Сварка под слоем флюса. Гост на сварку под флюсом
ГОСТ 8713-79* «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСТ 8713-79
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Flux welding. Welded joints. Maih types design elements and dimensions |
ГОСТ 8713-79 |
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ - автоматическая на весу;
АФф - автоматическая на флюсовой подушке;
АФм - автоматическая на флюсомедной подкладке;
АФо - автоматическая на остающейся подкладке;
АФп - автоматическая на медном ползуне;
АФш - автоматическая с предварительным наложением подварочного шва;
АФк - автоматическая с предварительной подваркой корня шва;
МФ - механизированная на весу;
МФо - механизированная на остающейся подкладке;
МФш -механизированная с предварительным наложением подварочного шва;
МФк - механизированная с предварительной подваркой корня шва.
(Измененная редакция, Изм. № 2).
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
files.stroyinf.ru
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ ГОСТ 11533-75 ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва - 1991 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.77 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. Требования настоящего стандарта являются обязательными. (Измененная редакция, Изм. № 1). 2. В стандарте приняты следующие обозначения способов сварки: А - автоматическая дуговая сварка под флюсом; Ac - автоматическая дуговая сварка под флюсом на стальной подкладке; Апш - автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва; П - полуавтоматическая дуговая сварка под флюсом; Пс - полуавтоматическая дуговая сварка под флюсом на стальной подкладке; Ппш - полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва. 3. Основные типы сварных соединений должны соответствовать указанным в табл. 1. 4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-23. Примечание. При применении специальных способов автоматической сварки под флюсом, допускается изменение размера с по сравнению с указанным в табл. 2-23. Таблица 1
Таблица 2 Размеры, мм
Таблица 3 Размеры, мм
Таблица 4 Размеры, мм
Таблица 5 Размеры, мм
| ||||||||||||||||||||
files.stroyinf.ru
Сварка под флюсом: режимы, ГОСТ, схема, способы
Подробное знакомство со сварочными работами и процессами указывает, что воздух несет негативное влияние на качество соединения. Требуемого крепления возможно добиться с применением защитной среды, к которым относятся флюсы либо инертные газы. Наиболее распространенное применение флюсы получили в промышленных условиях, ввиду того, что при использовании данного способа гарантированно образуется надежное крепление. Использование подразумевает автоматический или полуавтоматический режим, на некоторых производственных линиях применяются роботизированные установки.

Сварка под флюсом
Технология сварки под слоем флюса
Автоматизированный процесс сварки подразумевает наличие сыпучего флюса, подаваемого непосредственно к изделию. При розжиге дуги происходит плавление проволоки электрода, воздействующего на металлическое основание. Результатом реакции металла с веществом, которые интегрируются на участке сварки, образуется газовая ванна, состоящая из сварочных паров. Сварка под флюсом применяется автоматическим либо механизированным производством.
Основным предназначением полости при рассматриваемом способе сварки, является образование защитной оболочки во избежание воздействия кислорода на металл.
Также конструкция электродной проволоки реагирует на флюс, подвергая обработке материал, допускает получить качественный шов.

Схема дуговой сварки под флюсом
В процессе удаления дуги, изделие переходит из расплавленного состояния в твердое, образовывая твердый слой, легко удаляемый с поверхности изделия. Технология автоматической сварки под флюсом подразумевает цикл изъятия лишнего вещества с помощью специального механизма. Технология имеет множество достоинств, позволяющих применять метод на любом предприятии.
- Возможно объединить детали, используя повышенную силу тока. На большинстве производств употребляется сила тока от 1000 до 2000 А, для сравнения показатель дуговой сварки не превышает 650 Ампер. Обычным режимом увеличение силы тока пагубно влияет на качество, разбрызгивая металл. При использовании вещества, возможно повышение мощности до 4000 А, что позволяет получить готовый материал в сочетании со скоростью процесса.
- Процесс подразумевает образование дуги под слоем флюса, работающей при большой глубине. Данное условие дает возможность не беспокоится о предварительной обработке сварных соединений.
- Повышенная скорость сцепления позволяет производить больший объем сварочных работ. Для сравнения, изготовление шва с идентичными параметрами дуговой сваркой может отнять больше времени в 10 раз.
- Формируемый газовый пузырь в процессе позволяет избежать разбрызгивания раскаленного металла в процессе. Данное условие позволяет не только получить крепкий шов, но и соблюдать технику безопасности при работе с большими температурами. За счет этого, происходит экономия электроэнергии и инструментов.
Режим сварки определяется при зависимости от некоторых требуемых характеристик шва. Основные критерии:
- диаметр электрода;
- электроток, его полярность;
- скоростные показатели работы и напряжение тока;
- характеристики состава.
Скачать ГОСТ 8713-79
Также существует ряд дополнительных параметров, зависящих от применяемых инструментов.
Что дает применение флюса
Химическое вещество, основанное на множестве компонентов, именуется флюсом. Применяется при необходимом следовании стандартам, защите металлических изделий от коррозионных условий при последующей эксплуатации.

Флюс сварочный
Основные задачи, которые под силу решить веществу:
- устойчивое горение сварочной дуги;
- улучшенные свойства и формы шва;
- обеспечение сварочной ванны, ей производится защита металла;
- применение различных креплений позволяет изменять состав химической смеси для получения необходимых характеристик.
Кроме вышеперечисленных достоинств, основным преимуществом является возможность построения механического процесса стыковки. Различные химические соединения применяются в автоматических линиях.
Химический состав различных марок флюса
У каждого способа существуют недостатки, использование флюса не исключение:
- работа производится только при нижнем положении стыка;
- сборка деталей должна соответствовать параметрам подгонки и обработки кромок;
- производство выполняется только на жесткой опоре, воздействие в подвешенном состоянии на материал недоступно;
- стоимость вспомогательных материалов высока, поэтому способ употребляется в ответственных конструкциях.
Сварка алюминия или других цветных металлом невозможна без применения флюса, вне зависимости от способа стыковки. Однако существует вероятность образования твердой окиси, вытесняемой на поверхность в процессе.
Виды сварки под флюсом
Стыковка цветных металлов методом сварки подразумевает применение различных составов. Составная часть делится на марганцевые, низко кремнистые, бескислородные изделия. Плавленые составы имеют структуру пемзы, легирующие свойства существуют у керамических изделий, улучшающие свойства крепления. Составляющие основных разновидностей:
- Солевые соединения богаты фторидами и хлоридами. С помощью них выполняется ручная аргонодуговая сварка, применяя активные составы, переплав шлаков.
- Оксидные смеси нашли свое назначение в стыковке фтористых деталей, а также низколегированных материалов. Данное изделие отличается содержанием кремния, имеет до десяти процентов фтористых составов.
- Смешанные изделия употребляются к высоколегированным сталям, структуру исполняют все элементы, перечисленные в первых двух материалах.
Подобрать правильный флюс достаточно тяжело без наличия соответствующего опыта, автоматическая дуговая сварка под флюсом требует качественного материала.
Тип и характеристики состава определяются технической документацией.
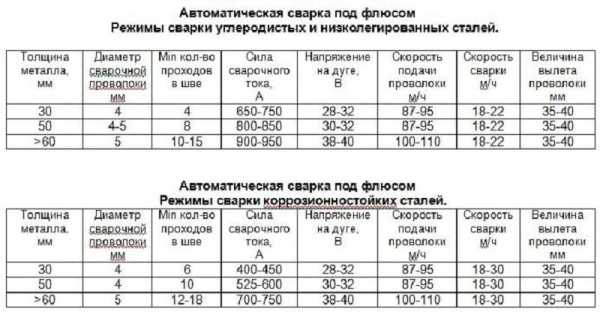
Режимы сварки сталей под флюсом
Автоматизированная сварка осуществляется таким способом, что оператор выполняет лишь отладку оборудования при соответствующем режиме работы. Последовательность действий и технология:
- К соединяемым деталям автоматическим режимом подводится флюс, высота слоя регулируется по отношению к толщине металла, забор продукта происходит из специально отведенного бункера.
- Кассетным механизмом подается проволока электрода, без которой процесс невозможен.
- Скорость работы выбирается таким образом, чтобы образовывалась качественная сварочная ванна, предотвращающая разбрызгивание металла.
- Изделие с более маленькой плотность всплывает на поверхность ванны, что не влияет на свойства шва. Неизрасходованный материал механически собирается в целях экономии.
Основным положительным качеством является увеличенная скорость путем механизированной сварки под флюсом. Благодаря этому, способ применяется различными производствами, зарекомендовал себя надежным и долговечным способом соединения сварных деталей.
Шов выполняется по нескольким характеристикам, в зависимости от этого подбираются режимы работы. Распространённым видом является холодная сварка, применяется с пониженными температурами для соединения цветных металлов.
Каждый материал имеет техническое задание с разрешенными параметрами сварки.
В случае отсутствия инструкции, вещество подбирается к работе методом пробы, важно следовать некоторым советам:
- Соединение высокого качества можно получить только при наличии стабильной дуги. Параметр регулируется путем подбора уровня скорости движения плавящего инструмента, силы тока.
- На скоростные показатели влияет степень вылета проволоки, а также легированный состав.
- Сила тока напрямую зависит на глубину, а напряжением можно производить регулировку ширины шва.

Механизм работы флюсов при сварке
Таким образом, возможно максимально точно подобрать необходимое вещество. Необходимо понимать, что пренебрегать контролем не стоит, т.к. соединение может быть нарушено при дальнейшей эксплуатации.
Оборудование которым осуществляют сварку под флюсом
На производственных мощностях применяется стенд сборочного типа, на котором возможно зафиксировать обрабатываемые элементы в неподвижном состоянии. Требование надежного крепления особенно соблюдается, т.к. при работах деталь может сместиться, получится неровный сварочный шов. Зачастую, вместо полноценного дорогостоящего оборудования сварки под флюсом, применяют мобильные головки.
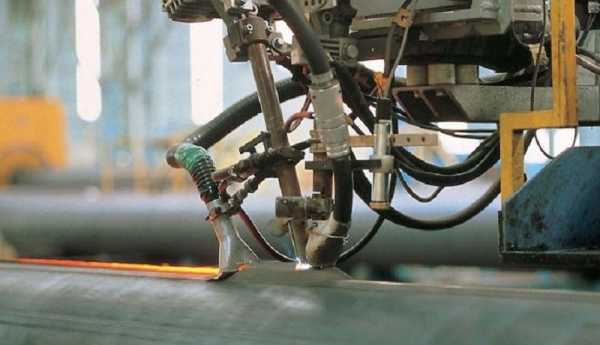
Автомат, сваривающий под флюсом
Тележка, оборудованная электроприводом и механической сварочной головкой именуется трактором. Данное устройство способно двигаться по направлениям шва или непосредственно деталям.
Область применения
Автоматизированный способ дает возможность поставить на конвейер производство различных крупных конструкций. Наиболее распространенные области, которыми применяется метод:
- Судостроением употребляется крупно узловая сборка, при сварке флюсом возможно монтирование секциями, что позволяет сократить время на производства в целом.
- Требования к высоким параметрам стыкуемых поверхностей позволяют применять устройство при изготовлении различных резервуаров.
- Газопроводные трубы крупных диаметров.
Технология не стоит на месте, с каждым годом становится все совершеннее. Дуговая сварка под флюсом позволяет производить крупные изделия высокого качества в машинном режиме. На некоторые работы ручным способом уходим несколько дней, механизированные линии выпускают готовое изделие за считанные минуты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
ГОСТ 8713 79 Сварка под флюсом – соединения сварные
Сварка металлов применяется повсеместно и требует четкой стандартизации. Государственный стандарт для метода, предполагающего использование флюса, начал действовать почти 40 лет назад. В статье речь пойдет именно об этом документе – ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные».
Читайте в нашей статье:
Статус на 2018 год
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры» – это действующий государственный стандарт, который был введен еще в 1981 году. Тогда он сменил ГОСТ 8713-70. В дальнейшем документ несколько раз подвергался изменениям: в 1987, 1989, 1991 годах. Последнее на данный момент обновление произошло в 2007 году.
Область применения ГОСТ
ГОСТ на автоматическую сварку под флюсом детально регламентирует использование этой технологии в промышленности. Под его действие не подпадают сварные соединения стальных трубопроводов. Для них действует отдельный стандарт – ГОСТ 16037-80.
►Скачайте программу обучения по охране труда для сварщика>>>
Что устанавливает
Рассматриваемый нами документ устанавливает, какие техпроцессы действуют при сварке под защитным слоем флюса. Он распространяется на работы с соединениями сталей и сплавов на никелевой, либо железноникелевой основе. Параллельно этот стандарт дает подробную классификацию разным видам сваривания. Ее сокращенный вариант мы приведем ниже в виде таблицы./p>
Обратите внимание, что для автоматической и полуавтоматической сварки для деталей из низколегированных, либо углеродистых сталей действует отдельный ГОСТ 11533-75.
Читайте по теме в электронном журнале
Сварка под флюсом
Методы сварки постоянно эволюционируют. Специалисты уже давно заметили, что при традиционных способах воздух может негативно действовать на качество соединения. Именно поэтому сегодня предпочитают работать в среде защитных газов или использовать слой флюса. Последний способ позволяет выполнять работу гораздо быстрее и улучшает характеристики получаемого шва.
При сварке под флюсом дуга между металлом и проволокой горит под гранулированным порошком. Гранулы и электрод плавятся под воздействием температуры, образуя эластичную пленку, которая защищает зону обработки от воздействия воздуха.
Юрий Сорокин профессор, кандидат технических наук, президент ассоциации «СИЗ»При проверке ГИТ норм трудового права по приобретению, выдаче и применению СИЗ вам понадобятся документы:
В свое время эта методика стала революционной и использовалась для работы с низкоуглеродистыми сталями. Позднее ее стали применять для других материалов, в том числе для тугоплавких металлов и сортов стали, которые плохо поддаются обработке.
Сегодня сварщики используют полуавтоматический метод, при котором мастер сам направляет проволоку, а также роботизированный способ сваривания металлов – наиболее быструю и передовую технологию, предполагающую использование сложной автоматики. Чаще всего эти способы применяют для соединения вертикальных швов, варки кольцевых швов, сваривания труб разного диаметра.
►Узнайте, когда можно предоставить льготную пенсию электрогазосварщику>>>
Применяемый флюс зависит от типа свариваемых материалов. Существуют разновидности для высоколегированной стали, цветных сплавов, легированных и углеродистых сталей. Также применяют керамические и плавленые флюсы.
Для электрической и газовой сварки используются свои виды флюсов: солевые, смешанные, оксидные.
Классификация сварных соединений
Прежде всего ГОСТ 8713-79 «Сварка под флюсом» служит для подробной систематизации методов работ. Большую часть документа занимают таблицы с разновидностями применяемых швов и способов их формирования.
В этом разделе мы приводим сокращенную версию главной таблицы, в которой перечислены основные типы сварных соединений.
Стандарт ввел следующие сокращения, которые обозначают способы сварки:
- АФ – автоматическая на весу;
- АФф – автоматическая на флюсовой подушке;
- АФм – автоматическая на флюсомедной подкладке;
- АФо – автоматическая на остающейся подкладке;
- АФп – автоматическая на медном ползуне;
- АФш – автоматическая с предварительным наложением подварочного шва;
- АФк – автоматическая с предварительной подваркой корня шва;
- МФ – механизированная на весу;
- МФо – механизированная на остающейся подкладке;
- МФш – механизированная с предварительным наложением подварочного шва;
- МФк – механизированная с предварительной подваркой корня шва.
Применяемые виды сварных швов:
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Способ сварки |
|
Стыковое |
С отбортовкой |
односторонний |
АФ, МФ, АФф, АФм, АФп |
|
Без скоса |
|||
|
Без скоса с последующей строжкой |
двусторонний |
АФо, МФо, АФ, МФ, АФш, МФш, АФф |
|
|
Со скосом одной кромки |
Односторонний и двусторонний |
АФф, АФм, АФо, МФо, Аф |
|
|
С криволинейным скосом одной кромки |
Односторонний |
АФф |
|
|
С ломаным скосом одной кромки |
АФф |
||
|
С двумя симметричными скосами одной кромки |
Двусторонний |
АФ |
|
|
Со скосом |
Односторонний |
АФф, АФм, АФо, МФо |
|
|
Односторонний замковый |
АФо |
||
|
Двусторонний |
АФ, МФ, АФк, МФк, АФш, МФш, АФф |
||
|
С криволинейным скосом |
Односторонний |
АФо |
|
|
Односторонний замковый |
|||
|
Двусторонний |
АФк |
||
|
С ломанным скосом |
Односторонний |
АФф |
|
|
С ломанным скосом |
Односторонний замковый |
АФо |
|
|
С двумя симметричными скосами кромок |
Двусторонний |
АФ, МФ, АФк, АФф |
|
|
С двумя несимметричными скосами |
АФш, МФш |
||
|
С двумя симметричными криволинейными скосами |
АФ |
||
|
С двумя несимметричными скосами |
АФш |
||
|
Угловое |
С отбортовкой одной кромки |
Односторонний |
АФ, МФ |
|
Без скоса |
Двусторонний |
АФш, МФш |
|
|
Со скосом одной кромки |
Двусторонний |
||
|
С двумя несимметричными скосами |
|||
|
Тавровое |
Без скоса |
Односторонний |
АФ, МФ |
|
Со скосом одной кромки |
Двусторонний |
АФш, МФш |
|
|
С криволинейным скосом одной кромки |
АФш |
||
|
С двумя симметричными скосами одной кромки |
АФ, МФ |
||
|
С двумя несимметричными скосами одной кромки |
АФш, МФш |
||
|
С двумя симметричными криволинейными скосами одной кромки |
АФ |
||
|
Нахлесточное |
Без скоса |
Односторонний |
АФ, МФ |
|
Двусторонний |
Найдите нужный вам образец документа по охране труда в самой полной библиотеке шаблонов Справочной системы "Охрана труда". Наши эксперты подготовили уже 2506 шаблонов!
www.trudohrana.ru










