1. Однократные измерения размера линейкой. Погрешность металлической измерительной линейки
1. Измерительные металлические линейки
Теоретические сведения
Измерительная линейка представляет собой металлическую полосу, на плоскости которой нанесены деления
Очень часто измерительные линейки называют штриховыми мерами. Это название указывает, что линейка является мерой и эта мера многозначная, а размер по ней определяют между штрихами.
Номенклатура измерительных линеек в принципе включает большую разновидность - от простейших ученических деревянных линеек до высокоточных металлических линеек, на которых имеется лупа для отсчета по шкале, и далее до линеек с точностью до долей микрометра, устанавливаемых в станках.
Металлические измерительные линейки изготавливают общей длиной от 150 до 1000 мм. Обычно промежуточные размеры имеют 300 и 500 мм.
Конструкции линеек в принципе однотипны, т.е. представляют собой металлическую полосу, на широкой поверхности которой нанесены деления, в подавляющем большинстве случаев через І мм между осями штрихов (рис. І, а). Иногда линейки делают с расстоянием 0,5 мм между штрихами, но практически пользоваться линейками с отсчитыванием 0,5 мм трудно, так же как и изготавливать такие линейки.
Нулевой штрих, т.е. начало отсчета в линейках, обычно находится с левой стороны, совпадая с концом линейки. и это дает основание считать, что линейка со стороны нулевого штриха является концевой мерой.
Линейки изготавливают либо с одной, либо с двумя шкалами.
Иногда изготавливают линейки, у которых нулевые деления имеются и с левой, и с правой стороны. Ширина линейки обычно в среднем бывает 20-40 мм, а толщина - 0,5-1,0 мм. Поверхность линейки подвергают хромированию для предохранения от коррозии.
Измерение линейкой производится так называемым непосредственным методом, т.е. прикладыванием ее к измеряемому объекту и сопоставлением его длины со значением меры. Чаще всего эти измерения осуществляют совмещением нулевого штриха линейки с краем детали. Непосредственным называется метод измерения, в котором значение величины определяют непосредственно по отсчетному устройству измерительного средства.
Погрешность измерения линейкой складывается из погрешности нанесения делений, погрешности совмещения штрихов с краями измеряемой детали и погрешности отсчета значения. Если погрешность нанесения штрихов на линейках обычно находится в пределах 0.1-0.2 мм (в зависимости от длины), то погрешность отсчета доходит до 0.2-0.3 мм и более. В общем случае можно принять, что погрешность измерения находится в пределах 0.5 мм при условии острых краев измеряемой детали и тщательности измерения, но в большинстве случаев при измерении линейкой удовлетворяются погрешностью измерения в пределах 1 мм.
Поверку линеек, т.е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называют штриховыми метрами. Штриховой метр (рис.1,б) представляет собой более жесткую конструкцию, чем обычные линейки. На скосах этого метра нанесены деления через 0.2 мм с погрешностью в пределах 0.05 мм. На специальных направляющих метра помещают две каретки с кронштейнами, на которых находятся лупы с 7-кратным увеличением. При проверке измерительной линейки штриховой метр устанавливают на проверяемую линейку и сравнивают шкалы обеих линеек. Погрешность такого сравнения не превышает 0.01 мм.

studfiles.net
Металлическая линейка – верная спутница мастеровых людей + видео
Измерительная металлическая линейка – это самый простой инструмент для выполнения замеров. Она хорошо знакома каждому еще со школы. Этот прибор, такой простой, привычный и знакомый, нашел свое применение не только дома, но и на производстве – столярном деле и строительстве, машиностроении и металлообработке.
Что говорит ГОСТ про измерительные металлические линейки?
Производство любых инструментов регламентируется стандартами. Не является исключением и линейка измерительная металлическая, ГОСТ 427-75 строго определяет требования к параметрам, размерам, внешнему виду этого инструмента. В соответствие со стандартами, он выпускается с различными диапазонами измерений: 150, 300, 500, 1000, 1500, 2000, 3000 мм. Инструменты с малым пределом измерений, как правило, применяются для бытовых нужд, большие можно отнести к специальным приспособлениям.
Например, метровая металлическая линейка широко применяется для построения чертежей, архитектурных и строительных планов. Основным элементом любого измерительного прибора является шкала. По ГОСТ линейка измерительная металлическая может иметь одну или две шкалы. Изделия с двумя шкалами могут иметь различную оцифровку – в одну или противоположные стороны. Изделия небольших размеров, как правило, выпускаются с одной шкалой. Для удобства работы с приспособлениями, имеющими большой диапазон измерений, используются две шкалы с разнонаправленной оцифровкой. Примером может служить простейшая строительная линейка металлическая 1000 мм.

ГОСТ определяет не только размеры и допустимые отклонения в выполняемых замерах, но и расстояния между штрихами, длины каждого штриха. На шкале наносятся миллиметровые, пятимиллиметровые, десятимиллиметровые штрихи. Они имеют разную длину с разницей не менее полутора миллиметра. Одноименные штрихи должны быть одинаковой длины с погрешностью не более 0,5 мм. То же касается и высоты оцифровки. В маркировке линеек указывается предел измерений и количество шкал:
- 500 ГОСТ 427-75 – такая маркировка означает, что перед нами линейка металлическая 500 мм с одной шкалой;
- 1500 д ГОСТ 427-75 – линейка металлическая с пределом измерений 1500 мм и двумя шкалами.
Материалом для изготовления служит холоднокатаная стальная лента. Поверхность изделия обязательно должна иметь гальваническое покрытие (хромирование). Оно играет защитную роль, предохраняя прибор от коррозии. С другой стороны, наличие покрытия минимизирует образование бликов на металлической поверхности, увеличивая тем самым точность проведения измерений мастером. Любой измерительный прибор всегда дает погрешность в измерениях. Для линеек такая погрешность не может быть более 0,1-0,2 мм.
Величина зависит от диапазона измерений: чем длиннее приспособление, тем больше будет отклонение. Максимально возможное отклонение составляет 0,2 мм на метр длины прибора.
Какие технические требования предъявляются к линейкам?
Шкала начинается с торцевой грани. К расположению этой грани ГОСТом предъявляются весьма жесткие требования – по отношению к продольной стороне она должна располагаться строго под прямым углом. За последним десятимиллиметровым штрихом с оцифровкой обязательно наносится не менее пяти дополнительных делений (цена деления 1 мм). Инструменты с закругленным концом дополняются специальным отверстием для возможности удобного подвешивания.
Диаметр отверстия составляет 5 мм при диапазоне измерений, не превышающем 500 мм, и 8 мм у изделий большей длины. При наличии на приспособлении двух шкал, добавочные миллиметровые деления не наносятся, а обе торцевые грани не должны иметь закруглений и выполняются строго перпендикулярно к продольной грани. Отклонения прямолинейности грани ГОСТ определяет как 0,04 мм. У изделий, предел замеров которых более 1000 мм, погрешность прямолинейности может составлять 0,08 мм. Торцевые грани могут иметь шероховатость, но ее показатели не должны превышать Ra £ 2,5 по ГОСТ 2789-73.
Погрешность выполняемых замеров также зависит от длины измерительного инструмента. Данные о допустимых отклонениях указаны в ГОСТ 427-75 в специальных таблицах. Цифровые обозначения обязательно наносятся рядом с каждым десятимиллиметровым штрихом. Указанная цифра обозначает расстояние от начального торца линейки до данной отметки. Инструменты с двумя шкалами могут иметь один цифровой ряд или два разнонаправленных ряда.
Где применяются изделия?
Измерительные линейки – настолько простой и привычный для каждого человека инструмент, что, казалось бы, сказать что-то новое о их применении практически невозможно. Несмотря на то, что они используются не только в бытовых нуждах, но для производственных целей, ни один мастер, работающий с металлическими деталями, для которых максимальная точность выполненных замеров критично важна, не будет использовать только линейку. С другой стороны, в строительстве или столярном деле измерения, сделанные этим простым инструментом, вполне могут стать основой для выполнения работ.

При необходимости нанесения криволинейных линий на помощь обычному инструменту приходит лекальная линейка, но измерить с ее помощью размер не получится – шкалы лекало не имеет. Даже при условии, что инструмент для замеров выбран мастером правильно, а его погрешность соответствует ГОСТ, всегда остается вероятность совершения ошибки. Существует несколько причин, по которым снижается точность замеров:
- Применение поврежденных линеек, например, погнутых, с дефектами на шкале и т. п.
- Загрязнения на поверхности шкалы, не позволяющие проводить точные замеры.
- Неправильная установка инструмента в соответствии с нулевой отметкой относительно измеряемой заготовки.
- Нарушение температурного режима выполнения замеров, например, измерение сильно охлажденной или сильно нагретой заготовки.
- Не соответствующая условиям выполнения замеров температура воздуха (при повышении или понижении температуры металлические изделия легко изменяются в своих линейных размерах).

Простейшим способом уменьшить вероятность погрешности во время замеров является проведение нескольких измерений при соблюдении всех необходимых условий. На основе полученных в ходе нескольких измерений результатов рассчитывается среднее арифметическое значение, которое можно считать максимально точным показателем с небольшими отклонениями. При выполнении замеров нужно максимально точно совместить нулевую отметку с началом заготовки, чтобы минимизировать погрешность. Инструмент нужно располагать строго вдоль измеряемой линии, без отклонений, диагоналей.
Нельзя забывать, что даже в этом случае обычная измерительная линейка никогда не даст высокоточных результатов. Цена деления этого приспособления составляет 1 мм, а это значит, что замеры будут выполняться с точностью до миллиметра. Для слесарных работ, металлообработки такой точности недостаточно. Для того, чтобы выполнять замеры в металлообработке, машиностроении, слесарном деле требуются иные инструменты и приспособления, способные давать при выполнении замеров результаты с точностью до микрона.
Оцените статью: Поделитесь с друзьями!remoskop.ru
Измерительная металлическая линейка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Измерительная металлическая линейка
Cтраница 1
Измерительные металлические линейки изготовляются из стальной пружинной термообработанной ленты со светлополпровашшй поверхностью длиной до 1 м и с ценой деления 1 мм. Складные металлические метры изготовляются длиной 1 м и состоят из 10 стальных упругих пластин, соединенных шарнирно. Измерительные металлические рулетки выпускаются 2-го и 3-го классов точности. Допускаемые отклонения действительной длины миллиметровых делений рулеток должны быть не более 0.15 и 0 20 мм, сантиметровых - не более 0 20 и 0 30 мм, дециметровых и метровых - не более 0 30 и 0 40 мм для 2-го и 3-го классов точности соответственно. Металлические измерительные линейки должны иметь отклонения между любыми штрихами не более 0 10 мм для линеек длиной до 300 мм, 0 15 мм для линеек длиной от 300 до 500 мм и 0 20 мм для линеек длиной от 500 до 1000 мм. [1]
Измерительные металлические линейки применяются для грубых измерений при ремонтных работах и изготовляются по ГОСТ 427 - 56 с одной или двумя шкалами с верхними пределами измерений 150, 300, 500 и 1000 мм. [2]
Измерительные металлические линейки предназначаются для линейных измерений непосредственным сравнением измеряемых размеров со шкалой меры. Они изготавливаются длиной 150; 300; 500 и 1000 мм из стальной пружинной термообработанной ленты с наименьшим интервалом между делениями 1 мм. Допускаемые отклонения миллиметровых делений составляют 0 05 мм, сантиметровых 0 10 мм. [4]
Измерительные металлические линейки применяются для грубых измерений при ремонтных работах и изготовляются по ГОСТ 427 - 56 с одной или двумя шкалами с верхними пределами измерений 150, 300, 500 и 1000 мм. [5]
Измерительные металлические линейки предназначены для непосредственных измерений длин. [6]
Измерительные металлические линейки имеют длину 150, 300, 500 и 1000 мм. Цена деления составляет 0 5 или 1 мм. Точность намерения равна 0 25 мм. [7]
Измерительные металлические линейки изготовляют длиной 150 - 1000 мм с ценой деления 0 5 или 1 мм. Складные металлические метры имеют развернутую длину 1000 мм, цена деления 1 мм. Измерительные металлические рулетки выпускают длиной 1 - 50 м, цена деления шкалы 1 мм. [8]
Измерительные металлические линейки изготовляют с одной или двумя шкалами длиной 150, 300, 500 и 1000 мм с ценой деления 0 5 или 1 мм. Для линеек длиной до 300 мм погрешность по длине не должна превышать 0 1 мм, до 1 м 0 2 мм. Линейки должны быть защищены антикоррозионным хромовым покрытием. [9]
Измерительные металлические линейки изготовляют с одной или двумя шкалами длиной 150, 300, 500 и 1000 мм. [10]
Простейшим штриховым инструментом является измерительная металлическая линейка. [11]
Для пространственной разметки применяют следующие инструменты: измерительную металлическую линейку, вертикальную измерительную линейку с подставкой, проверочные и разметочные угольники, чертилку, рейсмас, штангенрейсмас, циркуль, кернеры и молоток. Эти инструменты описаны в гл. [13]
Прямолинейность тяг тензометра, применяемых для передачи деформации образца на измерительное устройство, проверяют измерительной металлической линейкой, прикладываемой ребром. Зазор не должен превышать 0 3 мм. [14]
Точность установки монтируемого оборудования выверяют измерительными инструментами и приспособлениями. Измерительные металлические линейки ( рис. 96, а, б) изготовляют с одной или двумя шкалами длиной 150, 300, 500 и 1000 мм с ценой деления 0 5 или 1 мм. Для линеек длиной до 300 мм погрешность по длине не должна превышать 0 1 мм, длиной до 1 м - 0 2 мм. Линейки должны быть защищены антикоррозионным хромовым покрытием. [15]
Страницы: 1 2
www.ngpedia.ru
Оценка погрешностей измерений
Г.Г.Никифоров (ИОСО РАО), г. Москва1. Проблема
Несмотря на десятки книг и большое количество диссертационных исследований, значительных успехов в освоении учащимися умения оценивать погрешности измерений не наблюдалось. Причина этого, помимо всего прочего, в объективной сложности материала, а также в отсутствии координации между физикой и математикой. Следует указать и отсутствие соответствующей организации учебной деятельности учеников. По современным представлениям [В.В.Давыдов], ученик должен получать знания как продукт своей работы с изучаемым материалом. По отношению к обсуждаемому вопросу это означает, что представление о погрешностях и методах их оценки должны вытекать из экспериментальной работы самих учащихся.
2. Погрешности средств измерения
Школьные средства измерения имеют вполне нормированные основные погрешности. Включенные в новый «Перечень оборудования», эти средства делятся на стрелочные приборы (амперметры, вольтметры, динамометры и др.), цифровые приборы (мультиметры демонстрационные и лабораторные, счетчик-секундомер и др.), многопредельные меры (линейка, мерная лента, мерный цилиндр), наборы мер (набор грузов по механике и набор гирь, набор резисторов).
Несколько особняком в этой номенклатуре оказываются весы для фронтальных работ и практикума. Весы с точки зрения принципа действия можно отнести к нуль-индикаторам, в которых измерение сводится к прямому сравниванию массы взвешиваемого тела с массой гирь.
Сведения об основных (инструментальных, приборных) погрешностях школьных лабораторных средств измерения приведены в табл. 1 и 2. Погрешности цифрового мультиметра (на примере М3900) приведены ниже. Поясним метрологический смысл приведенных сведений.
особенность погрешностей многопредельных мер (пп. 1–9, табл. 1) состоит в том, что они линейно нарастают вдоль шкалы. Именно поэтому либо указано значение погрешностей номинальных значений (т.е. всей длины), либо значение на 100 мм шкалы. Обратим внимание на то, что погрешности деревянных инструментов меньше, чем пластмассовых. Все инструменты, маркированные знаком «ГОСТ», имеют погрешности меньшие, чем погрешности инструментов, не имеющих этих знаков.
В чем метрологический смысл погрешности меры? Она показывает интервал, внутри которого с вероятностью, близкой к 100% находится неизвестное истинное значение меры. Например, каждый груз из набора грузов имеет номинальное значение массы 100 г, погрешность меры ± 2 г. Следовательно, истинное значение груза находится в интервале (100 – 2) г < m < (100 + 2) г.
Если номинальное значение сопротивления резистора равно 4,0 Ом, а погрешность 0,12 Ом, следовательно, истинное значение сопротивления содержится в интервале (4,00 – 0,12) Ом Ј R Ј (4,00 + 0,12) Ом.
Погрешности стрелочных электроизмерительных приборов чаще всего задаются специальной величиной, которая называется классом точности и обозначается символом g. Класс точности g показывает значение допускаемой погрешности в процентах от предела измерения (или суммы пределов для приборов, нуль которых находится внутри шкалы). Например, если класс точности амперметра (табл. 2) равен g = 2,5, то основная погрешность равна
Если миллиамперметр имеет ноль посередине шкалы, его основная погрешность равна
В чем смысл основной погрешности стрелочных приборов? Она показывает интервал, внутри которого с вероятностью равной 100% находится истинное значение измеряемой величины, если стрелка прибора совпадает со штрихом шкалы. Например, пусть стрелка амперметра совпадает со штрихом 1,6 А. Следовательно, истинное значение силы тока находится в интервале
(1,60 – 0,05) А Ј I Ј (1,60 + 0,05) А.
Основная погрешность весов складывается из погрешности гирь и чувствительности. Например, если на весах находится взвешиваемое тело и две гири номинальными значениями 100 г и 50 г, то погрешность весов складывается из погрешностей гирь (40 + 30) мг и чувствительности весов, которая определяется из графика, приведенного в п. 5 табл. 2.
Погрешность мультиметра указана двумя числами. Например, для диапазона 700 В записано: «± 1,2% ± 3». Эта запись означает, что погрешность мультиметра в диапазоне от 200 В до 700 В равна сумме единицы младшего разряда считываемого показания U. Пусть считываемое показание равно U = 237 В. Следовательно, погрешность измерения равна
Истинное значение напряжения находится в интервале (237 – 6) В < U < (237 + 6) В.
3. Знакомство учащихся с погрешностью средств измерения
Как показывает многолетний опыт автора, наиболее эффективная организация учебной деятельности школьников по освоению представлений о погрешности средств измерений может быть основана на экспериментах по поверке измерений. Поверка – это процедура сравнения показаний рабочего средства измерения с показаниями образцового. К образцовым средствам измерения относятся такие, основные погрешности которых на порядок (в 10 раз) меньше погрешности рабочего прибора. В процессе поверки учащиеся сами неизбежно обнаружат наличие погрешности средства измерения. В качестве образцовых средств могут быть выбраны весы, набор гирь и стальная линейка. В качестве поверяемых можно взять набор грузов, динамометр и самодельную линейку.
Представление о погрешностях средств измерения может быть сформировано в три этапа уже в самом начале изучения физики, например в 7-м классе.
Первый этап. Поверка самодельной линейки с использованием стальной. В качестве самодельной линейки используется полоска бумаги из тетради в клетку.
Приложив к этой «линейке» стальную, ученики убеждаются в том, что погрешность их «линейки» нарастает и к ее концу достигает примерно 1 мм на длине 10 мм.
Второй этап. Поверка грузов по механике. Образцовое измерительное средство – весы, поверяемое – набор грузов.
Сообщаем учащимся, что в данной работе весы выступают образцовым прибором и его погрешностью можно пренебречь. Поясним учителю. Пусть груз уравновешивается гирями номинальными значениями 100 г и 2 г. Их суммарная погрешность 46 мг. Такова же и чувствительность. Общая погрешность равна 100 мг = 0,1 г. Погрешность же грузов по механике (2 г) в 20 раз больше.
Цель исследования: определить действительные значения масс всех грузов и выяснить, есть ли среди них такие, у которых масса больше 102,00 г или меньше 98,00 г.
Опыт показывает, что работа вызывает у учащихся интерес особенно тогда, когда им поручается изготовить специальные наклейки, на которых указываются масса груза и фамилия «метролога». Или если обнаруживаются грузы, масса которых выходит за пределы (98 г; 102 г). Они должны быть исключены из употребления.
Третий этап. Поверка динамометра. Образцовое средство измерения – набор гирь, поверяемый прибор – динамометр.
К крючку динамометра подвешивается очень легкая коробочка, которую нагружают гирями из набора так, чтобы указатель динамометра совпадал со штрихами 0; 0,1 Н; 0,2 Н; 0,3 Н и т.д. Строят поверочный график. С тыльной стороны динамометра приклеивают фирменный знак «метролога» с его личной подписью, удостоверяющей, что данный динамометр прошел поверку и его погрешность не превосходит 0,05 Н.
Таблица 1. Характеристика мер
| № | Меры | Номинальное значение меры | Пределы допускаемой основной погрешности |
| 1 | Линейки измерительные металлические, ГОСТ 427-56 | 150 мм; 300 мм; 500 мм; 1000 мм | ± 0,10 мм; ± 0,15 мм; ± 0,20 мм |
| 2 | Линейки деревянные с делениями, ГОСТ 12646-67 | (200; 250; 300; 400) мм | ± 0,1 мм на каждые 100 мм накатанной части |
| 3 | Линейка деревянная с делениями | (200; 250; 300; 400) мм | ± 0,5 мм |
| 4 | Линейки пластмассовые с делениями | (200; 250; 300; 400) мм | ± 1,0 мм |
| 5 | Угольники деревянные с делениями, ГОСТ 5094-67 | (150; 185; 220; 300) мм | ± 0,1 мм на каждые 100 мм накатанной части |
| 6 | Угольники деревянные с делениями | (150; 185; 220; 300) мм | ± 0,5 мм |
| 7 | Угольники пластмассовые | (150; 185; 220; 300) мм | ± 1,0 мм |
| 8 | Метры портновские, ГОСТ 1190-66 | 1 м 1,5 м | ± 1,0 мм ± 3,0 мм |
| 9 | Метры портновские | 1 м 1,5 м | ± 3,0 мм; ± 5,0 мм |
| 10 | Термометр лабораторный ртутный | 0–100 °С | 1 °С |
| 11 | Термометры стеклянные жидкостные (не ртутные), ГОСТ 9177-59 | Интервал измеряемых температур от –20 до 100 °С | Значение цены деления шкалы, если она равна 1; 2 – 5 град/дел. Две цены деления шкалы, если она равна 0,2; 0,5 град/дел. |
| 12 | Набор грузов по механике | 100 г | ± 2 г |
| 13 | Набор гирь 4-го класса | 10 мг; 20 мг; 50 мг; 100 мг 200 мг 500 мг 1 г 2 г 5 г 10 г 20 г 50 г 100 г | ± 1 мг ± 2 мг ± 3 мг ± 4 мг ± 6 мг ± 8 мг ± 12 мг ± 20 мг ± 30 мг ± 40 мг |
| 14 | Набор из трех сопротивлений | 1 Ом; 2 Ом; 4 Ом | ± 0,03 Ом; ± 0,06 Ом; ± 0,12 Ом |
Таблица 2. Характеристики измерительных приборов
| № | Измерительный прибор | Диапазон измерения | Класс точн. | Пределы допускаемой основной погрешности |
1 |
Штангенциркули, ГОСТ 166-63 | 0–125 мм | – |
± 0,05 мм при отсчете по нониусу |
| 0–200 мм | – | 0,05 мм или 0,1 мм при отсчете по нониусу 0,1 мм | ||
| 0–320 мм | – | |||
| 2 | Микрометры с ценой деления 0,01 мм, ГОСТ 6507-60 | 0–25 мм | 1 | ± 4 мкм |
| 3 | Индикатор часового типа с ценой деления 0,01 мм, ГОСТ 577-68 | 0–2 мм | 1 |
± 12 мкм |
| 0–5 мм | 1 |
± 16 мкм | ||
| 0–10 мм | 1 | ± 20 мкм | ||
| В пределах 0,1 мм на любом участке шкалы ± 6 мкм, в пределах 1 мм на любом участке шкалы ± 10 мкм | ||||
4 |
Секундомеры механические, ГОСТ 5072-72 (калибр механизма 42 мм) | Емкость шкалы 30–60 мин | 2 (3) |
Средняя погрешность за 30 мин ± 0,4 с (± 0,7 с) при скачке секундной стрелки 0,1 с; ± 0,6 с (± 1,0 с) при скачке секундной стрелки 0,2 с. Максимальная погрешность за 60 с равна ± 0,2 с при скачке секундной стрелки 0,1 с и ± 0,3 с при скачке секундной стрелки 0,2 с |
| 5 | Весы школьные для лабораторных работ | 10–200 г | – | |
| 6 | Весы технические ВЛТ-200 | 10–200 г | – | |
| 7 | Динамометр учебный | 4 Н | – | 0,05 Н |
| 8 | Барометр-анероид | 720–780 мм рт. ст. | – | В интервале 730–700 мм рт. ст. погрешность равна 3 мм рт. ст. При других показаниях погрешность равна 5 мм рт. ст. |
| 9 | Амперметр лабораторный | 2 А | 2,5 | 0,05 В |
| 10 | Вольтметр лабораторный | 6 В | 2,5 | 0,15 В |
| 11 | Миллиамперметр | (5–0–5) мА | 2,5 | 0,25 В |
Продолжение следует
fiz.1september.ru
Линейки стальные измерительные
Измерительная линейка представляет собой гибкую металлическую полосу с нанесенной на ней миллиметровой шкалой. Началом отсчета является левый край линейки.
Металлические линейки используются для измерений с невысокой точностью и подразделяются на несколько видов, в зависимости от длины и толщины рабочей части.
- 150х19х0.45мм
- 300х19х0.5мм
- 500х20х0.5мм
- 1000х35х0.8мм
Все виды металлических линеек соответствуют ГОСТ 427-75. По запросу может быть выдано свидетельство о поверке (для линеек 150-500мм)
Линейки поверочные
Линейки поверочные - измерительный инструмент, предназначенный для определения неровности поверхности методом "на просвет". Линейка прикладывается ребром к детали, за которой расположен источник света. Таким образом, можно определить погрешность порядка 1,5 мкм.
Поверочные линейки выпускаются различной длины и формы сечения. Цифра, указанная в маркировке, соответствует длине.
Тип ШД - с широкой рабочей поверхностью двухтаврового сечения
Тип ШП - с широкой рабочей поверхностью прямоугольного сечения
Основные технические характеристики приведены в таблице:
| Тип линеек поверочных | Размеры (мм) | Масса (кг) | Допускаемые отклонения, мкм | ||||||||
| от плоскостности рабочих поверхностей | от параллельности рабочих поверхностей | от перпендикулярности боковых поверхностей к рабочим | |||||||||
| Класс точности | |||||||||||
| 0 кл. | 1 кл. | 2 кл. | 0 кл. | 1 кл. | 2 кл. | 0 кл. | 1 кл. | 2 кл. | |||
| линейка поверочная ШД-630 | 630х50х14 | 2,6 | 4 | 8 | 12 | 6 | 12 | 20 | 25 | 40 | 40 |
| линейка поверочная ШД-1000 | 1000х60х16 | 5,8 | 4 | 10 | 16 | 6 | 16 | 25 | 25 | 40 | 40 |
| линейка поверочная ШД-1600 | 1600х80х18 | 14,8 | - | 16 | 25 | - | 20 | 40 | - | 40 | 40 |
| линейка поверочная ШД-2000 | 2000x120x18 | 26,2 | - | 20 | 30 | - | 30 | 50 | - | 40 | 40 |
| линейка поверочная ШД-2500 | 2500х120х20 | 39,8 | - | 25 | 40 | - | 30 | 60 | - | 40 | 40 |
| линейка поверочная ШД-3000 | 3000x120x20 | 46,6 | - | 30 | 50 | - | 50 | 80 | - | 40 | 40 |
| линейка поверочная ШД-4000 | 4000х160х30 | 130,0 | - | 40 | 60 | - | 50 | 100 | - | 40 | 40 |
Характеристики поверочных линеек ШП
| Типоразмер | Размеры линейки, мм | Допускаемые отклонения, мкм | ||||||||
| от плоскостности рабочих поверхностей | от параллельности рабочих поверхностей | от перпендикулярности боковых поверхностей к рабочим поверхностям | ||||||||
| Класс точности | ||||||||||
| 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | ||
| ШП-400 | 400х40х6 | 2,5 | 6 | 10 | 4 | 10 | 16 | 25 | 40 | 40 |
| ШП-630 | 630х50х10 | 4 | 10 | 16 | 6 | 16 | 25 | 25 | 40 | 40 |
Пример обозначения: Линейка поверочная типа ШП-630, класс точности 1.
Купить линейки поверочные можно по цене указанной в прайс-листе.
www.ntcexpert.ru
1. Однократные измерения размера линейкой.
Линейка является простейшим измерительным устройством. Цена деления линейки может быть различной. Для измерения с помощью линейки необходимо нулевую отметку ш
Рис. 1.1. Линейка
калы совместить с краем измеряемого отрезка.Результат измерения считывается по шкале линейки по другому краю измеряемого отрезка.
Погрешность измерения с помощью линейки составляет не более ½ цены ее наименьшего деления. Доли наименьшего деления считываются на глаз с точностью, не превышающей погрешность измерения, то есть 0,5 цены деления.
Пример 1.По линейке с ценой деления 1 мм произведен отсчет. Результат измерения записывается так:
Пример 2.Той же линейкой измерен размер. Результат измерения записывается следующим образом:При выполнении этого задания проводятся однократные измерения размера любого предмета линейкой, например, размер грани параллелепипеда или стороны треугольника из набора принадлежностей, оцениваются погрешности измерения и результат представляется в виде:, (см. примеры 1 и 2).
2. Однократные измерения штангенциркулем.
Штангенциркуль представляет собой металлическую линейку 1, на конце которой имеется поперечный выступ 2. Другой такой же выступ имеется на обойме 3. Они движутся по линейке. Обойма имеет окно 4, позволяющее видеть основную шкалу линейки. Внутренние поверхности в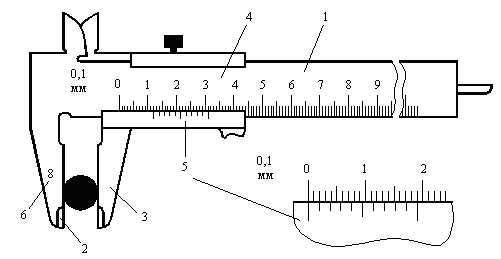 ыступов строго перпендикулярны линейке. Когда они прилегают друг к другу, указатель «нуль» на обойме находится против нулевого деления шкалы линейки. Измеряемый предмет зажимается между выступами.
ыступов строго перпендикулярны линейке. Когда они прилегают друг к другу, указатель «нуль» на обойме находится против нулевого деления шкалы линейки. Измеряемый предмет зажимается между выступами.
Д
Рис. 1.2. Штангенциркуль
ля измерения внутренних размеров отверстий наружные стороны концов выступов обычно делаются строго перпендикулярными линейке и слегка закругляются. Расстояние между ними при установке обоймы на нуль шкалы (обычно 8 или 10 мм) указывается на штангенциркуле 6. Иногда для измерения внутренних размеров делаются специальные ножи на тыльной стороне выступов, концы выступов заостряются. Такое устройство позволяет измерять отверстия малых размеров, но точность измерения при этом меньше.Достаточно высокая точность измерения штангенциркулем достигается с помощью нониуса. Нониус – это дополнительная линейка со шкалой 5, нанесенной по краю подвижной 3.
Нулевой штрих шкалы нониуса служит одновременно указателем для считывания числа целых делений по основной шкале и началом отсчета долей миллиметра по шкале нониуса. Обычно число делений нониуса n= 10 илиn=20.При 10 делениях нониуса всей длине его шкалы соответствует 19мм основной шкалы, то есть 10 делений нониуса имеют длину, на 1 мм меньшую, чем 20 делений основной шкалы. Цену деления нониуса штангенциркуля можно найти по формуле . При 10 делениях нониусаи. При 20 делениях нониуса. Погрешность градуировки штангенциркуля приn= 10 равна 0,1 мм, а приn= 20 равна 0,05 мм.
Пример 3. Нониус штангенциркуля имеет цену деления 0,1 мм. Число целых делений шкалы до нуля нониуса – 12. Штрих основной шкалы совпадает со штрихом шкалы нониуса, которому предшествует 4 деления его шкалы. Результат отсчетаРезультат измерения записывается в виде:
При выполнении этого задания проводятся однократные измерения размера любого предмета штангенциркулем, оцениваются погрешности измерения и результат представляется в виде  (см. пример 3).
(см. пример 3).
3. Однократные измерения размера микрометром.
Д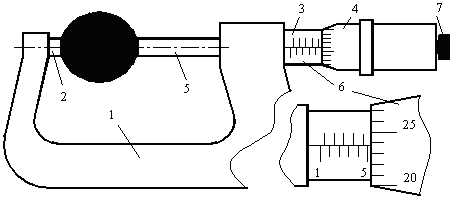 ля измерения внешних размеров предметов с большой точностью, чем штангенциркулем, служит микрометр. Он состоит из скобы 1, жестко соединенной с измерительным упором 2, цилиндра 3, барабана 4, который соединен с микрометрическим винтом и подвижным измерительным упором 5. На цилиндре 3 нанесено 2 миллиметровых шкалы: нижняя – основная, верхняя – дополнительная, смещенные относительно друг друга на 0,5 мм. Левый конусный конец барабана имеет круговую шкалу 6, состоящую из 50 делений. Шаг микрометрического винта равен 0,5 мм, поэтому один оборот барабана соответствует изменению линейного размера 0,5 мм.
ля измерения внешних размеров предметов с большой точностью, чем штангенциркулем, служит микрометр. Он состоит из скобы 1, жестко соединенной с измерительным упором 2, цилиндра 3, барабана 4, который соединен с микрометрическим винтом и подвижным измерительным упором 5. На цилиндре 3 нанесено 2 миллиметровых шкалы: нижняя – основная, верхняя – дополнительная, смещенные относительно друг друга на 0,5 мм. Левый конусный конец барабана имеет круговую шкалу 6, состоящую из 50 делений. Шаг микрометрического винта равен 0,5 мм, поэтому один оборот барабана соответствует изменению линейного размера 0,5 мм.
Рис. 1.3. Микрометр
Измеряемый предмет помещают между винтом 5 и противоположным ему упором 2 так, как показано на рисунке 1.3. Винт вращают и доводят до соприкосновения с предметом. При измерении микрометром существенно постоянство вращательного момента, приложенного к барабану при соприкосновении упоров с измеряемым предметом. Поэтому барабан 4 следует вращать, прикладывая усилие не к нему самому, а к головке 7. Она соединяется с винтом с помощью «трещотки», которая передает усилие только до тех пор, пока она не достигнет определенной величины. Когда же эта величина достигнута, дальнейшее вращение головки происходит в «холостую» и не изменяет показания микрометра.Результат измерения получают в следующем порядке. Сначала производят отсчет размера по основной и дополнительным шкалам с точностью до 0,5 мм, после этого осуществляется отсчет сотых долей миллиметра по шкале барабана и результаты суммируются.
Погрешность градуировки микрометров составляет 0,004 мм.
Пример 4.На основной шкале видно 5 целых миллиметровых делений. Следующая справа за меткой 5 основной шкалы отметка дополнительной шкалы не видна. Отсчет по шкале барабана – 24.
Результат отсчета  . Результат измерения:.
. Результат измерения:.
При выполнении этого задания проводятся однократные измерения размера любого предмета микрометром, оценивается погрешность и результат представляется в виде: (см. пример 4).
4. Повторное измерение размеров
Повторные измерения предметов являются прямыми наблюдениями. Процедура их осуществляется очень просто: одним и тем же измерительным инструментом – линейкой, штангенциркулем или микрометром измеряют один и тот же размер несколько раз через определенный интервал времени, и результаты заносятся в таблицу.
Обработка результатов эксперимента.
Погрешность величины l в каждом измерении отдельным измерительным инструментом находится по методике расчета погрешностей прямых измерений, задавая доверительную вероятность
 и коэффициент Стьюдента
и коэффициент Стьюдента .
.
, (1.17)
где
, (1.18)
 . (1.19)
. (1.19)
2. Погрешность смешанных измерений вычисляется аналогично:
(1.20)
Сравниваются погрешности  и объясняются расхождения.
и объясняются расхождения.
Задание 2. Измерение объема параллелепипеда.
Такие измерения являются косвенными и их можно осуществить двумя способами.
Способ 1. Однократные измерения
Одним из измерительных инструментов один раз определяется длина одной грани параллелепипеда и результат записывается в виде:
(1.21)
Обработка результатов эксперимента.
1. Погрешность однократных косвенных измерений различными инструментами рассчитывается по формуле (1.10). Так как объем , то
, ,
, ,
,
и, следовательно,
,
то есть:
,
. (1.22)
Результат измерения представляется в виде
2. В том случае, если длина всех граней измерена одним и тем же инструментом с одинаковой погрешностью  ,то
,то
Способ 2. Повторные измерения
Осуществляются повторные измерения любым измерительным инструментом одной грани несколько раз, и результаты заносятся в таблицу.
Обработка результатов эксперимента.
Вычисляется среднее значение объема  и погрешность
и погрешность
его определения  по формуле (1.22):
по формуле (1.22):
, (1.23)
где  ,
, ,
, вычисляют по методике расчета погрешностей прямых измерений.
вычисляют по методике расчета погрешностей прямых измерений.
Любопытно провести эти измерения, используя для получения результата различные измерительные инструменты, вычислить погрешность и сравнить значения объема и погрешности, полученные при измерении линейкой, штангенциркулем и микрометром, а также при смешанных измерениях.
Задание 3. Измерение плоских углов транспортиром.
Для простейших измерений углов применяется транспортир, который представляет собой полукруг, дуга которого разделена на  через
через . Чтобы измерить уголу,накладывают транспортир (рис. 1.4) так, чтобы вершина угла совпала с центром полукруга, а стороны – с радиусами ОА и ОВ. Тогда число градусов, содержащихся в дуге, заключенной между сторонами угла АОВ, дает числовое значение его величины. Погрешность измерения углов по транспортиру составляет половину деления шкалы – 0,5.
. Чтобы измерить уголу,накладывают транспортир (рис. 1.4) так, чтобы вершина угла совпала с центром полукруга, а стороны – с радиусами ОА и ОВ. Тогда число градусов, содержащихся в дуге, заключенной между сторонами угла АОВ, дает числовое значение его величины. Погрешность измерения углов по транспортиру составляет половину деления шкалы – 0,5.
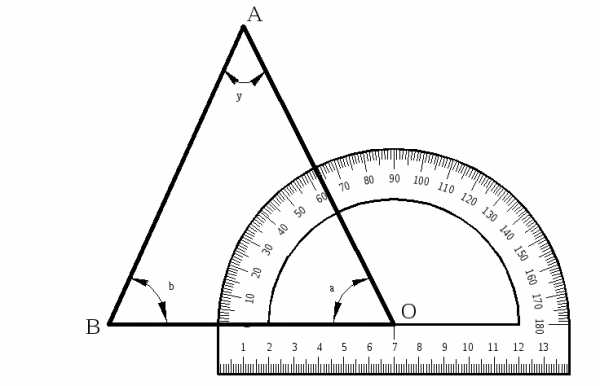
Рис. 1.4. Транспортир
Пример 5. Результат отсчета по шкале транспортира. Результат измерения
Более сложные и более точные приборы для измерения углов мы не рассматриваем.
1. Однократное измерение углов.
При выполнении этого задания проводятся однократные измерения углов треугольника из набора принадлежностей, оцениваются погрешности измерения и результат представляется в виде: , причем очевидно, что.
2. Многократные измерения углов.
Погрешности величин у, b, а находятся по формуле расчета погрешностей прямых измерений:
. (1.26)
И в первом, и во втором случае можно проверить результат, используя формулу . При этом погрешность суммы углов отличается от погрешности измерения отдельного угла и вычисляется по формуле
(1.27)
Задание 4. Измерение времени секундомером.
Для измерения времени применяются секундомеры. Механические секундомеры имеют цену деления 0,1 и 0,2 с.
Основная погрешность этих секундомеров равна цене деления, а погрешность отсчета зависит от быстроты реакции на включение и остановку секундомера. Установлено, что неточности пуска и остановки дают погрешность порядка 0,3 с. Таким образом, при работе с секундомером с ценой деления 0,2 с погрешность может достигать 0,5 с.
Применяются электронные секундомеры с ценой деления 0,01 и 0,001 с. Их целесообразно использовать вместе с устройствами, обеспечивающими совпадение пуска и остановки с началом и концом процесса, длительность которого определяется.
Пример 6.По индикатору электронного секундомера с ценой деления 0,01 с зарегистрировано некоторое время. Результат измеренияМетодика измерения интервалов времени и обработки результатов при однократных и повторных измерениях та же, что и в предыдущих заданиях по измерению линейных размеров и углов.
Задание 5. Измерение температуры термометром.
Термометр представляет собой капиллярную трубку из стекла, которая заполнена жидкостью, обычно ртутью или подкрашенным спиртом. Капиллярная трубка помещена в корпус из стекла, в котором также закреплена измерительная шкала. Погрешность измерения температуры термометрами различных типов регламентируется ГОСТ 400-80 и имеет, в большинстве случаев, величину, равную цене деления.
Методика измерения температуры и обработки результатов при однократных и многократных измерениях та же, что и в предыдущих заданиях.
Лабораторная работа 2
studfiles.net
Линейки измерительные металлические - Справочник химика 21
Измерительные металлические линейки изготовляют длиной 150—1000 мм с ценой деления 0,5 или 1 мм. Складные металлические метры имеют развернутую длину 1000 мм, цена деления 1 мм. Измерительные металлические рулетки выпускают длиной 1—50 м, цена деления шкалы 1 мм. [c.106]Линейка измерительная металлическая по ГОСТ 427—75. [c.369]
Инструмент для выверки оборудования. При монтаже насосов, компрессоров, вентиляторов и другого оборудования точность установки выверяют различными измерительными инструментами. Линейные размеры измеряют металлическими линейками длиной 150, 300, 500 и 1000 мм с ценой деления 0,5 или 1 мм. Погрешность по длине для линеек до 300 мм составляет 0,1 мм, до 1 м - 0,2 мм. Складные металлические метры дают погрешность до 1 мм. Металлические рулетки дают погрешность до 0,5 мм при длине до 2 м. Их изготавливают длиной 2, 5, 10, 30 и 50 м. В процессе работы лента рулетки вытягивается. Для проверки удлинения необходимо 1 раз в 1...2 мес сверить рулетку с контрольной. [c.371]
Линейки измерительные металлические [c.223]Линейки измерительные металлические (ГОСТ 427—56) изготовляют с одной и двумя шкалами с верхними пределами измерений 150, 300, 500 и 1000 мм. Цена деления шкалы 0,5 или 1 мм. [c.232]
Измерительный и чертежный инструмент. В физическом кабинете совершенно необходим простейший измерительный инструмент металлическая слесарная линейка (/ = 20—40 см) и разметочный циркуль (рис. 104, А В). Желательно иметь также штангенциркуль и микрометр (гл. 7, 4, рис. 163—166). Перед работой на металле должны быть ясно начерчены, согласно чертежу, границы изготовляемой детали, обозначены центры будуш,их отверстий и т. п. Карандашные линии легко стираются, [c.133]
Ширину и длину пленкн замеряют Металлической линейкой (ГОСТ 427—75) нлн металлической измерительной рулеткой (ГОСТ 7502—69). [c.209]
Линейка измерительная металлическая. . . ГОСТ 427—56 [c.203]
Измерительные металлические линейки применяются для грубых измерений при ремонтных работах и изготовляются по ГОСТ 427—56 с одной или двумя шкалами с верхними пределами измерений 150, 300, 500 и 1000 мм. Цена делений шкалы 0,5 или 1 мм. Линейки 150 и 300 мм имеют суммарную по длине погрешность 0,1 мм, а 500 и 1000 мм — 0,2 мм. [c.184]
Линейка измерительная металлическая с ценой деления 1 мм (ГОСТ 427—75). [c.314]
ГОСТ 427-75 Линейки измерительные металлические. Технические условия [c.3]
Точность установки монтируемого оборудования выверяют измерительными инструментами и приспособлениями. Измерительные металлические линейки (рис. 96, а, б) изготовляют с одной или двумя шкалами длиной 150, 300, 500 и 1000 мм с ценой деления 0,5 или 1 мм. Для линеек длиной до 300 мм погрешность по длине не должна превышать 0,1 мм, длиной до 1 м — 0,2 мм. Линейки должны быть защищены антикоррозионным хромовым покрытием. [c.129]
Линейка измерительная металлическая по ГОСТ 427 или др тая аналогичного типа. [c.5]
I. ИЗМЕРИТЕЛЬНЫЕ МЕТАЛЛИЧЕСКИЕ ЛИНЕЙКИ [c.302]
Измерительные металлические линейки изготовляют с одной или двумя шкалами длиной 150, 300, 500 и 1000 мм с ценой деления 0,5 или 1 мм. Для линеек длиной до 300 мм погрешность по длине не должна превышать 0,1 мм, до 1 м 0,2 мм. Линейки должны быть защищены антикоррозионным хромовым покрытием. [c.34]
Измерительные металлические линейки изготовляют с одной или двумя шкалами длиной 150, 300, 500 и 1000 мм. Шкалы линеек имеют цену деления 0,5 или [c.43]
Перед ремонтом насоса или компрессора выполняют ряд работ по организации рабочего места и подготовке всего необходимого для ремонта. Поверх пола вокруг машины делают настил из деревянных досок, обеспечивают достаточное электроосвещение. Изготавливают и доставляют на место ремонта прочные подставки для укладки роторов, штоков и крышек цилиндров. Ремонтную бригаду обеспечивают необходимым количеством слесарных верстаков с тисками, грузоподъемных механизмов и такелажных приспособлений, а также контрольно-измерительными инструментами металлическими линейками, щупами, индикаторами, штихмаса-ми, тахометрами, уровнями и др. Ремонтники должны получить н детально изучить техническую документацию, относящуюся к ремонту и сборке данной машины. [c.264]
Для измерения длин применяют измерительные линейки, складные металлические и ленточные метры и измерительные рулетки. [c.98]
Оборудование и реактивы. Хроматограф с детектором по теплопроводности. Измерительная лупа 16 с ценой деления шкалы 0,1 мм. Измерительная линейка (металлическая). Секундомер. Водород марки А . Медицинский шприц па 5 мл. [c.93]
Ширину пленки определяют металлической измерительной линейкой (ГОСТ 427—75) с точностью до I йм. [c.160]
Ширину и длину пленки замеряют металлической линейкой (ГОСТ 427-=-75> или металлической измерительной рулеткой (ГОСТ 7502—69). [c.290]
В отделении для работы с асбовинилом должны быть заготовлены в достаточном количестве необходимые инструменты и приспособления, а именно мастерки обыкновенные и фасонные (рис. 17), шпатели обыкновенные и фасонные (рис. 18), оправки (рис. 19), валики для уплотнения обыкновенные и фасонные (рис. 20, 21 и 22), ролики для уплотнения покрытия (рис. 23), кисти, ножи, металлические щетки, скребки, ножницы, молотки, напильники, линейки, угольники, измерительный инструмент ведра и ковшики для асбовинила (рис. 24), бачки для асбовинила, ведерки с крышками для клея, весы с разновесом, песко- [c.55]
Приступить к измерениям. Отрезки менее 10 мм следует измерять измерительной лупой, проводя отсчет с точностью до 0,1 мм. Отрезки большей длины можно измерять линейкой. Необходимо пользоваться линейкой, шкала которой возможно ближе прилегает к бумаге тонкой металлической, тонкой прозрачной пластмассовой, логарифмической. Отсчеты линейкой следует записывать с точностью до 0,1 мм (последняя цифра берется на глаз ). [c.109]
Обмеривают детали и записывают полученные результаты на эскиз после нанесения на нем выносных и размерных линий. При обмерах применяют различные измерительные инструменты рулетку, складной деревянный или стальной метр, металлические и деревянные линейки с миллиметровыми делениями. Для обмера внешних диаметров деталей применяют кронциркуль, а для измерения внутренних диаметров отверстий — нутромер. [c.30]
При наличии на поверхности листов вздутий, вмятин, а также расслоений по толщине листа винипласт бракуют. Разметку листов производят при помощи обычных измерительных инструментов метра, циркуля, стальной линейки и угольника. При изготовлении однотипных изделий в больших количествах листы размечают по металлическим или картонным шаблонам. Линии резания на листах намечают мелом или мягким карандашом (применение для этой цели металлических чертилок нежелательно). При разметке, листов винипласта стремятся обеспечить наиболее полное использование материала с наименьшим количеством сварных швов в заготовках. [c.216]
При измерениях используют линейку измерительную металлическую по ГОСТ 427-75 микрометры штангенциркули по гост 166-89 рулетки измерительные металлические по ГОСТ 7502-89 индикаторы по ГОСТ 577-68 лупы измерительные по ГОСТ 25706-83 и другие приборы и инструменты, предусмотренные документацией. Методика проведения контроля изложена в Унифицированных методиках контроля основных материалов (полуфабрикатов) сварных соединений и наплавки оборудования и трубопроводов АЭУ. Визуальный и измерительный контроль ПНАЭГ-7-016-89 . [c.54]
Линейка измерительная металлическая. ГОСТ 427—75 Клещи зажнмн1.1с, [c.359]
Измерительные металлические линейки имеют длину 150, 300, 500 и 1000 мм. Цена деления составляет 0,5 или 1 мм. Точность нэ-мерення равна 0,25 мм. [c.136]
К измерительному инструменту относят линейки, складные металлические метры, рулетки, штангенциркули, микрометры, щупы, зубо-меры, шагомеры, резьбомеры и т. п. [c.105]
Аппаратура и реактивы. Хроматограф (УХ-1, ХЛ-4 и др.) сушильный шкаф муфель с электрическим обогревом до 1100° С баня с силиконовым маслом или глицерином водяная баня металлическая воронка лабораторные сита Физприбор деревянный молоток стекловолокно или стекловата медная сетка баллон с инертным газом (азот или аргон), не содержащим кислорода баллон с гелием кислородный редуктор пузырьковый расходомер секундомер шприц для ввода пробы (1—40 мкл) измерительная линейка металлическая измерительная лупа с ценой деления 0,1 мм трехгорлая колба вместимостью 0,25—0,5 л холодильник Либиха вакуумный насос ртутный манометр колба Вюрца емкостью 250 мл ртутный термометр на 250° С ацетон соляная кислота ч. д. а. адипиновая кислота, чистая паратолуол-сульфокислота, чистая этиленгликоль, чистый носитель ИНЗ-600, фракция 0,25—0,50 мм роданистый калий, чистый азотнокислое серебро, ч. д. а. медицинский хлороформ медицинский эфир бензол для криоскопии толуол х. ч. ж-ксилол п-ксилол о-ксилол X. ч. тиофен х. ч. к-октан х. ч. м-нонан х. ч. [c.306]
Оборудование и материалы. 1. Комплект оборудования для приготовления глиняного теста нормальной рабочей консистенции. 2. Штангенциркуль. 3. Латунная формочка размером 50x50 мм. 4. Полированные плоские стекла размером 50x50 см. 5. Деревянная или металлическая скалка длиной 50 см с двумя бортами высотой 8 мм. 6. Плоские стекла под образцы размером 10x15 см. 1. Измерительная линейка. 8. Сушильный шкаф с термометром. 9. Холст. 10. Технические весы с разновесом. 11. Эксикатор. 12. Лабораторная печь. 13. Термопара или оптический пирометр. 14. Часы. 15. Крупнозернистый песок. 16. Капсель. [c.354]
Для выполнения монтажных работ необходимы следующие измерительные инструменты 1) металлический ватерпас с призматической или полукруглой выемкой, применяемой для установки на валу (валовой ватерпас), а также рамочный ватерпас. Оба ватерпаса должны иметь длину, равную 250 мм. Каждое деление шкалы этих в.атерпасов должно соответствовать уклону не более 0,5 мм 2) пластинчатый щуп длиной 75— 100 мм с набором пластинок толщиной от 0,05 до 0,5 мм 3) стальная линейка длиной 2—3 м с точно вышабреиньши ребрами 4) валовой индикатор [c.530]
Участок по заливке подшипников баббитом должен иметь приемный бункер поступивших в перез.аливку подшипников стеллаж для укладки корпусов подщипников, подлежащих перезаливке транспортер или тележку для подачи в камеру электропечи для удаления старого баббита электропечь для подплавки и выплавки баббита стол для очистки корпусов подшипников после полной выплавки баббитовой заливки металлическими щетками, приводимыми в действие электродвигателем стол для осмотра и контрольного измерения подшипников с установленными на нем пневматическим или гидравлическим приспособлением для укрепления армировки и прибором для проверки расстояния от заплечиков до упорного бурта корпуса подшипника стол для сборки и обмазки форм с двумя комплектами щупов и шаблон для проверки галтелей бронзовой армировки электропечь для сушки и подогрева форм с терморегулятором стол для составления шихты весы для взвешивания компонентов пресс для ломки баббитовых чушек бункера для хранения нового баббита и снятых корок электротигель для расплавления шихты с терморегулятором форму для отливки образцов стол или камеру для остывания залитых подшипников и стол с местной вентиляцией, пневматическими тисками для разборки форм, механической очистки, обрубки и зачистки подшипников, проверки качества и клеймения твердомер для проверки твердости образцов компаратор (измерительная лупа) ванны для пропитки подшипников готовальню или стенд для хранения образцов плавок настенные часы набор клейм стеллаж для отремонтированных подшипников вытяжную вентиляцию стеллаж для форм формы для заливки подшипников десятичные весы штангенциркуль и мерительную линейку. [c.84]
Приобретен комплект измерительного инструмента для контроля параметров взрьюозащиты (металлические линейки,штангендар-куля, микрометры, микрометрические нутрометры, резьбовые калибры, проверочные линейки, щупы, образцы шероховатости поверхности, предельные калибры для контроля отверстий и валов), [c.30]
Пневмовакуумная установка для штамповки, снабженная комплектом форм (см. Задание 2). Две электронагр еваемые металлические плиты такого же размера, Как листовые заготовки. Установка типа ПТП-1 (см. Приложение 5). Разрывная машина типа РММ-0,5, снабженная термокамерой и приспособлением для автоматической записи. Воздушный термостат с приспособлениями для измерения деформаций (см. Задание 3.5.2). Проектор с экраном (см. Задание 3.6). Ленточно-пильная установка или ножовка для раскроя листов на заготовки. Вырубной штамп для изготовления образцов для испытаний по ГОСТ 11262—65. Металлические кольца диаметром 15 мм и высотой 3 мм. Секундомер. Измерительные приспособления — штангенциркуль, микрометрическая скоба, линейка. Разметочные инструменты — циркуль, чертилка. [c.83]
chem21.info