Правила выбора электродов для чугуна по маркировке. Электроды чугун
Какими электродами варить чугун, какие марки, как выбрать
Главная страница » О сварке » Как правильно варить » Как варить чугун » Какими электродами варить чугун
Чугун представляет собой сплав железа и углерода с добавлением примесей и легирующих добавок. Данный материал имеет широкое распространение во многих сферах. Сварка чугуна характеризуется несколькими особенностями, которые необходимо учитывать при проведении работ. В зависимости от структуры сплава выделяют белые и серые чугуны. Какие нужны электроды для сварки различных разновидностей чугуна, мы рассмотрим далее.
Подготовка чугуна к сварке
Основополагающим этапом для успешного проведения сварки является подготовка. Сваривать чугун необходимо после выполнения следующих операций:
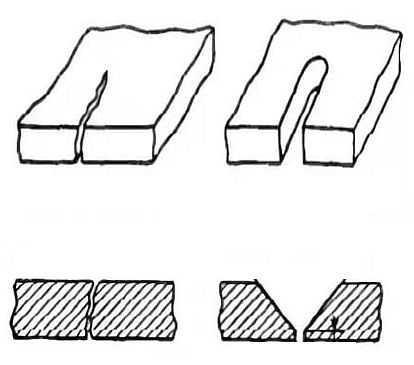 Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.
Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.- При работе с толстостенными деталями грамотная разделка кромок предотвратит перекалку изделия и гарантирует равномерный нагрев. Угол скоса должен составлять 45 градусов.
- Сваривание тонкого металла требует применение графитовых теплоотводящих подкладок, которые предотвратят прожиг и помогут сохранить первоначальную форму изделия.
- Заготовки перед осуществлением сварочного процесса нужно очистить от различного вида загрязнений: пыль, мусор, ржавчина.
- Массивные и тяжелые изделия необходимо зафиксировать с помощью прихваток, удерживающих всю конструкцию.
- В зависимости от выбранного способа сварки, изделие следует прогреть до необходимой температуры. Горячая сварка подразумевает предварительный нагрев заготовки до 600-650°С; полугорячая — до 400-450°С, холодная сварка не требует прогрева детали.
Какой нужен электрод, в зависимости от выбранной технологии, давайте рассмотрим далее.
Какие электроды используют для сварки чугуна
В данном разделе рассмотрим какими электродами можно заварить чугун. В зависимости от поставленных задач и типа свариваемых конструкций следует использовать различные расходники. Итак, какими марками электродов варят чугун.
1. Для выполнения работ по свариванию ответственных конструкций следует применять специальные электроды по чугуну. Для предотвращения образования трещин нужно осуществлять соединение горячим методом. Следует выделить наиболее популярные марки, которые применяются для сварки чугуна:

Электроды сварочные МНЧ-2.
Некоторые марки являются универсальным (МНЧ-2), другие предназначены для определенных видов работ и материалов.
Варить ковкий чугун рекомендуется с помощью ОЗЧ-2, ОЗЧ-6, ЦЧ-4, МНЧ-2.
Варить литой чугун нужно электродами ОЗЧ-3, ОЗЖН-1 и ОЗЖН-2.
Также у сварщиков часто возникает вопрос: какие марки электродов подходят для сварки серого чугуна? Для работ подобного вида подойдут ОЗЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЖН, а также МНЧ-2.
Среди прутков иностранного производства следует выделить ОК 92.18, ZELLER 855. Первая марка предназначена для высокопрочного, серого и ковкого чугунов. Вторая используется для всех видов, сварка может выполняться в любом пространственном положении.
Каким электродом лучше варить чугун каждый сварщик сможет ответить самостоятельно после практического применения или теоретического сравнения.
Как выглядят электроды по чугуну можно ознакомиться в соответствующем разделе нашего справочника, переходя в нем на страницы отдельных марок.
2. Можно варить чугун и обычными электродами, которые также называют стальными или материалами общего назначения. Наиболее распространенными стержнями подобного типа являются марки АНО, УОНИ и другие. Обычные расходники применяются при выполнении неответственных работ, при сваривании рядовых конструкций и в тех случаях, когда к металлу шва не предъявляются особые требования. Обусловлено это невысоким качеством металла шва. Использование стальных электродов позволяет исполнителю значительно сэкономить на материалах.
Внимание! Мы не советуем использовать не предназначенные для чугуна электроды, ввиду низкого качества сварного шва. Информацию предоставляем для ознакомления с темой со всех сторон.
3. Для исправления дефектов в литых изделиях применяются чугунные электроды. Данные материалы представляют собой литые стержни с покрытием: МНЧ-1, ОЗБ-2М, ОЗЧ-1. Сварка с помощью перечисленных прутков может осуществляться холодным и полугорячим методами.
4. Неплавящиеся электроды: вольфрамовые, графитовые и угольные — используются достаточно редко. Их стоимость выше всех перечисленных расходников. Применение прутков подобных типов подразумевает наличие особых условий. Рабочий процесс характеризуется повышенным уровнем затрат: трудовых и финансовых. Кроме этого, во время сварки могут возникнуть определенные сложности. Наиболее распространенным способом сваривания с помощью неплавящихся электродов является AC TIG.
Другие полезные сведения представлены в статье «Сварка чугуна электродами».
Начинающим исполнителям довольно сложно ответить на вопрос как определить электроды по чугуну? На практике данное затруднение встречается редко, так как каждая пачка «оснащена» всей необходимой информацией. Также предназначение стержней указывается на сайтах продавцов и производителей.
Опытные исполнители, в свою очередь, без особых проблем могут визуально отличить электрод по чугуну от обычного. Чтобы не пришлось задумываться над тем, как отличить электроды по чугуну от расходников других видов, следует хранить материалы в упаковке. Это не только исключит возникновение вопросов, но и позволит сохранить электроды в целости и сохранности.
Как сварить чугун в домашних условиях
Следует также отметить какие электроды нужны для чугуна при проведении сварки в бытовых условиях. Выбор расходных материалов при проведении работ дома зависит от нескольких факторов:
- опыт и знания исполнителя;
- финансовые возможности;
- наличие или отсутствие оборудования.
Наличие обширных практических и теоретических навыков позволяет производить соединение любым типом перечисленных выше стержней.
Для экономии средств допускается применять обычные прутки, если качество соединения не будет нести угрозу жизни и здоровью.
Чаще всего в распоряжении домашних мастеров имеется аппарат инверторного типа, обладающий большим спектром достоинств. В таком случае, также возможно применение расходников практически любого вида: специальные, чугунные или стальные. Какие лучше для чугуна, сварщик сможет решить ознакомившись со всем спектром электродов.
Другие важные моменты представлены в статье «Сварка чугуна электродом в домашних условиях». Данная информация сможет помочь определить как нужно варить чугун и как делать это правильно.
Какими электродами варить чугун со сталью
 Потребность в соединении изделий из чугуна и стали возникает достаточно часто. Поэтому важно знать с помощью каких электродов следует проводить сваривание данных материалов различных по структуре. Варить сталь и чугун рекомендуется следующими марками:
Потребность в соединении изделий из чугуна и стали возникает достаточно часто. Поэтому важно знать с помощью каких электродов следует проводить сваривание данных материалов различных по структуре. Варить сталь и чугун рекомендуется следующими марками:
ЦЧ-4 применяется при холодной, полугорячей и горячей технологиях. Предназначена для устранения дефектов и наплавки. Данная марка может применяться для наложения первого слоя, чтобы для наплавления последующих слоев можно было применить обычные прутки.
Ficast NiFe K и ZELLER 855 обеспечивают получение металла шва со схожими характеристиками: прочность; без трещин; легкая обрабатываемость.
Преимущества ОК NIFE-CL-A (ОК 92.58): возможность выполнения сварки в любом положении; подходит для выполнения большого спектра работ.
Данная статья поможет профессиональным и начинающим сварщикам узнать какие есть электроды по чугуну.
Электроды по чугуну - маркировка стержней и их стоимость
Чугун – особенный материал, представляющий собой сплав железа и углерода. Благодаря этому он получается относительно легким, прочным и хорошо противостоит коррозии.
Чтобы придать материалу такие свойства, требуется легирование сплава. Для этого в чугун добавляется хром, алюминий, никель, магний и другие металлы. Если таких добавок нет – чугун получится непрочный и хрупкий.
Электродуговая сварка чугуна электродом в домашних условиях
Чугун относится к металлам и сплавам, технологическая свариваемость которых низкая. Перед началом подобных работ, следует знать о некоторых сложностях, сопровождающих сварку этого материала:
- Возможность появления непроваренных участков. Причины явления – наличие тугоплавких окислов в массе сварочной ванны. Они образуются за счет окисления компонентов, входящих в состав сплава. Температура плавления окислов настолько высока – что дуга может их не расплавить, и они образуют пленку между основным материалом и расплавом. Удалить их механически невозможно;
- Моментальное охлаждение сплава в районе шва. Вокруг обрабатываемой области образуются твердые зоны с выделением, так называемого, цементита. Эти участки имеют характерный белесый цвет и тяжело подвергаются обработке после сварочных работ. Самая распространенная проблема при сварке чугуна;
- Высокая вероятность вытекания расплава из шовной зоны. Чугун относится к жидкотекучим сплавам. Поэтому при высокой температуре дуги, ванна с расплавом может банально расплескаться или вытечь;
- Растрескивание шва. При неравномерном охлаждении в полости шва и околошовной зоне, металл сильно стягивается к холодным участкам. Это приводит к появлению разрывов и продольных трещин. Причем дефекты могут распространиться и на нетронутую сваркой поверхность;
- Пористость соединения. При сварке чугуна выделяется большое количество газа. Поэтому расплав в полости ванны насыщен пузырьками. Если не выдержать баланс в скорости охлаждения – шов получается пористым, как пенобетон. Это снижает прочность и приводит к всасыванию влаги.




Тем не менее, многие сварщики любители с успехом варят чугунные трубы, и даже блоки цилиндров, без использования сложной технологической оснастки.

Практические советы при самостоятельной сварке чугунных сплавов:
- Поверхность сварки должна быть тщательно зачищена. В материале и так есть чему окисляться, поэтому необходимо убрать оксидную пленку хотя бы с поверхности;
- Кромка должна быть отшлифована. При наличии трещин, неровностей, и прочих дефектов – расплавленная масса может просто вытечь из шва. Для предотвращения растекания расплава, применяются специальные формы с графитовыми вставками;
- Форму можно приготовить с помощью песка, только в непосредственном контакте с местом сварки желательно проложить графитовую вставку. Приспособление можно сделать в опоке из огнеупорного кирпича. В этом случае не произойдет вытекание расплава через трещину или отверстие;
- Прогрев заготовки. Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;
- Медленное охлаждение заготовки. После окончания сварочных работ, деталь следует засыпать песком (обязательно сухим!) или мелким древесным углем. Чем медленнее будет остывать заготовка – тем меньше вероятность появления трещин и выделения цементита.

ВАЖНО! Для предотвращения термического воздействия на руки, следует пользоваться специальными рукавицами с повышенной теплозащитой и применять держатель с отражающим щитком.
Полноценная горячая сварка с прогревом до 600° С в домашних условиях маловероятна (хотя и возможна), поэтому можно ограничиться полугорячим способом. Деталь прогревается до температуры 300° – 400° С. такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей.
В остальных случаях можно ограничиться холодной сваркой. При соединении заготовок или проведении наплавки, швы укладываются последовательно, слой за слоем. Снизу изделие можно охлаждать водой.
Разработаны специальные электроды, которыми можно варить чугун без предварительного прогрева. Этим же электродом можно качественно приварить сталь к чугуну. В этом видео подробно о таком электроде.
Однако соблюдения одних лишь правил и технологии для сварки чугуна недостаточно. Необходимо использовать соответствующие расходные материалы.
Электроды для сварки по чугуну – типы и маркировка
При работе дуги, в чугуне выгорает большое количество углерода. Если он смешивается с таким же элементом, содержащемся в стальном стержне – в застывающем металле образуются поры.
Поэтому существует общее правило при использовании расходников для сварки чугуна – наличие в стержне меди и никеля. Допустимо изготовление из низкоуглеродистой проволоки.
Никель не взаимодействует с углеродом на физическом уровне, он вступает с ним в химическую реакцию. Поэтому шов не подвергается закалке, и остается мягким, как и окружающий его основной материал.
А сам никель из стержня полностью растворяется в железе. Медь, напротив, в железе не растворяется. Поэтому мягкость никелевого шва компенсируется медной составляющей.
Среди большого разнообразия марок электродов для чугуна можно выделить несколько основных групп:
Серия ЭМЧС.Изготовлены из специальной электродной проволоки с низким содержанием углерода. Обмазка состоит из трех слоев. Газообразующий для формирования защитного покрытия расплава. Шлакоформирующий для предотвращения мгновенного окисления ванны. Легирующий – для придания шву особых свойств.
Газозащитный предотвращает образование воздушных пузырьков. Расходники ЭМЧС особенно эффективно работают при сварке заготовок малой толщины – до 1 см. Предварительный нагрев не обязателен.
Серия ЦЧ-4.Самые массовые электроды для чугуна. Стержень из сплава со сложным составом, идеально подходит для соединения с чугуном при расплаве. Обмазка состоит из химических элементов, активно взаимодействующих с углеродом в чугуне при высокой температуре. Шов при такой реакции получается ровным и прочным. Сварка возможна с предварительным нагревом и без него.
Серия ОЗЧ-1.Стержень из сплава железа и меди. Покрытие состоит из железного порошка и смеси УОНИ-13.
Чугунные стержни.Покрываются сложной обмазкой, состоящей на четверть из углекислого бария и наполовину из карборунда. Остальную часть составляет жидкое стекло и графитовые добавки.
Серия МНЧ-1.Самые дорогие и соответственно качественные электроды. Стержень изготовлен из так называемого монель-металла (70% никеля и 30% меди). Благодаря этому шов не трескается даже при быстром охлаждении.
Наплав, образованный с помощью МНЧ-1, легко обрабатывается после застывания. При высокой температуре углерод не растворяется в железе, и происходит графитизация соединения. Цементит практически не выделяется.
Стержни для сварки.Медные и стальные прутки соединены в пучок.
Неплавящиеся электроды.Сварка производится вольфрамовыми, угольными или графитовыми стержнями. В зону нагрева подается присадочный материал в виде чугунного круга или проволоки из специального сплава.
Самостоятельное изготовление электродов для сварки чугуна
В качестве стержня используется стандартная медная проволока марки М2 или М3. Заготовка тщательно зачищается от окислов и обезжиривается любым способом. Готовятся отрезки требуемой величины.
Затем замешивается обмазка. Для этого берется электрод с основной обмазкой, и с него сбивается покрытие. Отдельно готовится стальной порошок или мелкая стружка. Порошок можно накрошить крупным рашпилем, стружка подойдет от токарного или сверлильного станка.
Только ее надо измельчить. Металл и измельченная обмазка смешиваются в равных пропорциях. Затем в смесь добавляют жидкое стекло. Раствор доводится до консистенции густой сметаны.В состав обмакивают электроды и просушивают до полного затвердевания. По своим качествам самодельные заготовки очень близки к МНЧ-1.
При соблюдении технологии и правильном подборе расходников, шов получается ровным и прочным.
Еще один, упрощенный, способ подготовки электрода для сварки чугуна в домашних условиях, это намотка медной проволоки поверх электрода без применения обмазки. Как это сделать смотрите в этом видео.
Важно! Проволока должна быть только медной! применение латуни недопустимо, поскольку в процессе варки выделяются ядовитые газы цинка и оксида цинка.
obinstrumente.ru
Электроды по чугуну: маркировка, сварка, особенности
Как известно, чугун представляет собой сплав железа и углерода с незначительными добавками марганца, кремния серы и фосфора. Также, химический состав некоторых марок чугуна отличается наличием легирующих компонентов, таких как ванадий, магний, хром, никель, алюминий и т.д. Марки этого сплава, не подверженные легированию или специальной термической обработке, характеризуются низкой прочностью и достаточно высокой хрупкостью. В отличие от стали, чугун отличается более низкими показателями технологической свариваемости, что обусловлено наличием следующих факторов:
- Возникновением в месте сварки тугоплавких оксидов, в частности оксида кремния. Оксиды возникают в ходе окисления химических элементов, входящих в состав сплава, они являются причиной возникновения участков, которые невозможно сварить между собой.
- Очень быстрое охлаждение сплава в области сварного шва. Подобное явление приводит к тому, что на поверхности сплава возникают обладающие повышенной твердостью зоны, называемые отбеленными участками. В дальнейшем, наличие подобных участков существенно затрудняет механическую обработку изделий из чугуна.
- Жидкий чугун отличается очень высокой текучестью, что затрудняет формирование шва и удерживание металла в области контакта свариваемых деталей.
- Высокая вероятность возникновения трещин в области шва или же непосредственно в самом сварочном шве, что происходит в результате неравномерного прогрева или охлаждения сплава.
- Риск появления пор в теле сварочного шва. Поры могут возникнуть в результате интенсивного выделения газов из места сварки.
Методы сварки чугунных изделий электродами
В настоящее время существуют три основных способа сваривания чугунных изделий:
- сварка, в ходе которой в теле сварочного шва образуются цветные металлы;
- сварка, в ходе которой в теле сварочного шва образуется низкоуглеродистая сталь;
- сварка, в ходе которой в теле сварочного шва образуется чугун.
По способу реализации технологии сварка чугуна подразделяется также на три разновидности:
- холодная сварка, в которой отсутствует предварительный нагрев свариваемых изделий;
- сварка с подогревом, при которой свариваемые детали нагревают до температуры 450°С;
- сварка с предварительным подогревом до температуры 650°С.
Холодную сварку используют в тех случаях, когда технология соединения двух изделий не подразумевает между ними наличия чугунного сварочного шва. Предварительный разогрев свариваемых деталей используют с целью предотвращения появления отбеленных и закаленных участков, а также трещин в теле свариваемых изделий. Горячие, так же как и полугорячие, способы сварки незаменимы в ситуациях, когда в теле сварного шва необходимо получить такой же по химическому составу чугун, из которого состоят две свариваемые между собой детали.
В ходе сварки чугунных изделий электродуговым способом в соответствии с требованиями горячей технологии применяют чугунные, а в некоторых случаях угольные, электроды. Подобные стержни производят на основе чугуна разновидностей «А» и «Б». При этом, до начала процесса сваривания двух чугунных изделий очень важно точно выбрать метод, максимально подходящий для каждой конкретной ситуации. Главная особенность горячего метода заключается в том, что в ходе его реализации сваривание проводят с использованием больших токов без каких-либо перерывов, до полного завершения сварочного процесса. Если объем сварочных работ очень велик, сварку выполняют одновременно несколько специалистов, которые время от времени сменяют друг друга, не позволяя сварочному процессу прерваться ни на секунду. В том случае, когда сваривание деталей из чугуна производится специальными угольными электродами сечением от 8 мм до 20 мм, используют постоянный ток необходимой величины с соблюдением прямой полярности. Держатель сварочного стержня должен обладать специальным защитным экраном, который будет эффективно предохранять руки сварщика от возникающего в ходе процесса мощного инфракрасного излучения. Несмотря на то, что горячий метод сваривания чугунных изделий имеет неоспоримые достоинства, следует отметить, что он не лишен некоторых недостатков, основными из которых являются следующие факторы:- весьма высокая продолжительность и дороговизна операции;
- трудоемкость сварочного процесса, которая обусловлена необходимостью преодоления ряда трудностей, связанных с равномерным разогревом свариваемых деталей и необходимостью формовки сварочного места.
Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.
Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.
Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой - Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
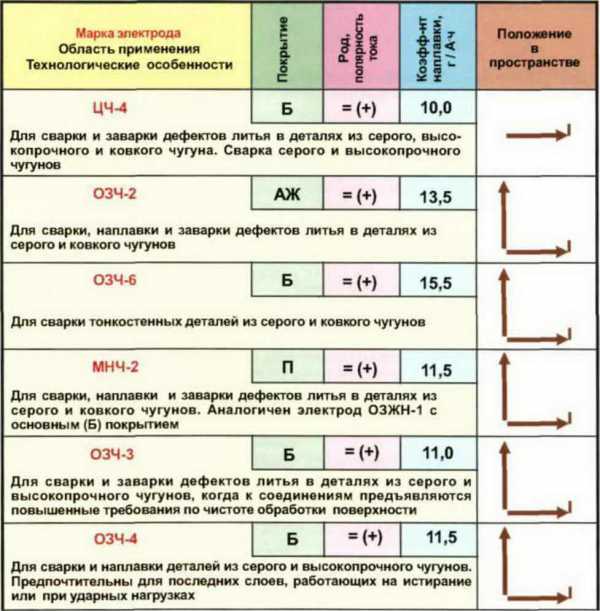
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.
- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна. В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
- Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера. Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
- ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
Инстаграм
- 0,1348 s
- ©2018 Все права защищены
superarch.ru
Маркировка электродов по чугуну - какой выбрать
Для соединения деталей из чугуна различных марок применяются электроды по чугуну, а маркировка изделий указывает на их состав и назначение. Выбор связан с технологией сварки и маркой свариваемого материала.
Чугун – это сплав элементов железа и углерода с легирующими добавками (никель, хром, ванадий, магний) для формирования необходимых физико-механических свойств. В нем содержится высокий процент углерода (свыше 2%), что придает твердость и хрупкость, но затрудняет свариваемость.
Процесс сопровождается повышенным газообразованием, что приводит к пористости и неоднородности шва. Неравномерный прогрев становится причиной появления трещин, а по причине окислообразования остаются непроваренные зоны. Замечено, что термовоздействие приводит к растеканию металла, что затрудняет формирование шва.
Существующие способы сварки
 Сварка чугуна
Сварка чугунаДля сваривания чугуна применяется горячий и холодный способ. Первый нуждается в дополнительном подогреве заготовки до температуры +650°С – горячий или же до +450°С – полугорячий. Нагрев происходит силой тока, а потом — плавное остывание на протяжении 80-90 часов. Электроды по чугуну используются сечением близким к 10 мм. Они должны выдерживать ток порядка 600-1000 А.
Холодная сварка чугуна наиболее популярна. Соединение классифицируется в зависимости от типа электрода: сталь, никель, медь и ряд сплавов. Процесс требует большого количества подготовительных операций, таких как фрезерование, сверление, зачистка.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.
 Виды электродов для плавки чугуна
Виды электродов для плавки чугунаДля графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.
Основные марки
МНЧ-2 и ОЗЧ-4. Расходники универсального назначения, позволяющие работать со всеми видами чугуна. Данные электроды используются и в ремонтных целях, когда нужно устранить брак или выполнить наплавку. Для работы необходим постоянный, обратнополярный ток.
Марка МНЧ-2 используется для деталей, работающих во влажной среде и при высокой температуре. Они обеспечивают антикоррозионную защиту на открытых площадках эксплуатации.

ОЗЧ-2. характеризуется узкой областью применения: лишь для серых и ковких чугунов. Область использования: устранение дефектов в отливках и многослойное наплавление. Технология не требует дополнительного нагрева заготовок. Наиболее качественный шов получается при малой толщине стенок.

ОК-92.18. Предназначены для горячей сварки с переменным током.
ЦЧ-4. Применяются для наплавки и устранения дефектов литья в чугуне всех типов. Позволяют соединять чугун со сталями отдельных марок. Универсальны по способу сварки, т. е. используются и при горячем и при холодном методе. Обеспечивают однородность шва и равномерную ширину. Работают от постоянного тока обратной полярности либо от «переменки» высокого напряжения.

ОЗЖН-1 и ОЗЖН-2. Электроды для сварки чугуна нужны для холодного соединения крупных изделий из серого и высокопрочного материала. Состоят из сплава никеля с железом. Ими выполняют значительный объем сварочных работ по исправлению литейного брака. Используются для многослойной наварки в сочетании с ОЗЧ-3 или МНЧ-2.

Чугунные стержни. Имеют особый тип покрытия из графитосодержащей смеси или соединения из бария, жидкого стекла и карборунда.

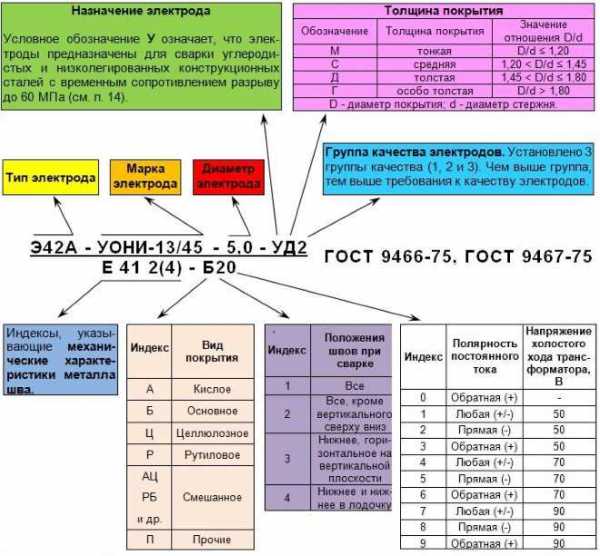
Расшифровка маркировки
Маркировка на электродах, регламентированная ГОСТ, содержит сведения о входящих в состав компонентах. Основа у большей части марок состоит из железа, но бывают и другие варианты. Например, МНЧ-2 содержит:
- М – около 30% меди;
- Н – никель 65%;
- Ч – указание предназначения «для чугуна»;
- 2 – серийный порядковый номер, обозначающий соотношение компонентов.
Критерии выбора электродов
Качество выполнения сварочных работ зависит от правильности выбора марки электродов по основным критериям:
- Соответствие марки электродов чугуну в ремонтной детали;
- Толщина свариваемой стенки;
- Тип применяемой технологии;
- Требования к сварному шву по физическим и механическим параметрам;
- Необходимость в последующей механообработке стыка;
- Наружное покрытие – основное либо кислое, имеет разную реакцию на условия эксплуатации;
- Для старого, низкокачественного чугуна и при наличии загрязнений сечение стержня должно быть больше;
- Сваривание тонкостенных деталей производится электродами, сечение которых приближено к толщине стенки.
При отсутствии опыта и затруднениях с выбором рекомендуется брать электроды марки МНЧ-2, ЦЧ-4 или же ОЗЧ сечением 3-6 мм. В случае предпочтений в пользу зарубежных производителей, рекомендуется универсальная марка UTP.
Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
Реклама партнеров
Видео: Электроды для сварки и наплавки чугуна EutecTrode 224
Похожие статьи
promtu.ru
Электроды по чугуну. Разновидности и отличительные особенности.
Зачастую в быту приходится сталкиваться с ситуациями, когда необходимо сварить изделия, выполненные из чугуна. Такая работа является трудоемкой и справиться с ней под силу далеко не каждому сварщику. Одним из важнейших условий качественного соединения – это правильно подобранные электроды по чугуну. В статье мы рассмотрим, в чем особенности сварки данного материала и как подобрать подходящие сварочные электроды для работы, а также ответим на вопрос: какими электродами варить чугун?
Содержание статьи
Отличительные особенности сварки чугуна
Чугун – это материал, который является сплавом железа и углерода. За счет соединения таких элементов, он является достаточно легким, прочным и не подвластным коррозийным процессам.Для того, чтобы материал обладал таким характеристиками, необходимо выполнить легирование сплава. Для этого в чугун добавляется хром, никель, алюминий, магний и другие металлы.
Если не добавить эти вещества, то чугун будет хрупким и непрочным.
 В настоящее время выделяется два вида чугуна:
В настоящее время выделяется два вида чугуна:
- белый, он не дает абсолютно никакой реакции на проведение сварочных работ из-за своей твердости и хрупкости,
- серый, такой материал является достаточно мягким. По большому счету в этом случае сварка будет представлять собой обработку ковкого чугуна, он хорошо поддается сварке.
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
- в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,

- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.

- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
Совет! В том участке, где форма будет контактировать с местом сварки лучше проложить графитовую вставку, изготовить которую можно из огнеупорного кирпича. Так вы обезопасите себя от нежелательного вытекания расплава через трещину.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.
В промышленных условиях прогрев осуществляется в специальных тиглях. Дома или в гараже можно применять газовую горелку. Работы лучше выполнять с напарником. Один занимается прогревом участка соединения, другой работает с аппаратом.

4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
Обратите внимание! Для того, чтобы не получить ожог, весь процесс работы выполняйте в перчатках с повышенной теплозащитой, а также используйте держатель с отражающим щитком.
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
После выполнения работы, для улучшения качества шва, нанесите на него кастолин – специальный состав, который увеличит срок службы изделия.
Виды электродов для сварки чугуна
Опытные сварщики знают как варить чугун и знают, что существуют чугунные электроды, которыми можно варить этот материал без предварительного прогрева.
Выделяются различные марки электродов для сварки чугуна. Среди большого обилия выделяется несколько основных групп:
- Серия ЭМЧС. Эта марка электродов по чугуну выполнена из специальной электродной проволоки с низким содержанием углерода. Обмазки выполнены из трех слоев: газообразующий для формирования защитного покрытия расплава, шлакоформирующий – он не позволяет сварочной ванне быстро окислиться, легирующий – он придает шву особые свойства.
Газозащитный не позволяет образовываться воздушным пузырькам. Расходники ЭМЧС особенно эффективно работают при сварке заготовок небольшой толщины – не более 1 см. Предварительно нагревать деталь не обязательно.
- Серия ЦЧ-4. Наиболее распространенная маркировка. Стержень из сплава со сложным составом, очень хорошо подходит для соединения с чугуном при расплаве. Обмазка выполнена из химических элементов, которые хорошо взаимодействуют с углеродом в чугуне при высоком температурном режиме. При такой реакции образуется ровный и качественный шов. Перед сваркой детали можно предварительно прогреть, а можно обойтись и без этого. Серия цч 4 является наиболее популярной.
- Серия ОЗЧ-1. Стержень сделан из сплава железа и меди. Покрытие состоит из железного порошка и смеси УОНИ-13. Чугунные стержни покрыты сложной обмазкой из углекислого бария и карборунда. Также в состав входит жидкое стекло и графитовые добавки.
- Неплавящиеся электроды. Сварка осуществляется посредством вольфрамовых, угольных или графитовых стержней. В участок нагрева подается присадочный материал в виде чугунного круга или проволоки из специального сплава.
Подводя итог, стоит отметить, что сварка чугуна – процесс непростой, который сопровождается множеством нюансов. Однако, главное условие для получения прочного и надежного шва – верно подобранные электроды для чугуна.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Какими электродами варить Ковкий чугун

Чугун – один из самых широко используемых материалов в тяжелой промышленности. А про ковкий чугун можно сказать, что это основа машиностроения. Поэтому вопросы сварки этого материала являются актуальными всегда. Основными особенности этого сплава при сварке являются высокая скорость охлаждения, выгорание углерода и образование трещин.
В первой случае в месте сварного шва возможно образование так называемого отбеленного чугуна, который является намного более хрупким и хуже поддается механической обработке.
Если происходит выгорание углерода, то вокруг зоны сварного шва образуются пустоты, что приводит к потере прочности. Причина же трещинообразования – это перенапряжения в металле при изменении температуры. В нашем случае, ковкий чугун менее подвержен этому явлению, ввиду несколько большей пластичности и более благоприятной структуре графитовых вкраплений. Но все равно не стоит списывать возможность возникновения этой разновидности дефекта.
Рассмотрим же, какими электродами варить ковкий чугун методом электродуговой сварки. На практике возможны следующие варианты: электроды стальные, чугунные, на медной или никелевой основе. Для использования каждого конкретного вида есть свои предпосылки, например обрабатываемость, прочность или пластичность шва.
Сразу необходимо отметить, что стальные электроды для сварки ковкого чугуна использовать рекомендуется только в случаях, если после сварочных работ будет проводиться дополнительный отжиг детали. Без этого, полученный шов будет обладать крайне низкой пластичностью, и практически не будет поддаваться дальнейшей обработке. Так что в отдельности, такой вариант сварки можно использовать только в виде исключения для проведения мелких ремонтных работ.
Ведь если рассмотреть процесс получения ковкого чугуна – то его получает из белого в результате специализированного отжига. А под действием высокой температуры сварки углерод растворяется в железе, что приводит к образованию соединений цементита, и ковкий чугун переходит обратно в белый. И при сварке стальными электродами этот процесс наиболее ярко выражен. В случаях же, если после сварки также предусмотрена дальнейшая термообработка детали, то для сварки возможно использовать угольные электроды и присадку из стержней белого чугуна. Данные метод имеет широкое распространение на производстве, для заделки трещин и раковин в литых деталях, не прошедших еще цикл термообработки.
Основным же, и наиболее результативным видом электродов для сварки ковкого чугуна ручной дуговой сваркой, является использование латунных электродов или никеле-медных электродов, или как их еще называют, электродов из монель-металла. Его сплав содержит 67% никеля и до 38% меди. При сварке латунными электродами главным преимуществом является то, что температура плавления латуни 880°C, что позволяет не допускать распада углеродов отжига, и следовательно, сохранить свойства ковкого чугуна без отбеливания.
Для получения сварного шва повышенной прочности в отдельных случая используются электроды по ковкому чугуну из сплава меди с алюминием. При сварке чугуна медно-никелевыми электродами применяется постоянный ток обратной полярности. Нужно отметить, что сварку чугуна необходимо производить непрерывно, при больших объемах используется работа сразу двух сварщиков.
Ввиду вышеупомянутых более пластичных свойств ковкого чугуна чаще всего используется холодная сварка без подогрева, в вертикальном положении. Самыми распространенными из отечественных электродов для сварки ковкого чугуна являются МНЧ-2 и ОЗЧ-2. Реже используются ОЗЧ-4, они обеспечивают сварку не только в вертикальном, но и в горизонтальном положении, а также используются при сварке с предварительным подогревом.
elektrod-3g.ru
Сварка чугуна электродом в домашних условиях
Март 31, 2017
Обычно в бытовых условиях сварить между собой изделия, произведенные из стали, не представляет собой никакой сложности, но технология работы с чугуном подразумевает определенные особенности, которыми владеет далеко не каждый сварщик, даже имеющий опыт. Прежде всего необходимо отметить, что нужно будет подобрать правильные электроды для качественной сварки чугуна.
Обязательно следует принимать во внимание ключевые особенности данного материала. Для этого необходимо учитывать, что чугун представляет собой сплав железа с углеродом, в котором содержание последнего не превышает 2,14%. Именно данный момент сильно сказывается на получении качественного сварного соединения. Сварка чугуна будет довольно проблематичной вследствие ряда причин:
- В данном материале при проведении сварочных работ будут регулярно образовываться поры и трещины;
- Если будет производиться подобная обработка, то станут возникать разного рода каленые структуры, убирать которые с поверхности изделия будет довольно проблематично;
- Когда будет производиться сварка тонкого чугуна электродами, вследствие серьезного перегрева материала может возникать его рассыпание.

Чугун может быть двух основных разновидностей:
- Белый, который вообще не способен реагировать на проведение сварочных работ вследствие своей твердости и хрупкости. Его можно только шлифовать.
- Серый представляет собой довольно мягкое изделие, по сути, будет производиться обработка ковкого чугуна. Его можно с легкостью обрабатывать, в том числе и подвергать сварочным работам.
Как осуществляется сварка чугуна?
Чтобы получить качественное соединение, необходимо правильно подобрать электроды для сварки чугуна, которые должны будут функционировать при использовании соответствующего оборудования. При этом следует принимать во внимание, что в районе образования сварного соединения этот металл будет становиться довольно хрупким. Этот факт связан с тем, что при проведении сварных работ электросварка становится причиной возникновения определенных перегрузок, что в итоге приводит к увеличению хрупкости данной стали, так как углерод будет подвергаться дополнительной кристаллизации.
Если чугун сваривают в промышленных условиях, то это приводит к необходимости создания определенных технологических факторов, чтобы заготовка не начала раскрашиваться. В частности, будет необходимо разогреть металл до температуры от 600 до 700 градусов.
Какими электродами можно пользоваться при сварке чугуна?
Для того чтобы сварное соединение заготовок, изготовленных из чугуна, получилось наиболее качественным, следует использовать следующие марки электродов, предназначенных именно для сварки чугуна:
- ОЗЧ-2 – эта продукция оснащена специальным стержнем, изготовленным из меди, которая дополнительно покрывается веществом, содержащим в себе большое количество графита;
- МНЧ-2 – данные изделия в качестве стержня имеют специальный сплав, содержащий в себе никель, железо, марганец и медь. Данная продукция позволяет получить соединение максимально высокого качества, однако эти электроды отличаются высокой ценой.

Сварка чугуна по холодной методике потребует соблюдения определенной технологии, которая будет заключаться в образовании сварного соединения определенной ширины. В процессе выполнения работ также придется следить за тем, чтобы соединяемые между собой заготовки не достигли определенной температуры. В противном случае в районе формирования сварного шва металл станет довольно хрупким.
Сварочные электроды, предназначенные для работ по чугуну, предусматривают, что основной металл будет остывать достаточно медленно, поэтому плавятся они не слишком быстро.
Если будут возникать определенные дефекты при формировании сварного соединения, то нужно будет воспользоваться специальной подложкой, выполненной из графита. Она позволяет не допустить вытекания металла из формируемого сварного соединения.
Технология получения сварного соединения элементов из чугуна
Сварка чугуна электродом в домашних условиях может потребоваться в самых разных случаях. В частности, у многих людей до сих пор установлены чугунные ванны, которые отличаются хрупкостью. Если такая конструкция расколется, то ее сразу выбрасывать совершенно необязательно. При правильном применении сварочного метода изделию можно возвратить первоначальный вид. Сварка чугуна возможна при использовании определенных технологий:
- Нержавеющим электродом, однако данные работы должны осуществляться в среде инертного газа. Подобный метод применяется в случае, если необходимо произвести ремонтные работы, связанные с канализационными трубами или автомобильными элементами. Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
- Горячая технология сварки чугунной стали применяется исключительно в промышленных условиях. Перед непосредственным соединением заготовок, изготовленных из чугуна, их тщательно прогревают таким образом, чтобы они достигли одинаковой температуры. Только при соблюдении данного момента будет получено соединение наивысшего качества. Стоит отметить, что подобная технология может применяться исключительно теми сварщиками, которые осведомлены относительно способа проведения данных работ, к тому же они в обязательном порядке должны соблюдать все необходимые требования безопасности.
- Холодная технология сваривания чугунных стальных элементов применяется в бытовых условиях, когда к качеству соединения предъявляются минимальные требования.
Сварка чугуна с использованием газа
Данная методика может применяться как в бытовых, так и в промышленных условиях, особенно в случае, если к образуемому сварному соединению предъявляются определенные требования, связанные с прочностью. Эта технология прекрасно показывает себя, когда требуется проварить основной металл заготовок на незначительную глубину. В зависимости от используемого оборудования, режимов наложения сварного шва на соединяемые элементы довольно-таки много. Однако придется учитывать определенные моменты, которые так или иначе будут оказывать влияние на качество шва:
- Напряжение, которое подается на электрод.
- Квалификация сварщика, то есть как он будет накладывать расплавляемый электрод на основной металл.
- Сила тока, идущая внутри основного металла электрода.
- Скорость проведения электрода по соединяемым элементам.
Оптимальными будут следующие показатели: самым лучшим будет напряжение порядка 25-30 В при силе тока более 150 А. Скорость прохождения электрода не должна превышать 12 метров в час. В данном случае лучше всего использовать сварную проволоку, диаметр которой не должен быть больше 1 мм.
Как осуществляют холодную сварку чугуна?
Как было уже сказано выше, данная технология используется в бытовых условиях. Основной особенностью этого метода является отсутствие необходимости в привлечении какого бы то ни было специализированного оборудования. Холодная сварка подразумевает использование одного из следующих электродов:
- Медные с содержанием железа до 50%;
- Медные с добавлением не больше 15% никеля;
- Железно-никелевые;
- Стальные;
- Чугунные.
Для получения наиболее качественного соединения лучше всего пользоваться именно чугунными электродами. Благодаря им можно наложить последовательно один за другим валики сварного соединения. Если планируется использовать электроды, изготовленные из качественной стали, то для получения наиболее прочного и долговечного соединения следует дополнительно устанавливать металлические шпильки.
Как правило, электроды с содержанием железа и никеля применяются для того, чтобы произвести определенные ремонтные работы с чугуном, но для соединения заготовок из этого материала их использовать не рекомендуется. Они прекрасно подходят для заваривания трещин или сколов на чугуне, однако соединять чугунные элементы ими нежелательно. Это связано с тем, что они имеют слишком высокую температуру плавления, а этот фактор может серьезно нарушить кристаллическую решетку этого металла. В свою очередь, это сделает соединение чересчур хрупким — оно будет рассыпаться даже от незначительного физического воздействия.
При правильном подходе можно получить качественный сварной шов из чугуна, главное здесь – выбрать правильные электроды и оборудование.
electrod.biz