Применение высокотемпературных и низкотемпературных припоев. Пайка высокотемпературная
Применение высокотемпературных и низкотемпературных припоев
Согласно классификации, приведенной в государственном стандарте, припои разделяются на группы по нескольким признакам, одним из которых является температура плавления. В процессе пайки при температуре, превышающей 450 ℃, могут применяться только высокотемпературные припои.
Другие составы такой термической нагрузки не выдержат. Высокотемпературная пайка осуществляется в разных режимах. При проведении процесса до 1100 ℃ пригодны к использованию составы со средней плавкостью.
В интервале от 1100 ℃ до 1850 ℃ следует применять высокоплавкие смеси. При более высоких температурных показателях годятся только тугоплавкие композиции.
Общие свойства
 Удивительно, что, несмотря на классификацию ГОСТа, даже в учебниках существует разная подача материалов.
Удивительно, что, несмотря на классификацию ГОСТа, даже в учебниках существует разная подача материалов.
Так, некоторые авторы в качестве минимальной температуры, рекомендуемой для применения высокотемпературных припоев, называют 500 °С.
Существует большое количество готовых композиций, рекомендуемых к применению при повышенных температурах. Часто в состав высокотемпературных припоев входит:
- медь;
- серебро;
- цинк;
- фосфор.
Для изменения свойств в высокотемпературные сплавы добавляют кремний, германий и некоторые другие элементы. Низкотемпературными считаются припои:
- на основе свинца;
- олова;
- с добавлением сурьмы.
Выбор конкретных припоев определяется видом сплава, из которого сделаны детали, и условиями пайки.
Иногда в низкотемпературные припои вводят цинк для повышения коррозионной стойкости шва, и разрабатывают специальные низкотемпературные сплавы для конкретных условий использования. В быту низкотемпературную пайку проводят с применением паяльника, а высокотемпературную – газовой горелкой.
Для жаропрочных сплавов
 Высокотемпературные припои применяют для нержавеющих и жаропрочных стальных сплавов. Пайку таких сплавов проводят с применением припоев на основе меди, меди с цинком, серебра.
Высокотемпературные припои применяют для нержавеющих и жаропрочных стальных сплавов. Пайку таких сплавов проводят с применением припоев на основе меди, меди с цинком, серебра.
Процесс осуществляется в печах в окружении водорода или паров раствора аммиака. При пайке с помощью меди, медно-цинковых композиций в качестве флюсовой добавки используют буру.
Серебряные высокотемпературные припои можно применять только в сочетании с активными флюсами. Полученные таким методом швы выдерживают нагревание до 600 ℃. Соединения, полученные с медьсодержащими составами, высокие температуры переносят хуже.
В качестве альтернативы иногда применяют никель-хромовые припои с платиной или палладием. Такие высокотемпературные материалы стоят дороже. Швы обладают большой термической и коррозионной устойчивостью.
При наличии на стальных изделиях из нержавеющих и жаропрочных сплавов больших зазоров, хорошее соединение дают порошковые припои, содержащие компоненты, идентичные химическим элементам сплавов.
Полученные швы выдерживают нагревание до 1000 ℃. Процесс проводят в вакуумированной среде, наполненной аргоном и газообразным флюсом.
Для алюминия и его сплавов
 Алюминий и его сплавы – материалы, с которыми работать сложно. Низкотемпературная пайка алюминия усложняется наличием тугоплавкого поверхностного слоя оксидов.
Алюминий и его сплавы – материалы, с которыми работать сложно. Низкотемпературная пайка алюминия усложняется наличием тугоплавкого поверхностного слоя оксидов.
Помочь могли бы активные флюсы, но их применение чревато усиленным образованием продуктов коррозии на месте шва. Разработаны специальные технологические приемы проведения спаивания по предварительно нанесенным покрытиям.
Помимо этого для алюминия используют низкотемпературные составы с добавками дорогостоящего галлия.
Высокотемпературную пайку проводят посредством применения высокотемпературных припоев на основе алюминия с добавками меди, цинка, кремния.
Чаще всего для спаивания алюминиевых деталей используют составы 34А, а также силумин. Для каждого из этих припоев предназначен соответствующий флюс. Припой 34А способствует образованию шва, устойчивого при 525 ℃.
Высокотемпературная припойная масса из алюминия и кремния позволяет получить соединение, выдерживающее 577 ℃. При проведении работы применяют флюсы, сделанные из хлоридов щелочных металлов. Прочность образованных швов не всегда соответствует требованиям производства.
При необходимости получения соединений высокой термической и коррозионной стойкости пайку проводят в глубоком вакууме в окружении паров магния.
Процесс выполняется без флюсов по сложной технологии. В качестве припоя применяют силумин. Полученный таким методом шов выдерживает значительные нагрузки.
Работа с медью
 В системах водоснабжения, отопления и некоторых производственных схемах осуществляется монтаж медных труб, не предназначенных для повышенной термической нагрузки. В таких ситуациях для пайки допустимо применение низкотемпературного припоя.
В системах водоснабжения, отопления и некоторых производственных схемах осуществляется монтаж медных труб, не предназначенных для повышенной термической нагрузки. В таких ситуациях для пайки допустимо применение низкотемпературного припоя.
Трубопроводы большого диаметра, сделанные из медных сплавов, иногда подвергаются большому нагреванию. В таких случаях для меди и сплавов на ее основе нужны специальные тугоплавкие композиты.
Обычно применяют высокотемпературные припои на медной, серебряной основе, содержащие другие металлы, а также кремний или фосфор.
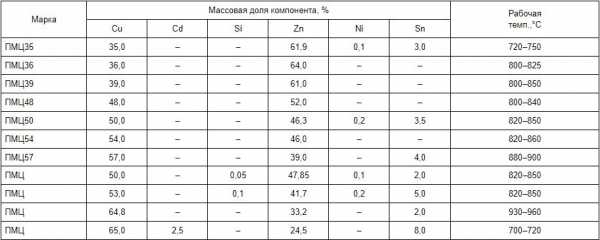
Составы из меди и цинка обозначают сочетанием букв ПМЦ и числами, указывающими на процентное содержание меди. Такие высокотемпературные припои обладают многофункциональным действием, пригодны для работы с другими сплавами.
Образующиеся швы обладают умеренной стойкостью к механическим нагрузкам. Для улучшения прочностных качеств соединений припойные средства легируют различными добавками.
На основе меди и фосфора
 Высокотемпературные составы на основе меди и фосфора обозначаются буквосочетанием ПМФ и числами, указывающими на концентрацию фосфора в общей массе.
Высокотемпературные составы на основе меди и фосфора обозначаются буквосочетанием ПМФ и числами, указывающими на концентрацию фосфора в общей массе.
Средство переходит в жидкое состояние при температуре 850 ℃, позволяет получать швы хорошей коррозионной стойкости. Припой применим не только для медных, но и ювелирных изделий из благородных металлов.
Только стали нельзя паять таким методом. В результате на стальных швах образуются фосфиты, которые уменьшаю механическую прочность шва, приводят к образованию хрупкого соединения. Достоинство медьсодержащих припоев с фосфором заключается в возможности проведения пайки без флюсов.
Для работы с медными, некоторыми стальными, чугунными деталями также рекомендуются высокотемпературные припои на основе латуни. Это может быть чистый латунный сплав или композит с оловом и кремнием. Средства обладают текучестью, достаточной для образования прочного, стойкого шва.
На основе серебра
 Очень хорошие свойства имеют высокотемпературные припойные средства на основе серебра. Они подходят практически для всех металлических изделий. Единственный недостаток – цена благородного металла лимитирует возможности частого применения.
Очень хорошие свойства имеют высокотемпературные припойные средства на основе серебра. Они подходят практически для всех металлических изделий. Единственный недостаток – цена благородного металла лимитирует возможности частого применения.
Существуют сплавы (ПСр-15) с невысокой концентрацией серебра. Они стоят меньше, чем концентрированные композиции, могут применяться чаще.
Составы (ПСр-45) с содержанием серебра – 45 %, меди – 30 %, цинка – 25 % обладают очень хорошими свойствами: вязкостью, текучестью, ковкостью, стойкостью к окислению и механическим воздействиям. Эти сплавы применяются по необходимости, при наличии финансовой возможности.
Варьируя соотношение указанных компонентов, можно изменять максимальные температурные значения, которые выдержит будущий шов. Еще лучшие качества демонстрирует высокотемпературная композиция с содержанием серебра 65 %, но стоит она очень дорого.
Работа с титаном
Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Он образует прочные швы даже на изделиях с остатками оксидов. Процесс нужно проводить в атмосфере чистого аргона или гелия при значительном понижении давления в рабочей зоне.
Высокотемпературные составы из титана и меди, никеля, кобальта, других металлов проявляют свойства эвтектических систем. Сами по себе они обладают хрупкостью, применяются в виде порошков, паст.
Проволоку, ленты, полосы их этих сплавов изготовить не удается. Работать паяльником с тугоплавкими композитами невозможно.
В некоторых случаях на практике реализуют технологию контактного плавления. В зазор изделия, подлежащего пайке, помещают фольгу из титана или его сплавов.
При достижении температуры 960 ℃ начинается, а при показаниях 1100 ℃ заканчивается образование эвтектического сплава, играющего роль припоя.
Изделия, подлежащие эксплуатации при очень высоких температурах, подлежат спайке при помощи сплавов с добавками кремния, железа. Для реализации таких технологических процессов нужны мощные источники энергии.
Требуемой температуры достигают в вакуумных печах, плазменными горелками. Можно применять с этой целью электроконтактный способ или воздействие электронным лучом.
Высокотемпературное спаивание деталей – трудоемкий процесс, требующий специальных знаний и квалификации. Располагая хорошими вспомогательными средствами, оборудованием можно справиться с производственной задачей любой степени сложности.
svaring.com
Инструкция по пайке сталей. Пайка высокотемпературными припоями узлов агрегатов

Назначение
Инструкция является руководством по пайке сталей: конструкционных, коррозионностойких (нержавеющих) и жаропрочных высокотемпературными твердыми серебрянными припоями ПСр40; ПСр МИН63; ПСр21,5; и медными припоями ВПР1; ВПР4 и их импортными аналогами газовыми горелками, а также в камерных печах и печах с вакуумной средой.
Оборудование и материалы
2.1 Горелка газовая ГОСТ 1077-792.2 Электропечь камерная с температурой до 1300 градусов2.3 Вакуумная печка типа СНВ2.4 Необходимые приспособления для установки и фиксации деталей2.5 Ацетон ГОСТ 2603-792.6 Аргон чистый класса «А» ГОСТ 10157-792.7 Пинцет
ТВЕРДЫЕ ПРИПОИ И ФЛЮСУЮЩИЕ ВЕЩЕСТВА
3.1 Для пайки применять припои, указанные в табл.
| Марка припоя | Температура пайки оС |
| ПСр40 ГОСТ 19738-74 19746-74 | 650-670 |
| ПСрМИН63 | 800-820 |
| ПСр21.5 | 1080 |
| ВПР1 | 1130 |
| ВПР4 | 1050 |
3.2 Термообработка припоя производится в случае целесообразности, если припой недостаточно пластичен.3.3 Для пайки применять перечисленные виды флюсов:• ПВ200 для пайки припоями ПСр21,5 и ВПР1;• ПВ201 для ПСр40 и ПСрМИН63;• Калий тетрафторборат (КВF2) ГОСТ 9532-75 для пайки ПСр21,5 и ВПР1 в нейтральной среде.
Читайте статью «Как приготовить флюс своими руками»
4 ПОДГОТОВКА ПОВЕРХНОСТИ ДЕТАЛЕЙ И ПРИПОЯ
4.1 Размер зазоров должен быть, как правило, от 0,7 до 0,15мм для соединений типа «телескоп» и до 0,2 мм для других соединений (нахлесточных, стыковых, тавровых) Допускается уменьшение зазора в соединении типа «телескоп», если это вызвано особенностями конструкции узла.4.2 Поверхности, подлежащие пайке, должны быть доведены до шероховатости не ниже 2,5.4.3 На цементированных изделиях, после снятия медного покрытия, поверхности под пайку должны быть зачищены механически до чистого металла.4.4 Наличие фаски в месте формирования галтели при печной пайке необходимо исключить. Кромки разделки в которой размещается паяемая деталь, должны притупляться радиусом ±0,1 мм.4.5 Присутствие цветов побежалости и коррозии на паяемых поверхностях узлов после мех. обработки не допускается4.6 Детали, поступающие на пайку, должны быть промыты.4.7 Непосредственно перед пайкой обезжирить детали, входящие в узел и припой в ацетоне или другом растворителе и посушить на воздухе 10-15 мин. Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
5 ПОДГОТОВКА ОБОРУДОВАНИЯ И ОСНАСТКИ
5.1 При пайке в камерной печи в аргоне внутренняя поверхность контейнера должна быть очищена от грязи и очищена путем промывки ацетоном или др. растворителем.5.2 Вакуумная печь перед загрузкой узлов под пайку должна быть очищена от грязи и масла согласно руководству по эксплуатации.5.3 Оснастка должна быть перед пайкой промыта в ацетоне или др. растворителе. В случае наличия рыхлых окисных пленок допускается обдувка оснастки электрокорундом или гидрохонингом.5.4 При пайке в нейтральной среде перед запуском аргона в печь систему трубопроводов продуть аргоном. Смена баллонов в процессе пайки запрещается.
6 СБОРКА
6.1 Сборку узлов производить в приспособлениях обеспечивающих требуемое положение деталей и исключающих напряжения в зоне пайки.6.2 Фиксацию припоя производить на машинах контактной сварки при помощи сварочного пистолета или сварочных клещей.
7 ПАЙКА
а) Пайка газовой горелкой7.1 Развести флюс в Н2О или в спирте до пастообразного состояния, затем покрыть соединяемые поверхности.7.2 Припой покрыть флюсом, разведенным в Н2О или в спирте и обсыпать порошком флюсаВ процессе нагрева необходимо наблюдать за тем, чтобы поверхность металла у места зазора не оголялась от флюса и, при необходимости, делать подсыпку порошка флюса.7.3 Нагреть паяемый участок до температуры, указанной в таблице выше. Температура при пайке контролируется зрительно по началу плавления припоя.Нагрев зоны соединения производить равномерно по всей длине соединения, не допуская перегрева. При пайке деталей с разной толщиной стенок прогревать сначала более массивные детали.7.4 Не допускать контакта флюса с пламенем более 4-5 минут из-за возможности потери им флюсующих свойств. Оптимальное время нагрева флюса при пайке в газовом пламени 20-60 сек.
7.5 В процессе пайки до полного охлаждения узел подвергать механическому воздействию воспрещается.
7.6 При необходимости для предохранения внутренней поверхности труб от чрезмерного окисления, на внутреннюю поверхность трубы нанести флюс или пропускать внутрь аргон.
При пайке трубу в зоне соединения располагать, по возможности, вертикально. Арматура должна находиться снизу.
7.7 Нагартованные детали из стали типа 12Х18Н9Т перед пайкой подвергать отжигу (детали из труб после гибки)
7.8 Подгибка трубопроводов после пайки не рекомендуется и совершенно не разрешается на расстоянии меньшем 20 мм от места пайки. Наплывы припоя на ниппеле разрешается запиливать.
б) Пайка в камерной печи
7.9 Производить в герметичных контейнерах со стальным колпаком-экраном в атмосфере аргона.
7.10 Флюсы 200, 201, 209 разводятся в воде до пастообразного состояния и наносятся тонким слоем, затем просушиваются в течение 10-15 мин. Порошок тетрафторбората калия засыпается в контейнер. Количество флюса, температура, время выдержки, расход аргона, скорость нагрева и охлаждения оговаривается в технологии.
7.12 Контроль температуры производить термопарой, вводимой внутрь контейнера.
Горячий спай термопары должен быть помещен, по возможности, как можно ближе к поверхности паяемого изделия.
7.13 Детали охлаждать под потоком аргона до комнатной температуры. Допускается обдув контейнера сжатым воздухом с целью уменьшения времени охлаждения.
в) Пайка в вакуумной печи
7.14 Производить преимущественной в среде аргона.
7.15 Собранный узел в приспособлении поместить на поддон печи, закрыв его колпаком-экраном из стали типа 12Х18Н10Т.
7.16 Пайка в среде аргона выполняется по следующей схеме:
- Продуть систему трубопроводов до вакуумного крана аргоном
- Откачать из печи воздух до остаточного давления, указанного в технологии. Разрешается промывка камеры аргоном, заключающаяся в следующем: откачка до 10-3мм рт. ст., заполнение газом и снова откачка до требуемого разряжения.
- Подать в камеру печи газообразный аргон. Подачу вести непрерывно в течение 8-10 мин.
- Включить нагрев и произвести пайку.
7.18 Контроль температуры выполняют при помощи термопары с записью на самописце. Горячий спай термопары должен быть помещен как можно ближе к поверхности паяемого узла. Допускается замер температуры в камере при условии учета экспериментально определенной разницы температур на поверхности изделия и в камере.
8 УДАЛЕНИЕ ОСТАТКОВ ФЛЮСА
В горячей, затем в холодной проточной воде с последующей обдувкой гидрохонингом.
9 КОНТРОЛЬ ШВОВ
9.1 Контроль состояния узлов должен проводиться на всех этапах тех.процесса подготовки поверхностей, сборки и пайки, введения флюса и припоя, устранения остатков флюса после пайки.
9.2 Применяемые материалы должны быть ГОСТированны или иметь ТУ. Следить за сроком годности флюса.
9.3 Применять следующие виды контроля:
а) внешний осмотр;
б) рентгенографический анализ;
в) проверка узлов на прочность и герметичность;
г) металлография;
9.4 Внешнему осмотру подвергать 100% узлов с помощью увеличительного стекла 4-7 кратного увеличения.
Осматривать нужно паяный шов и зону, примыкающего к нему основного металла на расстоянии не менее 10 мм.
9.5 Шов должен быть чистым, без пористости, раковин, свищей, непропаев, посторонних включений, остатков флюсов и т.д. при условии, что припой заполнил зазор и образовал галтель.
10 ИСПРАВЛЕНИЕ ДЕФЕКТОВ
10.1 Недопустимые непропаи, поры, раковины и др. дефекты устранять подпайкой не более 2-х раз тем же припоем, которым проводилась пайка или с более низкой температурой плавления.
svarka-master.ru
Высокотемпературная и низкотемпературная пайка | Сварка и сварщик
Пайка - это процесс получения неразъемного соединения материалов в твердом состоянии при нагреве ниже температуры их плавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем с последующей кристаллизацией жидкой фазы и образованием спая.
Преимущества пайки как технологического процесса и преимущества паяных соединений обусловлены главным образом возможностью формирования паяного шва ниже температуры плавления соединяемых материалов. Такое формирование шва происходит в результате контактного плавления паяемого металла в жидком припое, внесенном извне (пайка готовым припоем), либо восстановленным из солей флюса (реактивно-флюсовая пайка), либо образовавшемся при контактно-реактивном плавлении паяемых металлов, контактирующих прослоек или паяемых металлов с прослойками (контактно-реактивная пайка). В отличие от автономного плавления (одностадийного процесса, протекающего в объеме при температуре, равной или выше температуры солидус соединяемых материалов), контактное плавление того же материала протекает при контактном равновесии по поверхности контакта с твердым, жидким, газообразным телом, иными по составу. Это многостадийный процесс, протекающий по разным механизмам; жидкая фаза при контактном плавлении твердого тела образуется ниже его температуры солидус.
Пайка обеспечивает получение бездефектных, прочных и работоспособных в условиях длительной эксплуатации, паяных соединений, если учтены физико-химические, конструктивные, технологические и эксплуатационные факторы.
Возможность образования спая между паяемым металлом и припоем характеризуется паяемостью, т.е. способностью паяемого металла вступать в физико-химическое взаимодействие с расплавленным припоем и образовывать паяное соединение. Практически пайкой можно соединить все металлы, металлы с неметаллами и неметаллы между собой. Необходимо только обеспечить такую активацию их поверхности, при которой стало бы возможным установление между атомами соединяемых материалов и припоя прочных химических связей.
Для образования спая необходимым и достаточным является смачивание поверхности основного металла расплавом припоя, что определяется возможностью образования между ними химических связей. Смачивание принципиально возможно в любом сочетании основной металл - припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Паяемость того или иного материала нельзя рассматривать как способность его подвергаться пайке различными припоями. Можно рассматривать только конкретную пару, и в конкретных условиях пайки. Важным моментом в оценке паяемости, как физической, так и технической, является правильный выбор температуры пайки, которая нередко является решающим фактором не только для обеспечения смачивания припоем поверхности металла, но и дополнительным важным резервом повышения свойств паяных соединений. При оценке паяемости нужно учитывать температурный интервал активности флюсов.
Паяльный флюс - это активное химическое вещество, предназначенное для очистки и защиты поверхности паяемого металла и припоя, в первую очередь, от окисных пленок. Однако флюсы не удаляют посторонние вещества органического и неорганического происхождения (лак, краску). Механизм флюсования флюсами, самофлюсующими припоями, контролируемыми газовыми средами, в вакууме, физико-механическими средствами может выражаться:
1. В химическом взаимодействии между основными компонентами флюса и окисной пленкой, образующиеся при этом соединения растворяются во флюсе, либо выделяются в газообразном состоянии;2. В химическом взаимодействии между активными компонентами флюса и основным металлом, в результате происходит постепенный отрыв окисной пленки от поверхности металла и переход ее во флюс;3. В растворении окисной пленки во флюсе;4. В разрушении окисной пленки продуктами флюсования;5. В растворении основного металла и припоя в расплаве флюса.
Окисные флюсы взаимодействуют преимущественно с окисной пленкой. Основой флюсования галоидными флюсами является реакция с основным металлом. Для повышения активности оксидных флюсов вводят фториды и фторборы, в результате одновременно с химическим взаимодействием между окислами происходит растворение окисной пленки во фторидах.
К активным газовым средам относятся газообразные флюсы, которые работают самостоятельно или как добавка в нейтральные или восстановительные газовые среды для повышения их активности. При пайке металлов в активных газовых средах удаление окисной пленки с поверхности основного металла и припоя происходит в результате восстановления окислов активными компонентами сред или химического взаимодействия с газообразными флюсами, продуктами которого является летучие вещества или легкоплавкие шлаки, к восстановительным средам относятся водород и газообразные смеси, содержащие водород и окись углерода в качестве восстановителей окислов металлов.
В качестве нейтральных газовых сред используют азот, гелий и аргон, роль газовой среды сводится к защите металлов от окисления. Как газовая среда вакуум защищает металлы от окисления и способствует удалению с их поверхности окисной пленки. При пайке в вакууме, в результате разрежения, парциальное давление кислорода становится ничтожно малым и, следовательно, уменьшается возможность окисления металлов. При высокотемпературной пайке в вакууме создаются условия для диссоциации окислов некоторых металлов.
По условиям заполнения зазора способы пайки разделяются на капиллярные и некапиллярные.
Капиллярная пайка по методу образования спая разделяется на пайку готовым припоем, контактно-реактивную, диффузионную и реактивно-флюсовую. При капиллярной пайке расплавленный припой заполняет зазор между паяемыми деталями и удерживается в нем под действием капиллярных сил. Капиллярная пайка, при которой используется готовый припой и затвердевание шва происходит при охлаждении, называется пайкой готовым припоем. Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов.
Диффузионной называется капиллярная пайка, при которой затвердевание шва происходит выше температуры солидус припоя без охлаждения из жидкого состояния. Припой, применяемый при диффузионной пайке, может быть полностью или частично расплавленным, может образовываться при контактно-реактивном плавлении соединяемых металлов с одной или несколькими прослойками других металлов, нанесенных гальваническими способами, напылением или уложенных в зазор между соединяемыми деталями, или в результате контактного твердо-газового плавления. Цель диффузионной пайки - проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений.
При реактивно-флюсовой пайке припой образуется в результате восстановления металла из флюса или диссоциации одного из его компонентов. В состав флюсов при реактивно-флюсовой пайке входят легковосстанавливаемые соединения. Образующиеся в результате реакции восстановления металлы в расплавленном состоянии служат элементами припоев, а летучие компоненты реакции создают защитную среду и способствуют отделению окисной пленки от поверхности металла.
Некапиллярная пайка разделяется на пайку-сварку и сварку-пайку. Пайко-сварка относится к процессам исправления дефектов в чугунных, алюминиевых и др. деталях, выравнивания поверхности, устранения вмятин, т.е. заливку расплавленным припоем с использованием технических возможностей низко- и высокотемпературной пайки. Обычно используется для изделий из чугуна и выполняется припоями из латуни с добавлением кремния, марганца, аммония. Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия - предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.
При капиллярной пайке используются нахлесточные, стыковые, косостыковые, тавровые, угловые, соприкасающиеся соединения. Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы:
1. Применение пайки наиболее эффективно в тонкостенных конструкциях, толщиной не более 10 мм;2. Производительность технологического процесса пайки оказывается часто более высокой;3. Паяные соединения вызывают, как правило, меньшие остаточные деформации;4. Паяные конструкции в большинстве случаев имеют меньшую концентрацию напряжений по сравнению со сварными.
Прочность паяных соединений определяется также влиянием дефектов, которые могут образовываться при несоблюдении оптимальных условий и режима пайки. Типичные дефекты, которые снижают прочность паяных соединений - поры, раковины, трещины, флюсовые и шлаковые включения, непропаи.
Все дефекты сплошности в паяных соединениях разделяются на дефекты, связанные с заполнением жидким припоем капиллярных зазоров, и дефекты, возникающие при охлаждении и затвердевании паяных швов. Возникновение первой группы дефектов определяется особенностями движения расплавов припоев в капиллярном зазоре (поры, непропаи). Другая группа дефектов появляется из-за уменьшения растворимости газов в металле при переходе из жидкого состояния в твердое (газо-усадочная пористость). К этой группе относится также пористость кристаллизационного и диффузионного происхождения.
Трещины в паяных швах могут возникнуть под действием напряжений и деформаций металла изделий или шва в процессе охлаждения. Холодные трещины возникают в зоне спаев при образовании прослоек хрупких интерметалидов. Горячие трещины образуются в процессе кристаллизации; если в процессе кристаллизации скорость охлаждения высока и возникающие при этом напряжения велики, а деформационная способность металла шва мала, то возникают кристаллизационные трещины. Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
weldering.com
Высокотемпературная пайка / Словарь / Велорама
Припой образует переходный шов.
Высокотемпературная пайка (ВТ-пайка, англ. brazing) процесс соединения металлических деталей путем заполнения зазора между ними расплавом другого металла при температурах выше 450 °C. Расплав металла, которым заполняют зазор, должен смачивать поверхности спаиваемых деталей, с тем, чтобы капиллярный эффект затягивал расплав внутрь зазора. Если процесс протекает при температурах, ведущих к расплавлению основного металла соединяемых деталей, то такой процесс называется сварка (англ. welding) или пайка-сварка (англ. braze-welding).
Материал соединяемых деталей называется основным металлом (англ. base metal), расплав, который соединяет спаиваемые детали, называется припой (англ. filler metal). Припой также может называться паечным прутком, цинковым припоем, паечным сплавом (англ. brazing rod, spelter, brazing alloy)
Последующая информация относится в основном к материалам и техникам используемым при пайке велосипедных рам, но может быть применена и к пайке других легких стальных деталей.
Безопасность
При любых высокотемпературных паечных работах выделяются ядовитые пары, а в газовых горелках применяются нестабильные топлива. Обязательно читайте инструкции по безопасности при работе с этими материалами и следуйте этим инструкциям.
Пайка бронзой
Как видно из названия, вт-пайка обычно выполняется при помощи припоев на основе бронзы или латуни, сплавов меди с цинком, оловом и др. металлами. Бронзовые и латунные припои для вт-пайки плавятся при температурах от 800 °C до 1000 °C. Такая температура может привести к отжигу стали, сводя на нет предварительную термообработку деталей для их укрепления. По этой причине термообработанные трубы (например, Reynolds 731) не подвергают вт-пайке бронзой/латунью.
Трубы, не проходившие термообработки (Reynolds 531 или простые трубы из хром-молибденовой стали 4130), вполне подходят для пайки бронзой или латунью. Получаемаые соединения достаточно прочны для нагрузок, которым подвергается велосипедная рама, к тому же цена бронзового припоя заметно ниже, чем цена серебряного. Да и процесс пайки проще и менее требователен к квалификации мастера, точности подгонки деталей и терморежиму. Большая часть массово-производимых паяных велосипедных рам, да и заметная часть заказных рам паяется именно бронзой-латунью. Этот припой хороший выбор, особенно для начинающего мастера.
Пайка серебром
Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чем бронзовые-латунные, и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения.
Замечание: серебряную вт-пайку (англ. silver brazing) часто путают с низкотемпературной пайкой серебро-содержащими припоями, использующейся в сантехнических и др. работах. При неясностях, следует детально уточнить марки припоя и температуры пайки.
Обыкновенно припой для серебряной вт-пайки содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Припои, применяемые в серебрянной вт-пайке, плавятся при температурах порядка 620 °C, что сильно уменьшает отжиг и сопутствующее снижение прочности спаиваемых термообработанных деталей. Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности. На удалении от места пайки отжиг не происходит из-за малого прогрева. В сохранении предварительной термообработки деталей играет роль также квалификация мастера, поскольку более долгий прогрев приводит к более глубокому распространению тепла в деталях.
Серебряные вт-припои часто содержат кадмий, металл, пары которого смертельно ядовиты. Кадмий позволяет снизить температуру процесса вт-пайки и повысить прочностные и другие характеристики изделия, однако применять его следует только при наличии опыта и высокопроизводительной вытяжки. Паять кадмий-содержащими припоями у себя в гараже крайне вредно для здоровья, так что, если вы хотите паять серебряными припоями в домашних условиях, поищите припои без кадмия.
Серебряные припои также хорошо подходят для пайки нержавеющей стали. Большинство бронзовых припоев не смачивают нержавейку, и даже если смачивают, то качество соединения получается низким. ВТ-пайка нержавейки процесс более сложный и требовательный, чем пайка обычных сталей, в некоторых случаях необходим специальный припой, который предотвращает коррозию между основным металлом и припоем. Для предотвращения коррозии в припой вводится небольшое количество никеля. При пайке обычным припоем соединение может быстро скорродировать.
Никелево-серебряная пайка
Последний класс вт-припоев, который следует упомянуть никелево-серебряные припои. Несмотря на название, в этих припоях практически нет серебра, состоят они в основном из никеля и меди. У таких припоев температура плавления заметно выше, чем у настоящих серебряных, потому применять их на термоупроченных трубах не следует.
С другой стороны, никель-серебряный припой прочнее, а зачастую и сильно прочнее бронзового, и его хорошо применять для пайки некоторых видов нержавеек. Припой №11 марки All States специально предназначается производителем для пайки велосипедных рам, и соединения с ним получаются очень прочные. У этого припоя очень широкий дипазон рабочих температур от 650 °C до 970 °C и прочночть на разрыв до 60 кг/кв.мм.
Флюсы
При высоких температурах в процессе вт-пайки большинство металлов быстро окисляется. Окисловая пленка мешает припою смачивать поверхность базовго металла и затекать в соединение. Чтобы предотвратить окисление используются специальные химикаты, которые называются флюсами. Их функция растворить оксидную пленку и защитить поверхность металла от дальнейшего окисления. Чаще всего флюсы наносятся в виде пасты на поверхности соединяемых деталей внутри соединения и вокруг него, хотя иногда они нанесены на пруток припоя или добавляются прямо в пламя горелки.
Припой обычно не смачивает необработанную флюсом поверхность. Хотя внутри соединения это мешает, вне него может быть полезно если вы выполняете соединение, размер которого меньше размера пламени горелки, припой будет пытатьтся растечься по все прогреваемой площади. При этом обработанная флюсом зона ограничит растекание припоя, что облегчит последующую очистку. Но не переусердствуйте вам надо, чтобы внутри соединения присутствовал флюс, и вам не надо, чтобы металл вокруг соединения выгорел. Вы всегда сможете потом удалить излишки припоя напильником, а со временем научитесь контролировать растекание припоя при помощи температуры пламени.
Разные флюсы обеспечивают защиту при разных температурах, поэтому важно использовать флюс, который подходит к используемому вами припою. Обычно флюсы разрабатываются либо для серебряного, либо для бронзового припоя, и они не взаимозаменяемы. Существуют также специальные флюсы, обеспечивающие лучшую защиту при пайке нержавеек, или при длительном нагреве.
Информацию о том, для каких температур, базовых металлов и припоев разработан флюс надо искать у производителя флюсов.
Методы вт-пайки
Обычно, заказные рамы паяются вручную. Детали рамы сводятся вместе на стенде, и мастер пропаивает узлы сочленения последовательно с помощью ручной кислород-ацетиленовой горелки. Такие же горелки используются для сварки, но при вт-пайке процесс несколько отличается, т.к. базовый металл не расплавляется.
В прошлом, многие рамы паялись методом прогрева над печью, а не горелкой. При объемном прогреве использование стенда было затруднительно, потому предварительная сборка узлов рамы осуществлялась прихватыванием сваркой или пайкой, а затем узлы последовательно прогревались в открытом пламени. Этот устаревший метод оставался в ходу у консервативных изготовителей рам вплоть до 1970−х годов, но был вытеснен более простым и точным методом ручной газовой пайки.
velorama.ru
Высокотемпературный припой - Большая Энциклопедия Нефти и Газа, статья, страница 1
Высокотемпературный припой
Cтраница 1
Высокотемпературные припои на основе железа могут быть применены при пайке в вакууме или нейтральных газообразных средах ( аргон, гелий) тугоплавких металлов. [1]
Высокотемпературные припои на основе железа могут быть использованы при пайке в вакууме или нейтральных Газообразных средах ( аргон, гелий) тугоплавких металлов. [3]
Высокотемпературные припои выполняют на медно-латунной, мед-но-никелевой или серебряной ( например, ПСр 72, где 72 - содержание серебра, %) основах. Серебряные припои применяют для пайки черных и цветных металлов, кроме сплавов алюминия и магния, а припои на медной основе - для пайки углеродистых и легированных сталей, никеля и его сплавов. [4]
Высокотемпературные припои подразделяются на тугоплавкие с температурой плавления выше 875 С и легкоплавкие с температурой плавления ниже 875 С. Чистая электролитическая медь ( марки Ml и М2) применяется в основном при пайке сталей в печах с защитной средой. [5]
Высокотемпературные припои на основе железа могут быть применены при пайке в вакууме или нейтральных газообразных средах ( аргон, гелий) тугоплавких металлов. [6]
Применяемые высокотемпературные припои и механич. [7]
Еще более высокотемпературные припои применяются на базе никеля и железа. Эти припои, главным образом на базе никеля, применяются для пайки жаропрочных сталей и металлов с высокой температурой плавления. Обычными добавками к этим припоям являются марганец, хром, кремний и бор. [9]
Пайка высокотемпературными припоями осуществляется специальными сменными наконечниками с подогревом изделия, припоя и волновода в специальных печах. [11]
Пайку высокотемпературными припоями ведут с твердыми флюсами, представляющими собой порошки буры и ее смеси с борной кислотой и борным ангидридом. Для пайки алюминия и его сплавов удобны флюсы 34А, Ф5, Ф134 и другие, содержащие хлористый калий, хлористый литий, фтористый натрий и хлористый цинк, активно разрушающие оксидную пленку алюминия. [12]
Применяется как высокотемпературный припой; как нагреватель в электропечах. [13]
В качестве высокотемпературных припоев используют медь, медно-цинковые и медно-фосфористые припои, а также припои, содержащие серебро. Медно-цинковые припои ПМЦ-36, ПМЦ-48, ПМЦ-54 ( цифра указывает содержание меди) имеют удельное электросопротивление в пределах 0 03 - 0 04 мкОм - м; температура плавления их при увеличении содержания меди возрастает от 825 до 880 С. Применение медно-фосфористых припоев ПМФ7 ( цифра указывает процентное содержание фосфора) позволяет вести пайку меди без флюса, что на практике удобнее и проще. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Пайка твердым припоем - Сварпост. Переносные газосварочные посты ПГСП
Разделение пайки на низкотемпературную и высокотемпературную носит, в некоторой степени, условный характер. По своей физической природе пайка твердыми припоями не отличается от пайки мягкими. Как и последняя она представляет собой процесс образования неразъемного соединения двух металлов с помощью третьего (называемого припоем), температура плавления которого ниже температуры плавления соединяемых металлов.

Пайка твердыми припоями
Низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности. Их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Основанием для разделения этих способов принято считать пограничную температуру плавления припоев 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего, значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.

Спаянная рама велосипеда
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей. Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва. Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями. Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек.
К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам - сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.

Резцы
- Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах - холодильных, теплообменных и пр. - также не может обойтись без пайки твердыми припоями.
- Широко используется высокотемпературная пайка при ремонте автомобилей - радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей - везде, где нельзя или нежелательно применять сварку.
- Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
- Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы.Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
В качестве источников нагрева при высокотемпературной пайке может использоваться любое оборудование, которое позволяет нагревать паяемые детали несколько выше температуры плавления используемых припоев. Эта температура может колебаться в пределах 450-1200°C. При использовании тугоплавких материалов, таких как латунь или технически чистая медь, требуется нагрев, превышающий 1000°C, при использовании среднеплавких припоев требуется температура нагрева в 700-800°C. Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Припои
Основная заслуга в образовании прочных и термоустойчивых соединений при высокотемпературной пайке принадлежит меди. Она не только входит практически во все твердые припои, но в большинстве из них выполняет главную роль, являясь основой припоев. Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами - цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C). При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.

Твердый припой

Твердый припой покрытый флюсом
Медно-цинковые припои
Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои
Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий. Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий. Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов. Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни
Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои
Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл. Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами - вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог. Серебряными припоями можно паять практически любой металл - медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Флюсы
Основным компонентом флюсов для пайки твердыми припоями являются борные соединения - бура (Na2B4O7), борная кислота (h4BO3), борный ангидрид (B2O3). Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора - фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 - под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Бура
Используются различные формы выпуска флюсов - жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами - добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя - материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка. Пайка выполняется в такой последовательности
- Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
- Детали зажимаются в тисках в требуемом положении.
- Зона пайки промазывается флюсом.
- Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла
- Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать yужно все соединение, перемещая пламя в разные стороны.
- Осуществляется офлюсовывание стыка флюсом с прутка - трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
- Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
- Нагрев деталей до более высокой температуры
- Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
- Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
- После окончания операции производится зачистка спая.
- чистка спаянного гаечного ключа
- И вот результат - готовое изделие.
- Гаечный ключ спаянный высокотемпературной пайкой
- Гаечный ключ спаянный высокотемпературной пайкой
Источник статьи
www.svarpost.ru
Высокотемпературная пайка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Высокотемпературная пайка
Cтраница 1
Высокотемпературная пайка дает более прочные соединения, иногда не уступающие по прочности основному материалу. [1]
Высокотемпературная пайка обеспечивает высокую механическую прочность шва при температуре свыше 100 С. Для ответственных соединений применяют серебряный припой, который устойчив против коррозии, хорошо выдерживает вибрации и удары. [2]
Высокотемпературная пайка производится газовым пламенем нормального состава. Возможен небольшой избыток горючего. [4]
Высокотемпературная пайка производится и с использованием эвтектических припоев системы алюминий-кремний при температурах порядка 575 - 615 С. Верхний температурный предел работы такого соединения составляет не более 315 С. Технологический процесс может осуществляться как в вакууме, так и погружением в соляную ванну. Время пайки такими припоями должно быть сведено к минимуму из-за возможного разупрочнения волокон. Прочность соединения на срез довольно высока, более 10 кгс / мм2, и может превышать прочность межслоевого сдвига самого композиционного материала. [5]
Высокотемпературная пайка производится газовым пламенем нормального состава. Возможен небольшой избыток горючего. [7]
Высокотемпературная пайка титана по покрытиям осуществляется с флюсами, которые обычно используют для пайки меди, никеля, серебра, спиртоканифольным бескислотным или спиртоканифольным, активизированным солянокислым диэтиламином. [8]
Высокотемпературная пайка алюминия осуществляется всеми известными способами нагрева: газопламенным, индукционным, в печах, погружением в расплавленные соли. [9]
Высокотемпературная пайка вольфрама нежелательна, так как при температуре выше 1300 - 1400 С он рекристаллизуется, теряет прочность, становится хрупким. В этом случае перспективной является пайка при низкой температуре с последующей диффузионной термообработкой. [10]
Высокотемпературная пайка силицированных графитовых деталей позволяет получать газоплотное, жаропрочное соединение. [12]
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью, иногда применяют серебряные припои, которые содержат никель, имеют сравнительно низкие температуры плавления и образуют прочные паяные соединения. При высокотемпературной пайке чугуна более целесообразно применять такие активные флюсы, как № 209 и 284, которые растворяют графит на поверхности чугуна в процессе пайки и благодаря этому обеспечивают надежное смачивание припоем соединяемых поверхностей. Главное преимущество пайки чугунов серебряными припоями с флюсом № 209 или 284 в том, что нет необходимости принимать меры по удалению графита, а также и в том, что при пайке серебряными припоями при температуре до 900 С чугун не перегревается. Перегрев чугуна связан со структурными превращениями, что при охлаждении ведет к выделению хрупкого цементита. Поэтому применение, меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не применяют вообще из-за образования в швах хрупких железо-фосфорных соединений. [13]
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки. Например латунь, содержащую до 3 % свинца и кремния ЛКС80 - 3 - 2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка. [14]
Высокотемпературную пайку бериллия обычно производят в вакууме 10 5 - 10 - 6 мм рт. ст. или в тщательно очищенных аргоне или гелии. В качестве припоев применяют эвтектические сплавы алюминия с кремнием или серебра с медью. Пайку производят при температуре 785 - 1060 С, выдержке 5 - 10 мин. [15]
Страницы: 1 2 3 4
www.ngpedia.ru










