Фрезы для фрезера ручного - выгодное приобретение для домашнего мастера. Фрезы на фрезер ручной
Фрезы для ручного фрезера по дереву

Станочное оборудование универсально в применении – это факт. Однако ряд операций, особенно в домашних условиях, можно выполнить лишь с помощью бытового инструмента. Например, при врезке в полотно дверного замка, выборке пазов в панелях понадобится ручной фрезер. Какими бывают фрезы по дереву, чем они отличаются, как их правильно подбирать – со всем этим мы и разберемся.
Классификация инструмента
Фрезы, использующиеся для работы с деревом, выпускаются в различных модификациях. В одном и том же изделии могут успешно сочетаться несколько инженерных решений, и выбор делается применительно к специфике дальнейшего использования режущего инструмента. Поэтому приведенное ниже категорирование – лишь условное, обобщенное, но знание особенностей конструкции фрез даст возможность понять, какая из них лучше подходит для той или иной технологической операции.
По исполнению
Цельнолитая. По сути, это монолит, изготовленный из одного материала.
Насадная. Сборка – переходник (цанга) + съемная пластина. Эти фрезы отличаются двусторонней заточкой кромки. Если инструмент затупился, лезвия переворачиваются, и можно продолжать обработку дерева.

Составная. Основа этой фрезы – стальная болванка, на которой зафиксированы режущие кромки. Самый ненадежный, а потому и дешевый вариант. Такой инструмент по сути – одноразовый, так как заточке не подлежит и сразу же меняется.
По типу лезвий
- Вертикального расположения – для предчистовой (грубой) проходки материала. Такие фрезы просто «рубят» дерево, поэтому используются на первом этапе обработки.
- Спиралевидные, наклонные ножи – такие лезвия постепенно срезают древесину, слой за слоем. Качество гарантировано, поэтому дальнейшая обработка, как правило, не требуется.
По виду обработки дерева
Независимо от конструктивных особенностей, все фрезы отличаются спецификой применения.
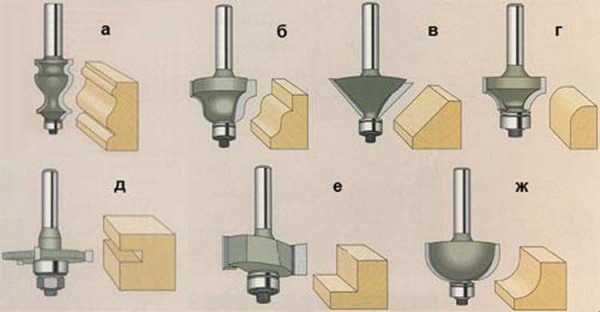
Профильные
Название обобщенное. Такие фрезы используются для различных операций – закругления углов, снятия фасок, выборки канавки и еще в ряде случаев. Существует множество модификаций фрез данного вида, в том числе, и многопрофильный инструмент, заменяющий несколько простых.
Пазовые фрезы
Эти фрезы оснащены режущими кромками как боковыми, так и торцевыми. При выборе пазов производят чистовую обработку дерева по всей геометрии профиля. В быту, к примеру, используются при подготовке панелей (формирование соединения «шип-паз»), изготовлении створок шкафов-купе, раздвижных дверей. Подразделяются на фрезы цилиндрические, для нарезки шипов (наиболее известная модификация – «ласточкин хвост») и ряд других.

Фальцевые
По сути, это разновидность фрез профильных, хотя почему-то нередко она выделяется в отдельную группу. Наличие подшипника позволяет не просто выбирать четверть, а получить ее строгую геометрию (неизменность ширины).
Одна из модификаций – фреза прогонная. Ее рабочая часть и подшипник имеют равные диаметры. В основном используется для контроля и устранения мелких дефектов после обработки дерева другим инструментом.
Специальные фрезы
Ассортимент внушительный. Фрезы выбираются в зависимости от того, какую именно декоративную выборку в дереве необходимо сделать. Одних только конических можно насчитать с десяток модификаций. И это не единственная разновидность специальных режущих инструментов.

Полезные советы
Все имеющиеся в продаже фрезы маркируются. Инструмент с аббревиатурой «HSS» (быстрорежущий) применяется для работы с мягкими материалами. В основном – дерево, но это может быть и алюминий, пластик и так далее. Такие образцы подвергаются заточке и используются многократно. Фрезы класса «HM» (с лезвиями твердосплавными) применяются для работы с плотными структурами, различными склейками, в том числе, образцами, изготовленными на основе измельченной древесины (МДФ, ДСП, ОСВ, многослойная фанера и тому подобное).
Режущий инструмент подразделяется на изделия с опорным подшипником и без него. В первом случае все технологические операции проводятся достаточно быстро. Такие образцы позволяют получить любой контур. Именно фрезы кромочные (их второе название) следует использовать при изготовлении фигурных деталей из дерева, когда требуется сделать различные пазы, выемки с неправильной геометрией (асимметричные рисунки). Но они применяются лишь для обработки деревянной заготовки вдоль ее среза (или в выпиле соответствующей ширины).
Фрезы без подшипника требуют постоянного выравнивания. Поэтому при работе с ними используются специальные упоры (параллельный, угловой), которые определяют направление движения инструмента. Подобные модификации стоят дешевле, но и времени понадобится значительно больше. Кроме того, точность обработки дерева целиком зависит от практических навыков мастера. Малейшая ошибка в расчетах, и заготовку придется отбраковывать.
И еще один нюанс – не все фрезеры комплектуются упорами, которые регулируются в большом диапазоне. При покупке режущего инструмента следует оценить, насколько удобен он будет применительно к имеющейся модели ручного фрезера. Тем не менее, такой тип фрез является универсальным, так как может использоваться на любом сегменте дерева (например, в центре заготовки), а не только по краю.
Даже если фреза кромочная, то работать ею без упора сможет лишь профессионал. В случаях, когда точность обработки – определяющий фактор, без соответствующего шаблона не обойтись. Поэтому наличие (отсутствие) подшипника для человека, не имеющего достаточного опыта, вряд ли является главным критерием при выборе инструмента для ручного фрезера.
При работе с режущими изделиями разных диаметров нужно учесть, что чем больше данный параметр, тем ниже должны быть обороты.
woodguide.ru
Виды фрез для фрезера по дереву
Фрезеровка – это почти неограниченные возможности для обработки заготовок. Создание кромок, пазов или канавок разной глубины и формы – для каждой из этих операций существуют свои типы фрез по дереву, которые позволяют осуществлять обработку с максимальной эффективностью. В этой статье мы расскажем о том, какие бывают виды фрез и для каких целей они применяются.
Фрезы для фрезера по дереву
Инструментальная сталь – идеальный материал для производства цельных фрез. Корпус напайных фрез создается из конструкционной стали, а на рабочие части зубьев фрез напаивают пластинки из быстрорежущей стали, а также твердых сплавов. Сборные фрезы имеют зубья из быстрорежущей стали или оснащены твердосплавными пластинками. Крепятся они при помощи различных механических способов.
К основным параметрам фрезы относят:
- диаметр хвостовика. Этот показатель является ключевым. Он показывает, совместима ли фреза с конкретной моделью фрезера, потому что далеко не каждый инструмент в комплекте имеет цанги. Цанга – это особая втулка, обжимающая хвостовик. Цанги бывают 6, 8 и 12 мм. Отметим, что в магазинах попадаются фрезы, имеющие хвостовик 1/4 или ½ дюйма, если перевести в миллиметры получим 6,35 и 12,7 мм. Такие фрезы не совместимы с 6- и 12-миллиметровыми цангами. Диаметр хвостовика строго соответствует диаметру цанги
- конструкция фрезы. Они бывают монолитными, сборными, или со сменными лезвиями. Зачастую фреза по дереву является стальной «болванкой», имеющей хвостовик, к которой припаяны лезвия. Бывают такие лезвия, которые созданы в виде съемных пластин, имеющих двустороннюю заточку. Когда острие затупилось, нож просто переворачивают. Кроме этого, существуют цельные фрезы, которые созданы как монолитная металлическая деталь с выточенными лезвиями
- типы лезвий. На фрезе присутствует маркировка «HM» и «HSS». HM – это фреза из твердого сплава, HSS – быстрорежущая фреза. Быстрорежущий вариант идеален для работы с мягкими сортами древесины или алюминием. Твердосплавные помогут справиться с различными древесными материалами, среди которых и твердые сорта. Чаще всего расположение лезвий строго вертикальное, это означает, что они рубят, а не срезают материал. Также бывают наклонные или спиральные ножи. Такие ножи срезают материал, следовательно, при такой обработке меньше сколов по краям, а качество обработки заметно выше.
 Очень часто можно встретить фрезы, которые оснащены маленьким подшипником, вмонтированным заподлицо с лезвиями сверху или снизу. Подшипник обеспечивает при минимальных затратах времени выполнение точного фрезерования края, потому что нет необходимости возиться с упорами для ровного ведения инструмента: подшипник сам упирается в «ребро» заготовки и, следовательно, создает точное направление для фрезера.
Очень часто можно встретить фрезы, которые оснащены маленьким подшипником, вмонтированным заподлицо с лезвиями сверху или снизу. Подшипник обеспечивает при минимальных затратах времени выполнение точного фрезерования края, потому что нет необходимости возиться с упорами для ровного ведения инструмента: подшипник сам упирается в «ребро» заготовки и, следовательно, создает точное направление для фрезера.
Набор фрез для фрезера
Приобретать фрезы поштучно – это достаточно затратно. Лучше приобрести сразу набор. Набор, конечно, имеет более высокую стоимость, чем одна фреза, но при покупке тех же фрез отдельно, вы потратите намного больше. Существует множество таких наборов и продаются они в любом магазине. Рассмотрим пять наиболее распространенных наборов от компании «Диолд»:
- первый набор имеет шесть кромочных фрез с радиусами 3, 4, 5, 6, 8 и 10 мм, оснащенных снизу опорным подшипником. Хвостовик у всех фрез имеет диаметр 8 мм
- во втором наборе содержится 12 фрез. Купив набор, вы получите две кромочные фрезы, имеющие радиус 6,35 и 9,5 мм и с опорным подшипником; одну фигурную с двумя радиусами 4 мм и с опорным подшипником; три концевые фрезы, имеющие диаметр 6, 12 и 16 мм; одну торцевую диаметром 12,7 мм; одну угловую (угол 90 градусов) с наружным диаметром 12,7 мм. Также в наборе присутствует одна пазовая фреза, имеющая радиус 6,35 мм; одна торцевая радиусная с радиусом 6,35 мм и опорным подшипником; одна торцевая фреза с углом 45 градусов с опорным подшипником, а также одна пазовая (под «ласточкин хвост»), имеющая диаметр торца 12,7 мм и угол 14 градусов. Такой большой набор станет верным помощником начинающему столяру, потому что он поможет реализовывать разные типы работ по созданию несложных предметов мебели
- в третьем наборе имеется 16 предметов. Он очень похож на предыдущий. Кроме описанных выше, в наборе вы увидите концевые фрезы диаметром 3 и 12,7 мм; пазовую с радиусом 3,2 мм и специальное сверло диаметром 6,3 мм
- четвертый набор предназначен для профессиональных мастеров. В наборе содержатся 12 фрез усиленной конструкции со всеми функциями второго набора
- пятый набор имеет некую схожесть с четвертым, но имеет в своем составе 20 фрез усиленной конструкции с широким разнообразием характеристик и добавлением торцевой пазовой фрезы, имеющей ширину 9,5 мм и диаметр 32 мм. Набор также предназначен для профессиональных мастеров.
 Помимо описанных выше наборов у фирмы «Диолд» есть еще 10 наборов, укомплектованных фрезами в различных комбинациях. Выбор наборов достаточно широк, любой мастер подберет подходящий именно для себя.
Помимо описанных выше наборов у фирмы «Диолд» есть еще 10 наборов, укомплектованных фрезами в различных комбинациях. Выбор наборов достаточно широк, любой мастер подберет подходящий именно для себя.
Виды фрез для фрезера
Ручной фрезер является незаменимой вещью в домашнем хозяйстве. Он, как и любой другой серьезный инструмент, имеет разнообразную оснастку, при помощи которой простые деревянные бруски становятся произведением искусства. Далее мы расскажем о наиболее востребованных на сегодняшний день видах фрез по дереву их назначении и применении.
Фреза пазовая по дереву имеет несколько модификаций:
- прямая пазовая фреза. Обладает параллельными режущими кромками, которые во время вращения очерчивают собой поверхность в форме цилиндра. Эти фрезы предназначены для обработки прямых пазов. Ели умело сочетать их с копировальной втулкой, то получится аккуратно вырезать криволинейные плоские заготовки по шаблону. Размер этих фрез определяется диаметром и длиной режущей части
- галтельная V-образная пазовая фреза. Она оставляет прямой паз с дном уголка. Такой профиль используется в качестве элемента декоративной резьбы или как специальная направляющая для передвижения, к примеру, ящика, что можно встретить в старой мебели
- конструкционная пазовая фреза. Она предназначена для создания соединений, к примеру, «ласточкин хвост», или перевернутого Т-образного паза. Эта же фреза поможет получить обычные ящичные соединения для малонагруженных ящичков, типа шкатулок. Размер определяется наибольшим диаметром, углом наклона, а также высотой рабочей части
- фреза для сращивания на микрошип, или «мышиный зуб». Такие фрезы используют в процессе сращивания длинных заготовок в длину. Однако существует и другое применение для таких фрез: они помогут присоединить пласти к торцу для получения декоративных эффектов или создать широкие щиты
- фасонная пазовая фреза. Задача этой фрезы создать пазы с фасонными боковыми поверхностями. Естественно, с использованием параллельного упора или копировальной втулки эти фрезы могут справиться с обработкой кромок заготовки. Также некоторые из таких фрез вполне сгодятся для формирования больших по площади углублений, к примеру, отделений в шкатулках, углублений в некруглых блюдцах, деревянных подносах и прочих аналогичных работ.
 Наиболее универсальным инструментом для деревообработки можно назвать концевые фрезы по дереву. В магазинах представлено огромное количество моделей, которые предназначены для разнообразных работ, касающихся обработки различных сортов лесоматериалов и создания из неё разных конструкций. Однако, невзирая на универсальность этого вида фрез, подобрать подходящий и тоже время качественный вариант довольно проблематично. Концевая фреза похожа на сверло, которое фиксируется в шпинделе фрезерного станка. Сама фреза характеризуется наличием нескольких режущих кромок, расположенных сбоку или на торце. Чаще всего спиральная фреза по дереву изготовлена из высокопрочной стали. Кроме этого, чтобы гарантировать дополнительную защиту рабочую часть фрезы покрывают тефлоновым антипригарным покрытием.
Наиболее универсальным инструментом для деревообработки можно назвать концевые фрезы по дереву. В магазинах представлено огромное количество моделей, которые предназначены для разнообразных работ, касающихся обработки различных сортов лесоматериалов и создания из неё разных конструкций. Однако, невзирая на универсальность этого вида фрез, подобрать подходящий и тоже время качественный вариант довольно проблематично. Концевая фреза похожа на сверло, которое фиксируется в шпинделе фрезерного станка. Сама фреза характеризуется наличием нескольких режущих кромок, расположенных сбоку или на торце. Чаще всего спиральная фреза по дереву изготовлена из высокопрочной стали. Кроме этого, чтобы гарантировать дополнительную защиту рабочую часть фрезы покрывают тефлоновым антипригарным покрытием.
Также спиральная фреза прекрасно подходит для «погружного» фрезерования. Спиральные фрезы отличаются незначительным износом, а также снижением ударных нагрузок на фрезерный станок.
 Кромочная фреза по дереву бывает таких типов:
Кромочная фреза по дереву бывает таких типов:
- прямая кромочная фреза. Абсолютно все кромочные фрезы имеют подшипник, который в процессе работы совершает обкатку кромки детали. Отметим, что рабочая (режущая) часть находится выше или ниже подшипника. Прямые кромочные фрезы очень востребованы в процессе работы с шаблонами. Подшипник может располагаться сверху или снизу. Фрезы с нижним подшипником стоят дешевле, однако во время работы заготовка находится между шаблоном и фрезером, что не дает возможности осуществлять обработку в два прохода по глубине, тогда как с верхним подшипником это реально. К основным характеристикам этих фрез относится рабочая длина, рабочий диаметр, а также диаметр подшипника, который часто отличается от рабочего. Более удобно приобретать фрезы, у которых эти диаметры одинаковы, это облегчит создание и монтаж шаблона на заготовке
- фасонная, или калевочная, кромочная фреза. Таких фрез существует большое разнообразие. Профиль кромки выбирается согласно внешнему виду изделия. Их размер зависит от высоты рабочей части, а также наибольшего диаметра и радиуса закругления, которое они совершают. При наличии нескольких закруглений в профиле, чаще всего указывается профиль самого крупного из них. Очень редко, попадаются регулируемые калевочные кромочные фрезы. В таких фрезах присутствует возможность настройки расстояния между рабочими частями
- дисковая фреза по дереву. Она предназначена для выборки фальца. Главное отличие от прямых пазовых фрез в том, что дисковые базируются по кромке подшипником, вследствие чего выбираемый ею паз более точный по отношению к ребру заготовки. Однако и стоимость их выше, чем прямых пазовых. Чаще всего эти фрезы производятся регулируемыми для того, чтобы можно быть выбирать паз различной глубины или ширины. В наборе таких фрез присутствуют подшипники различного диаметра или стопка тонких фрез на оси, поэтому высота меняется разборкой фрезы и снятием лишних дисков
- фигурные кромочные фрезы. На конце таких фрез находится подшипник, однако форма их кромок несколько сложнее, чем у фасонных кромочных, при большей высоте. Их используют для создания багета и в процессе обработки кромок филенок, плинтусов, а также фасадных рам. Бывают эти фрезы и без подшипника. С такой фрезой необходимо работать при помощи параллельного упора или копировальной втулки и шаблона
- горизонтальные фигирейные фрезы. Они помогают в декоративном фрезеровании кромок филенок. В результате значительного диаметра, массы и усилия резания их производят только с 12-миллиметровым хвостовиком и использовать их можно лишь в столе, то есть при условии стационарного крепления фрезера. Попадаются такие фрезы, состоящие из двух режущих дисков и способные за один проход обработать обе стороны филенки.
Оказывается, купить фрезерный станок - это только полдела. Если же вы намерены полноценно работать с деревянными изделиями, то вам стоит приобрести еще и соответствующие и качественные фрезы, каждая из которых используется для реализации конкретных задач.
wood-prom.ru
Ручные фрезеры
Фрезерование – обработка резанием металлов и неметаллических материалов, при которой режущий инструмент – фреза – имеет вращательное движение, а обрабатываемая заготовка – поступательное. Применяется для обработки плоскостей, криволинейных поверхностей деталей, резьбовых поверхностей, зубьев зубчатых и червячных колес и т.д. Осуществляется на фрезерных станках.
Фрезы для ручных фрезеров позволят выполнить массу операций по дереву и другим материалам
Такое определение дает «Политехнический словарь» (Москва, «Советская энциклопедия», 1989). Оно явно требует дополнения, ведь совершенно не упомянута возможность фрезерования ручным электроинструментом. Именно работе с ручными фрезерами и посвящена наша статья.
Начнем с того, что ручные фрезеры бывают разные: кромочные, штанговые, бесштанговые и просто специализированные, например, для врезки дверных замков или ремонта оконных рам. Подробно остановимся на самых универсальных и, как следствие, самых популярных – штанговых. Такой инструмент состоит из двух частей: верхней, куда входят мотор, рукоятки, цанговый зажим, фиксаторы вертикального положения, и нижней – со штангами, опорной подошвой и револьверным упором. Машины этой разновидности отличаются тем, что позволяют погружаться в обрабатываемый материал на требуемую (в пределах возможностей) глубину. На примерах конкретных операций рассмотрим важные особенности конструкций современных устройств данного типа.
Готовимся к работе
Начнем с азов – подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ). В остальных случаях – ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное – использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий – точность: они оставляют более чистую поверхность.
В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов – очень ответственная процедура. Во-первых, оснастка большого диаметра может не выдержать слишком высокую скорость, во-вторых, важно правильно подобрать режим. При завышенной частоте есть риск «прижечь» заготовку, при заниженной – падает производительность и ухудшается качество обработки.
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике – ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом – фиксируют 2/3–3/4 от общей длины хвостовика.
Покупая «расходку», важно помнить, что диаметры зажима бывают разные. Обычно встречаются цанги под хвостовик 6, 8 или 12 мм. Не отыскав оснастки нужного размера, печалиться не стоит – просто смените цангу. Она представляет собой вставку, расположенную внутри полого вала привода и зафиксированную гайкой.
Итак, пора зажимать фрезу. Делают это рожковым ключом, предварительно закрепив вал. В моделях попроще понадобится второй ключ, в инструментах среднего уровня есть кнопка-стопор, но самый удобный фиксатор оборудован еще и «трещоткой» – в таком случае даже перехватываться не придется.
| 1. Фрезу зажимают в цангу, пользуясь рожковым ключом и механизмом блокировки вала. Если последнего не предусмотрено, понадобится второй ключ. В данном случае установка упрощена донельзя – стопор снабжен переключаемой (отворачивание / заворачивание) «трещоткой». Фрезу зажимают, руководствуясь разметкой на ней или исходя из общего правила (2/3–3/4 длины хвостовика). | |
| 2. «Голову» инструмента опускают до упора фрезой в поверхность, после чего ее удобно фиксировать. Далее, исходя из вылета режущей оснастки и желаемой глубины обработки, выбирают самую низкую из подходящих «ножек» револьверного упора. Это позволяет проходить заготовки в несколько приемов, не повторяя точных регулировок. Зачастую положение каждой «ножки» можно подстроить в небольших пределах. На выбранную «подставку» опус кают опорную штангу, предварительно отпустив ее зажим. Не фиксируя ее, а лишь прижимая пальцем, перемещают по ней подвижный указатель, добиваясь его совпадения с нулем мерной линейки. | |
| 3. Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором. | |
| 4. Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода. | |
| 5. При опускании «головы» фреза войдет в заготовку на глубину, выставленную на откалиброванной шкале. |
Глубина фрезерования
Следующий этап настройки – установка глубины погружения. Она задается вертикальным упором, который может иметь несколько ступеней регулировки. Наиболее ходовая – положение самого упора. Уперев его в самую низкую из ножек «револьвера» (если это возможно), ослабляют фиксаторы упора (обычно реализован барашковый зажим) и самой «головы» и опускают ее до касания фрезой поверхности. Заметим, что вовсе не обязательно использовать заготовку, лучше проделывать данную операцию на плоскости верстака, без риска повредить деталь.
Теперь нужно зафиксировать подвижный упор или просто придерживать его одной рукой, а другой установить подвижный указатель (он «ездит» вверх-вниз) напротив нулевого деления мерной шкалы, тем самым, откалибровав линейку. Все, она готова к работе.
Перемещая упор и следя за указателем, настраивают глубину и затягивают винт подвижного упора. Если фрезер «из простых», то юстировка закончена. В ином случае глубину погружения подгоняют более точно. Положение подвижного (уже закрепленного) упора изменяют с точностью до десятых долей миллиметра, поворачивая регулировочное колесико. Оно имеет фиксаторы («перещелкивается» по делениям) или просто туго вращается. Первый вариант лучше, так как установка не собьется в процессе эксплуатации. Хорошо, когда такая регулировка реализована в широких пределах, и очень удобно, когда ее можно производить непосредственно во время работы.
Фрезерование
Не вдаваясь в особенности операций и пропустив пункт «Позиционирование машины на плоскости», расскажем, как приступать к работе. Установив максимальную глубину погружения, ее по необходимости «разбивают» на несколько ступеней – для этого предназначен револьверный упор. В подавляющем большинстве случаев он имеет три регулируемые ножки. Иногда их больше, например, восемь, что, впрочем, не считается признаком высокого класса инструмента, а скорее говорит об оригинальности. Не трогая ту ножку, по которой выставляли глубину погружения, задают ступени более высокими. Логика действий тут та же, что и в случае с оборотами, – слишком большое сечение прохода зараз приведет к медленному перемещению и «прижогу» материала, слишком маленькое – к потере производительности. Важен оптимум. Поворачивая барабан и перемещаясь от высокого упора к низкому, двигаются по заготовке до нужной глубины.
Начиная каждый проход, действуют так. Включают мотор, опускают фрезу (в материал или за пределами заготовки в зависимости от ситуации) и фиксируют «голову» стопором. Если проходов несколько или нет уверенности в том, что операция удалась, ее повторяют. Важно помнить, что двигаться по заготовке нужно в строго определенном направлении – материал навстречу вращающимся ножам. Вести фрезер «задом наперед» нельзя, так как это приведет к появлению брака. Направление движения обычно указано на подошве стрелкой; для всех моделей оно одинаково.
Несколько слов о штанговом механизме подъема/опускания «головы». Важно обратить внимание на класс изготовления. Перемещение должно быть плавным и легким, без перекосов и люфтов. Хорошо, когда стопор действует на две штанги – при такой компоновке жесткость и точность фиксации выше.
Надеемся, что читатель уже понял, что главное во фрезере – регулировки. Они обязаны обеспечить точность (это, к слову, во многом зависит от жесткости элементов конструкции) и удобство. Но если углубиться в тонкости выполнения операций, станет ясно, что не менее важно и другое – система. Под ней подразумевается ручная машина с приспособлениями для ее позиционирования на плоскости (без последних от фрезера будет мало толку, по крайней мере универсальность сильно пострадает). Рассказ о системе «фрезер + направляющий аппарат» начнем с наиболее простых случаев.
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т.д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример – столешница). Недостатки вытекают из достоинств – сделать кривое ровным не удастся.
Параллельный упор
Все вышеперечисленное под силу и обычной фрезе без опорного подшипника (она дешевле), если использовать копировальное кольцо или параллельный упор. Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков. В самом простом случае упор представляет собой гнутую металлическую пластину на двух стальных штангах с вырезом по центру. В подошве фрезера для них предусмотрены направляющие с фиксаторами. Для обеспечения жесткости их делают длинными (во всю плиту) или короткими, но двойными – на каждую штангу по две разнесенных. Фиксация происходит минимум в двух точках (по одной с каждой стороны), максимум – в четырех. В «примитивном» варианте такой упор имеет существенные недостатки – низкую жесткость штампованной конструкции, сложность точной настройки положения, ограничения по диаметру используемой фрезы (она должна помещаться в центральный вырез), невозможность отрегулировать базу опорной поверхности. По мере усложнения аксессуар избавляется от этих недостатков. Для примера рассмотрим самую интересную конструкцию, опуская промежуточные.
Штанги фиксируют в подошве не отдельными зажимами, а одним, действующим сразу на две стороны, – так сподручнее. После того как «штыри» зажаты, выставляют положение опорного башмака – он выполнен не заодно со штангами, а способен по ним перемещаться. У него тоже два зажима с одним (что удобнее) или двумя стопорными винтами. После грубой настройки ослабляют дополнительный фиксатор и двигают опорную часть башмака, вращая юстировочное колесико. Как и в случае с вертикальной настройкой, здесь присутствуют мерные деления. Выставив требуемое значение, дополнительный стопор фиксируют. Далее при необходимости раздвигают или сближают накладки, тем самым, расширяя базу и/или подгоняя размер центрального промежутка между ними под фрезу конкретного диаметра. Заключительное и важнейшее замечание – основа механизма не стальная штампованная, а отлитая из легкого сплава.
Параллельный упор пригодится при работе с кромкой или при фрезеровании в поверхности на заданном удалении от края. Работают как по ровному контуру, так и по криволинейному. «Минусы» у такого устройства позиционирования таковы: ограничение отступа от края и сложность процесса. Качественное фрезерование требует определенной сноровки и твердой руки. Например, легко «завалить» линию в начале и в конце заготовки, когда упор контактирует с кромкой не по всей длине базы. Если отступ велик, возрастает и риск уклониться от перпендикуляра с кромкой (или касательной к ней, когда она криволинейна).
| 1. Для удобства и точности работы регулируют базу бокового упора. При максимальном сближении губок легче начинать и заканчивать проход. Сближая «башмаки», необходимо помнить о том, что при опускании фрезы она может встретиться с ними, если отступ от края незначителен. Максимально расширенная база облегчит длинные проходы на большом удалении от края, когда велик крутящий момент, уводящий линию упора от перпендикуляра к кромке. | |
| 2. Фрезер устанавливают на линию разметки, упор подводят к кромке и фиксируют. В данном случае обе штанги зажимают вращением одной рукоятки, обычно – несколькими «персональными» винтами. | |
| 3. Отпустив фиксатор механизма прецизионной регулировки, вращают котировочный винт, добиваясь точной установки упора. | |
| 4. После окончания настройки механизм фиксируют. | |
| 5. Точная настройка позволяет добиться полного совпадения линии разметки и оси фрезы. Для облегчения процедуры на подошве делают «мушку-прицел», по которой легче ориентироваться. |
Направляющая шина
Когда речь идет о прямой линии, хорошей альтернативой параллельному упору считается направляющая шина. Ее закрепляют с произвольным отступом от края и под любым углом к нему. На штанги вместо упора устанавливают специальный башмак – он скользит по шине и задает положение фрезера. Из-за опоры на направляющую может возникнуть перепад высот, так как машина приподнимается над заготовкой. Чтобы не держать ее на весу, выдвигают опорную ножку (если она предусмотрена).
В особой комплектации подобные направляющие служат еще и для точного фрезерования отверстий, что особенно актуально при изготовлении мебели (на линейке есть отверстия со стандартным шагом, на машине – стопор; остается только выбирать нужные позиции и засверливаться).
Важное замечание: набор деталей для работы по направляющей докупают не во всех случаях; он должен присутствовать в списке аксессуаров производителя и подходить к конкретному фрезеру.
| Шину фиксируют относительно заготовки. Фрезер позиционируется по ней при помощи «башмака», аналогичного боковому упору, и может размещаться на разном удалении от нее. Поскольку на шину опирается лишь часть платформы, выдвигают дополнительную «ножку». |
Копировальное кольцо
Есть и другие дополнительные приспособления, но о них позже. Сейчас же расскажем о копировальном кольце – одном из обязательных атрибутов ручного фрезера, почти всегда входящим в комплект поставки. Приспособление очень простое, но удобное в работе и полезное. Как правило, это штампованная стальная пластина с выступающим кольцевым бортиком вокруг центрального отверстия, который и служит упором, отслеживающим копировальный шаблон. Втулку подбирают под конкретную фрезу. В идеале она должна проходить сквозь центральное отверстие с небольшим зазором. Иными словами, не стоит полагаться на то единственное кольцо, что прилагается к инструменту.
Чаще всего втулка нуждается в центрировании специальным конусом. Его вставляют в цангу (до упора в копировальное кольцо), тем самым, выравнивая положение, и лишь затем окончательно затягивают крепежные винты. Иногда вместо последних используют быстрозажимные фиксаторы, тогда ничего центрировать не нужно.
Принцип действия оснастки прост – выступающий кольцевой бортик в центре ведут вдоль шаблона. При этом фреза повторяет изгибы на заготовке. Главный «минус» у такой «приспособы» один – невозможно получить точную копию – она всегда будет больше оригинала. Подобный метод удобен в серийном производстве (естественно, речь о бытовых масштабах) или когда заготовка достаточно ценная и ради ее обработки стоит изготовить шаблон.
| В некоторых случаях копировальную втулку устанавливают одним движением, центровка в таком случае не требуется. | |
| 1. Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом. | |
| 2. Подобная втулка с нужным диаметром опорного кольца, ее привинчивают, но крепежные винты не затягивают. | |
| 3. Для точного позиционирования втулки устанавливают центрирующий корпус. Его, как обычную фрезу, зажимают в цангу (с той лишь разницей, что опорная подошва при этом прижата к корпусу). | |
| 4. После установки конуса стопор механизма опускания освобождают, и подошва под действием подъемных пружин прижимает конус ко втулке, тем самым точно центрируя ее. Вновь зафиксировав стопор, винты крепления втулки надежно затягивают. | |
| 5. Рекомендуется подбирать кольцо с наименьшим из возможных диаметром центрального отверстия, не забывая о том, что рабочая часть фрезы должна свободно проходить сквозь него. | |
| 6. Если шаблон дает надежную опору только одной из сторон платформы, с другой выдвигают и фиксируют стопорным винтом дополнительную «подпорку». Если этого не сделать, велик риск проиграть в точности. |
Угловой упор
Получить точную (один в один) копию с оригинала реально, установив угловой упор со щупом (как и многие другие аксессуары, его докупают отдельно). В этом случае заготовку располагают не под, а над шаблоном. Для точной подгонки размеров может быть предусмотрена настройка положения щупа.
Кстати, если установить вместо кронштейна со щупом опорную плиту или регулируемый упор для работы в горизонтальном положении, получится инструмент для фрезерования кромочных накладок заподлицо.
Циркуль
Частный случай криволинейной резки – по радиусу. Отдельно докупаемая линейка-циркуль поможет выполнить ее без шаблонов, а значит, точнее и с меньшими усилиями.
| 1. Подошву фрезера жестко привинчивают к «циркулю»; радиус задают перемещением по направляющей «центра». Центрирующий штифт вставляют в просверленное в заготовке отверстие. Существуют конструкции, в которых «циркулем» служит боковой упор или дополнительное приспособление, устанавливаемое на штангах. | |
| 2. Недостаток подобной конструкции – не каждая фреза пройдет сквозь предусмотренное в подложке отверстие. |
Пылеотсос
Об общих особенностях ручных фрезеров, пожалуй, все. Отметим только, что важное значение имеет система пылеудаления, ведь место «прописки» этого инструмента – мастерская. Стандартный вариант – кожух, закрепляемый снизу, под параллельным упором. Эффективность такого сборника средняя, как и другой разновидности – бокового «отбойника». Лучше, когда его ставят сверху, правда, лишь в том случае, если верхнее отверстие для фрезы не слишком велико.
Примеры использования
Что касается наиболее известной работы для фрезера – по кромке, то здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических). А что еще умеет фрезер?
Следующая группа типовых задач – врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков.
Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Достаточно дорогое, но оправдывающее свою цену приспособление – шипорезное. По сути, это сложный и точно выполненный зажим для заготовок, дополненный копировальным шаблоном. Работают по нему со специальной копировальной втулкой. Она не только опирается на плоскость шаблона, но и «держится» за него с обратной стороны за счет небольшого бортика. Закрепляют сразу две или четыре сопрягаемые детали (с другого края, с каждой парой работают отдельно), при этом специальные упоры задают требуемое смещение заготовок друг относительно друга. Далее настраивают фрезер. Зажимают насадку специальной формы («ласточкин хвост») и в соответствии со справочной таблицей задают глубину фрезерования. От нее зависит плотность соединения, то есть зазор в паре шип-гнездо. При точной настройке несложно добиться «нулевого» зазора – после сборки внатяг конструкция будет плотно держаться без клея и других дополнительных мер фиксации. Такие соединения применяют, например, при изготовлении мебели из массива древесины ценных пород.
Несложно получить соединения и под прямой шип – потребуются другие шаблон и насадка.
В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной – перьевой фрезой). Важно понимать, что этот инструмент, за редким исключением, – вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей.
Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему.
Фрезы
Шипорезное приспособление
| 1. В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной. Далее с каждой стороны шаблона парами зажимают сопрягаемые детали. Они должны быть чисто обработаны и плотно пригнаны. | |
| 3. На фрезер устанавливают специальную копировальную втулку. Для повышения точности вертикального позиционирования она имеет бортик на опорном кольце, позволяющий захватить пластину шаблона с двух сторон. Руководствуясь общим правилом ведения инструмента против хода фрезы, заготовку проходят от центра к краю. Предварительно рекомендуется сделать подрезку (пройти шаблон по выступам, не «заходя» в них) – это позволит избежать сколов. |
library.stroit.ru
Фрезы для ручного фрезера по дереву и металлу
Содержание статьи:
Обработка древесины в домашних условиях значительно упростилась благодаря появлению новых инструментов. Одним из самых востребованных из них является ручной фрезер. Но для правильного выбора расходных инструментов необходимо ознакомиться с типами фрез по дереву и их функциональными особенностями.
Принцип работы фрез
Ассортимент фрез по дереву
Область назначения этого типа инструментов по дереву – формирование углублений определенной формы или тонкая обработка поверхности заготовки. Для выполнения этих функций они обладают индивидуальными конструктивными особенностями.
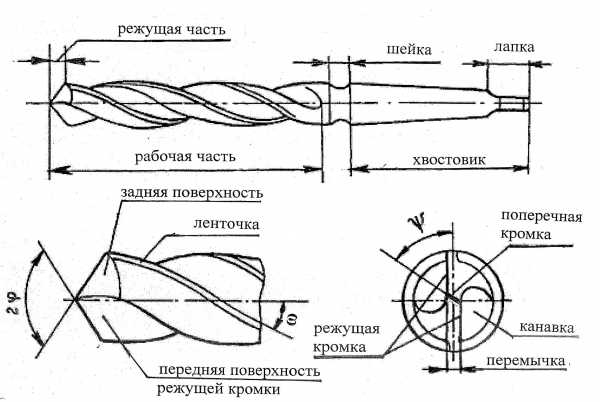
В настоящее время есть несколько принципиальных отличий фрез по дереву различного назначения. Для комплектации ручного фрезера применяются так называемые пальчиковые модели. Конструктивно они схожи со сверлами — имеют хвостовую, основную и рабочую часть. Однако на этом схожесть заканчивается. Главным отличием является тип движения детали и инструмента. Обрабатывающая часть по дереву имеет вращательный момент, а заготовка – поступательный.
С помощью пальчиковых инструментов можно выполнять следующие типы обработки деревянных заготовок:
- обработка по кромке. Необходима для сопряжения различных заготовок между собой. Фактически формируется узел шип/паз;
- врезка петель или других фурнитурных элементов;
- декоративная функция. С помощью ручного фрезера по дереву можно делать объемные формы на поверхности плоских изделий или сложных по конфигурации заготовок.
На практике любой профессиональный мастер может перечислить несколько десятков способов применения пальчиковых фрез по дереву или металлу. Но для правильного выбора определенного набора инструментов необходимо ознакомиться с официальной классификацией.
Кроме обрабатывающего инструмента на качество работы влияет комплектация и тип ручного фрезера. В частности – набор дополнительных упоров и шаблонов.
Классификация фрез
Определяющим параметром для фрез являются виды работ, которые можно выполнить с их помощью. Для небольшого мебельного производства набор может состоять из нескольких инструментов для обработки кромки. Комплектация профессиональных столярных мастерских потребует большего числа инструментов.
Специалисты рекомендуют приобретать обрабатывающий инструмент одного производителя. Это способствует повышению качества конечного изделия и уменьшит процесс приспосабливания рабочего к новой модели.
Профильные фрезы
Профильные фрезы
Относятся к разряду наиболее популярных инструментов для обработки деревянных изделий. С их помощью можно формировать желобки, четвертную и канавки. Одним из способов применения является изготовление закруглений на торцах заготовки.
В зависимости от области применения обрабатывающие инструменты этого типа разделяют на следующие категории:
- Для округления кромок. Конструктивно могут состоять из режущих частей с различными показателями радиуса. Таким образом за один проход формируется сложная фигурная кромка;
- Для снятия фасок. Отличаются углом наклона фасок (от 45° до 60°), а также их количеством. В их конструкции рабочие грани только боковые. Для повышения точности позиционирования содержат упорный подшипник в нижней части;
- Выборка канавок. Во многом схожи с моделями для формирования фасок. Различие заключается в наличии режущей части на нижнем рабочем торце.
Наиболее популярная область применения этого типа инструментов – мебельное производство и изготовление декоративных рамок различного вида.
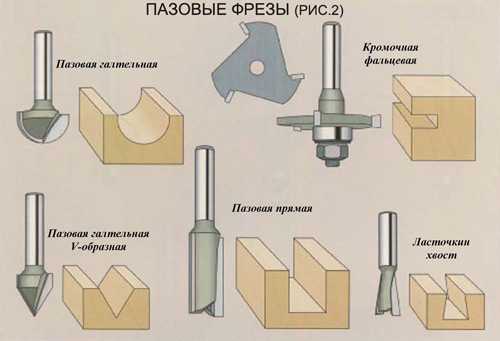
Пазовые
Пример пазовой фрезы
Предназначены для полноценного внедрения режущей части в заготовки и последующего формирования канавок или пазов со сложной конфигурацией. Пазовые модели состоят из основных рабочих частей (боковых) и вспомогательной (торцевой). Последняя нужна для заглубления инструмента в деревянную деталь.
После установки инструмента на ручной фрезер можно делать пазы различной формы по дереву. Конфигурация пазовых моделей зависит от конструкции и формы режущих частей. По этим параметрам можно разделить обрабатывающий инструмент на следующие группы:
- прямые кромки. Они могут иметь диаметр в диапазоне от 2 до 30 мм. Хорошо подходят для первичной обработки;
- спиральная конфигурация режущей части. Их размер варьируется от 3 до 8 мм. Предназначены для обработки мягких пород древесины. Их форма позволяет хорошо выводить стружку из области обработки;
- для нарезки шипов;
- дисковые инструменты пальчикового типа. Предназначены для выборки пазов на торцевых частях изделий. Для точности формирования паза рекомендуется делать многократный проход режущей части.
При выборе пазовых инструментов необходимо обращать внимание на размеры углов разворота обрабатываемых кромок. Дополнительно учитываются параметры шаблонов и упоров ручного фрезера.
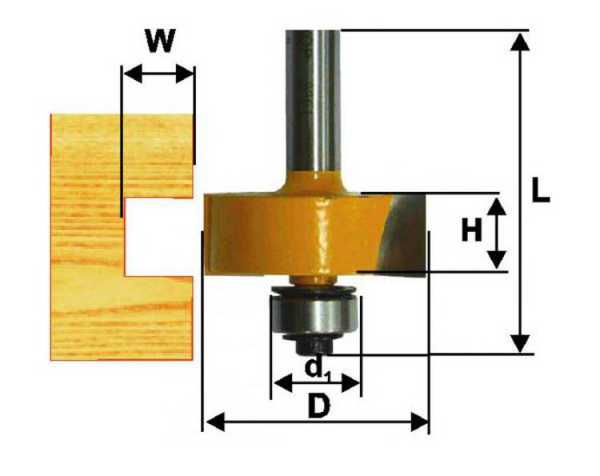
Выборка фальца (четверти)
Фреза для формирования четверти
Их конфигурация во многом схожа с пальчиковыми цилиндрическими моделями. Разница заключается в наличии упорных компонентов, расположенных в нижней части конструкции. Они могут иметь форму упорных цапф. Альтернативным вариантом является установка подшипника.
Это дополнение необходимо для точного позиционирования кромок на торце обрабатываемой заготовки. Таким образом достигается одинаковый показатель ширины паза. В зависимости от конфигурации различают следующие типы режущих инструментов с нижним упором:
- пригонная. Диаметр подшипника и рабочих кромок одинаков. Предназначены для обработки заподлицо кромочной части заготовки;
- сборные. На стержень инструмента можно установить несколько режущих частей, тем самым меняя конфигурацию будущего паза или четверти. Такая функция необходима для соединения нескольких деталей со сложной формой.
При выборе моделей, у которых в качестве упора используется вращающаяся упорная цапфа следует учитывать, что она будет оставлять после обработки неровную поверхность. Но при этом скорость обработки у подобных моделей значительно выше, чем у инструментов с упорными подшипниками.
Специальные

Один из видов специальной фрезы
В большинстве случаев модели специального назначения используются для улучшения эстетических качеств обрабатываемых изделий. С их помощью можно формировать сложные выпуклые рисунки на торцевой и лицевой частях заготовок.
Для формирования орнамента можно использовать инструменты V-образной формы. Помимо этого они будут выполнять функцию гравирования. Изменение положения инструмента по дереву зачастую происходит не по шаблону, а свободно – от руки. Кроме этой модели применяют следующие специальные типы фрез по дереву:
- для формирования отверстий под шканты;
- для установки мебельной фурнитуры – петель, замков и аналогичных им элементов;
- формирование двух сочетающихся профилей. Один из них выполняет функцию ответного.
Это лишь типичные случаи применения специального деревообрабатывающего инструмента. Для создания по-настоящему сложных рисунков без больших затрат времени зачастую разрабатывают специальные штучные модели.
Дополнительно при выборе фрезеровального инструмента необходимо учитывать не только его конфигурацию, но и материал изготовления. Для обработки твердых пород дерева рекомендуется использовать модели с твердосплавными напайками. Они не только быстро выполнят необходимый фронт работ, но и обеспечат высокое качество. Для повышения функциональности можно использовать модели со съемными режущими кромками.
Дополнительно рекомендуется ознакомиться с содержанием видеоматериала, в котором даются практическое советы по выбору обрабатывающего инструмента:
stanokgid.ru
Фрезы для фрезера ручного - выгодное приобретение для домашнего мастера.
Несмотря на огромное разнообразие фрезеров, все они предназначены для обработки материалов резаньем, при этом фреза совершает вращательное движение, а подвергающаяся обработке заготовка – поступательное. Различают несколько видов фрезеров: кромочные, бесштанговые и штанговые, но поскольку последние относятся к числу наиболее распространённых и востребованных, именно о них пойдёт речь.
Фрезы для фрезера ручного: общие понятия.
Поскольку конструкция ручного фрезера отличается простотой, наиболее важным моментом является соблюдение рекомендаций по его подготовке к работе, особенно – правильный выбор частоты вращения фрезы для фрезера ручного. При выборе этого параметра необходимо учитывать несколько факторов:- соответствие диаметру фрезы и скорости оборотов;
- соответствие материала заготовки режиму обработки.
- более высокому диаметру фрезы, подходит меньшая скорость обработки;
- более твердому материалу, должна соответствовать большая скорость движения фрезы.

Фрезы для фрезера ручного: обзор.
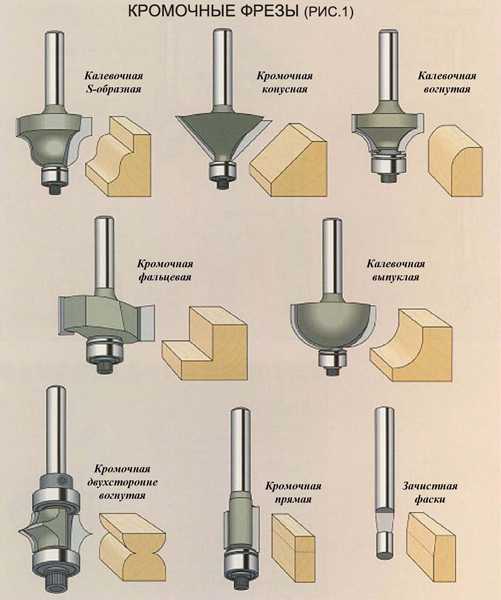
Кромочные фрезы, оснащенные подшипником, и без него – это и есть основные виды фрез. Для обработки кромки изделия применяются фрезы с подшипником причем именно подшипник регулирует правильность передвижения фрезы вдоль заготовки. Фреза без подшипника может использоваться для обработки заготовки на любом участке, однако для точного управления требуется использование определенных вспомогательных средств – шаблонов. Фреза с удлиненным хвостиком (без подшипника), предназначена для более глубокой, чем обычно, обработки детали. Кроме того, фрезы для фрезера ручного могут управляться вручную или при помощи упора. Для формирования паза специалисты используют особые пазовые фрезы, в том числе при необходимости выполнить полукруглый паз применяют галтельную фрезу. Использование V-образной пазовой фрезы дает возможность сформировать паз с углами в 45°. Такая фреза при большой глубине обработки позволяет получить паз с вертикальными краями. Фрезы для фрезера ручного конусные дают возможность получить скошенную под углом 45° кромку. При применении калевочной фрезы формируется профиль в четверть окружности, радиус которой зависит от размера фрезы. Совершенно особый вид фрез – профильные. Каждая из них предназначена для создания профиля определённого вида, поэтому многие мастера имеют комплект профильных фрез для ручного фрезера. Комплект фрез для фрезера ручного – выгодное приобретение для каждого мастера Ручной фрезер позволяет решить множество всевозможных задач, начиная от установки межкомнатной двери, до изготовления и ремонта мебели.

 Если совсем недавно фрезер ручной и фрезы для него стоили достаточно дорого, то сегодня это оборудование по карману каждому мастеру. Качественные и долговечные фрезы можно приобрести по вполне приемлемой цене, а при покупке комплекта вы получаете несколько преимуществ: во-первых – возможность сэкономить, а во-вторых – получить в свое распоряжение все наиболее востребованные виды фрез.
Если совсем недавно фрезер ручной и фрезы для него стоили достаточно дорого, то сегодня это оборудование по карману каждому мастеру. Качественные и долговечные фрезы можно приобрести по вполне приемлемой цене, а при покупке комплекта вы получаете несколько преимуществ: во-первых – возможность сэкономить, а во-вторых – получить в свое распоряжение все наиболее востребованные виды фрез. 
 Несмотря на то, что сегодня на отечественном рынке в большинстве своем представлены фрезы для фрезера ручного китайского производства, их качество находится на достаточно высоком уровне. При соблюдении инструкции производителя и правил безопасности, такое оборудование может исправно работать на протяжении достаточно большого срока, зачастую превышающего гарантийный.
Несмотря на то, что сегодня на отечественном рынке в большинстве своем представлены фрезы для фрезера ручного китайского производства, их качество находится на достаточно высоком уровне. При соблюдении инструкции производителя и правил безопасности, такое оборудование может исправно работать на протяжении достаточно большого срока, зачастую превышающего гарантийный.
Читайте также: Как сделать качели своими руками из металла? Чтобы интересно жить - надо инструмент для резьбы по дереву купить.
i-remo.ru










