Примеры программ на сверление отверстий при помощи постоянных циклов. Сверла для станков с чпу
Сверла центровочные для станков с ЧПУ
На странице: 20255075100
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Артикул: 11015030
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015040
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015050
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015060
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015080
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015100
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015120
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015140
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015160
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015200
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11015250
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11016030
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11016035
Центровочное сверло для станков с ЧПУ 90° HSSE, сверхдлинное Исполнение: с цилиндрическим хвостов..
Артикул: 11016040
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11016045
Центровочное сверло для станков с ЧПУ 90° HSSE, сверхдлинное Исполнение: с цилиндрическим хвостов..
Артикул: 11016050
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11016055
Центровочное сверло для станков с ЧПУ 90° HSSE, сверхдлинное Исполнение: с цилиндрическим хвостов..
Артикул: 11016060
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Артикул: 11016065
Центровочное сверло для станков с ЧПУ 90° HSSE, сверхдлинное Исполнение: с цилиндрическим хвостов..
Артикул: 11016080
Центровочное сверло для станков с ЧПУ 90° и 120° HSSE и VHM Исполнение: Номер 11015, 11016, 1101..
Примеры программ на сверление отверстий при помощи постоянных циклов
Пример № 1
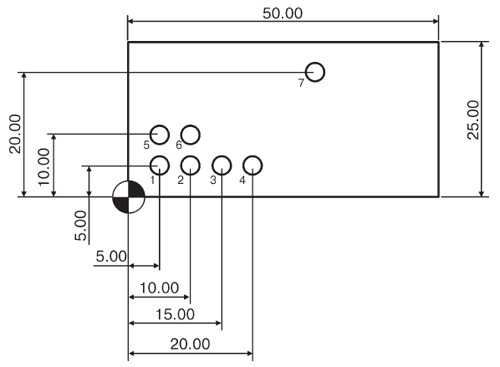
Рис. 8.8. Необходимо просверлить 7 отверстий диаметром 3 мм и глубиной 6,5 мм
| Код программы | Описание |
| % O0001 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G54 X5. Y5. S1000 M3 N108 G43 h2 Z100. N110 Z10. N112 G99 G81 Z-6.5 R1. F45. N114 X10. N116 X15. N118 X20. N120 X5. Y10. N122 X10. N124 X30. Y20. N126 G80 N128 Z100. N130 M5 N132 G91 G28 Z0. N134 G28 X0. Y0.. N136 M30 % | Номер программы Работа в метрической системе Строка безопасности Вызов сверла диаметром 3 мм Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z10. Стандартный цикл сверления Сверление отверстия № 2 Сверление отверстия № 3 Сверление отверстия № 4 Сверление отверстия № 5 Сверление отверстия № 6 Сверление отверстия № 7 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Конец программы |
Пример № 2
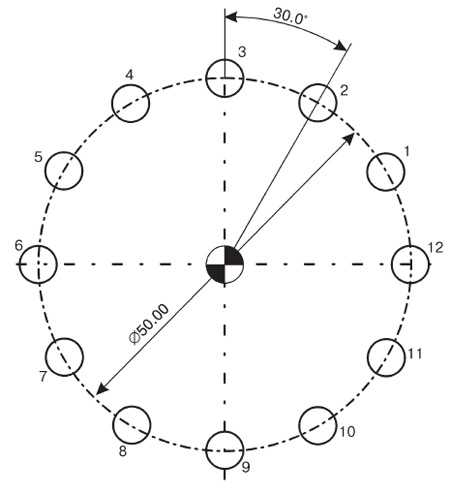
Рис. 8.9. Необходимо просверлить 12 отверстий диаметром 5 мм и глубиной 40 мм, предварительно выполнить операцию центрования отверстий
| 1 | X21.651 Y12.5 |
| 2 | X12.5 Y21.651 |
| 3 | X0. Y25. |
| 4 | X-12.5 Y21.651 |
| 5 | X-21.651 Y12.5 |
| 6 | X-25. Y0. |
| 7 | X-21.651 Y-12.5 |
| 8 | X-12.5 Y-21.651 |
| 9 | X0. Y-25. |
| 10 | X12.5 Y-21.651 |
| 11 | X21.651 Y-12.5 |
| 12 | X25. Y0. |
| Код программы | Описание |
| % O0002 (PROGRAM NAME – HOLES2 ) N100 G21 N102 G0 G17 G40 G49 G80 G90 ( CENTROVKA ) N104 T1 M6 N106 G54 X21.651 Y12.5 S1200 M3 N108 G43 h2 Z100. N110 Z2. N112 G99 G81 Z-.8 R2. F70. N114 X12.5 Y21.651 N116 X0. Y25. N118 X-12.5 Y21.651 N120 X-21.651 Y12.5 N122 X-25. Y0. N124 X-21.651 Y-12.5 N126 X-12.5 Y-21.651 N128 X0. Y-25. N130 X12.5 Y-21.651 N132 X21.651 Y-12.5 N134 X25. Y0. N136 G80 N138 Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M01 ( DRILL 12 HOLES ) N148 T2 M6 N150 G54 X21.651 Y12.5 S1000 M3 N152 G43 h3 Z100. N154 Z2. N156 G99 G83 Z-40. R2. Q2. F45. N158 X12.5 Y21.651 N160 X0. Y25. N162 X-12.5 Y21.651 N164 X-21.651 Y12.5 N166 X-25. Y0. N168 X-21.651 Y-12.5 N170 X-12.5 Y-21.651 N172 X0. Y-25. N174 X12.5 Y-21.651 N176 X21.651 Y-12.5 N178 X25. Y0. N180 G80 N182 Z100. N184 M5 N186 G91 G28 Z0. N188 G28 X0. Y0. N190 M30 % | Номер программы Название программы Работа в метрической системе Строка безопасности Комментарий Вызов центровки Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z2. Стандартный цикл сверления Центрование отверстия № 2 Центрование отверстия № 3 Центрование отверстия № 4 Центрование отверстия № 5 Центрование отверстия № 6 Центрование отверстия № 7 Центрование отверстия № 8 Центрование отверстия № 9 Центрование отверстия № 10 Центрование отверстия № 11 Центрование отверстия № 12 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Временный останов Комментарий Вызов сверла диаметром 5 мм Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z2. Цикл прерывистого сверления Сверление отверстия № 2 Сверление отверстия № 3 Сверление отверстия № 4 Сверление отверстия № 5 Сверление отверстия № 6 Сверление отверстия № 7 Сверление отверстия № 8 Сверление отверстия № 9 Сверление отверстия № 10 Сверление отверстия № 11 Сверление отверстия № 12 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Конец программы |
planetacam.ru
Система вспомогательного инструмента сверлильно-фрезерно-расточных станков с чпу
Для этих станков инструментальные системы строятся аналогичным образом. Только в качестве элемента крепления на станке используются патроны с хвостовиками 7:24 или с конусом Морзе.
шпиндель станка
оправка для насадных фрез с поперечной штангой
патрон цанговый
втулка переходная для концевых фрез с конусом Морзе и резьбовым отверстием
державка для регулируемых втулок, патронов и оправок
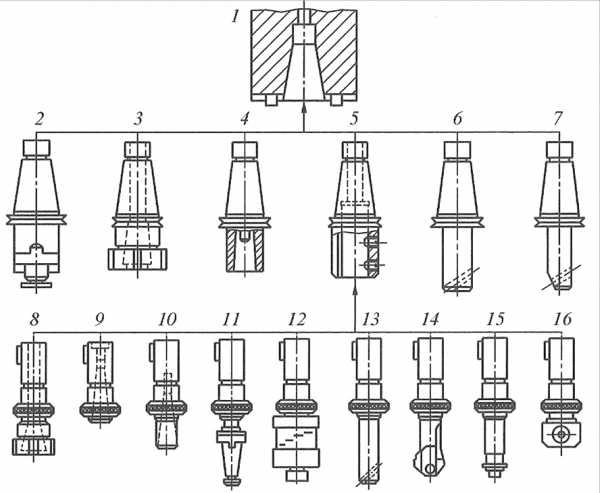
оправка расточная для чернового растачивания
оправка расточная для чистового растачивания
патрон регулируемый цанговый
втулка регулируемая с внутренним конусом Морзе
втулка регулируемая длинная с внутренним конусом Морзе
оправка регулируемая для насадных зенкеров и разверток
патрон регулируемый резьбонарезной
оправка регулируемая для чернового растачивания
оправка регулируемая для крепления перовых сверл
оправка регулируемая для дисковых фрез
расточной регулируемый патрон
Принцип построения системы инструментальной оснастки для станков с ЧПУ сверлильно-фрезерно-расточной группы
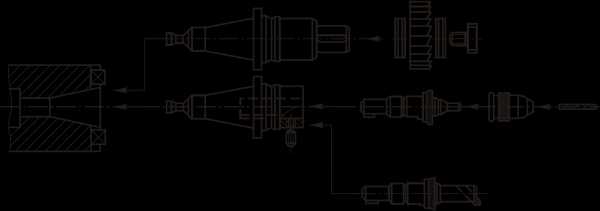
В качестве примера на рисунке показаны небольшая часть этой системы и некоторые способы крепления разных по назначению режущих инструментов: торцовая фреза, осевой инструмент, расточная оправка. Для передачи крутящего момента фланец патрона с конусом 7:24 имеет пазы, в которые входят торцовые шпонки шпинделя станка. Смена инструментов производится автоматически по программе с помощью манипуляторов (автооператоров), которые передают инструментальные блоки из магазина в шпиндель и обратно.
Сборный переходной патрон для крепления инструмента с коническим хвостовиком
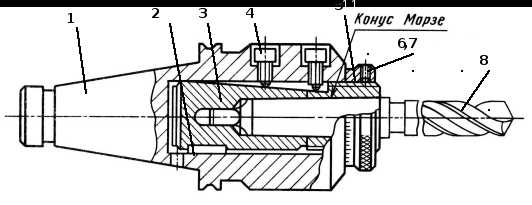
Для крепления инструмента с конусом Морзе с возможностью регулировки вылета сверла от торца шпинделя (поз. 9 и 10 на рис. система вспомогательного инструмента для сверлильно-фрезерно-расточных станков с ЧПУ с коническим хвостовиком) может быть использован сборный переходной патрон. 1-корпус патрона с конусом 7:24 имеет внутреннее цилиндрическое отверстие диаметром 36 или 48мм. В этом отверстие предусмотрен шпоночный паз 2. В этом цилиндрическом отверстии находится внутренняя регулируемая втулка 3. Во втулке 3 устанавливается инструмент 8. Регулирование вылета инструмента осуществляется за счет вращения регулировочной гайки 5. Эта гайка вращается по наружной трапециевидной резьбе втулки 3. После достижения нужной длины вылета, гайка фиксируется гайкой 7 и прокладкой 6. Втулка 3 фиксируется в корпусе патрона с помощью винтов 4. Для предотвращения вытягивания втулки из корпуса патрона, на ее поверхности делается косой срез.
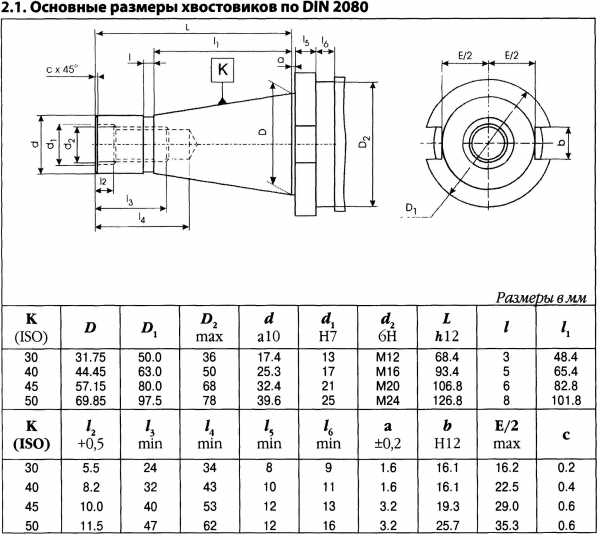
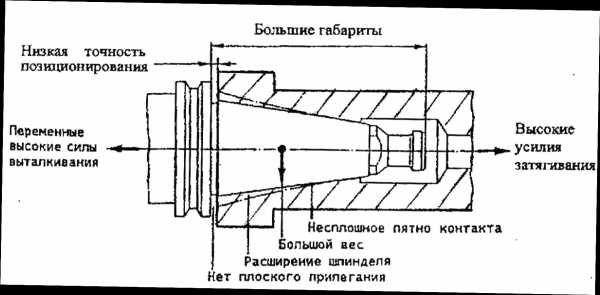
Распространенными являются хвостовики с конусами конусностью 7:24. Стандартная конструкция по DIN 2080 применяется на фрезерных и расточных станках с ручной сменой инструмента. Для станков с автоматической сменой инструмента используют хвостовики по ГОСТ 25827-93, исполнение 3, имеющие тот же размерный ряд, что и по DIN 2080, но отличающиеся трапецеидальной проточкой во фланце под захват устройства с автоматической сменой инструмента.
Недостатки соединения с конусом SK 7:24
studfiles.net
Центровочное сверло для станков с ЧПУ UMT 8101

Центровочное сверло для станков с ЧПУ UMT 8101
Специальная цена
Узнать цену
Связь с ведущим специалистом
+7 (495) 132-33-77
Задать вопросЦентровочное сверло для станков с ЧПУ. Покрытие – nanoTEC1. nanoTEC1 – нанокомпозитное многослойное покрытие с повышенной твердостью (4000-4500HV). Максимальная рабочая температура 1200°С. Метод нанесения – PVD.
| 3 | 9 | 38 | |
| 4 | 10 | 50 | |
| 5 | 13 | 50 | |
| 6 | 13 | 57 | |
| 8 | 20 | 63 | |
| 10 | 22 | 72 | |
| 12 | 22 | 83 |
В наличии
| Обрабатываемый материал | Скорость резания Vc (m/min) |
d1 — диаметр инструмента мм f — подача на оборот мм/об. |
||||||
| nanoTEC1 | ⌀3-⌀4 | ⌀4-⌀5 | ⌀5-⌀6 | ⌀6-⌀8 | ⌀8-⌀10 | ⌀10-⌀12 | ||
| P | Углеродистые, Легированные стали, твердостью | 50-70 | 0.05-0.08 | 0.06-0.10 | 0.08-0.12 | 0.09-0.14 | 0.12-0.20 | 0.16-0.26 |
| Легированные, Инструментальные стали, твердостью 25-45 HRC | 30-50 | 0.04-0.07 | 0.05-0.09 | 0.07-0.11 | 0.07-0.12 | 0.10-0.16 | 0.13-0.20 | |
| M | Нержавеющие стали | 30-40 | 0.03-0.07 | 0.04-0.09 | 0.06-0.11 | 0.06-0.12 | 0.09-0.12 | 0.12-0.18 |
| K | Серый чугун GG | 60-80 | 0.04-0.07 | 0.05-0.09 | 0.07-0.11 | 0.07-0.12 | 0.10-0.16 | 0.13-0.20 |
| Высокопрочный чугун GGG | 40-60 | 0.03-0.07 | 0.04-0.09 | 0.06-0.11 | 0.06-0.12 | 0.09-0.12 | 0.12-0.18 | |
| N | Алюминиевые сплавы | 100-140 | 0.06-0.10 | 0.08-0.12 | 0.09-0.14 | 0.10-0.18 | 0.14-0.26 | 0.18-0.32 |
| Медные сплавы | 70-100 | 0.06-0.09 | 0.08-0.11 | 0.09-0.13 | 0.10-0.16 | 0.12-0.20 | 0.15-0.26 | |
| S | Титановые сплавы | 20-30 | 0.017-0.04 | 0.027-0.05 | 0.033-0.055 | 0.037-0.063 | 0.042-0.07 | 0.047-0.08 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
www.umtools.ru
схема, устройство, мощность и отзывы
В большинстве современных станков, даже небольших и предназначенных для индивидуального пользования, перемещение режущих и других инструментов производится с помощью сервоприводов. Это совершенно оправдано: и точность обработки в этом случае лучше, и производительность значительно выше.
ЧПУ представляет собой программный модуль, который формирует эти управляющие импульсы.
Описание сверлильного станка с ЧПУ
 На сегодняшний день отзывы производителей о сверлильных станках с ЧПУ системой управления самые положительные. Ведь при помощи данного устройства удается сверлить отверстия в деталях с высокой точностью и с наименьшим коэффициентом затраченного времени. Сверлильный станок состоит из двух главных рабочих модулей, станина – основания, на котором закреплено оборудование, и обслуживающих систем – вытяжки, обдува, охлаждения водой и так далее.
На сегодняшний день отзывы производителей о сверлильных станках с ЧПУ системой управления самые положительные. Ведь при помощи данного устройства удается сверлить отверстия в деталях с высокой точностью и с наименьшим коэффициентом затраченного времени. Сверлильный станок состоит из двух главных рабочих модулей, станина – основания, на котором закреплено оборудование, и обслуживающих систем – вытяжки, обдува, охлаждения водой и так далее.
- Координатный стол – как правило, монтируется на опорах качения. Он перемещается горизонтально в двух направлениях. Привод – шаговые двигатели с гидроусилителями или электромоторы. Столы могут быть поворотными, наклонными, маятниковыми, что значительно увеличивает количество возможных операций.
- Шпиндельная бабка – перемещается по вертикали. Сверла закрепляются в шпинделях с помощью втулок. Различают одно- и многошпиндельные устройства в зависимости от количества используемого за один раз инструмента. На аппаратах с ЧПУ сверла заменяются автоматически – головка поворачивается, устанавливая на поверхность нужное приспособление. Но ручная замена также возможна.
На сверлильных станках с позиционным ЧПУ инструмент самостоятельно занимает исходную заданную позицию. В аналоговом ЧПУ начальное положение определяется вручную.
Способ сверления
Суть процесса не отличается от сверления любых других материалов.
- Лист закрепляется на столе, предварительная разметка не требуется.
- В программное устройство загружается макет с рабочего ПК или флешки. При достаточно высоком уровне ПО, основой может послужить даже обычное изображение;
- Вводятся дополнительные настройки – на этом участие оператора завершается.
- Следуя заданной программе, стол двигается таким образом, чтобы лист оказался напротив сверла в нужно точке, подводится к сверлу. Шпиндельная головка опускает инструмент на поверхность. Сверло производит отверстие заданной глубины.
- При работе на промышленных станках охлаждение производится за счет обдува воздухом. Также предварительно на лист оргстекла наносится специальная теплостойкая паста, которая отводит тепло от поверхности.
Оргстекло деформируется при очень небольших температурах – 150–160. С а при сверлении температура может быть выше. Отвод тепла обеспечивает целостность материала.
На небольших мини-станках в мастерских, сверло охлаждают в емкости с чистой водой, и сдувают с поверхности образовавшуюся пыль и стружку во время охлаждения. Порой применяется метод сверления под водой, но такой способ откровенно опасен.
Необходимые сверла для оргстекла
Современный станок с ЧПУ позволяет выполнить куда больше операций, чем обычный механический. Соответственно, количество используемых инструментов здесь тоже больше.
Изготавливаются сверла из легированной и углеродистой стали, в отдельных случаях усиливаются твердосплавными пластинками. Для оргстекла применяется спиральное сверло.
- Рабочая часть – стержень в виде цилиндра с двумя спиральными канавками – по ним отводится стружка.
- Режущая – имеет две режущие кромки, переднюю и заднюю поверхность, заточенные под разными углами.
Для оргстекла угол при вершине между режущими кромками в среднем составляет 70 градусов. Однако при работе с тонким материалом угол должен быть меньше – 55–60, а при толщине листа более 10 мм – 80–90 градусов.
При сверлении листов небольшой толщины применяются также перовые сверла. Стрежень у инструмента круглый, угол между двумя режущими кромками составляет 120 градусов.
Форма отверстий может быть разной. По этому параметру инструмент делится на несколько видов:
- цилиндрическое сверло – с его помощью делают стандартные круглые отверстия;
- коническое – получают отверстие в виде конуса;
- ступенчатое – каждая следующая ступень снимает фаску, обеспечивая высокую точность и чистоту отверстия;
- квадратное – оргстекло часто используют в декоративных целях, соответственно, даже к отверстиям предъявляются повышенные требования;
- зенкерное – применяется при рассверливании, для повышения уровня точности отверстия.
Схема
Аппарат состоит из двух конструкционных узлов, хотя настольные модели обходятся порой и без рабочего стола – его роль выполняют тиски или струбцина.
На фото представлена схема сверлильного станка с ЧПУ

Однако расположение этих узлов может быть разным.
- Вертикально-сверлильный – станина имеет вертикальные направляющие, по которым и передвигаются шпиндельная бабка и стол. В современных версиях стол может поворачиваться. Головка может быть одношпиндельной – ручная замена инструмента, и многошпиндельной – автоматическая.
- Радиально-сверлильный – шпиндельная бабка может двигаться не только по вертикали, но и вращаться вокруг станины. Такой метод удобнее, когда предстоит работа с объемным материалом, корпусными деталями, которые нельзя демонтировать или разрезать на фрагменты.
- Горизонтально-сверлильные – разработаны для получения отверстий большой глубины. При обработке оргстекла такая операция не используется.
- Горизонтально-центровальные – применяются для формирования центровых отверстий на торцах готовых изделий.
Оргстекло обычно обрабатывается на вертикально-сверлильном, так как этот материал при необходимости легко разрезается и склеивается.
Мощность
На вертикально-сверлильных станках возможно сквозное и несквозное сверление материалов определенной толщины. Для оргстекла максимум – 50–60 мм.
Мощность электроприводов сверлильного станка с ЧПУ невелика: от 150 до 3000 Вт. Для сравнения: мощность двигателя в 150 Вт обеспечивает максимальную скорость вращения до 2000 об/мин, при мощности в 400 Вт – 2500 об/мин.
Привод
Преобразование управляющих импульсов ЧПУ в перемещение режущего инструмента и координатного стола осуществляется при помощи привода подачи. Последний состоит из двигателя, предающего механизма и системы обратной связи. В сверлильных станках используются два вида привода.
- Шаговый двигатель – обеспечивает только определенный угол поворота при подаче направляющего движения. Перемещение и повороты возможны только на строго установленную величину. Определение направления производится за счет подачи масла в гидродвигатель, а механическое усилие – за счет зубчатой передачи на привод рабочего хода.
- Электрический привод постоянного тока позволяет более точно и тонко регулировать угол наклона и перемещение стола. Крутящий момент на сверло передается при помощи V-образного ремня. Скорость вращения здесь регулируется в более широких пределах.
Преимущество
 Граница между сверлильными и многофункциональными фрезерными станками на сегодня довольно условна. Особенно когда речь идет об агрегатах с ЧПУ, где автоматическое выполнение задач позволяет значительно повысить производительность. Так что главным преимуществом аппаратов стоит назвать их универсальность.
Граница между сверлильными и многофункциональными фрезерными станками на сегодня довольно условна. Особенно когда речь идет об агрегатах с ЧПУ, где автоматическое выполнение задач позволяет значительно повысить производительность. Так что главным преимуществом аппаратов стоит назвать их универсальность.
Сверлильный станок с ЧПУ используется для решения следующих задач:
- сверление – сквозных и глухих отверстий с высокой точностью;развертывание – операция, позволяющая увеличить параметр точности сделанного отверстия;
- рассверливание – увеличение диаметра со снятием фаски и вырыванием краев;
- зенкование – формирование отверстий конической или цилиндрической формы, или специальной под головки болтов;
- растачивание отверстий, сделанных резцом;
- зенкерование – уменьшение шероховатости поверхности отверстий. В оргстекле из-за его прозрачности, этот недостаток становится едва ли не критическим;
- нарезание внутренней резьбы – для пластмассы применяется крайне редко, но вполне осуществимо.
Второе достоинство сверлильного станка с ЧПУ – использование неразмеченного материала. Схема производства отверстий со всеми параметрами закладывается в настройки модуля.
На производительность этот параметр влияет существенно.
Заключение
Сверлильные станки с ЧПУ выпускаются как для индивидуального пользования, так и для производства. Отличие моделей состоит в размерах, мощности и количестве операций. Принцип действия и точность у них одинаковая. ЧПУ обеспечивает превосходное качество обработки и на настольных мини-станках, и на промышленных напольных гигантах.
На видео представлено описания сверлильного станка с ЧПУ:
proakril.com
Сверла для станков с ЧПУ
Сверла для станков с ЧПУ и автоматических линий 391290 [c.203]Формы заточки сверл для станков с ЧПУ, обеспечивающие повышенные результаты по точности центрирования заходного отверстия, приведены на рис. 17, [c.227]
На станках с ЧПУ применяются различные типы сверл в зависимости от диаметров, конфигурации и точности обрабатываемых отверстий. В конструктивном отношении это спиральные сверла с цилиндрическим и коническим хвостовиком, перовые сверла, ступенчатые сверла. По сравнению со стандартными сверлами у сверл для станков с ЧПУ уменьшены допуски на симметричность сердцевины сверла, осевое биение режущих кромок, радиальное биение по ленточкам. Указанные [c.491]При заточке сверл для станков с ЧПУ следует учитывать необходимость сверления без кондукторов с автоматическим позиционированием рабочих органов точное центрирование отверстий при врезании получение минимальных сил резания, и в первую очередь радиальной силы. [c.778]
Ступенчатые сверла для станков с ЧПУ предназначены для обработки за один проход наиболее широко встречающихся в станкостроении типо- [c.230]
При подготовке управляющих программ для станков с ЧПУ большое значение имеет правильный выбор и взаимная увязка систем координат. Система координат станка (СКС), в которой определяется положение рабочих органов станка и других систем координат, является основной. По стандартам все прямолинейные перемещения рассматривают в правосторонней прямоугольной системе координат X, У, Во всех станках положение оси 2 совпадает с осью вращения инструмента если при обработке вращается заготовка, — то с осью вращения заготовки. На станках всех типов движение сверла из детали определяет положительное направление оси Z в СКС. Для станков, в которых сверление невозможно, ось Z перпендикулярна технологической базе. Ось X перпендикулярна оси Z и параллельна технологической базе и направлению возможного перемещения рабочего органа станка. На токарных станках с ЧПУ ось X направлена от оси заготовки по радиусу и совпадает с направлением поперечной подачи (радиальной подачи) суппорта. Если станок имеет несколько столов, суппортов и т. п., то для задания их перемещений используют другие системы координат, оси которых для второго рабочего органа обозначают V, V, W, для третьего — Р, Q, Я. Круговые перемещения рабочих органов станка с инструментом по отношению к каждой из координатных осей X, У, Z обозначают А, В, С. Положительным направлением вращения вокруг осей является вращение по часовой стрелке, если смотреть с конца оси вращение в противоположном (отрицательном) направлении обозначают А, В, С. Для вторичных угловых перемещений вокруг осей применяют буквы О к Е. [c.549]Сверла выпускают для станков с ЧПУ двух классов точности А (повышенной) и В (нормальной). Обработка указанных отверстий обеспечивает позиционное отклонение не более + (0,1—0,2) мм. [c.571]
Эффективность эксплуатации станков с ЧПУ в значительной мере зависит от правильного выбора режущего инструмента и рациональной его эксплуатации. От режущего инструмента требуется прежде всего высокая надежность его работы. В настоящее время разработаны конструкции режущего инструмента (резцы, концевые и торцовые фрезы, сверла, зенкеры, развертки, расточной инструмент и др.) специально для работы на станках с ЧПУ. Режущий инструмент для станков с ЧПУ должен удовлетворять следующим требованиям обеспечение стабильных высоких режущих свойств возможность быстрой автоматической замены удовлетворительное формирование, дробление и отвод стружки минимальный набор типоразмеров для обработки группы деталей возможность предварительной наладки на размер вне станка (совместно с применяемым вспомогательным инструментом) и др. [c.183]
Режущей частью сборного сверла (рис. 95) является плоская пластина 1, изготовленная из быстрорежущей стали. Своими присоединительными элементами пластина вставляется в паз корпуса 2 и закрепляется винтом 3 за счет деформации стенок паза. Перовые сверла выполняются с цилиндрическим хвостовиком по ГОСТ 25524—82 и ГОСТ 25525—82 (для станков с ЧПУ) и с коническим — по ТУ 2—035—741—81. Основные размеры сверл с коническим хвостовиком даны в табл. 48, [c.202]
| Рис. 20.5. Инструмент для станков с ЧПУ а сверло, б — зенковка |  |
Типовая схема комбинирования инструментов для токарных станков с ЧПУ приведена на рис. 15.3. В револьверную головку (или суппорт) 1 станка могут устанавливаться резцедержатель 2 или державки с цилиндрическим 3, призматическим 4 хвостовиками. В свою очередь, в них располагаются резцовые вставки 5 с многогранными неперетачиваемыми твердосплавными пластинами 6 различной формы. При необходимости в револьверную головку может быть установлено сверло 7. Наличие необходимого комплекта инструментов на станке обеспечивает возможность более полной обработки заготовки. [c.221]
При относительно большой серийности обработки на станках с ЧПУ используют комбинированный инструмент (например, точные и взаимосвязанные отверстия и поверхности). Применение комбинированного инструмента позволяет сократить штучное время при обработке заготовок корпусных деталей на 10. .. 20% благодаря уменьшению времени резания и вспомогательного времени. Схемы обработки отверстий комбинированным инструментом приведены на рис. 15.10. Двухступенчатое сверло применяют для обработки ступенчатых отверстий (рис. 15.10, й). Многоступенчатый зенкер (рис. 15.10, б) обеспечивает высокую производительность и допускает большое число повторных заточек. Длины ступеней этих зенкеров обычно равны соответствующим размерам обрабатываемых поверхностей. Затылование режущих зубьев зенкеров выполнено одинаковым на всех ступенях, чтобы при повторной заточке диаметры и длины ступеней относительно не изменялись. Комбинированный расточной инструмент (рис. 15.10, в) представляет собой державку 1, несущую сменные головки 2 с резцовыми вставками 3. [c.232]
Режущий инструмент, применяемый на станках с ЧПУ, подразделяют на мерный, немерный и промежуточный. Мерными инструментами являются развертки, метчики, зенкеры. К немерным следует отнести резцы, у которых вершина режущей кромки не имеет точных расстояний от трех базовых поверхностей. Промежуточное исполнение имеют стандартные сверла, в диаметральном направлении они являются мерными, в осевом направлении их вершина занимает переменное положение, в зависимости от числа повторных заточек режущих кромок. Такая классификация режущего инструмента важна для компенсации параметров изнашивания инструмента с помощью системы ЧПУ. [c.233]
На токарных станках с ЧПУ последовательность переходов обработки следующая а) предварительная (черновая) обработка основных участков поверхностей детали подрезка торцов, центрование перед сверлением отверстий диаметром до 20 мм, сверление (если используются два сверла, то вначале сверлом большего диаметра), рассверливание отверстий, точение (получистовая обработка) наружных поверхностей, а затем растачивание внутренних поверхностей б) обработка дополнительных участков поверхностей детали (кроме канавок для выхода шлифовального круга, резьбы и т. п.) в тех случаях, когда черновая и чистовая обработки внутренних поверхностей проводятся одним резцом, все дополнительные участки обрабатывают после чистовой обработки в) окончательная (чистовая) обработка основных участков поверхности детали, сначала внутренних, потом наружных г) обработка дополнительных участков поверхностей детали, не требующих черновой обработки сначала в отверстиях или на торцах, затем на наружной поверхности. [c.237]
В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом корректирующие переключатели (блоки коррекции) выбираются программой обработки либо на всю зону обработки одним инструментом, либо на отдельные поверхности. Блоки коррекций не назначают на сверла, развертки и другой осевой мерный инструмент. [c.245]
Станки с ЧПУ независимо от класса точности должны использоваться только для работ, ограниченных технологическим назначением станка, допустимыми нагрузками, размерами фрез, сверл и т. д. Заготовки, подлежащие чистовой обработке на станках с ЧПУ, не должны иметь ржавчины, окалины, пригаров формовочной земли. Базы заготовок, подлежащих обработке на прецизионных станках с ЧПУ (станки с ЧПУ классов П, В, А носят общее название прецизионных), должны быть предварительно чисто обработаны. [c.624]
Сверла с механическим креплением сменных режущих пластин (СРП) из твердого сплава (рис. 6.8), в том числе с износостойким покрытием, предназначены для сверления отверстий глубиной до 3D в деталях из конструкционных сталей и чугунов на станках с ЧПУ, автоматических линиях и агрегатных станках, удовлетворяющих установленным для них нормам точности и жесткости, с мощностью привода 7...30 кВт. Радиальная жесткость системы станок-инструмент-деталь должна быть не менее 8... 15 кН/мм в зависимости от диаметра сверла. Сверла выпускаются с цилиндрическим хвостовиком с внутренним подводом СОЖ в диапазоне диаметров 25...60 мм и оснащены двумя многогранными сменными пластинами с центральным отверстием для закрепления винтами. [c.229]
На многоцелевых токарных станках с ЧПУ, предназначенных кроме точения еще и для сверлильно-фрезерной обработки, применяются держатели с вращающимся шпинделем, в которых закрепляют сверла, метчики и другой режущий инструмент, необходимый для обработки отверстий, не лежащих на оси вращения заготовки. [c.296]
Для подвода СОЖ к режущим кромкам сверл, оснащенных твердосплавными пластинами (см. главу 6, рис. 6.8) разработаны специальные патроны, конструкция которых позволяет осуществлять их автоматическую смену на станках с ЧПУ с автоматической стыковкой с системой подачи СОЖ станка. [c.332]
Многие современные токарные станки с ЧПУ, кроме различных токарных работ, с использованием специальных инструментальных шпинделей с вращающимся инструментом (сверлами, фрезами и т.п.) обрабатывают различные отверстия (в том числе и поперечные), фрезеруют канавки, лыски, пазы, нарезают резьбу (рис. 25). На таких станках возможна полная обработка деталей, если они не подвергаются термической обработке. Для выполнения этих переходов обработки шпиндель останавливается в фиксированном положении. Инструмент закреплен в специальных инструментальных шпинделях. На некоторых станках эта шпиндели встроены в револьверные головки. [c.771]
Сверло-фреза для фрезерования деталей на станках с ЧПУ 133, 134 Смазочно-охлаждающие жидкости, рекомендуемые при обработке материалов 232—235 Соли для окончательного нагрева под закалку — Состав 196, 197 Сплавы — Обрабатываемость резанием 10—19, 28—33, 35—37 [c.398]Подрезание торцов и центровку целесообразно производить на фрезерно-центровальных станках (например, МР-75). На этих станках двумя фрезами одновременно фрезеруют оба торца, а затем с двух сторон производят центровку комбинированными центровочными сверлами типа А (ГОСТ 14952—75). Обработка на фрезерно-центровальных станках обеспечивает одинаковую длину всех протяжек в партии и одинаковую глубину центровых отверстий, что особенно важно для последующей обработки на токарных станках с ЧПУ. [c.172]
В настоящее время разработаны системы автоматизированного расчета программ управления токарными станками с ЧПУ, например САПР-сверло . Среднее время подготовки исходных данных для указанной системы 5—7 мин на деталь, время расчета управляющей программы на ЭВМ — 1—2 мин. Оптимальный вариант обработки определяется технико-экономическим расчетом. [c.67]
Формы заточки сверл для станков с ЧПУ по ОСТ 2 И20-1-80, ОСТ 2 И20-2-80 и ТУ 2-035-936 - 83, обеспечивающие повышенные результаты по точности центрирования заход-ного отверстия, приведены на рис. 18. [c.150]
Заточка сверл по винтовой задней поверхности, но с заострением поперечной кромки проводится на станках ЗГ653, ЗБ659, 3653 и др. В этом случае, при соответствующей координации осевого перемещения шлифовального круга, в работу можно ввести угловую часть круга и получить поперечную кромку у сверла с разной степенью заострения, в том числе в виде центрирующей точки, достаточно точно совпадающей с осью сверла. Сверла затачивают по винтовой поверхности с выпуклой поперечной кромкой и на специальных станках. На станках с ЧПУ в ряде случаев можно применить сверла, заточенные методом двухплоскостной заточки и заточкой накрест . Для станков с ЧПУ следует применять спиральные сверла точного испо.лнения по ГОСТ 2034-80, при необходимости — прецизионные по ТУ. [c.778]Для закрепления инструментов с цилиндрическим хвостовиком подсистемой предусмотрены цанговые патроны и оправки с диапазонами диаметров хвостовиков 3—25 мм и 20—40 м. Цанги имеют конусность 1 5, изготовляются из стали 60С2А с термообработкой до твердости 49--53 ННСэ. На станках сверлильно-рас-точной и фрезерных групп применяются как стандартные конструкции инструментов, так и выполненные по отраслевым стандартам и отличающиеся от стандартных более точным изготовлением режущей и присоединительной части. Так, сверла спиральные с цилиндрическим хвостовиком диаметром 3—20 мм по ОСТ2 И20-1 — 80 для станков с ЧПУ отличаются от стандартных (ГОСТ 10902—77) уменьшенными допусками на симметричность сердцевины, осевое и радиальное биение режущих кромок. Хвостовики сверл выполнены цилиндрическими, без обратной конусности, что обеспечивает более надежное закрепление в цанговых патронах. Задняя поверхность выполняется либо двухплоскостной, либо винтовой. Обе эти формы задней поверхности обеспечивают снижение осевой силы на 15—20 %, увеличивают стойкость и надежность сверла, точность отверстий за счет уменьшения разбивки и точность координат центров отверстий. [c.301]
Прибор для размерной настройки режущего инструмента вне станка модели БВ-2013 Настройка сверл и фрез для станков с ЧПУ по линейкам, нониусам и индикаторам. Диаметр инструмента 0—300 мм, вылет — 70—400 мм габаритные размеры 740 X 440X1530 мм Погрешность установки по диаметру 0,02, по вылету — 0,05 мм [c.248]
Сверла для обработки печатных плат на станках с ЧПУ изготовляют из мелкозернистого твердого сплава ВК6 —ОМ. По технологии ВНИИ заточка сверл — двухплоскостная она осушествляется на универсально-заточном станке ЗМ642 с помощью приспособления П8 для заточки сверл. Заточка проводится торцом алмазного круга чашечной формы 12А2 150 х 10 х 5 х 32 АСМ 28/20 Б1 100. Затачивают главную и вспомогательную поверхности одного пера, затем сверло поворачивают на 180° и затачивают обе повер.хности второю пера. [c.778]
Комбинированный инструмент (сверло-фреза) (рис. 72) предназначен для обработки сквозных карманов в корпусных деталях из различных материалов на станках с ЧПУ. Режущая часть — из быстрорежущей стали Р6М5 с ННСэ 63—66, хвостовик — из стали ЗОХГСА с ННСэ 43,5—51,5. Спираль правая, шаг Р = 163 мм. Торцовое биение режущих зубьев не более 0,05 мм. [c.133]
Для сверлильных станков с ЧПУ и многооперационных станков наибольшее применение находят спиральные сверла из быстрорежущей стали диаметром от 1 до 50 мм с цилиндрическим и коническим хвостовиками, спиральные четырехленточные спиральные комбинированные и центровочные. [c.272]
mash-xxl.info
Сверла для станков ЧПУ | tanrud.pl
Сверла для станков ЧПУ (сверла ЧПУ). Технические характеристики.
 В сегодняшнее время существует великое множество способов обработки заготовок в зависимости от заданной конструкции, шероховатости, точности обработанной поверхности: от привычного для каждого простого сверления до наисложнейшего технологического процесса, состоящего из нескольких операций, выполняемых с помощью различных инструментов на специфическом оборудовании.
В сегодняшнее время существует великое множество способов обработки заготовок в зависимости от заданной конструкции, шероховатости, точности обработанной поверхности: от привычного для каждого простого сверления до наисложнейшего технологического процесса, состоящего из нескольких операций, выполняемых с помощью различных инструментов на специфическом оборудовании.
Всем знакомые спиральные сверла были изобретены еще в середине девятнадцатого столетия. В те годы эти изделия изготавливались из обычной тогда легированной конструкционной стали. С течением времени были разработаны новые материалы, обработка которых не поддавалась вышеупомянутым инструментам. В начале прошлого века спиралеобразные сверла начинают производить из быстрорежущей стали, используемой и поныне. Одновременно быстрыми темпами разрабатываются и новые для тех времен геометрии заточки сверл, конструкции последних. В результате их внедрения выросла в разы производительность, благодаря наносу на рабочую часть сверла специального покрытия. В годы Второй мировой войны создаются высокотвердые материалы, не поддающиеся обработке ставшими уже привычными быстрорежущими сверлами с покрытиями. Появилась идея найти такой материал для создания спиралевидного сверла, чтобы последнее могло успешно справиться с обработкой твердых материалов. Им и послужил особый твердый сплав. Сегодня на машиностроительных производствах подобные сверла применяются наравне с быстрорежущими.
В качестве альтернативы с точки зрения экономии была представлена конструкция сверла в виде спирали, режущие кромки которого изготавливались из твердых сплавов, а хвостовик из типичной конструкционной стали. Одновременно были разработаны сверла со сменными многогранными пластинами - СМП.
Можно выделить три типа конструкции:
- сверло с винтовыми и прямыми канавками для удаления стружки;
- комплекс Т-АТ, где имеются сверлильные вставки;
- система EcoCut.
Серия T-AT с вставками для сверления обладает большими возможностями для обеспечения процесса сверления с высокой производительностью. Применение режущих взаимозаменяемых пластин в отличие от общепринятых быстрорежущих сверл препятствует излишней переточке. Преимущества данной системы - самоцентрирующаяся вершина у сверла, наилучшая геометрия режущих кромок, возможность изготовления отверстий довольно большой глубины при обработке.
Для сверлильной и токарной обработки употребляются эффективные инструменты комплекса ЕсоСut. Применяя лишь один инструмент, можно осуществить целых четыре операции: внешняя, а также внутренняя токарная обработка, сверление в целиковом материале, токарная обработка внешних очертаний.
Сверла, оснащенные СМП и предназначенные целиком и полностью для экономичной работы, являются сверлильными инструментами с высокой производительностью. Благодаря геометрии многогранных сменных пластин и специфической конструкции появилась возможность качественного сверления при обработке особо глубоких отверстий без особых осевых направляющих.
На станках с числовым программным управлением используются различные виды сверл, исходя из диаметра, конфигураций и степени точности обрабатываемых просветов. Это спиралевидные сверла, ступенчатые, перовые. Сверла спиральные бывают с коническим либо цилиндрическим, либо четырехгранным хвостовиком. Первые из них необходимы для работы с конструкционными материалами. При использовании таких инструментов можно обойтись без предварительного центрования. Спиральные сверла с цилиндрическим хвостовиком нужны для обработок материалов с предварительной центровкой отверстий.Ступенчатые сверла используются для обработки за один цикл широко использующихся в машиностроении типоразмеров опорных поверхностей под крепежные резьбовые отверстия и детали:
- отверстие с фаской для дальнейшего изготовления резьбы;
- отверстия с головками потайной/полупотайной и зенковкой конической формы под винты;
- отверстия с зенковкой цилиндрической формы под винты с головкой такой же формы и углублением «под ключ» в виде шестигранника.
Перовые сверла используются для обработки твердых поковок, а также литья. В этих случаях при обработке ступенчатых отверстий необходима повышенная жесткость инструмента.
Сверла для оборудования с ЧПУ имеют два класса:
- А - повышенная точность;
- В - нормальная точность.
Обработка отверстий должна производиться с обеспечением отклонения не выше + (0,1—0,2) мм.
В отличие от стандартных сверл, у подобных инструментов для оборудования с ЧПУ снижены допуски симметричности сердцевины сверла, осевого биения режущих кромок, а также радиального по ленточкам.
Сверла, рассчитанные для применения на станках с ЧПУ, бывают особой конфигурации. Эти инструменты устанавливаются в шпиндель сверлильного блока при помощи резьбового соединения. У них есть головка-напайка, выполненная из особо твердого сплава. Например, сверла для крепления их в горизонтальную группу агрегата SCM Cyflex F900 для осуществления процесса сверления оснащены резьбой М8 и предлагаются в двух модификациях: 63 мм и 75мм. Принципиального отличия в использовании этих двух величин нет, а выбор осуществляется, исходя их параметров требуемой глубины сверления в торцовой части заготовки. Эти сверла не годятся для помещения их в вертикальный блок сверлильного станка с ЧПУ. В этом случае применяются стандартные сверла, ориентированные на сверлильно-присадочные станки.
При заточке использованных сверл для оборудования с ЧПУ нужно обязательно учитывать необходимость сверления без кондукторов с автоматическим позиционированием рабочих органов, при врезании точную центрировку отверстий, получения минимума сил резания, что, конечно же, касается, радиальной силы. Сверла для оборудования с ЧПУ лучше перетачивать в сервисном специализированном центре.
Компания «ТДС УкрСпецтехника» предлагает вашему вниманию все время пополняющийся перечень различных сверл для оборудования с ЧПУ по приемлемым ценам, так как в своей деятельности наше предприятие руководствуется правилом - разумное соотношение качество/цена. Если возникла необходимость в покупке сверл для оборудования с ЧПУ, смело обращайтесь в компанию «ТДС УкрСпецтехника». Наши специалисты подскажут, как оперативно без проблем подобрать необходимый инструмент, предложат вам различные варианты по оплате, а также доставки товара в наикратчайшие сроки.
В компании «ТДС УкрСпецтехника», кроме сверл для оборудования с ЧПУ, у вас есть возможность приобрести как инструмент для гравировки, так и режущий с обрабатывающим инструментами для вышеупомянутых станков по металлу, композитным материалам, деревянным поверхностям и так далее.
Наверх↑
tanrud.pl