Все о полировальных кругах, дисках и насадках для полировки автомобиля. Круги для полировки нержавеющей стали
Обработка нержавеющей стали: резка, шлифование, полирование
- Главная
- Области применения инструментов
- Обработка нержавеющей стали
Нержавеющая сталь обладает превосходными свойствами, такими как например устойчивость к коррозии, имеет многостороннее применение. Специальные шлифовальные инструменты позволят Вам качественно и технологически правильно обрабатывать изделия из нержавеющей стали, в.ч. без прижегов и цветов побежалости. При работе с нержавеющей сталью очень важно сохранить ее кристаллическую решетку для коррозионной стойкости.
Популярные инструменты для обработки нержавеющей стали: резка, холодное шлифование, полирование
- Шлифовальная лента CS409Y, PS21,LS312JF, LS313JF, CS811Y ACT, CS910Y и другие.
- Фибровые круги CS570, CS564ACT, CS565 и CS661 диаметром от 100 до 180 мм.
- Шлифовальные быстросменные круги QMC QMC409, QMC411, QMC910 и QMC800 диаметром от 25 до 76 мм.
- Шлифовальные круги само зацепляемые по нержавейке PS21K, SV480 и NDS800.
- Лепестковые головки KM615, NCS600, NFS600.
- Круги лепестковые торцевые SMT624, SMT626, SMT628, SMT656, SMT800.
- Обдирочные круги A24N Supra, A24/36R Special.
- Отрезные круги A24N Supra, A36R Supra, A24/36R Special, A36TZ Special.
- Тонкие отрезные круги A60TZ Special, A60R Supra, A46TZ Special, A80TZ Special с содержанием в связке Fe,Cl,Se менее 0,1% для обеспечения антикоррозионных свойств.
- Твердосплавные борфрезы HF100 различных форм и размеров.
- Эластичные абразивные головки RFS651, RFM652, SFM656 и бруски SFK655.
Все легированные стали, в.ч. нержавейка должны обрабатываться на "мягких режимах". Это связано прежде всего с наличием в металле легирующих элементов (в.ч. легкоплавких). Если производить механическую обработку с нарушением режимов и соответственно используя не предназначенные для данных сталей абразивные инструменты, то получаем достаточно высокую температуру в месте обработки, что приводит к "выгоранию" легкоплавких легирующих элементов. Соответственно получаем обедненный химический состав, появление легкоплавких эвтектик и как следствие распространение межкристаллитной коррозии.

Полировальные круги и паста по нержавеющей стали
Отполировать и довести изделие из нержавеющей стали до "зеркального блеска" можно с помощью полировальных кругов и твердой полировальной пасты фирмы Kreeb.
Проволочные щетки по нержавеющей стали
Для зачистки и полирования изделий из нержавеющей стали можно воспользоваться проволочными щетками фирмы Lessmann, имеющих маркировку втулки и корпуса зеленого цвета.
abraziv.ru
Пять правил обработки нержавейки
Обработка нержавеющей стали электроинструментом и абразивами. Рекомендации от компании “Шлифовальные технологии”.
Обработка нержавеющей стали очень трудоемкий процесс: шлифовка, полировка, сатинирование - все это требует знаний инструмента, абразивов, ну и конечно же навыка. В идеале обработкой нержавейки должен заниматься человек, который имеет опыт, знает все новинки инструмента, абразивов и полировальных материалов; изучает дополнительно литературу, посещает выставки, семинары, постоянно пробует новые материалы. Короче говоря - заниматься этим должен профессионал. Найти такого человека на производство довольно проблематично.
В отношениях со своими партнерами - мы на себя берем эту часть работы. Постоянно следим за рынком, изучаем и тестируем новые материалы, создаем технологии обработки нержавейки и предлагаем их вам. Да, это наша работа.
В данной статье мы хотим отразить одни из самых важных моментов в обработке нержавеющей стали, которые помогут вам быстро и качественно произвести необходимые работы.
Итак, пять правил, которые необходимо знать всем, кто работает с нержавеющей сталью.
Правило №1.
Правильно подбирайте электроинструмент!
Вы должны правильно подобрать инструмент для выполнения работы. От правильного подбора инструмента и оборотов зависит скорость обработки и качество обработки.
Все инструменты, применяемые для обработки нержавейки должны быть с регулировкой оборотов. На машинке без регулировки невозможно использовать современные абразивы для нержавейки, а стандартные материалы не позволят качественно и быстро сделать работу. У большинства крупных производителей инструмента есть “болгарки” с регулировкой оборотов. А специальные машинки для обработки нержавейки имеют в своем названии слово INOX (англ.: нержавейка).
Правило №2.
Используйте специализированный инструмент.
Большинство производителей электроинструмента имеют в своим ассортименте специализированный инструмент для обработки нержавеющих сталей. Специализированный инструмент разработан специально для решения сложных задач при работе с нержавейкой и позволяет сэкономить очень много времени и денег каждому, кто его применяет в своем производстве.
Инструмент для обработки круглых труб:
Инструмент для обработки труднодоступных мест, внутренних швов:
Ленточные напильники:
Пример.
Задача: зачистка и последующая полировка внутренних угловых соединении на лестничных ограждения.
Обычно на производствах используется стандартный набор для выполнения этой задачи - угловая шлифовальная машина (болгарка) и круг радиальный торцевой или прямая шлифовальная машинка и абразивная головка. Это не самый эффективный способ выполнения данной работы. Тем более, что в некоторых случаях он не позволяет выполнить работу, так как им не подобраться в место обработки. Например:
Решение: Шлифовальная машина для труднодоступных мест FINITEASY и специальные доводочные круги SA 150.
Итог: Скорость и качество обработки нержавеющей стали увеличивается в разы. Более подробное решение данной задачи раскрыто вот Технологии обработки внутренних швов
Правило №3.
Правильно подбирайте расходные материалы!
Почему так важно правильно подобрать расходные материалы для обработки нержавеющей стали? Правильный выбор поможет вам существенно сэкономить время и скорость обработки.
Ассортимент современных абразивов и полировальных материалов для обработки нержавейки очень велик и разобраться в нем непросто. Материалов много разных: для полировки, для шлифовки, для матирования, для сатинирования, для осветления швов и так далее. Следовательно необходимо ориентироваться в том, какие материалы подходят именно для вашей работы.

Пример.
Задача: Шлифовка плоскости и получение шероховатости поверхности Ra 0,4.
Решение: для шлифовки плоскости на первый взгляд существует огромное количество материалов, это и круги на липучке и различные нетканые валики и круги , всеми этими материалами, вы быстро сможете произвести шлифовальные работы, НО… Неткаными валиками и кругами, лучше проводить работы по матированию поверхности а не использовать на данной операции.
Используя круги на липучке и другие абразивы, обязательно следуйте простому правилу: надо последовательно обрабатывать изделие от большего зерна к меньшему. Более подробное решение данной задачи раскрыто в Технологии шлифовки плоскости
Правило №4.
Контролируйте силу прижима.
Запомните - сильный прижим не означает высокую скорость обработки. Более того сильно прижимая инструмент и увеличивая обороты мы значительно снижаем ресурс расходных материалов!
Чрезмерное давление приводит к быстрому износу расходных материалов и дальнейшему длительному исправлению следов давления на обрабатываемую поверхность.
Правило №5.
Не перегревайте металл.
ВАЖНО: это приведет к появлению пригаров на обрабатываемой поверхности и следов побежалости.
Следуя этим несложным правилам вы сможете значительно быстрее и качественнее обрабатывать нержавеющую сталь!
Конечно данные правила не являются панацеей и для решения именно вашей задачи наши специалисты готовы приехать к вам на производство и провести демонстрацию современных оборудования и материалов и подобрать технологию исключительно подходящую вашему производству. Все, что вам нужно - позвонить по телефону
8-800-333-23-17 или отправить заявку на [email protected] и заказать бесплатную демонстрацию.
Изучите наши технологии - они сэкономят Вам время и деньги!
С уважением, команда GTOOL GROUP.
www.gtool.ru
Полировальные круги и насадки на дрель или шуруповерт: виды, материалы, выбор дисков
С какой осторожностью бы водитель ни водил свою машину, лакокрасочное покрытие с течением времени покрывается сколами, царапинами и «затертыми» пятнами. Эти повреждения образуются при неосторожном вождении, езде по необорудованным дорогам, из-за перепадов температур. Для обновления ЛКМ достаточно подготовить болгарку и подобрать подходящие полировальные круги для полировки авто.

Материалы кругов
Незначительные потертости и небольшие царапины устраняют меховыми дисками. Для труднодоступных мест используют изделия из шерсти. Выбирают полировочные круги в зависимости от абразивности пасты, места работ, диаметра обрабатываемого участка.
Войлочные
Войлочные диски более востребованы в кузовной полировке. Различают несколько видов изделий, в зависимости от степени шерстистости покрытия. Толстошерстные полировочные насадки на дрель быстрее справляются с устранением серьезных повреждений на окрашенных поверхностях. Реже применяют мелкошерстные диски.
Войлочные насадки для полировки выпускаются диаметром 70-250 мм. Ширина полировального слоя при этом не меняется.
Фетровые
Круги из фетра используют на стадии основной обработки, для мягкой шлифовки, до финишной полировки. Особенности фетровых изделий:
используются для обработки разных видов повреждений;эффективны для полировки металла;применимы для обработки фар, стекол и пластиковых элементов.Фетровый полировальный круг периодически нужно смачивать водой. Так он полирует в несколько раз эффективнее. С фетровыми дисками можно использовать практически любые пасты.

Меховые
Меховая ворсинка при работе полировальной машинки на максимальных оборотах начинает действовать по принципу тончайшего лезвия. Благодаря использованию такого полировального круга для УШМ царапины на ЛКП измельчаются в тонкую риску, которая затем легко убирается более мягким полировальным кругом. Если сравнивать с поролоновым изделием, последний лишь вальцует края царапины, поэтому он не эффективен при выведении средних и глубоких повреждений.
Для работы с меховым полировальным кругом используют средне- и крупноабразивную пасту. Еще одно преимущество мехового полировальника – он существенно меньше греет лакокрасочную поверхность, что снижает риск прожигания отделочного слоя.
Правила работы с меховыми насадками из натуральных материалов:
- Диск крепят прямо на подложку. Поролоновую прослойку в 1 см следует использовать при работе на выступах и ребрах.
- После работы полировальный круг 3М следует мыть теплым мыльным раствором. Сушат меховые волокна при помощи холостой работы шлифмашинки на максимальных оборотах.
- Достичь эффективной эксплуатации мехового диска можно после его «притаптывания».
- Для этого надо пройти несколько циклов – работа, помывка, сушка.
- Брендовые полировальные насадки делают из натуральной овчины. Такие изделия не садятся даже спустя несколько десятков моек.
Другие виды
При абразивной обработке кузова шлифмашинкой часто применяют шерстяные круги. Они способны быстро устранять следы окисления на краске и царапины. При использовании шерстяных дисков для полировки автомобиля общее время работы сокращается, если сравнивать с поролоновыми изделиями. Лакокрасочное покрытие при этом нагревается существенно меньше.
Основной недостаток шерстяных насадок – на них остаются круговые следы. При работе с такими дисками понадобится больше абразивной пасты. Однако не все изделия из шерсти предназначены для жесткого абразивного воздействия.
Вулканитовые насадки для полировки способны придавать металлу блеск. Их еще называют резиновыми. Выполняют такие изделия из каучука. Материал подвергают вулканизации, а затем в него добавляют абразив. Вулканитовым изделием снимают сотые доли миллиметра металлической поверхности.
Для самой грубой обработки используют абразивные диски. В качестве абразива выступают титанистый хром, карбид кремния, элетрокорунд. Чаще применяют диски полировочные 3М прямого профиля. Все характеристики указаны в их расшифровке:
- сфера применения;
- диаметр;
- тип профиля;
- зернистость;
- степень мягкости;
- толщина.
Наиболее распространенными являются полировальные круги 3M. Изделия этого производителя служат по нескольку лет.

Жесткость кругов
Производители указывают степень жесткости изделий, обозначая ее определенным оттенком:
- белый – высокая жесткость;
- оранжевый – диски универсального назначения;
- черный – самые мягкие насадки.
Кроме жесткости, круги для полировки характеризуются типом поверхности – рельефная или ровная. Твердыми полировальными кругами удаляют сколы и трещины с ЛКП. Насадки средней и высокой мягкости применяют для создания глянцевой поверхности, а также для обработки фар и нержавеющих элементов автомобиля. Рельефными изделиями разной жесткости пользуются при большом объеме работ.
Выбор пасты также влияет на качество конечного результата. При несоответствии жесткости круга и полироли обрабатываемый материал легко повредить.

Подбор по типу полировки
Выбрать полировальные диски по типу полировки можно с учетом требуемых задач. Автомобилисты полируют кузов, фары, стекла, деревянные элементы.
Для фар
Для полировки фар обычно используют готовые наборы американского бренда 3M. В них входят насадки для полировки автомобиля Р500 на бумажной или синтетической основе диаметром 150 мм. Они являются универсальными и подходят для деревообработки, шлифовки композитных материалов. Для фар применяют изделия малой зернистости.
При полировке световых элементов используют абразив на основе из поролона. Благодаря полуоткрытой насыпке зерен гарантированы высокие режущие свойства и меньшая забивка. Мягкие края диска лучше удаляют повреждения с угловых участков.
Для металла
Каждый круг для полировки металла обладает гибкостью и эластичностью. За счет этих качеств насадка плотно прижимается к поверхности. Для полировки металла используют следующие изделия:
- овчинные;
- хлопчатобумажные;
- суконные;
- бязевые;
- меховые;
- сизалевые
Правильно выбрать насадку можно, только зная особенности обрабатываемой поверхности и необходимый уровень шероховатости.
Для нержавеющей стали
Обработка нержавеющей стали включает несколько этапов. Первоначально используют круги зернистостью P180 с оксидом алюминия. Лучше начинать с более мелкого зерна. При отсутствии изменений на обрабатываемой поверхности, спустя 4-5 движений, стоит воспользоваться более грубой насадкой.

После первичной обработки начинают понижать шероховатость поверхности. Для этого последовательно меняют насадки с оксидом алюминия на липучке с разной зернистостью:
При смене насадок на болгарку для полировки нержавеющей стали каждое последующее движение делают поперек предыдущему.
Финишная полировка нержавейки начинается с использования плотного войлочного круга и твердой пасты. Удалить все шероховатости, оставшиеся после войлока, получится мягким фетровым кругом.
Для стекла
Для обработки лобового стекла применяют фетровые круги или полировальные насадки с войлочной поверхностью. Диски оснащены разным абразивом. Их фракцию удобно различать по цвету. Изделия для стекла делят на несколько видов, обозначенных разными цветами:
- зеленый – круги для грубой обработки;
- голубой – подходит для царапин средней глубины;
- коричневый – позволяет удалять мелкие царапины лобового стекла после его обработки
- голубыми и зелеными дисками;
- белый – удаляет шероховатость и мельчайшие царапины.

Диаметр приспособлений для полировки стекла подбирают исходя из масштаба повреждений. Малые диски лучше использовать при точечных сколах, большие – при обширных.
Для ступенчатой полировки постепенно меняют абразив от большего к меньшему. Тело стекла быстро «тает» при грубой обработке. С его помощью удаляют глубокие повреждения. Затем постепенно устраняют оставшуюся шероховатость мелким абразивом.
Для дерева
Для полировки дерева с использованием болгарки используют такие круги:
- войлочные;
- со сменной наждачкой;
- матерчатые;
- губчатые.
Материал выбирают в зависимости от поверхности.
Породы дерева обрабатывают лепестковыми кругами, сделанными из наждачной бумаги. Для придания дереву гладкости применяют насадки мелкой зернистости. Снять небольшой слой древесины помогают среднезернистые диски. Старую краску удаляют крупнозернистыми изделиями.
Лепестковые насадки применяют в качестве финишных, поскольку они дают более гладкую поверхность.

Как сделать своими руками
Стоит разобраться, как сделать полировочный диск своими руками для фар. Основой диска служит линолеум. Его изнаночная сторона хорошо сцепляется с насадкой на дрель. В качестве подложки используют вспененный полиуретан. Полировочный слой представлен наждачной бумагой. Сначала на кусок линолеума приклеивают 2 слоя полиуретана, а затем наждачку.
Как видно, существует множество разновидностей полировальных дисков для болгарки, которыми автомобилисты обрабатывают кузов, стекла, деревянные элементы. В процессе полировки часто приходится менять зернистость изделий. Простой круг легко создать своими руками из линолеума, полиуретана и наждачной бумаги.
infokuzov.ru
Технологические особенности обработки нержавеющих сталей
Компании с мировым именем - Cibo (Бельгия), 3M и др. - давно ведут разработки в области механической обработки поверхностей из нержавеющих сталей. И большая часть материалов, что мы используем в своей работе и при разработке технологий сделаны на основании абразивов, инструмента и материалов, созданных ими.
Более подробно остановимся на трех технологиях, разработанных нашей компанией GTOOL GROUP.Технология полировки сварного шва в три этапа Её применение позволят сократить время полировки сварного шва минимум в 2 раза и повысить качество обрабатываемой поверхности.
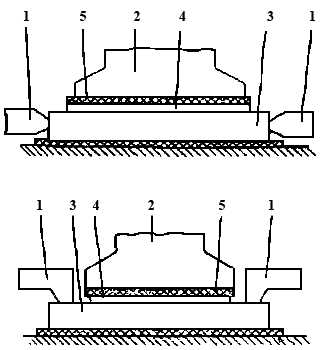
Шаг 1 — шлифовка грубого сварного шва. На данном этапе основная задача - удалить грубый сварной шов, придать поверхности однородность и сохранить геометрию трубы. Для выполнения данной задачи используется круг лепестковый комбинированный RCD. Рекомендуемые обороты - 4000 об/мин.
|
|
|
Шаг 3 — полировка. На этой стадии мы производим финишную полировку поверхности до зеркального блеска, окончательно придавая изделию необходимое качество поверхности. Для этого используем полировальный круг G-Grind 150 и полировальную пасту G-Polish. Рекомендуемые обороты - 2500 об/мин. Рекомендуемый инструмент: угловая шлифовальная машина с регулировкой оборотов 2500 - 7000 об/мин FINIMASTER.
Технология полировки внутренних сварных швов Шлифовка и полировка внутренних сварных швов на изделиях из нержавеющей стали сопряжена с определенными трудностями. Наша компания разработала в связи с этим специальную технологию.Для выполнения данной задачи потребуется шлифовальная машина для труднодоступных мест FINITEASY. Удлиненная шейка и низкий редуктор позволяют использовать ее на самых недоступных участках. Данную технологию можно с одинаковой эффективностью использовать как на круглых ,так и на профильных трубах.
Шаг 1 - шлифовка грубого сварного шва. Основной задачей на данном этапе является удаление и зачистка до однородной поверхности внутреннего сварного шва, удаление окалины и следов побежалости от сварки. Для этого мы рекомендуем использовать круг доводочный SA 7.
Круг доводочный SA 7 снимет грубый сварной шов, удалит окалину и следы побежалости и подготовит поверхность к дальнейшей работе. За счет того, что толщина круга составляет всего 3 мм данная работа будет выполнена точно по шву. Рекомендуемые обороты - 2500 об/мин.
|
|
|
Шаг 2 - подготовка под полировку, доводка поверхности. Чтобы довести поверхность до состояния близкого к полировке, используем круг доводочный SA 5. С его помощью мы достигаем высокого качества поверхности. Рекомендуемые обороты - 2500 об/мин. Не всегда требуется полировка поверхности, часто изделия делают шлифованными и в случае, когда полировка не требуется можно остановиться на данном этапе.
Шаг 3 - полировка подготовленной поверхности. На этой стадии мы производим финишную полировку поверхности до зеркального блеска, окончательно придавая изделию необходимое качество поверхности. Для выполнения данной задачи лучше всего подходит полировальный круг G-Grind 150. Рекомендуемые обороты - 2500 об/мин.
Технология полировки плоскости и сварных швов на плоскости Технология полировки сварных швов на плоскости или на профильных трубах позволяет быстро и качественно выполнить финишную доводку изделия. Особенно это актуально при сборке различных металлоконструкций, используемых в строительстве и архитектуре, где требуется неизменно высокое качество поверхности.Чтобы справиться с данной задачей нам потребуется шлифовальная машина для труднодоступных мест FINIMASTER. Особенность данной машинки — плавная бесступенчатая регулировка оборотов вращения шпинделя - 2000 - 6500 об/мин. Также потребуется профессиональный набор INOX-Plane, который предназначен специально для шлифовки и полировки плоскостей из нержавеющей стали.
Шаг 1 - шлифовка грубого сварного шва. Для удаления и зачистки до однородной поверхности грубого сварного шва, удаления окалины и следов побежалости от сварки мы советуем применять шлифовальный круг ZK Velcro P80-P120.
Объясним, почему именно его. За счет использования в данных кругах цирконата алюминия ZK, круги обладают свойством самозатачивания, что позволяет увеличить ресурс в 5 раз по сравнению с традиционным оксидом алюминия и не перегревают материал. Рекомендуемые обороты - 4000 об/мин.
|
|
|
|
Шаг 2 - выведение грубых рисок, доводка поверхности. Для выполнения данной задачи последовательно используем начиная с зернистости А160 до зернистости А6 шлифовальные круги Trizact 3M Velcro. Рекомендуемые обороты - 3500 об/мин.
При помощи шлифовальных кругов 3M Trizact поверхность доводится до состояния близкого к полировке. Материал Trizact™ (3M) - создан на основе тщательно отобранных абразивных частиц и сгруппированных на полотне в виде пирамиды. По мере износа пирамидок, открывается новый слой абразива с новыми режущими кромками.
Важно: 1. Используйте опорную тарелку UZ Turbo; 2. Используйте перекрестное шлифование; 3. Не перегревайте металл.
Шаг 3 - доведение поверхности к полировке. На данном этапе мы производим финишную шлифовку поверхности и подготовку к полировке. Для этого оптимально подойдут круги из материала Юнитайз, например круг Velcro SAG5. Используя их, мастера доводят поверхность до состояния близкого к полировке. Рекомендуемые обороты - 4000 об/мин.
Отметим, что особенно важно при работе соблюдать те же условия, что указаны пунктом выше. Таким образом к использованию рекомендуются: опорная тарелка UZ Turbo и перекрестное шлифование. На этом этапе также нужно следить за тем, чтобы металл не перегревался.
|
|
|
|
Шаг 4 - полировка подготовленной поверхности. В конце мы производим финишную полировку поверхности до зеркального блеска. Для выполнения данной задачи последовательно используем: полировальный круг Velcro d125 c полировальной пастой G-Polish pink (предварительная полировка), а также с полировальной пастой G-Polish white (финишная полировка). Рекомендуемые обороты - 2500 об/мин.
Здесь, как и на предыдущих этапах, мы советуем использовать опорную тарелку UZ Turbo. Но, стоит отметить, что для каждой пасты нужен отдельный полировальный круг. Не оставляйте без внимания и температуру металла — поверхность не должна перегреваться. При переходе с одной пасты на другую — удаляйте остатки пасты и очищайте поверхность при помощи специальных чистящих салфеток и венской извести.
Технология зачистки сварных швов на нержавейке без снятия материала Если вам надо быстро и тщательно очистить поверхность изделия от "следов побежалости", то мы рекомендуем вам использование технических щеток бристл. Рекомендуемые обороты инструмента для работы данным кругом - 4500 об/мин. Отмечаем, что щетки используются со шлифовальной машиной FINIMASTER.Наши мастера тщательно протестировали все материалы, которые рекомендуют. Мы разрабатывали эти технологии для тех, кто хочет рационально использовать оборудование, получая максимальный эффект, при этом экономя свои средства.
Евгений Береснев
Генеральный директор ООО "Шлифовальные технологии"
www.korabel.ru
Хамер | Полирование
Полировка металла, полировка нержавеющей стали
Полировка металла – это финишная отделочная операция, при которой с поверхности изделия удаляются тончайшие слои материала. Цель операции полирования может быть в получении зеркального блеска, а также в достижении определённого класса чистоты поверхности.
При механическом полировании применяются полировальные круги, которые используются вместе с жидкой либо твёрдой полировальной пастой.
Как подготовить поверхность стали под полировку
Предварительная подготовка поверхности под полировку выполняется насыпными абразивами (круги на липучке, шлифовальные кольца и ленты). При этом, чем больше шагов в подготовке поверхности, тем выше будет класс чистоты, соответственно, лучше результат. Категорически не рекомендуется использовать на подготовительном этапе абразивы из нетканого волокна (шлифовальный войлок, мирлон, скотч-брайт), т.к. риски после этого будет невозможно окончательно вывести.
Стоит отметить, что визуальный глянец стали (зеркальный блеск) не всегда свидетельствует о высокой степени чистоты поверхности. При полировании в зеркало в чисто декоративных целях можно пропустить несколько шагов подготовки.
Полировальные круги
Круги различаются по типу на полировальные круги на липучке и круги для торцевого полирования.
Несмотря на то, что в подавляющем большинстве случаев используется полирование плоскостью круга, более правильным будет применение торцевого полирования. Этот вид полирования обеспечивает равномерную скорость обработки на всей зоне контакта, удаление частиц пасты из области полирования, и отсутствие перегрева обрабатываемой поверхности.
Полировальные круги на липучке могут иметь разный диаметр и жёсткость, изготавливаться из синтетических либо натуральных материалов – поролон, фетр, войлок, шерсть. Круги для полирования плоскостью крепятся при помощи «липучки» (hook-it) на мягкую подложку (опорный диск). Подложка устанавливается на специальные низкооборотистые полировальные машинки либо на УШМ с регулировкой оборотов. Полировальные круги на липучке используются при полировке любых материалов – металла, пластика, лакокрасочных покрытий и т.д.
Круги для торцевого полирования различаются диаметром, посадочным отверстием, толщиной, жёсткостью материала и плотностью. Используются следующие материалы – сизаль, палаточная ткань, бязь с различными пропитками, фланель. Круги для торцевого полирования применяются и в полировальных станках, и в ручной полировке. Для использования их в ручной полировке нужно набрать необходимую ширину полировального «барабана» на специальный переходник (шпиндель), который может быть установлен на обычную УШМ с регулировкой оборотов.
Сизалевые полировальные круги, либо комбинированные полировальные круги, где сизаль сочетается с хлопчатобумажными тканями, применяются для предварительной полировки с грубыми полировальными пастами. Как правило, это первый этап полировки после предварительной подготовки поверхности. Для грубой полировки также используются круги из палаточной ткани.
Основная полировка осуществляется при помощи кругов из хлопчатобумажной бязевой ткани. На этом этапе используется основная полировальная паста.
Финишная полировка нержавеющей стали происходит с использованием фланелевых полировальных кругов. Полировальная паста – финишная, для глянцевания.
Полировальная паста
Жидкая полировальная паста применяется при ручном полировании плоскостью, а также при работе торцевыми кругами на полировальном станке.
В металлообработке, как правило, применяется твёрдая полировальная паста. Она расфасована в брикеты, и различается по цвету – от грубой до финишной. При этом каждый производитель полировальной пасты использует свою цветовую индикацию.
Как правильно нанести полировальную пасту
Наносится твёрдая полировальная паста только на вращающийся круг. Инструмент необходимо держать в руках, либо закрепить на верстаке. К полировальному кругу аккуратно подносится брикет пасты, от контакта с кругом паста разогревается, плавится, и «намазывается» на рабочую поверхность круга.
Как получить зеркальный блеск на нержавеющей стали
Для получения зеркального блеска на нержавеющей стали важно качественно подготовить поверхность под полировку. Сначала необходимо осуществить удаление сварного шва и царапин, для этого применяются абразивные материалы от зерна Р 120 до зерна Р 600, при этом рекомендуется не пропускать ни одного шага обработки. После подготовки поверхности можно переходить к полированию. Для полирования нержавейки до зеркального блеска используются круги из натуральных или искусственных материалов разной жесткости, с несколькими полировальными пастами. Более жесткие круги используются с более грубыми полировальными пастами, самые мягкие полировальные круги – с финишной пастой. Для получения качественной зеркальной поверхности рекомендуется выполнять три этапа обработки: пред-полирование, основное полирование и финишное полирование (глянцевание).
Как получить класс чистоты на нержавеющей стали
Класс чистоты поверхности достигается последовательными шагами обработки. Используются различные абразивные материалы от зерна Р 40 до зерна Р 2500. Класс чистоты отличается в зависимости от величины Ra и Rz ГОСТ 2789-59 и предусматривает 14 классов чистоты поверхности. Визуально класс чистоты определять не желательно — для этого используются специальные приборы, такие как микроскопы и профиломеры. Для получения класса чистоты не нужно получение зеркальной поверхности, причем визуальная зеркальная поверхность при проверке специальными приборами может не соответствовать нужному классу чистоты.
hamer.su
Кухонную мойку из нержавеющей стали отчищайте пастой для полировки металлов. Кстати, да! Паста для полировки нержавеющей стали
Полировальные пасты для металлов
Полировка металла один из самых трудоемких и сложных процессов ручной обработки металла.
Чтобы получить высочайшее качество поверхности необходимо производить множество операций по шлифовке металла, понижая шероховатость шаг за шагом. Следить, чтобы каждый следующий этап удалил следы от предыдущего, иначе при полировке вы увидите, что оставили риски от грубой шлифовки, и тогда придется проделать все заново.
Про предварительную шлифовку и подготовку поверхности полировки мы уже не раз говорили в наших предыдущих статьях и технологиях.
В каждой технологии полировки последним этапом используется тот или иной вид полировального круга.
Но полирует не сам круг, а паста, которая на него наносится.
И сегодня я хочу отдельно заострить внимание на полировальных пастах, которые используются для полировки металлов.

Твердые полировальные пасты G-Polish
Многие знакомы с пастой ГОИ. Она успешно используется для полировки металлов и других материалов. Она хорошо работает, но у нее есть особенность, которая не позволяет ее использовать на производствах. Основным элементом пасты ГОИ является оксид хрома, который не безопасен при активном применении. Ему присвоен высокий класс токсичности, и чтобы контролировать его концентрацию в воздухе необходимо использовать специальное оборудование, которого практически не присутствует на предприятиях металлообработки.
Поэтому на предприятиях, где руководство заботится о здоровье своих сотрудников, такая паста не используется.
Компания "Шлифовальные технологии" предлагает своим клиентам только проверенные и безопасные полировальные пасты, которые соответствуют всем санитарно-эпидемическим требованиям ну и конечно самым высочайшим требованиям к качеству.
Большинство наших клиентов занимаются производством изделий из нержавеющей стали и других металлов. Производя изделия в большом объеме, каждый задумывается о способах экономии расходных материалов.
Самыми
pellete.ru
Нержавеющая сталь. Восстановление полировки. Удаление царапин.

Наши партнеры периодически сталкиваются со сложной задачей - полировкой большой плоской поверхности из нержавеющей стали.
Необходимость такой работы может возникнуть по разным причинам:
- поверхность не имеет полировки и ее нужно сделать с нуля,
- поверхность имела “заводскую” полировку, но утратила ее в процессе эксплуатации,
- поверхность получила дефекты (царапины, потертости) в результате эксплуатации или транспортировки.
Характер и объем таких дефектов будет определять дальнейший процесс обработки: его продолжительность, стоимость и трудоемкость.
В этой статье мы хотим рассказать об одном из наиболее эффективных и удобных способов полировки большой плоской поверхности из нержавеющей стали.
Наша поверхность имела полировку изначально, но потускнела в процессе использования и получила незначительные дефекты (неглубокие царапины).
! Важно знать, что заводская полировка выглядит иначе, чем та, которую вы сможете получить вручную. Таким образом, обработанный и необработанный участок полированного листа будут отличаться. Мы сможем получить максимально близкую по характеру поверхность, но отличия будут практически всегда. Это следует учитывать перед началом работ, так как скорее всего придется обрабатывать всю поверхность, даже если дефекты занимают не всю площадь.

Всю работу следует разделить на 3 основных этапа:
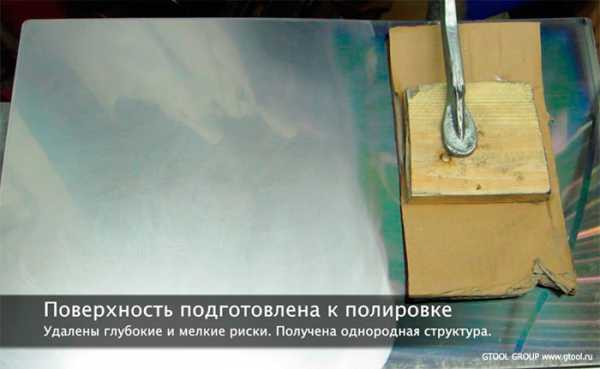
- Удаление дефектов, царапин. Получение однородной поверхности.
- Подготовка поверхности к полировке.
- Полировка поверхности (предварительная и финишная).
Процесс.
1. Удаление дефектов, царапин. Получение однородной поверхности.
Этот этап стоит считать одним из наиболее важных, так как от него зависит сколько времени мы потратим на дальнейшую обработку.
Почему важно правильно подобрать “зернистость” первого этапа:
- если вы используете зернистость кругов выше, чем вам необходимо, то получите поверхность более грубую, и потратите больше времени и материалов на последующую обработку такой поверхности.
- если вы возьмете зерно меньше, чем следует, то потратите больше времени на работу одним кругом, возникнет риск перегрева поверхности и избыточного износа круга (увеличения затрат).
Рекомендуем придерживаться одного простого правила: начинайте с зерна меньше на один шаг, чем вам показалось необходимым изначально. Вы всегда сможете взять зернистость грубее, если используемое зерно не устроит по производительности.
Для обработки большой плоской поверхности рекомендуем использовать орбитальную шлифовальную машину так как она:
- имеет высокую производительность за счет большего пятна контакта.
- дает равномерную поверхность без искажений за счет принципа движения и прилегания всей плоскостью круга (отсутствие зон избыточного давления).
Можно использовать и обычную УШМ с регулировкой оборотов, но в нашем случае орбитальная машина - оптимальный вариант.
Мы использовали круги на липучке зернистостью Р400 от компании Deerfos.
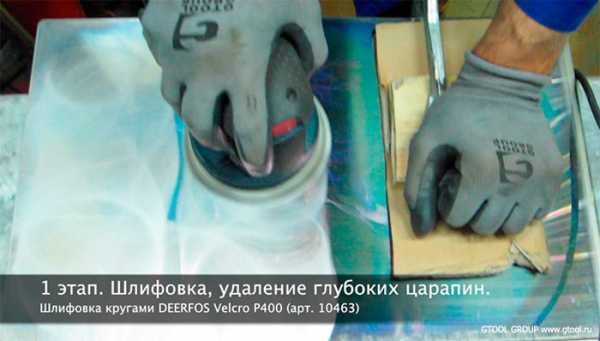

После обработки поверхности кругами Р400 все дефекты были удалены, поверхность получила равномерную структуру.
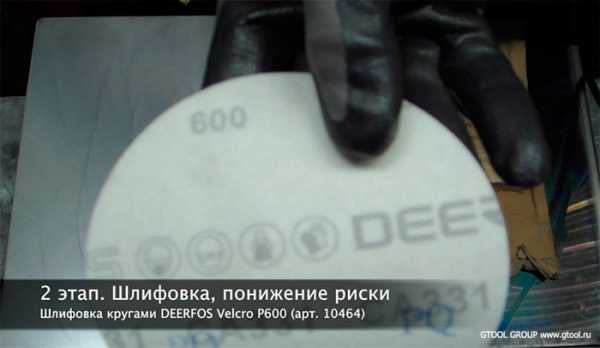
2. Подготовка поверхности к полировке
На этом этапе наша задача максимально понизить риску и уменьшить шероховатость поверхности. Используем тот же инструмент и круги на липучке Velcro Р600 и Р800 последовательно.

Между этапами необходимо очищать обрабатываемую поверхность от остатков абразивного материала предыдущих этапов.
После обработки кругами Р800 поверхность готова к последнему этапу.
3. Полировка.
Так как наше изделие плоское, и на его поверхности хорошо заметны все дефекты обработки, полировка производится в два этапа: предварительная и финишная.
Предварительная полировка:
Первым этапом мы используем войлочные круги 10982 и полировальную пасту.
Инструментом для полировки будет угловая ушм FEIN c регулировкой оборотов.
Обороты инструмента - 2700 об/мин.
Работа кругом осуществляется под наклоном 5-10 градусов к поверхности.

В процессе предварительной полировки мы удаляем все риски от предшествующих этапов и придаем поверхности однородность и блеск.
Но у нас еще остались следы от войлока и пасты, так называемая “паутинка”.

Чтобы ее удалить нужна финишная полировка.
Между этапами полировки использовали венскую известь и специальные салфетки для удаления остатков пасты, чтобы предварительная паста не попала на новый войлочный круг.

Финишная полировка:
Для финишного полирования используем фетровый полировальный круг 3М на мягкой опорной тарелке и полировальную пасту 3М Marine.

Так как пасту мы используем жидкую, то сначала мы аккуратно наносим ее на круг, а затем размазываем по обрабатываемой поверхности. Это сократит расход пасты.

Финишную полировку осуществляем на минимальных оборотах - 2700 об/мин.
Используя такой круг на мягкой тарелке мы можем работать всей плоскостью.

После финишной полировки снова удаляем остатки пасты с помощью венской извести и салфетки.
В результате мы получаем сияющую глянцевую поверхность.

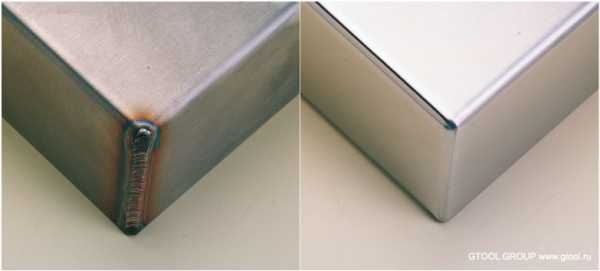
Справа участок до обработки, слева - после.
Полировка восстановлена, мелкие дефекты устранены.
Данная технология полировки - это один из вариантов решения такой задачи, и она может быть изменена в зависимости от начальных условий.
В технологии полировки использовано:
- Эксцентриковая шлифмашина Bosch GEX 125-1 AE Professional, без чемодана.
- Шлифовальные круги Velcro P400, 600, 800.
- Опорная тарелка d125 VELCRO М (Мягкая)
- FEIN WSG 17-70 Inox компактная угловая шлифовальная машина
- Круг войлочный 125*15*М14
- Круг полировальный Finesse-it d125 мягкий фетровый
- Твёрдая полировальная паста 150гр, финишная, цвет зеленый
- Полировальная паста 3M Marine 09019
- Салфетка чистящая
- Венская известь
Всю технологию мы сняли на видео, которое вы можете посмотреть прямо сейчас:
www.gtool.ru