Сферические фрезы линейки Pro-Duo для черновой и получистовой обработки. Концевые сферические фрезы
инженер поможет - Фрезы концевые спиральные сферические и однозаходные
В этой статье мы поговорим о концевых спиральных сферических и однозаходных фрезах. Подразумевается, что такие фрезы имеют режущую кромку с некоторым, отличным от нуля, углом спиральной канавки.
Концевые однозаходные фрезы
Такие фрезы используются при больших скоростях вращения, что способствует тому, что обработка материала происходит с высокой скоростью, при этом, обрабатываемая поверхность будет иметь высокое качество. Одна канавка имеет такую длину и глубину, что в результате обработки получается длинная стружка, что, в свою очередь, положительно сказывается на долговечности фрезы благодаря тому, что фреза не забивается из-за стружки. Широкий паз и ребра жесткости способствуют быстрому удалению стружки с отсутствием намотки и прилипания.
Где же применяют фрезы концевые спиральные сферические и однозаходные? Чаще всего, эти фрезы предназначены для обработки пластика ПВХ и акрила. Мягкую древесину также возможно обработать концевой сферической спиральной и однозаходной фрезой. К тому же, фрезы можно использовать и для других целей - например, для вырезания заготовок.
Фреза концевая однозаходная 1.5 мм.
Обладает режущей частью 6 миллиметров, хвостовиком - 3,175 миллиметра.
Фреза концевая однозаходная 2 мм.
Обладает режущей частью 6 миллиметров, хвостовиком - 3,175 миллиметра.
Фреза концевая однозаходная 3 мм.

Обладает режущей частью 12 миллиметров, хвостовиком - 3 миллиметра.
Фреза концевая однозаходная 6 мм.

Обладает режущей частью 25 миллиметров, хвостовиком - 6 миллиметров.
Фреза концевая однозаходная 3.175 мм.

Обладает режущей частью 12 миллиметров, хвостовиком - 3 миллиметра.
Обрабатывают этими фрезами латунь, пластик, алюминий.
Фреза концевая однозаходная с удалением стружки вниз D3.0

Обладает диаметром режущей части 3 миллиметра, длиной режущей части 17 миллиметров, общей длиной 50 миллиметров.
Фреза концевая однозаходная с удалением стружки вниз D4.0

Обладает диаметром режущей части 4 миллиметра, длиной режущей части 18 миллиметров, общей длиной 50 миллиметров.
Фреза концевая однозаходная с удалением стружки вниз D6.0

Обладает диаметром режущей части 6 миллиметров, длиной режущей части 25 миллиметров, общей длиной 50 миллиметров.
Обрабатывают этими фрезами пластик, мдф, дерево.
Теперь поговорим о сферических концевых фрезах. Рассмотрим область применения и конструктивные особенности этих фрез.
Сферическая концевая фреза, 2-х, 3-х и 4-х зубая (спираль 30 градусов)
Итак, данная сферическая фреза имеет правостороннюю спираль. Следовательно, резание у нее также правостороннее. Повышенной износостойкости и твердости способствует сплав, который является мелкозернистым и твердым. В основном, этой фрезой производят контурное фрезерование. Контурное фрезерование, как правило, выполняется концевыми фрезами за несколько проходов. Такое фрезерование выполнятся, обычно, на вертикально-фрезерном станке. Дополнительная жесткость обеспечилась укороченным исполнением фрезы.
Используемые покрытия: TiN, TiCN, AlTiN.
Фрезу с двумя зубьями применяют там, где необходимо, чтобы вывод стружки был максимальным. Следовательно, ей обрабатывают алюминий, цветные металлы и неметаллические материалы.
Фрезу с тремя зубьями отличает то, что скорость подачи может быть на 50 процентов выше, чем у двухзубой фрезы..
Сферическая концевая фреза, 2-х и 4-х зубая (спираль 35 градусов)
Фрезу с такой специальной спиралью применяют тогда, когда нужно обработать труднообрабатываемый материал (нержавеющая сталь или инконель)
Является высокопроизводительной концевой сферической фрезой. Имеет покрытие AITiN.
Сплав такой фрезы - мелкозернистый.
Концевые фрезы нашли свое широкое применение на производстве благодаря тому, что обладают своеобразной геометрией рабочей поверхности. И как мы видим, выше описанные разновидности концевых фрез чаще всего используются для обработки алюминия, пластика, дерева и металлов.
engcrafts.com
Твёрдосплавные концевые фрезы - Karnasch Professional Tools GmbH в России
Компания Karnasch представляет наиболее полный каталог высокоскоростных концевых фрез, Karnasch — лидер в области монолитного твёрдосплавного инструмента. В каталоге представлен широкий ассортимент фрез различных конструкций, диаметров и длины для всех групп материалов. Весь инструмент доступен со склада в Германии.
Концевые фрезы Karnasch соответствуют высочайшим технологическим стандартам (допуск на диаметр фрезы 0 / −0,010 мм, на радиус ±0,003 мм), что обеспечивает стабильное качество и высокие результаты обработки. Фрезы Karnasch отличаются надежностью и пользуются высочайшим спросом в единичном и крупносерийном производстве и представлены с различными покрытиями и геометриями, в зависимости от обрабатываемого материала.
Компания Karnasch так же предоставляет возможность поставки специальных конструкций инструмента по вашему техническому заданию. Команда опытных специалистов окажет вам поддержку на протяжении всего технологического процесса.
Обзор инструментов этого типа:Концевые фрезы для черновой обработки наружного и внутреннего контура.
Концевые фрезы для точной черновой обработки.
Концевые фрезы для чистовой обработки.
Концевые фрезы с внутренним подводом СОЖ.
Концевые сферические фрезы.
Концевые фрезы с угловым радиусом.
Концевые фрезы с угловой фаской.
Инструмент для фрезерования фасок под 60° / 90°.
Концевые фрезы для обработки штампов и пресс-форм.
Зенковки 90°, 120°.
Фрезы с алмазным покрытием.
Микрофрезы.
CBN-фрезы.
MKD-фрезы.
Двузубые, трехзубые, четырехзубые, пятизубые, шестизубые, восьмизубые, десятизубые, двенадцатизубые концевые фрезы.
HPC (высокопроизводительные фрезы).

- Твердосплавная концевая фреза для обработки пресс-форм.
- Твердосплавная концевая фреза для обработки графита.
- Твердосплавная концевая фреза для обработки стали.
- Твердосплавная концевая фреза для обработки нержавеющей стали.
- Твердосплавная концевая фреза для обработки закаленной стали.
- Твердосплавная концевая фреза для обработки труднообрабатываемых материалов.
- Твердосплавная концевая фреза для обработки титана.
- Твердосплавная концевая фреза для обработки алюминия.
- Твердосплавная концевая фреза для обработки меди.
- Твердосплавная концевая фреза для обработки цветных металлов
- Твердосплавная концевая фреза для обработки пластика.
- Твердосплавная концевая фреза для обработки Ampco.
- Твердосплавная концевая фреза для обработки чугуна.
- Твердосплавная концевая фреза для обработки композитных материалов CFK/GFK.
- Твердосплавная концевая фреза для обработки углеродистого волокна.
- Твердосплавная концевая фреза для обработки твёрдых материалов до <70 HRC.
www.karnasch.ru
инженер поможет - Сферическая фреза
В то время как для прямоугольных и круглых углублений не требовались сложные инструменты, для получения выемок более сложной формы необходимо было найти новые конструктивные решения. Так и оказалось в случае со сферическими поверхностями. При помощи традиционных инструментов и методов очень трудно было получить ровную поверхность, не говоря и об их массовом изготовлении.
Решение проблемы пришло в виде новой конструкции инструментов, которые получили название сферические фрезы. Что она из себя представляет?
Что такое сферическая фреза
Такой фрезой называется инструмент, предназначенный для обработки сферических выемок или уступов. Представляет собой тело вращения. Их также называют шаровыми.
В целом состоит из таких элементов, как режущая часть и хвостовик. Поэтому они относятся к общему классу концевых фрез.
Эти фрезы имеют от двух до шести зубьев. Профиль резца имеет сферическую форму. Как правило, угол сферического участка режущей кромки составляет 180°. Выпускаются модификации с величиной угла меньше или больше 180°.
Для удаления стружки с зоны резки на фрезе имеются спиральные канавки. В случае со сменными пластинами они обычно отсутствуют.
Хвостовик может выпускаться как в цилиндрическом исполнении, так и в виде конуса Морзе. Использование конической формы хвостовика придает инструменту дополнительную прочность. Это позволяет изготовлять более длинные инструменты, которые используются для обработки глубоких углублений.
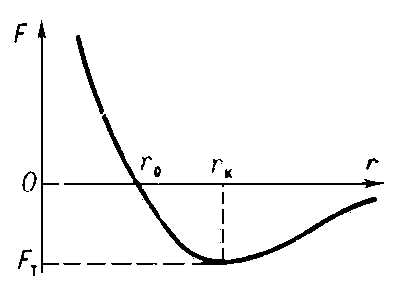
При вращении фрезы вокруг своей оси режущей кромкой осуществляется резание слоя заготовки. Благодаря сферической форме обеспечивается наиболее полный контакт с обрабатываемой поверхностью.
Однако на практике это приводит к некоторым сложностям. Вследствие сферического профиля толщина снимаемой стружки меняется от вершины режущей кромки к ее радиусу. Также угловая скорость при вершине резца равна нулю. Получается, в данной точке резка не происходит.
Эти проблемы решаются путем наклонного фрезерования. При этом чаще всего подача на фрезу осуществляется под углом.
Эти фрезы изготовляются, как правило, из твердосплавных материалов. Некоторые ее части могут быть произведены из инструментальной стали. Для увеличения износостойкости и прочностных характеристик на режущую кромку может наноситься покрытие из нитрида титана.

Где используется сферическая фреза
Широко применяется в следующих сферах деятельности
- машиностроение;
- инструментальное производство;
- художественная фрезеровка;
- деревообработка и столярное дело.
Особенно незаменимы сферические фрезы в производстве штампов, пресс-форм и деталей сложных форм. Благодаря сферической режущей кромке они позволяют добиться теоретически рассчитанной поверхности с учетом припусков. Также нашли свое применение в создании надписей на поверхности заготовок, в частности, в U-образной гравировке. Подходят для восстановления гравировки.
Данные фрезы используются для получистовой и чистовой обработки заготовок из таких материалов, как чугун, сталь, цветные металлы, дерево, фанера, оргстекло, акрил. Четырехзубовая модификация подходит даже для твердого материала, как закаленная сталь.
Разновидности сферической фрезы
В зависимости от конструкции и способа выполнения режущих пластин целесообразно выделить несколько видов фрез. Это сферические фрезы со съемными или напаянными резцами, со сменными головками.
Сферическая фреза с напаянными резцами
Эта фреза представляет собой цельную конструкцию. Отчасти из-за этого их также называют монолитными. Состоит из цилиндрического хвостовика и режущей части.
Режущие пластины, изготовленные из твердосплавных материалов, монтируются во фрезу путем впаивания. Благодаря этому, во-первых, обеспечивается высокая прочность всей конструкции инструмента, во-вторых, вращающий момент от шпинделя станка передается максимально полно к режущим кромкам.
Для удаления стружки с области обработки на фрезе имеется спиральная канавка с углом наклона 30°. Ее наличие положительно сказывается на сроке службы.
Достоинством этого инструмента является то, что ими можно обрабатывать материалы с твердостью до 45HRC. Обычно они выпускаются с диаметром от 0,4 до 25 мм.
Однако из-за проблем, возникающих при обработке вследствие сферической формы, стоимость использования такой фрезы все равно оставалось высокой. Поэтому были предложены варианты со сменными резцами и головкой.
Сферическая фреза со съемными резцами
Данные фрезы используются в случаях, когда не требуется достигать высокого качества обработки и имеется необходимость в большом диаметре вплоть 50 мм. Здесь уже хвостовик может быть произведен как в цилиндрической, так конической форму.
Твердосплавные режущие пластины устанавливаются в пазы и закрепляются при помощи крепежа. Обычно их во фрезе два и расположены они симметрично относительно оси.
Благодаря сменности пластин при больших масштабах производства достигается хороший экономический эффект.
Применяются в основном для получистовой и черновой обработки заготовок из титана, закаленной стали, черных и цветных металлов.
Сферическая фреза со сменными головками
Эта фреза находится между монолитными и со съемными резцами по диапазону диаметров. Они выпускаются с этим размером от 6 до 25 мм. При этом они находятся также примерно в середине по обеспечиваемой чистоте обработки.
Можно сказать, этот инструмент со сменными головками является результатом эволюционного развития концевых фрез.
Состоит из сменной головки, которая вкручивается в хвостовик. На самой головке расположены зубья. Как правило, число зубьев может быть от 4 до 6.
Чаще всего сменная головка изготовляется из твердосплавных материалов, а остальная часть из стали. В то же время есть модификации, в которых хвостовик тоже произведен из твердого сплава. Поверхность режущих кромок может иметь покрытие для работы с особо твердыми материалами как сплавы титана.
Благодаря всему этому прочностные характеристики инструмента почти приближаются как таковым у монолитных фрез.
Обычно канавка для выбрасывания стружки имеет винтовую форму. На ее поверхность может наноситься специальное покрытие для улучшения скорости выброса.
Из нюансов стоит отметить, что для достижения более чистой обработанной поверхности, рекомендуется придавать вращательное движение самой фрезе. Это делается, чтобы избежать так называемых точек, в котором скорость резца равна нулю.

Как и все концевые фрезы, этот тип инструменты сильно греется и имеется необходимость в организации охлаждения зоны резания заготовки. Для этого используются эмульсионные жидкости.
В целом выбор этой фрезы осуществляется в зависимости от материала заготовки, размеров требуемых выемок и параметров технологического процесса.
engcrafts.com
Сферические фрезы линейки Pro-Duo для черновой и получистовой обработки
 Сферические концевые фрезы и модульные сферические концевые фрезы линейки Pro-Duo от Ingersoll, предназначенные для черновой и получистовой обработки, представлены сериями 1TW7 и 1TW8.
Сферические концевые фрезы и модульные сферические концевые фрезы линейки Pro-Duo от Ingersoll, предназначенные для черновой и получистовой обработки, представлены сериями 1TW7 и 1TW8.
Сферические концевые фрезы
Сферические концевые фрезы с двумя зубьями, стальной хвостовик.
Модульные сферические концевые фрезы
 Модульные (навинчивающиеся) сферические головки с двумя зубьями.
Модульные (навинчивающиеся) сферические головки с двумя зубьями.
Характеристики и преимущества:

- Оптимизированная усиленная конструкция пластины.
- Особая прочность режущей кромки.
- Высокая надежность обработки.
- Высокая винтовая режущая кромка для плавного фрезерования.
- Уникальная двусторонняя пластина с 2-мя режущими кромками для повышения экономичности.
- Одна пластина подходит как для центрального гнезда под пластину, так и для дополнительного.
- В корпусе фрез расположены внутренние каналы для подачи СОЖ.
Серии фрез:
1TW7, 1TW8
Серии пластин:
- NBEU1603R
- NBEU1904R
- NBEU25T4R
Сплавы:
- IN2035
- IN2504
- IN2505
- IN2530
- IN4005
- IN4030
Область применения:
- Изготовление штампов и пресс-форм
- Аэрокосмическая отрасль
- Общее применение
Источник новости
Скачать каталоги инструмента Ingersoll и получить информацию о данном производителе вы можете по этой cсылке: Инструмент Ingersoll, каталоги Ingersoll
Также советуем прочитать:
Нет связанных записей.
Понравилась статья? Поделитесь:
tverdysplav.ru
Mitsubishi Materials Интерактивный каталог|Продукты|Цельные концевые фрезы|
Сузить поиск, введя "Ключевые слова" и выбрав категорию.
Ключевые слова
Номер заказаПример: CNMG120408
СплавПример: MC6025
СтружколомПример: RP
Поиск по шаблону
Пример:СN?G120408Пример: C*120408
Выбор по категории
Токарный инструмент Режущие пластины для токарной обработки Наружная обработка Обработка резанием внутренних поверхностей Прорезание канавок, серия GY Обработка канавок, другое Нарезание резьбы Инструменты HSK-T Вращающийся инструмент Цельные концевые фрезы Режущая пластина для вращающегося инструмента Торцовая фреза Концевые фрезы Сверла Другое Деталиwww.mitsubishicarbide.net
ГОСТ 18949-73 Фрезы концевые сферические, цилиндрические и конические твердосплавные для труднообрабатываемых сталей и сплавов. Технические условия
Текст ГОСТ 18949-73 Фрезы концевые сферические, цилиндрические и конические твердосплавные для труднообрабатываемых сталей и сплавов. Технические условия
ГОСУДАРСТВЕННЫЙ СТЛНДА РТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ СФЕРИЧЕСКИЕ,
ЦИЛИНДРИЧЕСКИЕ И КОНИЧЕСКИЕ ТВЕРДОСПЛАВНЫЕ ДЛЯ ТРУДНООБРАБАТЫВАЕМЫХ СТАЛЕЙ
И СПЛАВОВ ГОСТ
Технические условия 18949_73* *
Carbidectipped spherical, cylindrical and conical end miHing cutters for cutting hardworking steels
and alloys
Technical requirements
ОКП '319 11850
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1973 г. № 1557 срок введения установлен
с 01.01.75
Проверен в 1984 г. Постановлением Госстандарта от 15.06.89 № 1597
Срок действия продлен до 01.01.95
Настоящий стандарт распространяется на цельные и удлиненные концевые сферические, цилиндрические и конические твердосплавные фрезы и на концевые сферические и цилиндрические фрезы, оснащенные коронками из твердого сплава по ГОСТ 18934-73 — ГОСТ 18948-73, предназначенные для черновой и чистовой обработки труднообрабатываемых сталей и сплавов.
(Измененная редакция, Изм. № 3).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Цельные фрезы и коронки должны изготовляться из твердого сплава марки ВК8 по ГОСТ 3882—74.
По заказу потребителей допускается изготовление фрез и коронок из других марок твердого сплава по ГОСТ 3882—74.
1.2. Материал оправок удлиненных фрез и фрез с коронками— сталь марки 40Х по ГОСТ 4543—71 или 45 по ГОСТ 1050—88 или других марок, аналогичных по своим механическим свойствам.
(Измененная редакция, Изм. № 3).
Издание официальное Перепечатка воспрещена
★
* Переиздание (август 1993 г.) £ Изменениями Ml, 2, 3, утвержденными в августе 1979 г,, августе 1984 г., июне 1989 г.
(ИУС 9— 79, 12—84, 9—89)
1.3. Твердость оправок фрез — НИСэ 42 . .. 46.
Длина незакаленной части оправки со стороны режущей части должна быть не более 20 мм.
(Измененная редакция* Изм. № 2).
1.4. Рабочая часть должна быть соединена с оправкой припоем, обеспечивающим необходимую прочность соединения.
(Измененная редакция, Изм. № 3).
1.5. Паяный шов должен быть сплошным. Допускается разрыв слоя припоя не более 5 % от общей длины паяного шва.
1.5а. Фрезы должны изготовлять двух степеней точности: нормальной и повышенной.
(Введен дополнительно, Изм. № 3).
1.6. Радиус округления режущих кромок зубьев должен быть не более для фрез:
нормальной точности 0,04 мм
повышенной точности Ot.007 мм
(Измененная редакция, Изм. № 3).
1.7. На режущих кромках зубьев фрез не должно быть трещин (сетки), завалов и выкрошенных мест.
На поверхностях фр$з не должно быть следов коррозии и остатков припоя.
Примечания
1 Допускаются скругления зубьев, завалы и выкрашивания до 0,4 мм на шейках грушевидных я эллипсовидных цельных и удлиненных фрез
2 Допускается наличие припоя на режущих зубьях сферических и сферических эллипсовидных фрез диаметром 1Ю, 1121,5, >1(4, 1(6 мм со стороны оправки на длине 3 мм
1.8. Для фрез нормальной точности допускается не более двух выкрашиваний на каждом зубе, расположенных в шахматном порядке, и не более трех выкрашиваний на всей фрезе размерами, указанными в табл. 1.
Таблица Г
Размеры в мм --_
|
Диаметр фрезы |
Размер выкрашиваний, не более | |
|
на каждом зубе |
на всей фрезе | |
|
От 4 до 6 |
0,1 |
0,3 |
|
» 8 » 10 |
0,2 |
0,4 |
|
» 1$5 » 16 |
0,3 |
0,6 |
|
Св 16 » 22 |
0,4 |
0,8 |
При отсутствии выкрашиваний, указанных в табл. 1, допускается на одном зубе выкрашивание, превышающее максимальное вдвое.
1.9. Профиль зуба фрез нормальной точности обрабатывается до окончательного спекания и заточке не подвергается.
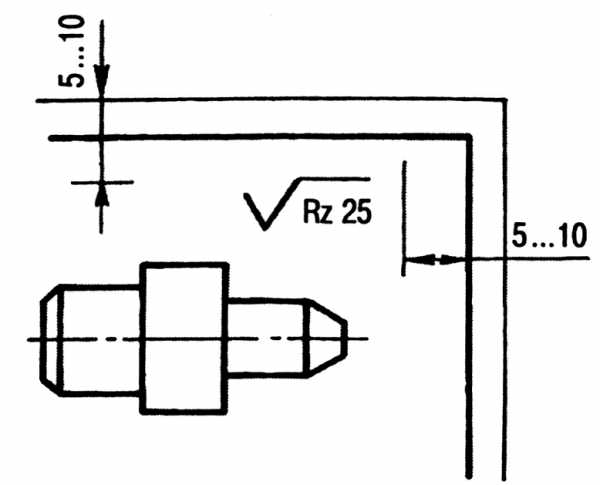
1.10. Параметры шероховатости поверхности по ГОСТ 2789—73 должны быть не более, мкм:
передних и задних поверхностей зубьев для фрез повышенной точности . . . . . Ra 0,4
хвостовиков цельных фрез, цилиндрических поверхностей оправок и конусной (центрирующей) поверхности центрового отверстия для фрез:
нормальной точности . t......Ra 0,6
повышенной точности . . Ra 0,4
других поверхностей .......
центрового отверстия . .... Rz 40.
1.11. Предельные отклонения размеров фрез не должны превышать, мм:
наружного диаметра цельных фрез
нормальной точности . .... ±0,5
повышенной точности . . . ±0i,2
наружного диаметра фрез с коронками
нормальной точности ... .... ±'Ц0
повышенной точности .... . ±0,5
общей длины цельных фрез и коронок . . ±К0
общей длины удлиненных фрез и фрез с
коронками ...... , 2Н16
диаметра цилиндрической (посадочной) части для фрез:
нормальной точности .....h9
повышенной точности . . ... Ъ7
IT14
остальных .... . ... =£——
1.12. Допуск радиального биения режущих кромок зубьев относительно оси хвостовика не должен превышать 0,1 мм для фрез нормальной точности, 0,02 мм для фрез повышенной точности.
Примечаний Для инструментов сферической и эллипсовидной формы геометрические параметры зуба и допуск биения измеряются на наибольшем диаметре, а для инструментов сфероцилиндрической и сфероконической форм — на наибольшем диаметре сферы
1.8—1.12. (Измененная редакция, Изм. № 3).
1.13. Передний угол для фрез, изготовляемых в централизованном порядке, — 25+5°
По заказу потребителя допускается изготовление фрез с передним углом, отличным от —25°.
(Измененная редакция, Изм. № 2).
1.14. (Исключен, Изм. № 3).
1.15. Упаковка и маркировка фрез — по ГОСТ 18088—83.
1.16. Вариант внутренней упаковки фрез — ВУ-1 или ВУ-0 по ГОСТ 9.014—78.
1.15, 1.16. (Введены дополнительно, Изм. № 3).
2. ПРАВИЛА ПРИЕМКИ
2.1. Правила приемки — по ГОСТ 23726—79.
2.2. Периодические испытания, в том числе на средний период стойкости следует проводить один раз в трн года не менее чем на 5 фрезах.
Испытания на установленный период стойкости следует проводить один раз в год не менее чем на 5 фрезах.
(Измененная редакция, Изм. № 3).
2.3. При неудовлетворительных результатах испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенном количестве фрез той же партии.
Результаты повторных испытаний являются окончательными.
Разд. 2. (Измененная редакция, Изм. № 2).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Проверка стойкости и работоспособности фрез должна проверяться при соблюдении следующих условий:
фрезы испытываются в работе с пневматическими приводами мощностью не менее 0,5 л. с. Допускается производить испытания фрез с электроприводами такой же мощности;
режимы испытаний фрез должны соответствовать указанным в табл. 2.
Таблица 2
|
Обр абатыв а емый, материал |
Диаметр фрезы, мм |
Частота врз щения, об/мин |
Подача, м/мня |
Прижимное усилие, Н (юге) |
|
Сталь марки |
От 4 до 22 |
'112000 |
(2 3 |
49 107,8 |
|
12Х 1*8 нет |
(5 111) | |||
|
ГОСТ 5632—72 |
После испытания фрез на режущих кромках не должно быть следов притупления и выкрошенных мест, а также следов ослаб-
ления пайки коронки к оправке или цельной фрезы к оправке, и фрезы должны быть пригодны для дальнейшей работы.
(Измененная редакция, Изм. № 2).
3.2. При испытании фрез на работоспособность суммарная длина фрезерования:
для фрез диаметром от 4 до 10 мм — не менее 3000 мм,
для фрез диаметром от 12,5 ДО 22 мм —не менее 10000 мм.
3.3. Контроль внешнего вида осуществляется визуально!
3 4. Контроль параметров фрез осуществляется средствами контроля, погрешность которых не должна быть более:
при измерении линейных размеров — значений, указанных в ГОСТ 8.051—81;
при измерении углов — 35 % значений допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25 % значений допуска на проверяемый параметр.
3.5. Параметры шероховатости поверхности фрез должны проверяться сравнением с образцами шероховатости по ГОСТ 9378— —75 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в-п 1.10.
Сравнение осуществляется с помощью лупы ЛП 2—4 х .
3.3—3.5. (Введены дополнительно, Изм. № 3).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
4.1. На хвостовиках и оправках фрез должны быть четко нанесены:
а) условное обозначение фрезы;
б) товарный знак предприятия-изготовителя;
в) диаметр фрезы;
г) марка твердого сплава;
д) число зубьев.
Маркировку для фрез диаметров 4 мм наносят на бирку. На цельных фрезах диаметром 6 и 8 мм допускается обозначение фрезы не маркировать.
На остальных фрезах допускается маркировать четыре последние цифры обозначения.
4.2. Транспортирование и хранение — по ГОСТ 18088—83.
(Измененная редакция, Изм. № 3).
4.3. (Исключен, Изм. № 2).
Разд. 5. (Исключен, Изм. № 2).
ГОСТ 1/8Ш4—73 ГОСТ 118935—73
гост авдзб—73
ГОСТ 18987—73 ГОСТ 1(8038—73 ГОСТ 169,30—73 ГОСТ 1Ш40—73 ГОСТ 118941—73 ГОСТ I$942—73-ГОСТ 18943,—73 ГОСТ 1Ю4Ф—73 ГОСТ 18045—73 ГОСТ 11(8945—73 ГОСТ 16947—73 ГОСТ <]fl©48—73 ГОСТ 18940—73
Фрезы концевые сферические грушевидные твердосплавные цельные для труднообрабатываемых сталей и
сплавов. Конструкция и размеры......1
Фрезы концевые сферические эллипсовидные твердосплавные цельные для труднообра5атываемых сталей и справов. Конструкция и размеры 4
Фрезы концевые сфероцилиндрические твердосплавные цельные ддя труднообрабатываемых сталей и сплавов.
Конструкция и размеры .......6
Фрезы концевые цилиндрические твердосплавные цельные для труднообрабатываемы^ сталей и сплавов.
Конструкция и размеры ........8
Фрезы концевые конические твердосплавные цельные для труднообрабатываемых стадей и сплавов. Конструкция и размеры . 10
Фрезы концевые сферические грушевидные твердосплавные удлиненные для труднообрабатываемых сталей и
сплавов. Конструкция и размерь* .....
Фрезы концевые сферические Эллипсовидные твердосплавные удлиненные для труднообрабатываемых сталей и сплавов. Конструкция и размеры .... 14
Фрезы конические сфероцилиндрические твердосплавные удлиненные для труднообрабатываемых сталей и сплавов. Конструкция и размеры .......16
Фрезы концевые цилндрические твердосплавные удлиненные для труднообрабатываемЫх сталей и сплавов.
Конструкция и размеры 18
Фрезы концевые конические твердосплавные удлиненные для труднообрабатываемых сталей и сплавов. Конструкция и размеры . 20
Фрезы концевые сферические, оснащенные коронками из твердого сплава, для труднообрабатываемых сталей и сплавов. Конструкция и размеры ..... 22
Фрезы концевые сферические эллипсовидные, оснащенные коронками из твердого сплава^ дЛЯ труднообрабатываемых сталей и сплавов. КонотруКцИЯ и размеры . 26
Фрезы концевые сфероцилиндрические, оснащенные коронками из твердого спалава, д.цЯ труднообрабатываемых сталей и сплавов Конструкция и размеры . .31
Фрезы концевые сфероконические^ оснащенные коронками из твердого сплава, для труднообрабатываемых сталей и сплавов Конструкция и Размеры . Г . 35
Фрезы концевые цилиндрические, оснащенные коронками из твердого сплава, для. труднообрабатываемых сталей и сплавов. Конструкция т размеры .... 39
Фрезы конические сферические, Цилиндрические и конические твердосплавные для труднообрабатываемых сталей и сплавов Технические требрваНия . . 43
Редактор А. Л. Владимиров Технический редактор О. //. Никитина Корректор Т. А. Васильева
Сдано в иdб, 18.08.93. Подп, в иеч. 15.10-93. Уел. в. л. 2,79. Уел. iqpt-oTT. 3,02.
Уч.-изд. л 2,80. Tvrp. 866 эка. С 705.
Ордена «Знак Почета» Издательство стандартов, 107076, Москва, Колодезный пер., 14, Калужская типография стандартов, уч. Московская, 256, Зав* 1759
allgosts.ru
Фрезы Конические Твердосплавные Со Сферическим Торцом
Концевые конические твердосплавные фрезы со сферическим торцом
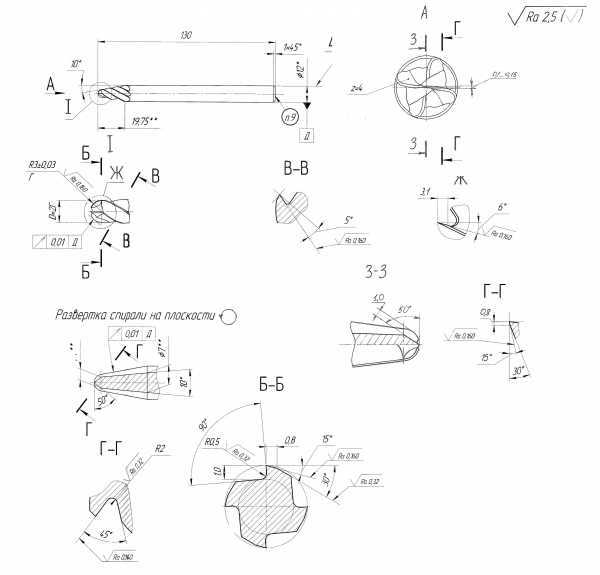
У данного вида фрез есть нерабочая часть цилиндрической формы, поэтому они относятся к типу концевых фрез с цилиндрическим хвостовиком. А вот рабочая часть выполнена в виде конуса. Они хорошо подходят для 3D-обработки: и глубоких канавок и пазов разной формы, и сложных тонких рельефов в деталях из разных материалов. Их особенность заключается в том, что режущие лезвия имеются не только на конической части фрезы (с помощью их обрабатываются наклонные стенки углублений), но и на сферическом торце. Последние нужны для углубления фрезы в материал изделия на требуемую глубину, а затем при боковой подаче – для обработки дна получающейся канавки (в виде полусферы). Таким образом, форма режущей части такого вида фрез позволяет сразу получать поверхность высокого качества, не тратя времени на другие виды проходов: черновые и получистовые.
Короче говоря, с помощью фрезы со сферическим концом можно за один проход выполнить одновременно две операции, что позволяет получить дополнительную прибыль на сэкономленных проходах. Такой вид фрез изготавливается из твердых сплавов, быстрорежущей стали, а иногда и из сверхтвердых материалов. Выбор нужной концевой конической фрезы со сферическим концом зависит от твердости обрабатываемого материала. А вот хвостовик, выполненный в виде цилиндра, позволяет легко закреплять ее в цанговом патроне нужного размера. С учетом их износостойкости ими можно обрабатывать инструментальные стали, стальные сплавы и закаленные сплавы, не говоря уже о других, менее твердых материалах. А благодаря устойчивости к высоким температурам фрезы концевые сферические могут использоваться в скоростном фрезеровании. Этот тип фрез идеально подходит для работы с высокооборотными асинхронными шпинделями.
Советуем обратить внимание на концевые конические фрезы со сферическим концом серии ЕТ, изготовленные в Тайване. Они неплохо себя показали при 3D-обработке заготовок из разных материалов: от твердых сплавов из металлов до древесины, мягкого воска и пластмасс. Этот режущий инструмент рассчитан на долгое использование и отличается хорошим соотношением цены и качества.
moscowshpindel.ru