Как правильно нарезать резьбу плашками и метчиками – инструкция. Как нарезать резьбу леркой вручную
Как нарезать резьбу на трубе леркой?
Сейчас под леркой понимается инструмент, с помощью которого с легкостью можно создать витки на водопроводной трубе или других видах подобных изделий.
Лерка для нарезки резьбы
Резьбонарезной инструмент для создания витков представлен в виде изготовленной из прочного металла гайки, в отверстии которой имеются режущие зубья и кромки. Как правильно нарезать резьбу с его помощью — разберемся ниже.
Cодержание статьи
Описание конструкции
Зубья располагаются под такими углами, что при вращении лерки формируется витки. Режущая кромка инструмента имеет форму конуса, при толщине лерки в 8-10 витков (зубьев).
В большинстве случаев ручная нарезка резьбы на трубе производится с помощью цельной круглой лерки.
Приспособление для формирования витков крепится в специальном держателе, а его поверхность может иметь до пяти пазов.
Лерка с набором плашекУстройство для изготовления витков круглой формы может применяться для нарезки трубной, метрической или дюймовой резьбы.
Такие инструменты имеют одну преимущественную особенность — при формировании работают все три кромки рабочего участка, это позволяет создать резьбу на трубе за одно прохождение.
Виды и отличия
Резьбонарезной инструмент может быть:
- цельным;
- разрезным;
- раздвижным;
- круглым;
- квадратным;
- шестигранным;
- призматическим.
Набор для нарезания резьбы классифицируется с учетом не только формы, но и конструкции корпуса.
Лерки для нарезания трубной резьбы
Формирование витков круглого типа производится с применением инструмента с ГОСТом 13536–68, нарезание резьбы цилиндрической формы на трубах выполняется инструментом соответствующем ГОСТу 9740–71.
Коническая нарезка на трубах используется инструментом, изготовленным по ГОСТу 6211–81. Рекомендуется выполнять витки с помощью наиболее распространенной круглой лерки.
Этот резьбонарезной инструмент позволяет формировать витки, отличающуюся крупным шагом с метрическим измерением, или трубную резьбу с мелким шагом в дюймовом измерении.
Однако если резьба на трубе требует особой точности, то круглая лерка не пойдет. Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
Нарезка резьбы леркой
Еще одна особенность – это зависимость размера нарезаемой резьбы от наружного диаметра инструмента. Чем больше будет диаметр отверстия лерки, тем лучше будет выполняться отвод стружки и тем качественней будет выполнена резьба на трубе.
Цельная и раздвижная лерка
Резьбонарезной инструмент цельного типа позволяет добиться хорошего качествавитков на трубе. С помощью цельной лерки можно сформировать как метрическую, так и дюймовую резьбу.
Нарезание резьбы с помощью цельной лерки происходит достаточно быстро, а хороший результат достигается за счет высоких показателей жесткости металла, из которого инструмент изготавливается.
Единственный существенный недостаток резьбонарезной цельной лерки – это невысокий уровень износоустойчивости.
Такие модели можно использовать в тех случаях, когда к резьбе не предъявляется особых требований, связанных с точностью.
Резьбонарезной инструмент в процессе работы может немного пружинить, что приведет к незначительным изменениям диаметра резьбы.
Разница может составлять 0,1-0,3 мм. Еще один недостаток цельной лерки — это ее невысокая степень жесткости, из-за которой нарезание резьбы получается не всегда чистым и точным.
Процесс нарезки
Инструмент раздвижного типа снабжен специальными направляющими, которые существенно облегчают нарезание резьбы.
Такая модель состоит из двух частей, которые крепятся в рамке с помощью специальных винтов. Винты помогают с высокой точностью регулировать параметры витков, нарезаемых на трубе.
Для наиболее эффективной работы рекомендуется обзавестись целым набором плашек – это позволит создавать нарезку нужного диаметра без особых усилий и сложностей. Перед тем, как нарезать резьбу на трубе важно закрепить раздвижную лерку стопорными винтами.
Также для этого могут применяться резьбонарезные патроны, для крепления которых используются углубления с конической формой и специальные пазы углового типа. Пазы отлично помогают регулировать точность будущего соединения.
Специальные лерки
Кроме обычных лерок для нарезания резьбы на трубах могут использоваться специальные инструменты. Они могут быть:
- метрическими;
- левыми;
- трубными;
- трубными коническими.
Перед тем, как нарезать резьбу на трубе, необходимо обратить внимание на особенности маркировки изделия.
Процесс нарезки леркой
Так, например, метрический инструмент делает витки в миллиметрах, и может обозначаться как М8, М10 и так далее. Соответственно такой леркой можно нарезать на трубе резьбу с диаметром в 8 или 10 мм.
Кроме того, нарезка этим инструментом нарезается пошагово, и каждый отдельный шаг соответствует расстоянию между новыми витками.
Метрическая лерка может обладать не только основным, но и дополнительным шагом витка. Такие инструменты для нарезания резьбы могут обозначаться маркировкой М 12-1,5, М 12-0,75 или М 12-0,5. Расстояние между витками будет уменьшаться пропорционально уменьшению шага.
Особенно стоит выделить лерку с левой резьбой. Уже по названию понятно, что представленный инструмент обеспечивает нарезку левой резьбы.
Такая разновидность встречается не так часто, как традиционная, но для их выполнения потребуется специальный резьбонрезной инструмент.
Как правило, устройство такого типа применяется для нарезки резьбы на таких трубных соединениях, которые впоследствии должны будет вращаться. Эта вариация отличается специальной маркировкой, которая обозначается как LN.
Трубная лерка обеспечивает создание цилиндрической резьбы на небольших трубках, шпильках и стержнях. Коническая лерка незаменима при создании систем отопления и водоснабжения. Изделие имеет маркировку «К».
Рекомендации по работе
Перед тем, как нарезать резьбу — следует знать определенные правила работы с инструментом.
Если их не соблюдать, то виток может получиться некачественной, а резьбонарезной инструмент не прослужит долго или даже повредится при нарезке. Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
- работа всегда должна выполняться только с помощью исправного и достаточно острого инструмента;
- перед началом работ металлическая труба предварительно подготавливается – с места нарезки удаляется старая краска, ржавчина и грязь. Поверхность очищается до «голого» металла;
- с помощью напильника или болгарки на торце трубы делается наружная фаска;
- при создании витков необходимо проводить периодическую смазку резцов и рабочей поверхность трубы. С этой целью применяется смазка или специальный состав. Наносятся они как перед началом работ, так и во время процесса.
Способ применения лерки (видео)
Порядок работы
Лерка позволяет быстро и достаточно качественно выполнить формирование витков на любой разновидности трубы. Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
- Трубу следует надежно зажать с помощью тисков или другого приспособления.
- С уже подготовленной и зачищенной трубы необходимо снять наружную фаску.
- Вставить в держатель лерку с заранее определенным диаметром.
- Тщательно смазать трубу и резьбонарезной инструмент смазкой.
- Лерка таким образом присоединяется к трубе, чтобы ее положение было перпендикулярно оси изделия. Если резьбонарезной инструмент буде установлен даже с незначительным перекосом, то может произойти срыв витков или изменение значения ее диаметра.
- Держатель инструмента необходимо вращать по направлению часовой стрелки. Это обеспечит создание правой нарезки на изделии.
- После изготовления 3-5 витков устройство раскручивают в обратном направлении, в процессе металлическая стружка будет удаляться.
- Крутить инструмент нужно очень плавно, и не совершая резких рывков.
- Важно помнить о периодической смазке резцов и внутренней поверхности соединения смазкой.
- После того, как последний виток будет создан, лерка возвращается к верху, а потом проходиться по уже готовым виткам еще раз.
Следует учитывать, что показатель длины соединения не должен быть больше 10 мм. Это расстояние является стандартным для подавляющего большинства бытовых трубопроводных систем.
Другие похожие статьи по теме:
trubypro.ru
Лерка для нарезки резьбы. Раскрываем особенности работы

Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.

Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.

Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.

Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.

Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…70, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
proinstrumentinfo.ru
Как нарезать резьбу на трубе
Домашние мастера сегодня не так часто задумываются о том, как нарезать резьбу на трубе. Большинство проектов реализуются с использованием альтернативных материалов. Но такая потребность иногда возникает. Благодаря основным навыкам появится возможность самостоятельно осуществлять несложный ремонт в домашних или других условиях.
Базовые понятия
Резьбовое соединение является неотъемлемым, если необходимо установить запорную арматуру, переходной тройник или муфту на металлическую трубу. Очень часто стыки приходят в негодность, и их приходится переделывать. Резьба характеризуется:
- глубиной;
- шагом;
- профилем;
- углом профиля;
- местом расположения.
 Какая может быть резьба
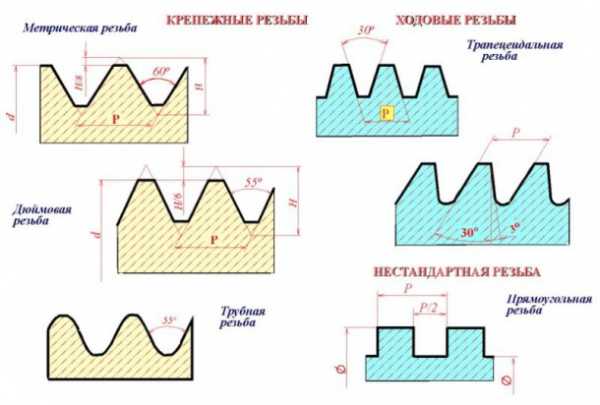
Какая может быть резьба В зависимости от профиля и шага различают резьбу:
- Дюймовую. Имеет форму треугольника. Получила свое название благодаря единицам, в которых измеряется внешний диаметр. Применяется при сборке деталей водопровода и отопления. Условно выделяют трубную и крепежную. Вторая имеет более крупный шаг для обеспечения лучшей фиксации.
- Коническую. Основное применение этого вида сводится к тому, чтобы соединение получилось герметичным без применения различных уплотняющих материалов.
- Цилиндрическую. Это разновидность дюймовой резьбы с более мелким шагом. Верхняя кромка профиля сглажена и напоминает часть цилиндра. Обычно шаг резьбы совпадает с дюймовым у подходящих по диаметру деталей.
- Трапециевидную. Имеет угол при вершине в 30°. Чаще всего применяется в болтовых соединениях для придания большей надежности при фиксации. Резьбу, стороны витка которой напоминают неравнобедренную трапецию, называют упорной.
- Прямоугольную. Применяется для тех же целей, что и предыдущий вид.
По месту расположения нарезки выделяют:
- внешнюю;
- внутреннюю.
Каждый из этих видов требует индивидуального подхода и предназначен для определенных целей.
Подготовительный этап
От того, насколько ответственно будет пройден этот этап, зависит качество конечного изделия.
- Инструмент, которым будет производиться работа должен быть в надлежащем состоянии. На нем не должно быть ржавчины. Для этого при длительном хранении он покрывается консервирующей смазкой. Резцы клуппа должны быть хорошо заточены.
- Если труба уже была в эксплуатации и на ней есть краска, тогда ее обязательно надо хорошо зачистить. Делается это при помощи напильника, болгарки и шлифовального круга, наждачной бумаги или строительного фена.
- При помощи болгарки или ножовки выводится плоскость торца. Для этого отрезается небольшой кусок, чтобы получился прямой угол относительно оси.
- Напильником убираются заусенцы.
- Снимается фаска таким образом, чтобы создать небольшой конус.
Нарезка резьбы вручную

Вся работа производится плашкой или леркой. Это тождественные понятия и являются синонимами. В зависимости от конструкции они могут быть:
- Регулируемые или раздвижные. Обычно в них присутствует несколько резцов, расстояние между которыми может быть изменено. Особенно полезны они бывают в тех случаях, когда профиль трубы неравномерный вследствие деформации или заводского брака, но все равно требуется нарезать резьбу. Чаще всего они устанавливаются в клуппы, которые обеспечивают им хорошую фиксацию. При помощи таких изделий резьбу можно нарезать за несколько проходов, что увеличивает ее точность и качество.
- Монолитные. Представляют собой небольшой цилиндр с отверстием в середине. Такой инструмент зажимается в специальный плашкодержатель. Обычно фиксируется одним или несколькими болтами. Таким инструментом изготавливается нарезка за один проход.
- Конусные. Предназначены для нарезания соответствующих резьб, о которых говорилось выше.
 Выравнивается торец
Выравнивается торец Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
- Обрабатываемая деталь фиксируется. Если она не закреплена ни в какой системе, тогда она зажимается в тиски. В случае когда нарезка будет делаться на водопроводной трубе или трубе отопления, необходимо сделать подкладки, чтобы обездвижить ее.
- Торец подготовленного отрезка трубы смазывается машинным маслом или солидолом. Если этих составляющих нет, тогда можно использовать то, что есть под рукой, – даже сало.
- Смазке также подвергается поверхность резцов инструмента.
- Плашкодержатель с леркой подносятся к торцу трубы. Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
- Одновременно необходимо вращать инструмент для нарезания резьбы и придавливать его к патрубку. Должно произойти сцепление. Таким образом важно нарезать первые 2 витка.
- Если не пользоваться плашкодержателем с направляющей, то потребуется постоянно следить за тем, чтобы угол оставался 90°. Если не соблюдать это требование, тогда может пойти перекос. Это грозит тем, что резьба будет сорвана, инструмент испорчен, или не будет соблюден требуемый шаг.
- Не стоит осуществлять нарезку непрерывным проходом. В процессе будет образовываться металлическая стружка. Для того чтобы удалить ее, необходимо делать один оборот по направлению движения и половину оборота обратно. Именно благодаря этому и будут удаляться накопившиеся отходы.
- По ходу продвижения также надо добавлять смазку.
- После завершения необходимо выкрутить лерку и пройтись ей еще раз, чтобы произвести финишную подводку.
 Плашки для нарезки резьбы Обратите внимание!
Для того чтобы конечный результат был намного качественнее, применяется две плашки. Одна из них называется черновой. Ее предназначение — быстро проложить путь и метки для следующего элемента — чистового. Благодаря второй плашке выводится идеальная нарезка.
Плашки для нарезки резьбы Обратите внимание!
Для того чтобы конечный результат был намного качественнее, применяется две плашки. Одна из них называется черновой. Ее предназначение — быстро проложить путь и метки для следующего элемента — чистового. Благодаря второй плашке выводится идеальная нарезка.
 Набор клуппов
Набор клуппов Нарезание резьбы при помощи клуппа происходит по такому же механизму. В дополнение ко всему в некоторых изделиях есть возможность не только сдвигать резцы, но и разворачивать их. При таком раскладе можно одним и тем же инструментом выполнить и чистовой и черновой проход. При использовании такого агрегат необходимо быть очень внимательным во время начального этапа. Связано это с тем, что благодаря рукоятке с трещоткой можно приложить большее усилие, чем в случае с обычным держателем лерки. Если в самом начале не выставить правильно угол, тогда можно испортить всю заготовку и не заметить этого. Клупп неудобно применять в тех случаях, когда труба уже установлена и находится близко к стене. Ее нужно будет либо отогнуть при помощи клина или выдолбить часть штукатурки, чтобы насадка хорошо зашла и не смещалась.
Использование электрического инструмента
 Электрический резьбонарезатель
Электрический резьбонарезатель Электрическим резьбонарезателем можно осуществить планируемую работу в несколько раз быстрее, а по качеству конечное изделие будет намного выше. Последовательность работ будет такой:
- Труба обрезается до необходимого размера. Наиболее приемлемый результат получается при использовании сабельной пилы с направляющей.
- Фаску, как для лерки, снимать не нужно. Кстати, это правило актуально и при использовании ручного клуппа.
- На патрубок надевается специальный держатель. Он выступает в роли направляющей. Его важно хорошо зажать.
- Подводится электроинструмент и вставляется в приемник держателя. Клупп надевается на трубу.
- Осуществляется смазка при помощи специального состава.
- Далее агрегат все делает автоматически.
Нарезка внутренней резьбы

Бывают случаи, когда для сборки конструкции необходимо нарезать внутреннюю резьбу в трубе. Для таких целей применяется совсем другой инструмент — метчик. Представляет он собой небольшой металлический штырь, на одном из концов которого находятся наружные резцы. Чтобы все было правильно, необходимо придерживаться таких шагов:
- При помощи штангенциркуля осуществляется замер внутреннего диаметра патрубка.
- Точно по этому значению подбирается соответствующий метчик.
- При помощи напильника убираются все заусенцы.
- Поверхность обрабатывается при помощи металлического ершика.
- Метчик под номером 1 зажимается в держателе и вводится в трубу. Он снимет 70% материала при проходе. Остальные 30% удаляются метчиком для чистовой обработки под номером 2.
- Для того чтобы по ходу убирать стружку, применяется такое же правило, как и в случае с леркой.
- Если резьбу нужно нарезать в одной из стенок трубы, тогда дрелью сверлится отверстие. Сверло должно находиться четко перпендикулярно. Это важно, т. к. в противном случае не получится качественной нарезки.
Нюансы
 Есть нюансы
Есть нюансы Существуют некоторые секреты, которые нарабатываются годами и о них рассказывают нечасто. Вот несколько из них:
- Облегчить себе задачу при использовании обыкновенной лерки можно специальной направляющей. Она представляет собой небольшой зажимной механизм с резьбой на конце. Его необходимо вставить в середину трубы до упора в бортик и разжать губки. Плашка накручивается на резьбу фиксатора и потом ровно и точно идет по трубе.
- В качестве смазывающего материала некоторые мастера рекомендуют применять средство для мытья посуды. Как бы абсурдно это ни звучало, но оно обеспечивает прекрасное прохождение, при этом стружка получается не рваная, а цельная, что говорит о лучшем качестве проведенной работы.
- Если на стальную трубу планируется установка латунного крана, необходимо нарезать резьбу настолько, чтобы при накручивании запорного механизма получилось 4–5 оборотов. Это будет гарантией хорошей фиксации и долгой службы.
- Устройство клуппа таково, что резьба получается немного под конус, т. е. последние витки получаются с меньшей глубиной, чем первые. При этом сгоны накручиваются не полностью. Чтобы компенсировать такую разбежность, необходимо после клуппа пройтись еще обыкновенной леркой.
- Бывают такие ситуации, когда резьбу надо нарезать на трубе, которая выходит из стены на небольшое расстояние. В таком случае можно воспользоваться леркой, либо подрезать направляющую клуппа. На производительности это не скажется, но предоставит большее удобство.
- При замене резцов в клуппе обязательно соблюдайте последовательность, в которой они должны быть установлены. Чаще всего на них нанесены цифры, которые соответствуют приемнику.
- Если резьбу необходимо нарезать на трубе, которая утоплена в стену, тогда поступить нужно так. Вокруг патрубка выбивается небольшая площадь, чтобы поместился клупп. Проворачивать механизм для нарезки можно при помощи Т-образной рукоятки. На ее конец надевается шестигранная головка, в которой сделаны прорези. Подбирается она таким образом, чтобы входить через внешнее отверстие клуппа и цепляться за пространство между резцами.
Используя перечисленные методы и способы, у вас точно получится отличный результат, которого вы добьетесь своими руками. Если и вам известны некоторые секреты о том, где нарезать резьбу и как это лучше сделать, делитесь ими в комментариях к этой статье.
Видео
Технология нарезки резьбы на металлической трубе продемонстрирована ниже:
Читайте также:
stroysvoimirukami.ru
Нарезание резьбы плашками и метчиками – пошаговая инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Наружная
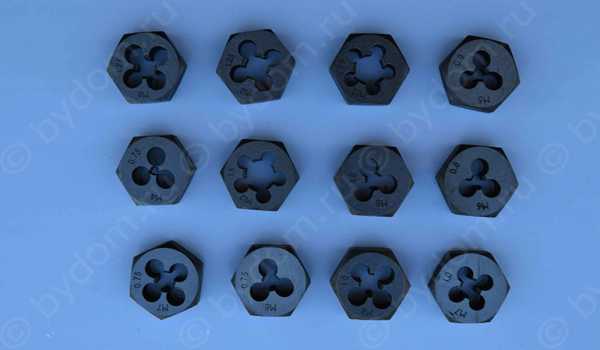
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.

Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.

Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
ismith.ru
Как нарезать резьбу метчиком или плашкой
В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента.

Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.

Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго – две, а на хвостовой части третьего – три.
Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.

Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком
Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 - 2 оборота вперед (режем резьбу) - 0.5 - 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Отклонения от указанных значений приведут к некачественной резьбе.
И конечно, не забываем про смазку (масло, керосин, солидол и т.д.).
Плашки
Наружная резьба нарезается с использованием плашек.
Плашки производятся раздвижные (призматические), накатные и круглые. Круглые лерки подразделяются на разрезанные и цельные.
Цельные круглые лерки используют для нарезания на деталях метрической резьбы диаметром от одного до 76 миллиметров. Для нарезки на деталях дюймовой резьбы используются плашки, имеющие диаметр от 1/4 до 2 дюймов.
При ручной нарезки резьбы плашки зажимаются в вороток специальной конструкции –леркодержатель.

Необходимо обязательное использование смазывающих жидкостей и соответствия размеров таблице 2:
| Диаметр резьбы | Диаметр стержня | Диаметр резьбы | Диаметр стержня |
| 1 | 0,98 | 2,6 | 2,54 |
| 1,2 | 1,17 | 3 | 2,94 |
| 1,4 | 1,37 | 3,3 | 3,23 |
| 1,7 | 1,66 | 4 | 3,92 |
| 2 | 1,96 | 5 | 4,89 |
| 2,3 | 2,25 | 6 | 5,86 |
| 2,5 | 2,45 | 8 | 7,83 |
Процесс нарезания наружной резьбы наглядно представлен на видео:
Обратите внимание на обратные вращения (противоположные основному рабочему ходу инструмента).
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.

Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.

bydom.ru
Как нарезать резьбу на трубе
Почти ежедневно, монтажникам трубопроводов, приходится использовать инструмент: лерка в леркодержателе (плашка),

Лерка в леркодержателе (плашка)
либо альтернатива ей: клупп.

Клупп
При помощи этих нехитрых приспособлений нарезается резьба, вручную, и лишь в случае невозможности их использования прибегают к помощи сварщика. Отнюдь не из-за того, что это проще и легче, нет.Просто сварщика на объект снарядить и доставить сложнее. Эти габаритные газовый и ацетиленовый баллоны, шланги, открытый огонь опять же.. Не буду здесь вдаваться в подробности, сегодня статья не об этом.
Имеем следующую ситуацию: необходимо вырезать стальную трубу, и смонтировать, скажем, разводку водопровода по квартире, из современного материала (неважно полипропилен это, металлопласт, или медь). Для герметичности применяем резьбовое соединение, посредством соответствующего фитинга.В принципе, нарезать резьбу на трубе задача, как уже сказал почитай повседневная, но хочу довести до вашего внимания десяток не маловажных моментов. Не соблюдая которые, уже без сварки не обойтись.
10 советов по нарезке резьбы на трубе:
Отнеситесь к каждому из них со вниманием, всё нижеперечисленное: залог беспроблемной опрессовки, достижения наилучшего результата и упрощения работы. Дабы не отнимать много у вас времени, добавлю, лишь короткие пояснения.
1. Участок трубы для нарезки должен иметь форму круга на срезе (не эллипсоидную, без вмятин)
Установить это можете элементарно ощупью. В противном случае вас ожидает, как минимум протечка по месту соединения, а как максимум — невозможность нарезки, соответственно незапланированный вызов сварщика.
2. Выберите участок наименее подверженный коррозии
Внимательно осмотрите прежде, чем осуществить рез, ощупайте, при необходимости воспользуйтесь зеркальцем.
3. Срез произвести под прямым углом оси трубы
Иначе резьбонарезным не осуществишь надлежащего зацепа по всей плоскости. Инструмент будет срываться.
4. Произведите срез, как можно ближе к врезке в стояк
Внутри вычистите налёт, часто там отверстие для прохода воды толщиной со спичку. Вычищайте аккуратно, так что-бы не затрамбовать ржу внутрь.
5. Если используете лерку(плашку) в леркодержателе, на срезе снимите фаску под 30-45 градусов, по всей окружности
Это обеспечит лёгкий заход для первого витка, снимается она при помощи болгарки с заточным диском.
6. Если используете клупп, в противоположность выше написанному пункту, фаску не снимать
Так как клупп имеет конусный заход, им проще зацепиться на ровном срезе трубы.
7. Перед нарезкой обработайте трубу и режущий инструмент смазочным материалом
Используйте для этого моторное масло, спецсмазку, либо кусочек сала. Будет легче нарезать, и меньше износ резьбонарезного инструмента.
8. Не ленитесь периодически «сбрасывать» стружку
Нарезка резьбы производится по часовой стрелке. Пройдя один-два витка сбрасывайте стружку производя вращение против часовой стрелки. Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
9. При необходимости удерживайте трубу газовым ключом
Дабы избежать слома, сминания. Актуально для «рыхлой» трубы, или «рыхлого»-же места врезки.
10. Надёжная резьба имеет пять ниток(витков)
К достижению этого всегда стремимся, но не всегда предоставляется возможным достичь. По опыту знаю, что и три нитки(витка) дают герметичное соединение.
Вот собственно и все тонкости, соблюдая которые, получите положительный результат.
Видеоролик: Клупп. Как нарезать резьбу на трубе.
Возможно вам будут полезны и эти статьи:Чем я нарезаю резьбу. Как подмотать резьбу герметично.Достоинства и недостатки материалов для водопровода.
Есть чем дополнить, или вопросы — в графу комментарии. А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая для меня награда от вас.
Поделиться с друзьями в сети:
1
santehskript.ru
Как нарезать резьбу плашкой - нарезание резьбы на трубе, таблица резьб.
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму. В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
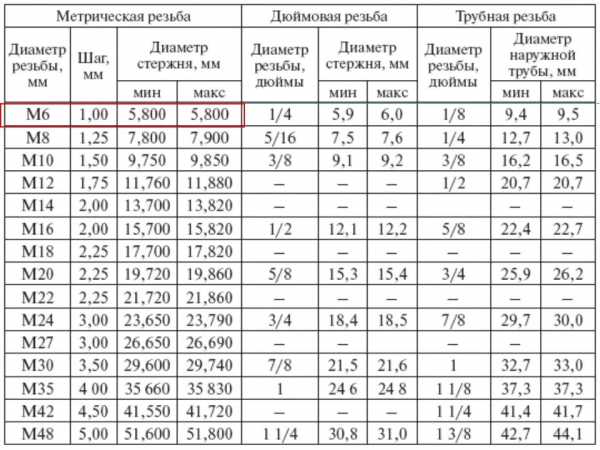
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.

Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.

Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
mekkain.ru