Дроссель для сварочного аппарата своими руками. Дроссель для полуавтомата с вольтодобавкой
Дроссель для сварки на инверторе или полуавтомате, сделанный своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение

Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
 Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
 Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Доводим до ума бюджетный полуавтомат » Полезные самоделки
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
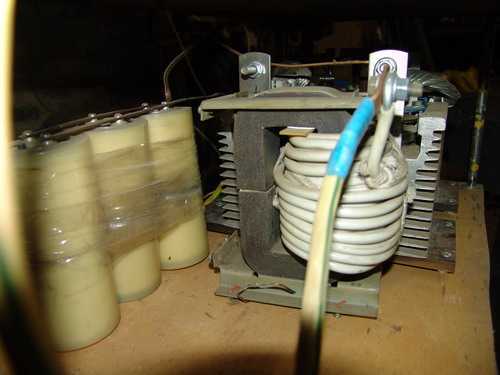
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
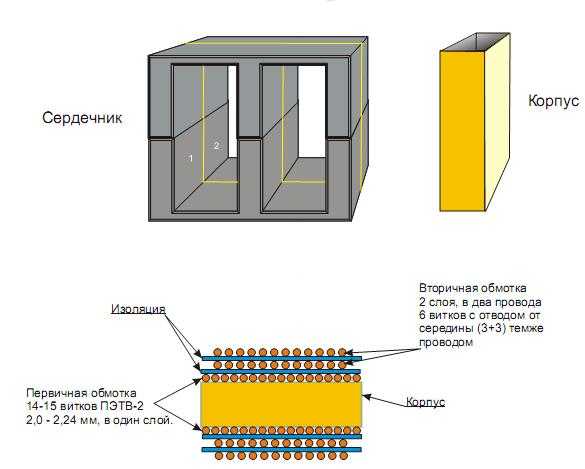
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка - это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков - отвод, и 14 витков отвод.

Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.

Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
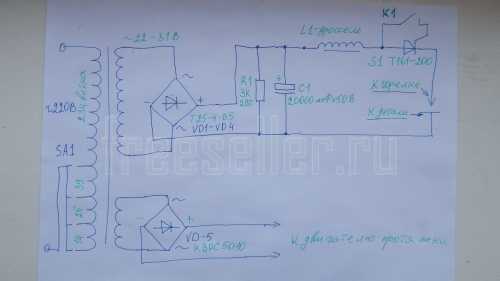
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
www.freeseller.ru
Делаем дроссель для сварочного аппарата постоянного тока своими руками
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.

Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Содержание статьи
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного трансформатора или любого другого аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. В конструкции аппарата предусмотрены обмотки, которые можно механически регулировать. Чтобы уменьшить силу тока ослабьте винты и разведите катушки с обмотками. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Его также можно использовать и с инверторным типом оборудования, но эффективность может быть несколько ниже. Дроссель для сварочного инвертора и сварочного полуавтомата быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель для сварочного полуавтомата или инвертора. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста, а к выходу подключите кабель массы.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего голосов: 1 Средний: 4/5]svarkaed.ru
| индустрия » Электротехника » Сварочные аппараты » Сварочный трансформатор Дроссель сварочного трансформатора является устройством позволяющим регулировать величину сварочного тока. Устройство представляет собой стержневой
Дроссель сварочного трансформатора включается последовательно во вторичную цепь. Поскольку образование сварочной дуги между электродом и свариваемым металлом требует определенного напряжения при выбранной силе тока, то дроссель, создавая смещение зависимости тока и напряжения, способствует возникновению дуги и стабильности ее горения. Электрическая часть дросселя состоит из обмоток выполненных одним проводом на двух стержнях одного замкнутого магнитопровода. Один конец обмотки подсоединяется к проводу вторичной обмотки трансформатора, а второй идет на сварочный электрод. Прохождение переменного тока по обмотке дросселя вызывает магнитный поток в магнитопроводе направленный вдоль сердечника, имеющего воздушный зазор (разрыв стержня). Воздушный зазор создает сопротивление магнитному потоку за счет рассеивания. Сопротивление возрастает с увеличением зазора. Магнитный поток индуцирует в обмотке ЭДС, которая направлена навстречу тока в обмотке, что создает дополнительное индуктивное сопротивление сварочному току. Таким образом, минимальный воздушный зазор будет соответствовать максимальному магнитному потоку и максимальному индуктивному сопротивлению, что даст на выходе минимальный ток сварки. Увеличение зазора повышает сварочный ток за счет уменьшения значения индуктивного сопротивления. Винтовой привод дросселя приводит в движение подвижный сегмент магнитопровода и позволяет вручную регулировать сварочный ток, что определяет скорость сварки. Второе назначение дросселя определяется его высокой индуктивностью. Вольтамперная характеристика для процесса сварки должна носит падающий характер. Такое возможно при наличии высокого сопротивления цепи. Индуктивное сопротивление дросселя, как раз обеспечивает необходимую падающую характеристику сварочному устройству. Индуктивности самого трансформатора недостаточно для обеспечения необходимых параметров падающей характеристики. Дросселя используются не только в трансформаторах для ручной дуговой сварки, но и для полуавтоматической в среде углекислого газа. Читайте также |













 Как сделать сварочный полуавтомат самому Делаем дроссель с вольтодобавкой Vol 3.0 УСТРОЙСТВЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Как сделать сварочный полуавтомат самому Делаем дроссель с вольтодобавкой Vol 3.0 УСТРОЙСТВЕМОНТ СВАРОЧНОГО ИНВЕРТОРА  Типы сварочных аппаратов и их выбор
Типы сварочных аппаратов и их выбор 



www.samsvar.ru
Дроссель для полуавтомата — sovetskyfilm.ru
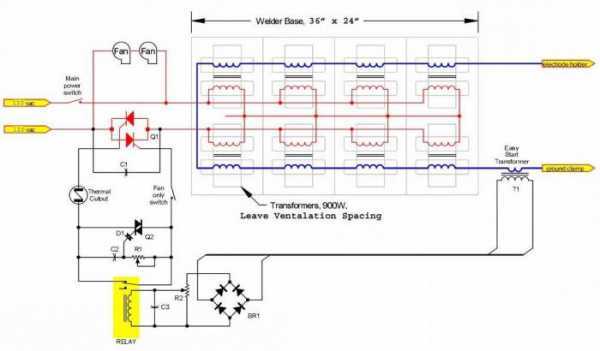
Народ, кто готов растолковать принцип работы выходного фильтра сварочного полуавтомата. схему прилогаю. по этой схеме делают большенство современных однофазных (220В) отечественных полуавтоматов. Интересует назначение второй обмотки дросселя фильтра и диода. Кто порекомендует литературу и методику расчета, или ещё лучше пришлет почитать бубу очень благодарен. может у кого есть паспортные данные на такого типа дроссель полуавтомата или его конструкторская документация?
И ещё вопрос? Кто скажет почему не приходят рассылки с этого сайта. Это временно или на всегда?
Сдаётся мне, что этот «дроссель» совместно с вторичной обмоткой и диодом VD13-VD14 обеспечивает поджиг и дальнейшую стабилизацию дуги при касании электрода (проволоки) с деталью.
Да, похоже. При замыкании электродов ток протекает через обмотку дросселя и запасает в ней энергию. Полярность импульса в этот момент такова, что диод запирается и отключает дроссель от схемы. В момент размыкания электродов полярность ЭДС самоиндукции такова, что диод пропускает ее на выход, а ее величина такова, что обеспечивает пробой промежутка и поджиг дуги. А дальше первичная обмотка дросселя уже работает как обычный L-фильтр.
С уважением Взводатор.
Что бы сказать наверняка, нужно знать соотношение витков оботок этого дросселя.Если обе обмотки, хотя бы, одинаковы, то да, Ваши версии подходят, а если там всего пара витков, тогда ни о каком повышении речи быть не может.
Ещё хорошо бы знать, от чего запитывается первичная обмотка транса? Если от сети 50Гц — это одно, а если от ШИМ-инвертора — совершенно другое. Хотя, с тиристорными ключами в первичке будет то-же самое.Тогда этот диод, просто, необходим для обеспечения непрерывности сврочного тока, а последовательная с ним обмотка уменьшает выброс тока через этот диод.По принципу понижающих импульсных стабилизаторов с отводом обмотки дросселя, в которых либо уменьшается ток через ключи за счёт увеличения напряжения (в низковольтных), либо наоборот — уменьшается напряжение, за счёт увеличенияв тока (в высоковольтных). Зависит от способа включения обмоток дросселя.
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
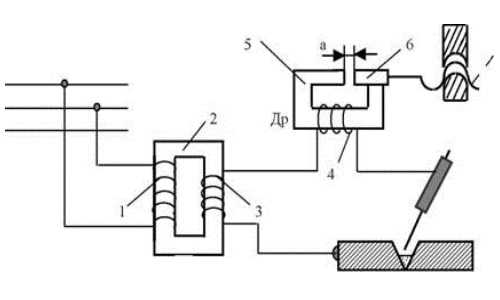
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства
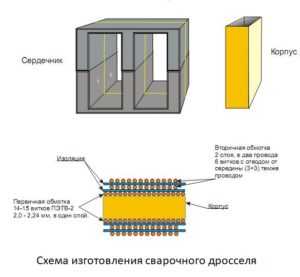
Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки
Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно. Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
вот в том то и дело что я в расчетах дросселей не силен и по этой причине хотелось бы что бы вы помогли мне с расчетом этой железяки по вашей методике ,конечно если это вас не затруднит .между катушкой и железом есть по 7,5мм зазор но если мотать доп обмотку 1:5 то место явно маловато ,может витков немножко убавить на силовой обмотке в примерах росчета в вашей книге меня смущают некоторые моменты: в примере №1 и №2 приведены расчеты двух разных конструктивно дросселей но вроде как выполняющих одинаковую функцию ,но в обоих примерах не акцентируется для какого типа сварки предназначен тот или иной дроссель(мма или па) хотя из практики получается что первый дроссель отлично подходит для ММА и совсем не подходит для П\А ,в то время как второй дроссель прекрасно работает на п\а и отвратительно работает на ММА(дуга совсем не тянется ),а в книге об этом вроде как ни слова нет.
В книге Современные сварочные аппараты своими руками всё ясно написано. На стр.136 даны витки, сердечник дросселя полуавтомата и сказано, что расчёт произведён в разделе 9.3. Зная витки и сердечник дросселя, не сложно определить, что расчёт этого дросселя произведён в примере 2. В примере 3 произведён расчёт дросселя для ЭРСТ, а в примере 1 дросселя для ММА сварки с тиристорным регулятором тока (в книге нет описания такого сварочного аппарата).Критерии выбора индуктивности дросселя для полуавтоматической сварки указаны на странице 133 (выделены жирным). Максимальная индуктивность этого дросселя ограничивается в табл. 5.1. Если предполагается, что сварочный источник будет использоваться в широком диапазоне токов, то имеет смысл сделать несколько отводов от первичной обмотки дросселя. Допустим мы решили, что дроссель должен иметь следующие значения индуктивностей — 0.3, 0.5, 0.7 и 1 мГн. Это будет соответствовать 55, 71, 84 и 100% от полного количества витков первичной обмотки. Вторичная обмотка будет иметь 275% от полного количества витков первичной обмотки.Теперь, когда мы определились с максимальной индуктивностью дросселя — 1мГн и током — 350А, можно вести его расчёт по методике предложенной в книге.И если имеющийся в распоряжении сердечник будет удовлетворять результатам расчёта, то его можно будет использовать.В окне дросселя нужно зарезервировать место для вторичной (стабилизирующей) обмотки через которую будет протекать действующий ток, величина которого будет достигать 60А при максимальном сварочном токе. Следовательно вторичная обмотка увеличивает требуемую площадь окна на 47% (в 1.47 раза).Кроме этого стоит помнить, что при максимальном сварочном токе, источник будет потреблять от однофазной сети более 12кВт! Для питания такой нагрузки обычно используют трехфазную сеть! Ваша проводка и соседи выдержат интенсивную нагрузку и моргание сети?
_________________«Древние украли все наши лучшие идеи»- Марк Твен
а можно по подробнее про таблицу 5.1(максимальная индуктивность сварочной цепи для разных диаметров проволоки)почему то я думал что с ростом тока индуктивность надо уменьшать можно немного на пальцах объяснить происхождение этой таблицы
Это связано с механизмом саморегулирования длины дуги (читать стр.105-106 книги).
цитата из книги писал(а):
Для того, чтобы механизм саморегулирования работал сварочный источник, при КЗ на выходе, должен обеспечивать скорость нарастания тока на уровне dI/dt = 60…180 кА/сек для проволоки диаметром 0,8 – 1,2 мм. В свою очередь скорость нарастания тока зависит от индуктивной составляющей сварочного контура, которая определяется индуктивностью рассеяния сварочного трансформатора и индуктивностью линейного дросселя в сварочной цепи.
Для тонкой проволоки, по сравнению с более толстой, процессы саморегулирования протекают быстрее, что требует и больших скоростей нарастания тока. Соответственно, чем тоньше проволока, тем меньше индуктивность сварочной цепи.
правильно ли я понял что индуктивность дросселя не зависит от сечения провода хоть 50мм2 ,хоть 150мм2 индуктивность дросселя не изменится
Индуктивность практически не изменится, но изменится максимальный рабочий ток дросселя.
_________________«Древние украли все наши лучшие идеи»- Марк Твен
- Преимущества дросселя для сварочного аппарата
- Материалы для самостоятельной сборки дросселя
- Намотка и установка дросселя
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
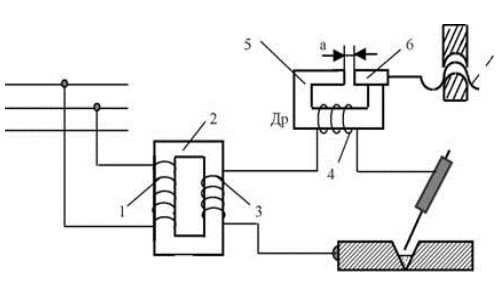
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Вернуться к оглавлению
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Вернуться к оглавлению
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного – достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Электродом можно много чего приварить, но когда дело доходит до автомобильного метала то уже нужно полуавтоматическую сварку в среде углекислоты. Конечно можно и электродом «присрать9quot;))) много кто так делает))Делал давно, лет 7 назад. Почему не купил готовый? Потому что, в те года по доступным ценам были только трансформаторные аппараты, они или прожигали, или «срали9quot;)).Тонкий листовой метал сложно ними варить. Также были и инверторные полуавтоматы, но у них цена уже была совсем другая. Мне требовалось не для проф.работ, а для хобби, поэтому покупать дешевый чтоб мучится потом с ним не хотелось. И случайно в интернете нашел сайт svapka.ru, где в доступной форме расписана методика расчета трансформатора для полуавтомата. В итоге решил попробовать мотать трансформатор сам, тем более все компоненты были в наличии, разные трансы, медная проволока разного сечения. Трансформатор использовал Ш-образного сечения, расчет на практике немного разошелся с теорией, железо оказалось очень добротное, процедура намотки немного утомительная, намотка первички, сборка, замер тока ХХ на первом расчисленном отводе, корректировка расчета, если расходится, и заново разборка пакета, домотка до конца, снова сборка пакета, проверка правильности намотки, и снова разборка пакета, для намотки вторичной обмотки. Трансформатор рассчитывался в основном для тонкого метала, поэтому было сделано 9 отводов по первичке, диапазон от 13в до 32в. ток ХХ от 100мА до 1.5А (нагрузки на сеть практически нету), на вторичной обмотке 3 отвода, один для нормальной сети, один для пониженного напряжения и третий отвод для повышенного напряжения. Сечения проводов уже не помню, вроде первичка 1.5мм2, вторичная 25мм2. Все пролито лаком. Гула нет вообще. Переключаются отводы по первичной галетным переключателем. Так же сделан дроссель с ТС270, с вольтодобавкой. Управления подачей проволоки с помощью ШИМ, вытравил плату, регулируется резистором, большой диапазон. Диоды использовал какие были, на 450А)). Для питания моторчика протяжки и платы ШИМ намотан отдельно транс на торе, на вторичной 3 отвода, на 2 напряжения, 12в и 32в. 12в, для питания платы ШИМ, а 32в для моторчика протяжки. Транс для протяжки ставил с запасом, так как планировал и зарядку, и много другого)). Корпус сварен с угольника, корпус вышел монументальным)) много чего планировалось сделать еще в нем. И в результате оно варит))очень даже неплохо, кузовной метал не прожигает, в принципе можно заварить, подчеркиваю, заварить. а не присрать, крышку консервной банки И также более толстый метал, проблем нет, варил скамейку для жима лежа, суммарную нагрузку 270кг выдержала)).Сейчас, я бы не собирал, уже доступнее купить нормальный инверторный, который скорей всего будет лучше, а главное мобильней. Да и если делать самому, а компонентов нету, то получается не так уже и дешево, плюс к всему еще нужно и понимать что делаешь. Одним словом лучше купить).Внешне вид так себе, уже 7-й год не могу доделать до конца))).главное что работает.
Вид сверху, протяжка на одном ролике, в планах переделать на 2-х роликовую, клапан газа
Трансформатор питания ШИМ и моторчика протяжки, и плата регулятора скорости подачи проволоки на ШИМе
Силовой транс и вентилятор для обдува, также контактор для разгрузки тумблера включения питания.
Галетный переключатель отводов первичной обмотки, в первом варианте использовал советский, но его нельзя было переключать под нагрузкой, и он сгорел в самый неподходящий вариант)))этот уже заказал на ebay, коммутирует до 25А.
Внимание, только СЕГОДНЯ!sovetskyfilm.ru
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Для чего нужен дроссель сварочному аппарату
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.

Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI.
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Поделись с друзьями
4
0
1
1
svarkalegko.com