Сварка нержавейки полуавтоматом в среде углекислого газа. Как полуавтоматом варить нержавейку видео
Видео сварка нержавеющей стали полуавтоматом
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Летучие ингибиторы коррозии Эта информация будет интересна работникам и руководителям пищевой промышленности, нефтяникам и специалистам, которые занимаются трубопроводными системами. Этот сайт http://ingibitory.ru/production/ingibitory-korrozii/letuchie-ingibitory/Современные фасады Фасадные системы не только придают сооружению законченный внешний вид, но и защищают строение от воздействия неблагоприятных условий внешней среды. Сегодня среди покупателей пользуются спросом фасадыЛингвальные брекеты для выравнивания зубов (Михаил П. 31 год)На консультации у ортодонта Барановой О.А. пациенту было предложено несколько вариантов ортодонтического лечения : брекеты Инкогнито или наружные прозрачные брекеты . В данномУход за розами летом и зимой - Англия летом. Розы. - Цветники - Каталог статей - Мой любимый английский садЛетний и зимний уход за розами Летний уход Цветки с кустов в первый год не срезают, иначе ослабнет растение. Большинство корнесобственных дикорастущих и парковых роз в однолетнемКупить автомобиль - новые авто vs авто с пробегом Купить новый автомобиль или с пробегом? Это один из первых и самых важных вопросов, который возникает, когда человек решает купить машину. Правильного ответа нет. Каждый выбирает для себя. В этой статьеПочему сохнет туя весной? Что делать?Если Ваша туя желтеет и сохнет, то не нужно сразу же паниковать. В этом случае очень важно действовать терпеливо. Тоже самое, достаточно часто случается и с можжевельником. Чтобы оба этих растения привестиКерамічна плитка Якщо ви вирішили зробити ремонт дому або квартири , у вас є декілька варіантів якими матеріалами це зробити . Але ось декілька речей які відрізняють від інших матеріалів керамічну плитку . КерамічнаКпд 400 Благодаря стремительному развитию технического прогресса в строительстве, специализированный рынок материалов сегодня предлагает множество удобных в реализации, недорогих и надежных решений, которыеЭтикетировочное оборудование: машины и автоматы Удивительно- как много надо всяких мелочей при открытии своего предприятия. Если Вы производите соки, воду или что-то похожее - Вам нужны этикетки и способ их крепления. Есть и такая площадка, где представленаСварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь активно используется в различных сферах промышленности и в домашних условиях. Для устранения поломок в изделиях, которые делаются из нее, а также для соединения при монтаже используют сварку. С данным металлом этот процесс оказывается не таким уж простым, так как из-за большого количества легирующих элементов его поведение в расплавленном состоянии не позволяет удобно создавать швы. Сварка нержавейки полуавтоматом в среде защитного газа может позволить помочь избежать многих сложностей и снизит вероятность образования дефектов.

Сварка нержавейки
При использовании сварки обязательно нужно применять электроды с покрытием или обеспечивать защиту при помощи газов. Нержавейка может свариваться как между собой, так и с другими металлами, но во втором случае все становится намного сложнее, так как у металла достаточно низкая температура плавления и это требует снижения мощности аппарата, в сравнение со стандартными режимами. Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным.
Сварочный полуавтомат
Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее.
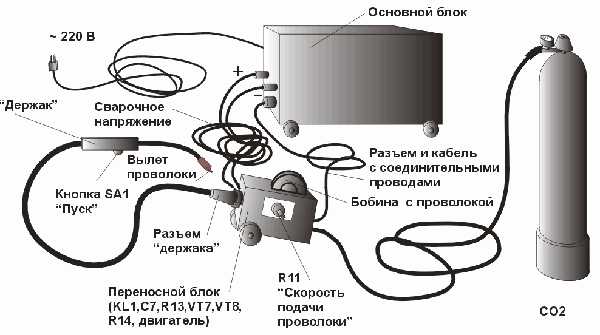
Схема сварочного полуавтомата
Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие:
- Полуавтомат, предназначенный для работы с порошковой проволокой;
- Аппарат для сваривания в среде защитных газов, как активных, так и инертных;
- Техника для сварки под слоем флюса.
Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает.

Сварочная порошковая (флюсованная) проволока
«Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.»
Свойства нержавейки
Чтобы сварка нержавейки в углекислом газе прошла максимально качественно, следует разобраться с основными свойствами этого металла, чтобы правильно подобрать все. Свойства материала регламентируются согласно ГОСТ 5632-72. К основным свойствам относятся:
- Теплопроводность. Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.
- Коэффициент линейного расширения. Как правило, он заметно выше, чем у других металлов. Проблема состоит в том, что у нержавейки тепловое расширение происходит неравномерно. По этой причине может образоваться деформация. Во избежание такого дефекта нужно оставлять небольшой зазор между свариваемыми деталями.
- Устойчивость состава. Легированные стали могут терять свои легирующие элементы при высокой температурной обработке, которой и является сваривание. В данном случае на местах сваривания может со временем образовываться ржавчина. Чтобы этого не случилось, нужно быстро охлаждать места обработки.
Какой газ нужен для сварки нержавейки
Сварка нержавейки полуавтоматом без газа не рекомендуется специалистами, поэтому, желательно подобрать правильный газ для работы. Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов.

Шов сварки нержавейки полуавтоматом
Основной проблемой является кислород, но сами газы помогают не только в защите, но и способствуют лучшему сгоранию проволоки. В качестве основных, можно выделить два состава газовых смесей:
- Углекислота и аргон. Такие варианты рекомендуются при использовании сварки в промышленных работах. Благодаря им обеспечивается хорошая растекаемость нержавейки по канаве сварочного шва, а также создается достойная защита от кислорода. В данном составе имеется всего 2% углекислоты и 98% аргона.
- Иногда рекомендуют заменить углекислоту и поставить вместо нее чистый водород, при сохранении практически того же соотношения. Данная смесь пригодится в тех случаях, когда требуется увеличить смешиваемость на концах шва, который подвергается обработке.
«Обратите внимание!
Когда происходит использование полуавтоматического сварочного аппарата, который работает с нержавеющей сталью, то в нем можно использовать специальную нержавеющую сварочную проволоку, что позволяет улучшить внешний вид после проведения работ, а также повысить качество неразъемного соединения.»
Технология сварки нержавейки
Сварка стали 07ХН28МДТ полуавтоматом в среде аргона позволяет обеспечить им наиболее оптимальные условия, которые будут способствовать получения качественного шва. Это же способствует минимальному разбрызгиванию жидкого раскаленного металла. Существует несколько таких основных технологий. Ниже приведены основные из них:
- Использование короткой дуги предполагает применение полуавтоматической сварки, которая должна происходить с металлом относительно небольшой толщины. Такой способ снижает вероятность прожигания материала, что актуально при сваривании тонких листов стали.
- Струйный перенос. В данном случае рекомендовано использовать порошковую проволоку с флюсом. Иногда для этого можно и не использовать защитный газ, если то позволяют особенности технологии.
- Импульсный метод. Это самый точный и экономный метод среди всех, из которых возможна сварка нержавейки в среде углекислого газа. Точность и эффективность получается благодаря полному контролю за происходящей ситуацией. Также уменьшается расход проволоки.
Вне зависимости от того, какой именно метод будет выбран, основными процедурами во время сварки являются:
- Зачистка поверхности материала до блеска;
- Обезжиривание поверхности растворителем;
- Обрабатываются торцы, так чтобы между ними оставалось пространство;
- Затем следует выставить оборудование на требуемый режим;
- Материал подогревается до изменения цвета металла;
- Начинается непосредственная сварка;
- После завершения шва его следует остудить.
Сварка нержавейки в защитной среде из других газов
Сварка нержавейки ацетиленом также может применяться, как более доступный и дешевый аналог аргона. Но проблема состоит в том, что даже если следовать все тем же технологиям, качества самого газа будут уступать аргоновым смесям. К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры.
Как снять напряжения
Во время сварки в металле могут вызываться напряжения. Когда происходит сварка нержавейки полуавтоматом в аргоне, это также проявляется, тем более что сама нержавеющая сталь оказывается сильно подверженной различного рода дефектам при сварке. Из-за напряжений могут возникнуть трещины, а также большие разрывы. Чтобы этого не случилось, напряжения следует предварительно снимать. Это возможно сделать благодаря температурной обработке. Самым простым и надежным способом является подогрев. Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции.
Выпрямление деформаций
Механическая правка предполагает использование винтовых прессов, домкратов, молотов и прочих устройств. Они создают статическую или ударную нагрузку на выгиб изделия, что приводит деформированную часть в норму. Это весьма трудоемкий процесс и неправильный подход к его проведению может нанести еще больший вред, так как порой образуются трещины и разрывы. Для тонкослойных изделий используют прокат, который дает гарантированный результат. Применяется также термический метод, для которого используется местный подогрев отдельных частей.
svarkaipayka.ru
Сварка нержавейки полуавтоматом в среде углекислого газа
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.

Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% - углекислота и 70% - аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Cварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа — процесс довольно сложный. Этот материал состоит из легированного сплава, в который добавлен хром и другие компоненты. Благодаря этим добавкам получается сталь с высокими свойствами, защищающими ее от коррозии. Но эти же добавки привели к изменению свойств как физических, так и механических. Сварка нержавейки имеет ряд особенностей.

Сварки нержавейки полуавтоматом обеспечивает прочное и надежное соединение.
Особенности нержавейки при сварке
К отличиям в сварке нержавейки следует отнести:
- весьма низкую теплопроводность;
- большую степень теплового расширения;
- значительное сопротивление;
- сильный нагрев стали при сварке.
Рисунок 1. Схема работы сварочного аппарата.
Теплопроводность нержавейки значительно ниже, чем у обычной стали. Для снижения риска перегрева и потери антикоррозийных свойств рекомендуется применять сварочный ток пониженного значения.
Расширение материала вынуждает оставлять зазоры определенной величины между свариваемыми деталями.
Довольно высокое сопротивление нержавеющей стали приводит к перегреву электрода. Длительный нагрев часто приводит к потере сталью антикоррозийных свойств. Шов нужно охлаждать.
Для сварки надо правильно подобрать проволоку, подготовить заготовки. Свариваемые детали нужно обязательно обезжирить. Это можно сделать зачисткой механическим путем или применить кислоту. Из зоны будущего шва обязательно удаляется влага путем прогрева его до температуры в 100° и выше. Низколегированные стали нагревать не надо. После подготовительных работ приступают непосредственно к сварке.
Вернуться к оглавлению
Технология сварки
Сварка нержавеющих сталей полуавтоматом выполняется следующими способами:
- тонкие заготовки варят короткой дугой;
- для деталей значительной толщины применяют перенос металла в зону шва от электрода;
- импульсная подача капель металла при сниженной величине рабочего тока.
При ведении сварки в среде углекислого газа необходимо иметь специальную проволоку. В ее состав входит раскислитель — марганец или кремний. Раскислитель предотвращает появление в зоне шва пор. В результате появляется возможность получения очень надежного шва и с малыми затратами.
Рисунок 2. Схема сварки горелкой.
Перед работой в среде углекислого газа необходимо установку правильно настроить. Для этого нужно выбрать:
- оптимальное напряжение;
- силу тока;
- подачу проволоки и ее диаметр;
- полярность.
Делается настройка так:
- включается аппарат и стоит до загорания на панели сигнальной лампы;
- через шланг пропускается проволока;
- на баллоне с газом открывается вентиль и устанавливается нужное давление;
- выбирается скорость подачи проволоки;
- настраивается сила тока;
- начинается сварка.
При правильной настройке дуга будет гореть устойчиво, шов получится качественный.
Вернуться к оглавлению
Технология сварки полуавтоматом
Перед началом работы с полуавтоматом нужно проверить баллон с газом. Все конструктивные элементы установки перечислены в ГОСТ 14771. Подобные документы есть и на проволоку. Для получения качественного шва подразумевается правильный вылет проволоки, обеспечивающий нужную длину дуги. Горелку нужно равномерно передвигать вдоль будущего шва. При необходимости проделываются поперечные движения. Заготовки толщиной до 1,2 мм размещают на весу. Горелка ведется с достаточно большой скоростью под наклоном в 30-45°.
Рисунок 3. Устройство сварочного полуавтомата.
При ведении сварки вертикальных листов толщиной до 6 мм горелка движется сверху вниз с наклоном назад. Это предохранит материал от прожогов. Листы толщиной больше 6 мм варятся снизу вверх. Вместо электрода используется специальная проволока. Процесс проходит под постоянным или импульсным током. Подобная сварка может быть:
- автоматическая;
- автоматизированная.
При автоматической сварке нет необходимости участия сварщика. В последнем случае сварщик-оператор нужен. Средний расход газа колеблется от 5 до 20 л/мин.
Варить нержавейку — дело довольно сложное, оно требует затрат труда. Нужно учитывать множество параметров металла, чтобы шов получился качественным. Важный параметр — свариваемость. По сравнению с обычными металлами следует снижать силу тока на 10-15%. При перегреве металла до температуры выше 500° происходит образование на краях зерен карбида железа. Это может стать очагом растрескивания и дальнейшей коррозии металла. Нужно обеспечить быстрое охлаждение шва. Для этого годятся любые способы.
Кромки следует зачищать и промывать ацетоном. Делается это для удаления жира, который способен снизить устойчивость сварочной дуги и вызвать появление пор. По окончании сварки сразу выключать газ нельзя. Делается это через 10-15 секунд. Проволоку используют специальную, в которую входит никель. Вылет ее составляет 6-12 мм. Расстояние от конца сопла до места сварки — 5-15 мм. Газ из баллона выходит под давлением 0,05-0,2 атм. Полярность обычно применяется обратная. Для защиты сварщика от брызг расплавленного металла используют водный раствор мела.
По окончании сварочных работ нужно выполнить ряд мер для удаления деформаций металла. Для этого нужно молотком простучать зону шва.
Сварочный аппарат можно применять любой.
Схема его работы представлена на рис. 1. Полуавтомат обычно укомплектован горелкой (рис. 2). Установка в полном составе представлена на рис. 3.
expertsvarki.ru
Как варить нержавейку полуавтоматом: методы
Работы по сварке нержавеющих сталей встречаются часто. Сама система не имеет особых сложностей, но есть определенная технология, которой нужно обязательно следовать. Иначе ничего не получится. Поэтому, перед тем как варить нержавейку полуавтоматом, следует изучить этапы выполнения работ.
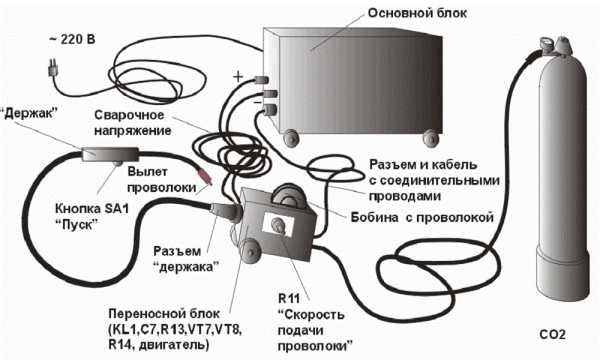
Схема сварочного полуавтомата.
Инструменты, необходимые для работы
Сварочный процесс происходит при помощи никелевой проволоки, которая обеспечивает высокое качество шва.
Режимы сварочных работ в среде инертных газов.
Каждый элемент горелки должен находиться на своем месте и работать определенным образом:
- Корпус. Во время выполнения варки его наклоняют под определенным углом, так как иначе не будет образовываться дуга.
- Сопло. От того, на каком расстоянии оно будет от поверхности металла и каким образом оно будет наклонено, зависит температура прогревания шва.
- Наконечник, по которому поступает ток. Его местонахождение — внутри сопла.
- Электродная проволока, посредством которой осуществляется сварка. Ее вставляют в наконечник.
- Сварочная дуга, работающая непосредственно с металлом.
- Шов. Он является результатом сварки соединяемых металлических деталей.
- Сварочная ванна. Это понятие подразумевает собой ту область, где во время всего процесса плавился металл.
- Капли электрода. Во время плавки металла они попадают в ванную.
- Газовая защита.
Не стоит забывать о том, что все работы должны проходить в защитной одежде, то есть необходимо надеть очки, перчатки и фартук. Причем обувь на ногах должна быть только закрытого типа.
Методы сварки полуавтоматом
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе.
Для соединения деталей конструкции из нержавеющего металла можно использовать сварку:
- импульсную;
- с применением короткой дуги;
- с применением струйного переноса.
В первом случае есть возможность самостоятельно управлять всем процессом. Сам процесс происходит таким образом, что метла подается по одной капле импульсными движениями. Так как в этом случае имеется средний уровень тока, то тепловложение уменьшается. Это приводит к оптимальному размеру самой сварочной ванны. С точки зрения безопасности импульсная сварка лучше всего подходит новичкам, так как при ней нет сильного разбрызгивания. А это приводит к тому, что швы имеют более высокое качество и не требуют тщательной зачистки.
Второй вариант используют, когда имеют дело с тонким металлом. А третий тип сварки, наоборот, предназначен для соединения толстых металлических элементов.
Что же касается комбинации черного металла и нержавейки, то такой вариант возможен. Но следует учитывать марку металла и цель, которой будет служить полученная конструкция. А чтобы качество швов получалось хорошим, не стоит использовать обычную присадочную проволоку. В случае варки дугой или с использованием аргоновой смеси лучше воспользоваться специальными присадками из нержавейки.
Как сварить шов полуавтоматом в защищенной среде?
Сварка в среде защитного газа.
Такая технология имеет свои требования и подразумевает собой определенную подготовку:
- Состав сварочного газа должен быть в такой пропорции: 70% специальной углекислоты для сварки и 30% аргона.
- В этом варианте используется обратная полярность, но если есть флюсы, то можно использовать и прямую.
- Проволока должна выходить на расстояние в 0,6-1,2 см. Во время работы полуавтоматом промежуток между соплом и рабочей поверхностью металла должен равняться 0,5-1,5 см. Если сварка происходит под давлением в 0,05-0,2 атмосфер, то газовая смесь будет расходоваться со скоростью 6-12 м³ в минуту. Давление ни в коем случае не уменьшается, так как от этого напрямую зависит качество шва. Причем есть вероятность, что углерод и легирующие добавки начнут сильно выгорать.
- Во время сварочного процесса очень важно соблюсти правильный угол так, чтобы он смотрел назад. Сам же электрод держится таким образом, чтобы его наклон (5-10°) противолежал ходу шва. Изменяя угол наклона, глубина провара меняется в меньшую сторону, что пригодно только для работы с тонкими металлами.
- Использование осушителя обязательно во время сварки. Это необходимо, для того чтобы вода, которая является одним из компонентов, наполняющих баллон, не образовывала кислоту. Ее удаляют осушителем, чтобы не портилось качество швов. Для таких целей можно использовать силикагель или медный купорос, которым хватает 15 минут и 200°, чтобы прокалиться. Для 3-4 баллонов хватит и 100г.
- Чтобы обеспечить защиту от разбрызгивания, применяют меловой водный раствор.
Как правильно варить полуавтоматом?
Схема аргоно-дуговой сварки.
Есть три марки нержавеющей стали:
- низколегированная;
- среднелегированная;
- высоколегированная.
При варке нержавеющего металла применяется специальная проволока:
- Во время работы с первыми двумя типами происходит смешивание легирующих составляющих, но во время этого процесса металл имеет свойство выгорать, особенно если дело иметь с хромом. В этом случае взаимодействуют агрессивные среды, что приводит к корродированию.
- Что касается последнего типа, то такая проволока специально разработана для данных видов работ. Ее применение обеспечивает аккуратную работу со швами, помогает избежать образования трещин, а также снимает напряжение.
Перед началом работ металл также необходимо подготовить. Его поверхность обезжиривается, чтобы снять оксидную пленку. Для этого можно воспользоваться химическими средствами или применить специальную кислоту.
Далее место будущего шва прогревают до 100° с целью его обезводить. Если планируется делать сплошной шов, то излишек сам выкипит. Можно также прогреть всю близлежащую область будущего шва до отметки в 200°. Таким образом, достигается уменьшение влияния на металл, когда начнется сама сварка. Но специалисты отмечают, что стоит делать прогрев только однотипных металлов, а не разных.
Варку боковых частей лучше осуществлять внахлест, при этом нужно проваривать обе стороны.
В этом случае кромки подгибаются наружу, а внутренний угол не надо проваривать. После этого рекомендуется наружные стыки обработать роликами с применением технологии прессовки.
Для чего снимается напряжение?
Схема разделки поверхности для сварки.
Варка металла должна происходить с тем условием, что напряжение будет снято. Для этого предпринимаются следующие шаги:
- Если отпуск имеет температуру в 560-660°, то напряжение снимается. Для этого деталь прогревается до нужного температурного показателя, а потом ей дают остыть на открытом воздухе.
- Если температура будет равняться 760°, то хром на шве начнет восстанавливаться. Как раз этот процесс и снимает напряжение, которое мешало бы создать шов высокого качества.
- Если работа происходит с тонким металлом, то проблем с напряжением не возникает, так как оно достаточно легко удаляется. После того как шов готов, его проколачивают молотками при соблюдении температуры в 100°.
Так как во время сварки могут возникнуть моменты, которые повлияют на форму детали, по окончании иногда возникает надобность исправлять деформации. Для этого можно использовать следующие действия:
- При помощи молотка «бракованная» деталь обрабатываться. Ее необходимо накрыть специальной гладилкой, а весь процесс выравнивания — проводить на наковальне, чтобы деталь плотно к ней прилегала.
- Иногда во время варки на шве образовываются пузыри. Для устранения этого дефекта края шва простукиваются молотком, медленно передвигаясь непосредственно к центру пузыря. С обратной стороны эта область прогревается горелкой, при этом совершаются круговые движения, постепенно направляясь к самому дефекту. Шаги должны равняться 3-6 см. Следует соблюдать шахматный порядок и одновременно продолжать простукивание молотком.
На самом деле, для того чтобы варить полуавтоматом, требуется определенный опыт. Поэтому если такового не имеется, то лучше всего изначально потренироваться на «запасном» металле. Таким образом, есть возможность набить руку. Конечно, не стоит забывать и о том, что после окончания всех работ инструмент необходимо привести в порядок, иначе последующее его применение будет затруднительным.
moyasvarka.ru
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом (MIG) – это самый распространённый способ сварки в среде защитного газа. Он широко используется и на крупных промышленных производствах, и в авторемонтных мастерских. Этот вид сварки представляет собой высокотехнологичный процесс, в ходе которого в зону сварки автоматически подается сварочная проволока. Причём, эта проволока одновременно является и электродом, и присадочным металлом. Под воздействием нагрева дуги она расплавляется. На качество дуги влияет выбор режима работы сварочника:
- величина тока;
- скорость подачи проволоки;
- выбор защитного газа и его расход.
При правильном выборе режима сварки сварной шов формируется быстро и ровно. В качестве защитной смеси используется, в основном, смесь аргона и углекислоты. Вместо углекислоты в некоторых случаях применяется кислород. Технология сварочного процесса при помощи полуавтомата должна учитывать структуру металла, его особенности и химические свойства.
Сварка нержавеющей стали достаточно проста, но требует соблюдения ряда норм и условий. Начнём с описания схемы работы горелки.
Схема работы горелки
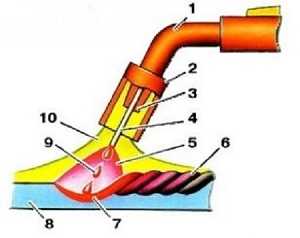
Схема сварочной горелки.
Описание к схеме горелки
1. корпус горелки. Для получения качественного шва он должен иметь в процессе сварки определённый угол наклона к поверхности свариваемого металла;
2. сопло. Для оптимального прогрева шва, оно должно находиться под строго определенным углом и на оптимальном расстоянии от обрабатываемой поверхности;
3. токопроводящий наконечник. Узел расположен внутри сопла;
4. электродная сварочная проволока. Расходный материал проходит через токопроводящий наконечник. Для сварки применяется специальная проволока. В её состав входит никель, который позволяет улучшить характеристики шва. Проволока в горелку подаётся импульсами, и металл попадает в ванну по одной капле;
5. сварочная дуга. Это источник тепловой энергии, который разогревает металл и проволоку;
6. сварной шов. Он получается в результате сварки деталей;
7. сварочная ванна. Область расплавленного металла, в которой формируется сварной шов;
8. основной металл. Свариваемый металл;
9. капли электродного металла. Электродная сварочная проволока плавится и в виде капель пополняет сварочную ванну;
10.газовая защита. Область, формируемая защитным газом.
Способы сварки нержавеющей стали
Сварку нержавеющей стали возможно производить несколькими способами:
- импульсная сварка;
- сварка короткой дугой. Применяется для сварки тонкого металла;
- сварка струйным переносом. Применяется для сварки толстостенного металла.
Наибольшее распространение получила импульсная сварка, и поэтому остановимся на ней особо.
Импульсная сварка – это процесс управляемый. Она осуществляется при среднем уровне тока, что позволяет уменьшить тепловложение и, как следствие, зону общего термического влияния. При этом получается оптимальный размер сварочной ванны, а это очень важно для нержавеющей стали. При импульсной технологии отсутствуют брызги расплавленного металла. Это позволяет повысить безопасность процесса сварки и экономить материал. Кроме того, сокращается время, затрачиваемое на зачистку шва, и его поверхность получается более качественной.
Нержавеющая проволока для сварки и её правильное применение
Специальная сварочная нержавеющая проволока выпускается 3-х марок:
- пищевая нержавеющая низколегированная;
- пищевая химическая нержавеющая среднелегированная;
- выдерживающая высокое давление, жаропрочная химическая нержавеющая высоколегированная.
При сварке на полуавтомате нержавеющей стали следует правильно выбирать сварочную проволоку. Для этого следует учитывать её особенности:
- первые две марки указанной выше проволоки обеспечат смешивание всех легирующих элементов. При этом выгорает металл (особенно хром). Вызвано это тем, что в процессе сварки встречаются агрессивные среды, и происходит процесс корродирования;
- третья марка сварочной проволоки является специальной. При её использовании не возникает напряжений в шве и, как следствие, трещин. Шов получается более качественным.
Подготовительные работы
До начала сварки необходимо выполнить некоторые подготовительные работы:
- произвести обезжиривание поверхностей свариваемых деталей. При этом необходимо полностью удалить окисную пленку;
- перед самим процессом сварки необходимо обезводить будущий шов. Для этого его прогревают горелкой до температуры Т = 100°C. В процессе сварки сплошного шва все оставшиеся излишки выкипают автоматически. Если шов прерывистый (и в некоторых других случаях), то область металла вокруг будущего шва прогревают до Т = 200°C (иногда такой процедуре подвергают всю заготовку). Обезвоживание позволяет уменьшить влияние влаги на металл около сварочной ванны в процессе нагрева при сварке. Не рекомендуется производить нагрев двух разных типов стали одновременно (только одного типа).

Сварка нержавейки полуавтоматом.
Устранение деформаций
По окончании сварки необходимо устранить возможные деформации. Осуществляется это следующим образом. Деталь кладут на наковальню и через «гладилку» обрабатывают молотком. Образовавшийся «пузырь» простукивается по краю, аккуратно приближаясь к центру деформации. С другой стороны эту область следует прогреть горелкой, совершая круговые движения с диаметром 30…60 мм.
Обработка изделия из нержавейки после сварки
После сварки изделие из нержавейки надлежит обязательно подвергнуть обработке. Не выполнение этого требования может быстро привести к тяжёлым последствиям: появлению ржавчины и, даже, уменьшению его прочности.
Обработка состоит из двух этапов:
- механическая. Она производится карщёткой, пескоструем, шлифованием и т. д.;
- травление. Обработка сварных швов химически активными веществами, которые разъедают окалину. Последняя может вызвать коррозию;
- пассивация. Нанесение на сварной шов спецсредств, под действием которых на поверхности металла образуется защитная пленка из оксида хрома. После такой обработки изделие способно надежно противостоять коррозии.
Где окажут услугу
-
Компания «УралАвтоПрофи»;
- Сайт: http://ekb-profi.ru/;
- Адрес: г. Екатеринбург, ул. Аппаратная, дом № 5;
- Телефон: +7-(343)-268-06-44;
- Почта: [email protected].
Компания осуществляет сварку нержавейки полуавтоматом.
В заключение, предлагаем посмотреть фильм из серии «Доктор сварка» под названием «Сварка нержавеющей стали». Желаем успехов!
kovka-svarka.net