электрический блок. За счет него его вес существенно ниже, а рабочий процесс намного эффективнее.
Конструкция сварочного инвертора.
Полуавтомат имеет еще одну отличительную особенность в том, что он может отлично себя проявлять при малом напряжении. Что является весьма ценным качеством для тех, кто работает на аппарате в частном доме за городом. Самое главное, когда требуется что-либо сварить, не забыть о требованиях личной безопасности.
Непременно следует надевать плотный костюм и перчатки из толстого материала, предохраняющие от обжиганий капающим металлом. Обязательным условием является применение маски для сварщиков либо защитного щитка, поскольку присутствует опасность повреждения глаз ультрафиолетовым излучением. В большинстве случаев бытовые агрегаты для сваривания металла очень слабые, поэтому рекомендовано подбирать электроды до 2,5 мм. Тоньше электроды могут быть. А вот если их брать толще, то навряд ли с ними получится хоть как-то поработать.
Конечно, инвертором варить намного проще, нежели обыкновенным агрегатом. Даже такую операцию, как установка тока, возможно выполнить одним движением по рукоятке, включающей ток. Диапазон его мощности 20-100 А. Мощность тока подбирают, ориентируясь на особенности предстоящих работ и параметры электродов.
Вполне понятно, что чем тоньше сварочный электрод и лист металла, который планируют сваривать, тем значение тока следует задавать ниже и, наоборот, чем толще сварочный электрод и металл, тем величина тока проставляется выше.
Вернуться к оглавлению
Способы сваривания тонкого металла полуавтоматом
Как же соединяют инвертором тонкий металл? Для этого применяют разнообразные способы: встык и внахлест, посредством не удаляющейся прокладки и без таковой.
Вернуться к оглавлению
Сварка тонкого металла внахлест
Схема сварки тонкого металла при помощи инверторной сварки.
Первым делом листы укладывают друг на друга. Затем плотно соединяют края верхнего и нижнего листа между собой за счет наложения грузов. Щелей между металлом быть не должно. После чего настраивают такой параметр, как величина сварочного тока. Стальному листу с толщиной в 1 мм соответствует размеры в диапазоне между 30 и 50 А. Если толщина листов имеет отклонения от указанной здесь, то ток или уменьшают, или увеличивают.
Следующий момент — прихватывание металлических листов друг к другу. Его выполняют короткими шовными перемычками по всей площади стыка. Сваривают прерывисто, отнимая электрод и, не медля, прикладывая (что называется «гасить дугу»), причем материал не должен успевать остывать. После этого листы полностью сваривают встык прерывистым шагом. Электрод время от времени помещают в холодную область стыка, что позволит материалу сильно не покоробиться.
Вернуться к оглавлению
Сварное соединение посредством подкладки
Важно учитывать то, что при более коротком непрерывном шве металл коробится меньше. Далее стараются добиться того, чтобы между торцами стали зазор был наиболее минимальный. Лучше, конечно, если его не будет. Для сваривания тонкого металла требуется подкладка, укладываемая под стык. Без нее почти не представляется возможным сварить встык слишком тонкую сталь.
Схема сварки тонкого металла встык.
Технология аналогична способу внахлест: устанавливают значение тока, применяя прихваты, и выполняют соединение прерывистыми шагами. Может быть применен такой вариант, как вовлечение стальной не убирающейся подкладки. В этом случае в межстальной стык подкладывают полоску стали по толщине равной этому параметру у листа.
Важно проконтролировать, чтобы прилегание этой полоски к листу было максимально плотным. Тогда подкладка приварится к заготовкам, даже если между ними есть небольшой зазор. Бывают ситуации, когда подкладывание не удаляющейся полоски невозможно осуществить. Тогда под стык подкладывают толстую медную полоску, предотвращающую прожигание листов за счет отведения тепла. Такую полоску после процесса сварки вытаскивают. Когда требуется сваривание двух горизонтально расположенных совмещенных труб, тогда работы начинают с нижней части. И процедура сваривания будет протекать снизу вверх. Подъем кверху выполняют плавно и постепенно, не спеша. В противном случаев шовное соединение окажется непрочным или произойдет прожигание трубы.
В процессе работы следует обращать внимание на качество шва и плавление металла. Когда металл прожигает, следовательно превышен сварочный ток. Тогда его просто уменьшают. При некачественном проплавлении стыка есть вероятность того, что напряжение тока мало и его нужно добавить. Инверторные аппараты для сваривания деталей позволяют при работе на них плавно изменять величину тока.
Именно по этой причине отмечают удобство в их использовании и простоту обращения с ними.
При сварке следует соблюдать предельную аккуратность и выполнять все требования, тогда о какой неуверенности в работе на подобном аппарате может идти речь. А процесс сможет осилить даже малоопытный человек, который до этого в руках не держал ничего подобного. Удачного освоения процесса сваривания!
moiinstrumenty.ru
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
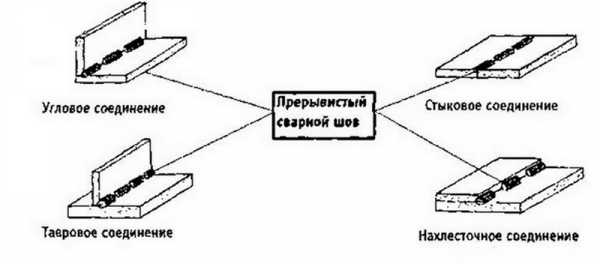
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.

Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.

Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
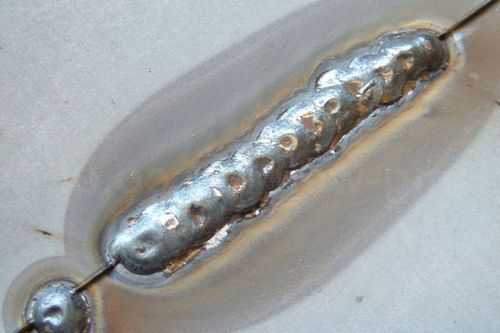
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка...
Вконтакте
Одноклассники
Google+
ktonaavto.ru
Тонкости сварки автомобильного металла полуавтоматом
 Известно, что полуавтоматические сварочные автоматы позволяют варить различный по толщине металл, начиная от тонкого – толщиной в 0,7-0,8 мм, и заканчивая толстым металлом, толщиной в 4 и более миллиметров. Это говорит о том, что варить с помощью полуавтомата, можно совершенно разный металл, в том числе и автомобильный металл – крылья и пороги, а также кузов, лонжероны и прочие автомобильные части.
Известно, что полуавтоматические сварочные автоматы позволяют варить различный по толщине металл, начиная от тонкого – толщиной в 0,7-0,8 мм, и заканчивая толстым металлом, толщиной в 4 и более миллиметров. Это говорит о том, что варить с помощью полуавтомата, можно совершенно разный металл, в том числе и автомобильный металл – крылья и пороги, а также кузов, лонжероны и прочие автомобильные части.
Какими способами полуавтоматической сварки можно варить металл?
Очень распространенной является сварка встык. Её используют в случаях, когда деталь нуждается не в полной замене, а частично. То есть, например, если вы решили вставить в крыло своего автомобиля вставку, или решили вварить в него заплату. Этот способ также удобен тем, что снимать фаски с металлических краев заготовок не потребуется. Фаски необходимо снимать, только если толщина металла превышает 2 мм, да и то, не всегда эта тенденция стопроцентная. Однако, сварка встык требует иного – максимально точной и взаимной подгонки ремонтируемых деталей перед началом сварочного процесса. Это говорит о том, что например, между краями деталей должны отсутствовать зазоры или же иметь минимальные значения. В противном случае, при попытке сварить 2 куска железа, не получится – вы или получите дырку, либо испортите заготовки. Данный вид сварки используют во время ремонта или восстановления наружных частей и кузовных деталей в автомобиле. Например, в ситуациях, когда необходимо заменить не целую часть детали, а только определенный её участок. Например, крыло – вам необходимо лишь вырезать небольшой, поврежденный, ржавый или другой участок, который требует замены, и вставить на его место новый кусочек. Причем, делать это необходимо предельно аккуратно, в противном случае – внешний вид автомобиля будет испорчен.
Чем известна сварка встык, так это своими подгоночными работами, а также тем, что выполнять работы по автомобильному металлу должен высококвалифицированный сварщик. Данный метод сварки намного проще использовать в случае сваривания металла, толщиной в 2 мм и более. В таком случае это происходит намного проще, так как толстый металл не нуждается в точной подгонке, и в большинстве своем прощает сварщику, его «огрехи», которые он допустил во время подгонки.
Также, используется сварка внахлест. Достаточно распространенный способ соединения металла в автомобильном обслуживании и ремонте. Этот способ предполагает «накладывание» одного куска металла, на другой. Кроме того, сварка внахлест используется во время ремонта или же замены силовых элементов, таких как лонжероны, усилители, пороги и всё такое прочее.
Автомобильные сварщики также используют сварку через отверстие или же, электрозаклепку. Этот вид является одним из разновидности сварки внахлест. Однако вместе с тем, он чем-то отдаленно напоминает точечную сварку, которая используется во время сварки кузова на заводе производителя. Используется данный вид сварки очень часто – во время ремонта порогов и крыльев, для исправления различных дефектов и проблем с кузовом и так далее. В таком случае, правда, используется несколько разновидностей сварных швов, в частности:
- точечные сварные швы;
- сплошные сварные швы;
- и прерывистые сплошные швы.
Что же касается точечных сварных швов, то во время сварки, они выполняются в виде отдельных точек, соединяющих детали в нескольких точках. Сплошные сварные швы наносятся по всей поверхности соединения, а прерывистые – с небольшими промежутками. Каждый способ выбирается в зависимости от того, с какой деталью имеет дело сварщик, какая толщина металла используется и так далее.
www.vse-o-svarke.org
Как правильно варить сварочным полуавтоматом
Как правильно варить полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
По характеру перемещения
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне .
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва .
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
 Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе Плазменная сварка — один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье .
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по http://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.Работа такой проволокой выполняется прямым током (на изделие подается плюс).Как варить вертикальный шов.Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
http://elsvarkin.ru
legkoe-delo.ru
Как варить тонкий металл? - Справочник сварщика
Сварочный процесс – это целая наука, требующая помимо знаний, постоянную практику. В сварочном деле встречается достаточно много особенностей и нюансов, одним из которых является сварка тонкого металла. В этой статье мы постараемся рассказать, как поочередно и правильно варить тонкий металл с помощью сварочного инвертора.
При сварке тонких металлов (подразумевается, сваривание тонких листов), листы укладываются один на другой с толщиной 5 мм. Верхний лист металла должен надежно прилегать к нижнему листу, поэтому для их плотного соприкосновения можно пользоваться грузами и другими подходящими, подручными средствами.
Значение сварочного тока для сварки тонкого металла устанавливается в зависимости от толщины и марки стали. Также, от толщины будет зависеть и диаметр электрода. К примеру, для сваривания листов металла с толщиной 1 мм, необходим электрод, диаметром 2 мм. При этом величину сварочного тока стоит установить на 30А. Если для 1 мм листов берется 3 мм электрод, следует установить значение сварочного тока в 50А.
Но, лучше всего перед основной сваркой тонких металлических листов, провести пробную сварку. Таким образом, вы точно откалибруете значение сварочного тока, или решитесь сменить электрод.
От этих параметров будет зависеть и скорость ведения сварочного шва, поэтому если скорость слишком большая, значение тока следует установить поменьше, и, наоборот, если сварочная ванная продвигается слишком медленно.

Для сварки тонкого металла, часто пользуются сварными швами в виде перемычек. Так, эти швы получаются длиной 5-10 мм, и изготавливаются через каждые 50-100 мм соединения стальных листов.
Обратите внимание, что в зависимости от установленных ранее параметров, вы можете делать чуть больше, или чуть меньше размеры сварочных швов. Конечно, не рекомендуется делать слишком маленькие прихватки, поэтому делайте швы такими, как было указано выше.
Как варить тонкий металл встык?

Для того чтобы сварить тонкие металлические листы встык, используют прерывистый шов. При этом, электрод периодически помещают в новую зону для того чтобы было меньше колебаний во время сварки. Это касается тех случаев, когда длина стыковочной области составляет более 200 мм.
Помните, что вы можете начать со сварки одного края, а потом начать варить с другого края. Во время сварки встык, часто используют вспомогательные прокладки, которые делают сварочный процесс удобнее и надежнее.
www.vse-o-svarke.org