Пазовые фрезы по дереву. Виды инструмента и меры предосторожности при работе с ним. Паз фреза
Как сделать шип паз ручным фрезером: инструменты, инструкция
Использование соединений типа шип-паз в домашних условиях позволит самостоятельно создавать красивую мебель, которая так же отличается надёжностью. Даже каркасы малоэтажных домов соединяются при помощи данной схемы, особенно когда речь идёт о серьёзных нагрузках во время эксплуатации. Потому будет полезно разобраться в том, как сделать шип паз ручным фрезерами.
Используемые инструменты
Выборка материала в данном случае проводится на поверхности брусьев и досок сбоку. Главное, чтобы у предполагаемого соединения выдерживались размеры с точки зрения геометрии.
Чтобы закончить процесс при помощи фрезера, допускается применять инструменты, снабжённые хвостовиками с диаметром 8, либо 12 миллиметров. Так называемая пазовая фреза станет универсальным вариантом при выполнении работ любого вида. Устройство снабжается режущей частью, у которой основной принцип работы описывается таким образом:
- Поверхность сбоку участвует в формировании сторон сбоку у шипа, стеновой части пазов.
- Сторона с торцевой частью применяется при обработке дна. После этого необходимый слой материала снимается с основания шипа.
Результат – одновременное формирование на поверхности по бокам и шипов, и пазов. Для размеров допускается индивидуальная регулировка, и у владельца достаточно широкие возможности в этом смысле.
Иногда для пазов и шипов выбирают не форму прямоугольника, а вид так называемого «ласточкиного хвоста». Этот вариант актуален, если к надёжности соединения предъявляются повышенные требования. Соответственно, используемая фреза тоже называется «ласточкин хвост» в этом случае. Такая работа без проблем выполняется ручными инструментами, если возникает необходимость.
Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
Чтобы собрать простейшую конструкцию, способную справиться с задачей, нужно будет использовать:
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.
Существует несколько моментов при изготовлении, требующих отдельного учёта:
- Верхние направляющие имеют высоту, соответствующую сумме толщины для детали под обработкой и небольшого зазора, на котором устанавливают клин, участвующий в фиксации.
- Формирующийся шип обладает определённой длиной, которая учитывается при определении толщины вырезов у боковых элементов по вертикали.
Когда используются подобные приспособлении – работа проводится с участием ручных фрезеров любой современной модели.
Следующим образом изготавливаются приспособления, если требуется использовать соединения типа «ласточкин хвост».
- Внутри листа фанеры с несколькими слоями создаётся отверстие. Часть для резания у самой фрезы выступает из этой детали.
- Заранее готовится фанерный лист, на нижней части которого фиксируют сам ручной фрезер. Хомуты и саморезы отлично подойдут при выполнении работы, как и крепления других видов.
- Доска толщиной на 2,5 сантиметра крепится к фанерному листу, который в дальнейшем участвует при передвижении заготовленной детали. Функция направляющих перенимается конструкцией. Доски относятся к расходным материалам с одноразовым применением.
Создание шипов на брусках и досках
Обработка выполняется при помощи следующей последовательности действий:
- Деталь, подвергаемая обработке, устанавливается на плоскости с нижней стороны.
- Край детали, где происходит формирование шипа, вмещают вырезы у направляющих вверху. Конструкция движется внутрь, пока не упрётся в конец.
- Элемент подвижного типа должен фиксироваться, с сохранением определённого положения.
- Применяем клиновой инструмент, чтобы соединить друг с другом направляющие и плоскость, расположенные вверху.
- Соединение ручного фрезера с верхними направляющими.
- При помощи фрезерного инструмента на домашнем фрезерном столе производится снятие древесины у одной стороны.
- Когда обработана первая сторона заготовки, начинают вторую.
Операция будет успешной только при высоких параметрах производительности и точности. Настройка относится к обязательным действиям перед тем, как инструменты включаются. Для решения вопроса действия выполняются со следующей последовательностью:
- Фрезерный инструмент опускают до тех пор, пока он не дойдёт до поверхности основания.
- Измерение толщины детали.
- Результат по толщине делится на 4. Итог – параметр расстояния, которого придерживаются, поднимая фрезу над основанием.

Фреза по дереву «Ласточкин Хвост»
У пазов и шипов при подобных обстоятельствах: только половина от обычной ширины. Это объясняется особенностями, которыми обладают соединения данной разновидности.
Главное – правильно настроить приспособление, зафиксировать его в подходящем положении.
Соединение в шип паз должно в результате иметь некоторый зазор. Он необходим, чтобы потом можно было удобно воспользоваться клеевым составом.

Как выбрать паз фрезером?
Решение задачи зависит от того, где располагаются пазы, какой размер они имеют. Можно привести несколько рекомендаций домашним мастерам:
- Использование открытых пазов предполагает закрепление у столешницы, проведение заготовки вдоль фрезы.
- Точность определяется высотой фрезы, местом расположения планки.
- Рекомендуется пользоваться древесными отходами для пробных операций. Это позволяет избежать ошибок.
- Выборка проводится поэтапно, при этом осуществляется несколько проходов.
Главное после завершения каждого этапа вовремя избавляться от отходов из древесины. Тогда инструмент точно не будет страдать от перегрева. При выполнении работы легче всего использовать вырезанный из фанеры шаблон. По нему проходят самой фрезой, с установленным подшипником.
Заключение
Лучше всего для тренировок использовать остатки от деревянных брусков. Если отверстия и соединения идеально совпадают, можно переходить непосредственно к реальному строительному материалу.
Если же присутствуют какие-либо погрешности, рекомендуется ещё раз проверить, правильно ли нанесена предварительная разметка. После этого проводится повторная тренировка. Только когда всё будет правильно – начинается непосредственная реализация основной работы.

vseochpu.ru
Технология фрезерования пазов, канавок, уступов, и разрезания заготовок фрезой
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23).
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1...2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа «ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб S, не должна превышать 0,03 мм/зуб; скорость резания — 20...25 м/мин.
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).
Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2...0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02...0,04 мм/зуб при скорости резания v = 15... 20 м/мин; дисковые пазовые фрезы с S_ = 0,03... 0,06 мм/зуб при скорости резания v = 25...40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.
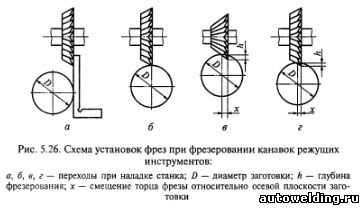
При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
x=D/(2sinγ),
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) - hsinδ/cosγ).
При γ= 0° x = (D/2 - /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.
Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.
Фрезерование уступов
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а — в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г).
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями. Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на 5...6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от ширины фрезы.
Разрезание заготовок
Операции полного отделения части материала от заготовки, разделения заготовок на отдельные части, а также образования одного или нескольких мерных узких пазов (прорезей, шлицов) осуществляют отрезными и прорезными фрезами. Диаметр отрезной фрезы следует выбирать по возможности минимальным. Чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость.Заготовки чаще всего устанавливают и закрепляют в тисках (рис. 5.28). Отрезку тонкого листового материала и его разрезку на полосы предпочтительнее вести при попутном фрезеровании и небольших подачах (S_= 0,01...0,08 мм/зуб). Скорости резания при отрезании отрезными и прорезными фрезами из быстрорежущей стали в зависимости от глубины фрезерования и подачи на зуб фрезы составляют: при обработке заготовок из серого чугуна v=12...65 м/мин; из ковкого чугуна — 27...75 м/мин; из стали — 24...60 м/мин.
Контроль пазов, уступов и разрезанных заготовок
Эту операцию производят измерительным инструментом (табл. 5.1).

www.autowelding.ru
Пазовые фрезы по дереву. Виды инструмента и меры предосторожности при работе с ним
С появлением таких приспособлений, как фрезы пазовые по дереву, у современных мастеров появилась масса возможностей для создания настоящих шедевров. Прочитав эту статью, вы узнаете о существующих разновидностях этого инструмента и о том, для чего он используется.
Принцип действия инструмента
Фреза пазовая для ручного фрезера представляет собой стальной стержень, имеющий цилиндрическую форму. Прямой деревообрабатывающий инструмент подобного типа состоит из хвостовика, обеспечивающего надежную фиксацию инструмента в зажиме патрона, и рабочей части, на цилиндрической поверхности которой имеется несколько режущих кромок.
В процессе деревообработки пазовые фрезы раскручиваются под воздействием электродвигателя до определенных оборотов, а затем вводятся в непосредственный контакт с обрабатываемым элементом. Выборка материала производится за счет режущих кромок, расположенных в нижней части инструмента. Расширение и выравнивание паза обеспечивается благодаря наличию боковых рабочих частей.

Предназначение инструмента
Пазовые фрезы применяются для осуществления довольно широкого спектра операций, связанных с обработкой древесины. Они используются для создания пазогребневых и шиповых соединений, для выборки пазов в дверном полотне при монтаже петель, а также для производства строительных конструкций и отдельных элементов мебели.
Конечно, все это можно осуществить с помощью обыкновенного молотка и стамески. Но на это уйдет неоправданно много времени и сил. Тогда как фрезерование обеспечивает максимальную точность и высокую скорость исполнения подобных операций.

Основные разновидности пазовых фрез
В зависимости от того, какие операции способны выполнять те или иные пазовые фрезы, их можно разделить на несколько категорий, в том числе:
- фасонные;
- конструкционные;
- галтельные;
- прямые.
Для производства этого приспособления используется качественная твердосплавная инструментальная сталь особых марок. Важнейшими техническими параметрами пазовых фрез считаются общая длина, рабочая высота, диаметр хвостовика и режущей части. При подборе инструмента, необходимого для проведения определенного вида деревообрабатывающих работ необходимо учитывать параметры канавки, которую нужно сделать в торцевой части детали или в пластине.

Фреза дисковая пазовая
Эта разновидность инструмента используется для обработки всевозможных пазов и канавок изделия. Для оформления узкого паза используются тонкие дисковые пазовые фрезы. Угловые пазы получаются с помощью одно- или двухуглового инструмента. Для продления срока эксплуатации угловых фрез их вершины нужно немного закруглить. Дисковые фрезы можно условно разделить на две категории:
- цельные инструменты, которые могут быть трехсторонними с прямыми или разнонаправленными лезвиями, затылованные и просто пазовые;
- приспособления со вставными лезвиями.

Фреза пазовая галтельная
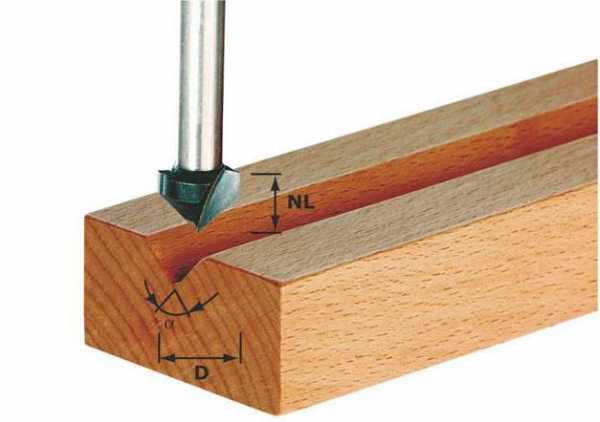
Подобные приспособления, расширяющие базовые возможности электроинструмента, используются для получения прямых канавок с фигурным дном. На сегодняшний день выпускается две разновидности этого инструмента:
- фрезы с округлыми наконечниками, позволяющие украшать поверхность обрабатываемой доски сложными декоративными выемками;
- приспособления с V-образными торцевыми режущими кромками, позволяющие изготавливать пазы определенной глубины.
Такие фрезы применяются для декоративной обработки не только самой поверхности пластины, но и ее кромок. Стоимость подобного инструмента на порядок превышает цену прямых фрез.
Фасонные фрезы
Подобный инструмент используется в тех случаях, когда необходимо нанести на поверхность определенный рисунок. С помощью шаблонных фрез изготавливаются дверные филенки, накладки на мебель и прочие элементы интерьера. Инструмент подобного типа активно применяется для глубокой выборки и снятия прямых фасок под различными углами, для простого и сложного закругления краев, для создания сложных вогнутых профилей и кромок с закругленными краями.
Техника безопасности при использовании фрезы
Во избежание травматизма, связанного с неправильным применением фрезеровальных машин, необходимо придерживаться простейших правил безопасности. Устанавливать и менять фрезу в патроне нужно только после отключения прибора от сети. В процессе работы необходимо следить, чтобы хвостовик был полностью зажат в патроне. Недостаточно надежное удержание может стать причиной серьезных травм. На хвостовике не должно быть ржавчины, смол и маслянистых загрязнений, способных спровоцировать его выскальзывание из зажима патрона. Обрабатываемая поверхность должна быть освобождена от любых посторонних предметов. Во время работы с деревообрабатывающим инструментом не стоит забывать о таких средствах защиты, как перчатки, респиратор и очки для глаз. Это убережет вас от образующейся мелкой древесной пыли.
fb.ru
Фрезы для обработки пазов
Фрезы для обработки Т-образных пазов предназначены для фрезерования пазов и уступов любых размеров, в заготовках из стали и чугуна. Также может обрабатывать фанеру, древесину и все композиционные материалы.
Фрезы для пазов сегментных шпонок применяют для фрезерования пазов под сегментные шпонки в деталях из стали и чугуна.
Фреза для пазов сегментных шпонок ГОСТ 6648-79
Фреза для обработки Т-образных пазов ГОСТ 7063-72
Тип 1 — фрезы с цилиндрическим хвостовиком для пазов с размерами от 5 до 36 мм с углом наклона стружечной канавки =10°;


Исполнение 1 — с нормальными зубьями с углом наклона стружечной канавки =10°;
Фрезы предназначаются для фрезерования Т-образных станочных пазов с номинальным размером а=6-22 мм в чугунных деталях.
Режущие кромки зубьев фрез выполнены с углом наклона 10°. При этом наклон смежных режущих кромок разнонаправленный. Это создает благоприятные условия резания и улучшает равномерность фрезерования
Исполнение 2 — с крупными зубьями с углом наклона стружечной канавки =15…25°.
Фрезы предназначаются для фрезерования Т-образных станочных пазов с номинальным размером а=10-54 мм в стальных деталях.Режущие кромки зубьев фрез выполнены с углом наклона 15…25°. Увеличенный угол наклона режущих кромок, расширенные стружечные канавки, вследствие уменьшенного числа зубьев создают благоприятные условия для отвода стружки и повышают виброустойчивость фрез.
| Номинальный размер Т-образного паза | |||||||||
| Фреза Т-образная к/х 6 | |||||||||
| Фреза Т-образная к/х 8 | |||||||||
| Фреза Т-образная к/х 10 | |||||||||
| Фреза Т-образная к/х 12 | |||||||||
| Фреза Т-образная к/х 14 | |||||||||
| Фреза Т-образная к/х 18 | |||||||||
| Фреза Т-образная к/х 22 | |||||||||
| Фреза Т-образная к/х 28 | |||||||||
| Фреза Т-образная к/х 36 | |||||||||
| Фреза Т-образная к/х 42 | |||||||||
| Фреза Т-образная к/х 48 | |||||||||
| Фреза Т-образная к/х 54 |
Фрезы с напаянными твердосплавными пластинами для обработки Т-образных пазов ГОСТ 10673-75
Тип 1 — с цилиндрическим хвостовиком
Исполнение 1 — с цилиндрическим гладким хвостовиком;
Исполнение 2 — с цилиндрическим хвостовиком и лыской.
| Номинальный размер Т-образного паза | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 5 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 6 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 8 | 8 | ||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 10 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 12 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 14 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 18 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 22 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 28 | |||||||
| Фреза Т-образная с тв. спл. пласт. ц/х 36 |

Тип 2 — с коническим хвостовиком
| Номинальный размер Т-образного паза | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 10 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 12 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 14 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 18 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 22 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 28 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 36 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 42 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 48 | |||||||
| Фреза Т-образная с тв. спл. пласт. к/х 54 |
www.vladpm.ru
инженер поможет - Фреза пазовая
В этой статье мы рассмотрим назначение пазовых фрез и область их применения. Безусловно, уже из названия самой фрезы понятно, что она предназначена , прежде всего, для того, чтобы изготовить паз или канавку такой ширины и глубины, которые требуются. Далее, мы рассмотрим эту фрезу поподробнее.

Итак, помимо того, что пазовой фрезой возможно получение пазов, так еще и есть возможность изменения ширины этого самого паза путем регулирования установки упора фрезерного станка – во время работы, причем, не заменяя фрезу на другую, имеющую больший диаметр.
Стоит отметить, что пазовая фреза применяется для изготовления шипового соединения.
Фреза пазовая, имеющая напаянные пластины, в основе которых твердый сплав.
Регулируется по ширине.
Основное ее назначение, конечно же, обработка пазов в древесинах (твердые и мягкие породы).Такой фрезой можно обрабатывать древесину, при этом, для получения паза, мы можем этой фрезой фрезеровать как и вдоль, так и поперек волокон. Высокому качеству полученного паза способствуют подрезающие зубья. Дистанционные шайбы или гайки позволяют регулировать фрезу.
Фреза пазовая, у которой твердосплавные ножи и подрезатели крепятся механически.
В основном, этой фрезой ведется обработка древесины (твердые и мягкие породы). Чаще всего, благодаря ей можно получить проушину.
Фреза пазовая, у которой твердосплавные ножи и подрезатели крепятся механически.
Регулируется по ширине.
Эта фреза нашла свое применение в области обработки древесины (твердые и мягкие породы). Безусловно, ей получают пазы. Есть возможность производить фрезерование как и вдоль волокон, так и поперек. Высокому качеству полученного паза способствуют подрезающие зубья. А благодаря тому, что нож можно разворачивать тангенциально на 10 градусов, обеспечивается плавность работы фрезы. Регулировочные кольца осуществляют регулировку фрезы.
Далее, поговорим о дисковых пазовых фрезах, как о часто используемых в производстве.
Итак, прежде всего, для фрезерования пазов применяются цельные дисковые фрезы, которые разделены на несколько видов. Так различают:
пазовую дисковую фрезу;
пазовую затылованную дисковую фрезу;
пазовую дисковую фрезу с трехсторонними прямыми зубьями;
пазовую дисковую фрезу с трехсторонними разнонаправленными зубьями, которые могут быть мелкими или нормальными.
Особенность дисковых пазовых фрез - наличие зубьев на определенной части поверхности, а именно, цилиндрической. В основном, такими фрезами фрезеруют неглубокие пазы.
Чаще всего применяются для изготовления пазов трехсторонние дисковые фрезы. Касаемо зубьев, то цилиндрическая поверхность и торцы оснащены ими. Нашли свое применение также для фрезеровки пазов. Но стоит заметить, что с помощью этих фрез можно получить более глубокие пазы. Боковые стенки пазов или уступов обладают более высоким классом шероховатости благодаря обработке такими фрезами. Улучшению условия резания способствует снабжение фрез зубьями наклонными, причем, они чередуются направлениями канавок.
Суть вся в том, что благодаря тому, что наклон зубьев чередуется, происходит уравновешивание осевых составляющих сил резания. Главный недостаток вышеописанной фрезы - первая же переточка по торцу приводит к уменьшению размера по ширине.
Пожалуй, самая сложная задача – это выбрать подходящую фрезу для фрезерования паза. Для этого необходимо, прежде всего, отталкиваться от материала и от его толщины. А также, учитывать то, насколько точным необходимо получить паз.
engcrafts.com
Приспособления для фрезерования ласточкиного хвоста и соединения шип-паз
Ласточкин хвост, разъёмное шиповое соединение (пазы трапециевидной формы), используемое в машиностроении и столярных изделиях для надежного крепления деталей между собой. В данном материале рассмотрим изготовление приспособлений облегчающих производство пазов в дереве с помощью ручного фрезера.
Приспособления для фрезера по дереву своими руками
Сам станок очень древнее изобретение человечества, описания принципов фрезеровки появились в 16 веке, а прототипом станка было изобретение Леонардо да Винчи, который предложил вращать круглый напильник для увеличения обработки изделия, что можно считать первым аналогом фрезы.
А уже американский изобретатель Эли Уитни за годы жизни с 1765 по 1825 довел до ума все разрозненные попытки создать полноценный станок, за что по праву считается создателем первого фрезерного станка, хотя с этим утверждение согласны не все ученые.
И поскольку станок имеет столь древние корни, то и приспособлений к изготовлению различных деталей великое множество, описать их все в свете данного материала не представляется возможным, а посему рассмотрим только некоторое из них, на мой взгляд, наиболее важные и полезные.Универсальное приспособление для соединения шип паз
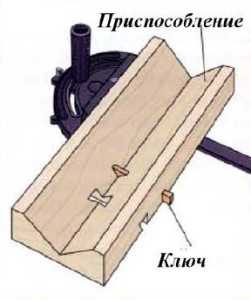
заводская пластина для изготовления соединения шип паз
Используется с фрезером для резов соответствующих пазов и шипов, оно устанавливается в тиски, и деталь прижимается струбциной к устройству. Как правило, продается в магазинах.
внешний вид соединения
Рассмотрим приспособления для фрезерования пазов
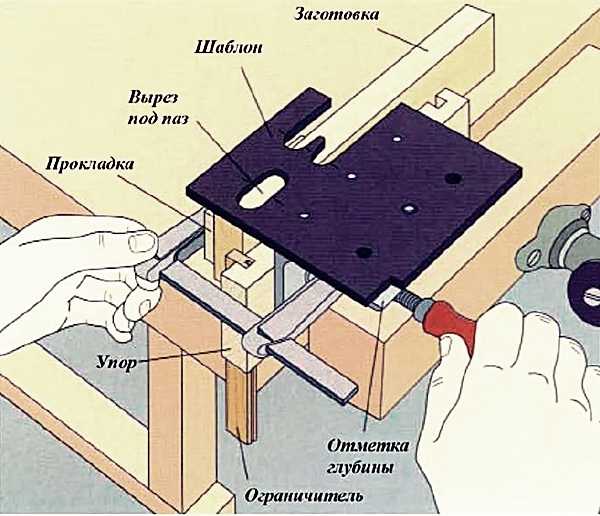
Выпилите верхнюю часть — столешницу из 18 мм фанеры длиной 40 см. и достаточной ширины, чтобы обработать самую толстую заготовку, которую Вы планируете соединять шипом.
Вырежьте два бруска 5х10 см., отпилив их такой же длины, что и верх. Бруски в дальнейшем будут играть роль прижима заготовки и центровки ее относительно паза в столешнице. Чтобы подготовить верх, проведите линию в его центре, затем отфрезеруете пазовую выемку по линии с одного конца.
схематичное изображение оснастки
Обратите внимание
Выемка должна быть такой же ширины, как копировальное кольцо, которое Вы будете использовать со своей фрезой. Выемка должна быть достаточно длинной, чтобы соответствовать длине самого длинного паза, который Вы собираетесь резать.
Затем отфрезеруйте два перпендикулярных центральной линии регулировочных паза. Наконец, просверлите смотровое отверстие между этими двумя пазами. Чтобы собрать всю конструкцию, вверните болты в губки и закрепите верх к брускам гайками-барашками с шайбами.Чтобы использовать наше оборудование, начертите паз на заготовке и отметьте на ней центральную линию. Ослабьте барашки и установите заготовки между брусками таким образом, чтобы центральная линия соединилась с линией верха приспособы, проверьте, что край заготовки находится напротив кромки верха.
Зажмите барашки. Выровняйте фрезу по одному концу чертежа паза, затем отметьте вспомогательные линии на верхней поверхности стола по края базы фрезера.

Как правильно работать с оснасткой шип паз
Повторите это еще раз, чтобы отметить линии другого конца. Отфрезеруйте паз, внизу начиная рез с выравнивания базы фрезера по первой вспомогательной линии, и остановите фрезерование, когда пластина дойдет до второй вспомогательной линии.
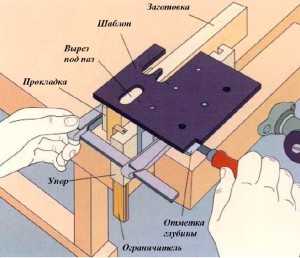
Смастерим своими руками приспособление для изготовления шипов
Изделие для изготовления шипов
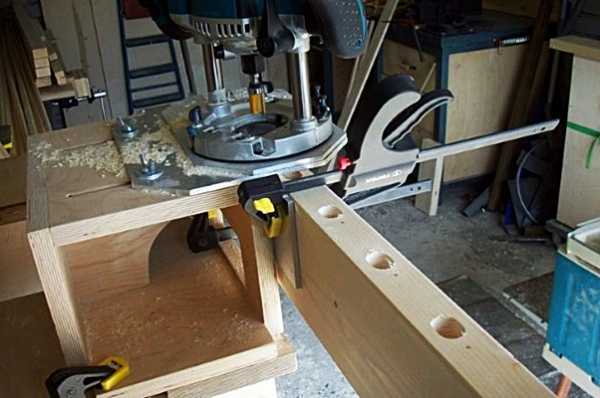
Сделанный из дерева и фанеры кондуктор, показанный выше, позволяет резать прямоугольные шипы с двумя заплечиками. Обрабатываемый предмет находится лицевой поверхностью снизу под кондуктором, в то время как фрезер двигается вдоль упора сверху, удаляя лишнее за два прохода.
Изделие состоит из двух параллельных базовых брусков, стопора и упора — все сделано из дерева такой же толщины, что и деталь, в данном случае из брусков 25х75мм, а также верхней поверхности и поддержки, сделанных из 18мм фанеры.
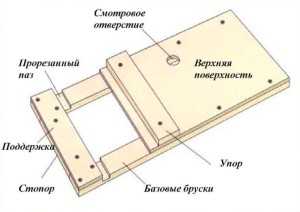
Базовые бруски должны быть приблизительно 400 мм длиной; вырежьте из фанеры верхнюю поверхность приблизительно 200 на 250 мм и приверните ее к брускам как показано на рисунке. Приверните стопор на концах базовых брусков вместе с поддержкой. Установите упор приблизительно в 25 мм от конца верхней поверхности.
вырезаем шип с помощью устройства
Раззенкуйте отверстия под все головки винтов и убедитесь, что сделали все углы прямоугольные. Просверлите смотровое отверстие в верхней поверхности, чтобы безошибочно поместить заготовку точно по разметке.
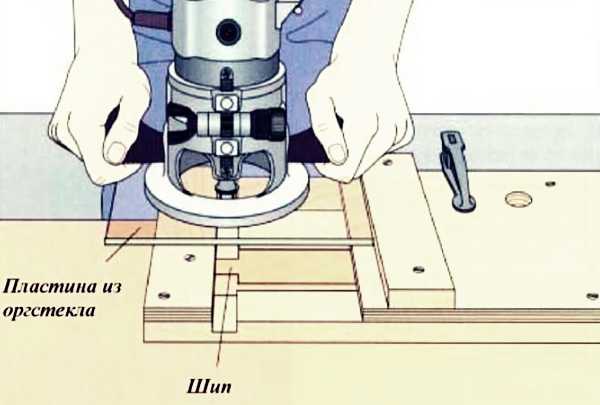
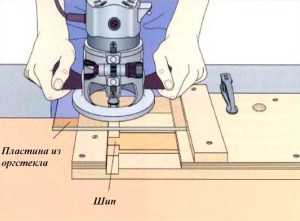
Также нужно сделать пластину из оргстекла. Она должна быть, по крайней мере, такой же ширины, как база вашего фрезера и достаточно длинной, чтобы проходить от упора и выходить за стопор кондуктора: 250 на 300 мм будет достаточно.
Установите З/4-дюймовую фрезу, затем удалите стандартную пластину из инструмента и используйте ее как шаблон, чтобы отметить отверстия под винт и отверстие под фрезу в пластине из оргстекла.
Обратите внимание
Новая пластина должна быть закреплена на фрезере так, чтобы край фрезы находился против внутреннего края поддержки и стопора когда пластина идет вдоль ограничителя. Просверлите отверстия и закрепите пластину к фрезеру.
Чтобы начать использовать изделие прижмите конец заготовки к концу стопора и к базовому бруску. Зажмите все это струбциной вместе. Установите глубину реза на фрезере и отфрезеруйте деталь на половину шипа, продвигая пластину вдоль упора в течение всего реза. (Вы одновременно еще и прорежете базовые бруски.) Переверните заготовку и повторите операцию, чтобы закончить шип (внизу).
Приспособление для скользящего ласточкиного хвоста
Оснастка, показанная ниже, позволяет фрезеровать соединение скользящий ласточкин хвост. Устройство представляет собой опору, на котором закреплен фрезер и поворачиваемый регулируемый стол, не большая площадка для того, чтобы выровнять заготовку по фрезе.
Вырежьте упор, стол и поддержку из фанеры 3/4 дюйма. Сделайте все заготовки 400 мм длиной, они должны быть приблизительно 250 мм шириной, а поддержка около 75 мм.
Приверните винтами стол к поддержке, чтобы они были в форме буквы L. Поместите стол на 100 мм от верха упора, и просверлите два отверстия через упор в поддержку стола.
общий вид инструмента для изготовления ласточкиного хвоста
Прямой фрезой удлините отверстие на наружной стороне упора в виде кривой. Закрепите регулируемый выходной конец поддержки стола к упору шурупом с резьбой, шайбой и гайкой-барашком.
Болт на входной стороне упора должен быть ослаблен, чтобы стол мог поворачиваться с поднятием и опусканием края. Для подготовки упора, удалите пластину базы фрезера и используйте ее как шаблон, чтобы отметить отверстия крепежа и отверстие под фрезу с необходимым зазором.
Нижний край отверстия для фрезы должен находиться на линии с поверхностью стола, когда стол находится в верхнем положении: на иллюстрации он находится в самом нижнем положении.
часть оснастки с указанием расположения деталей
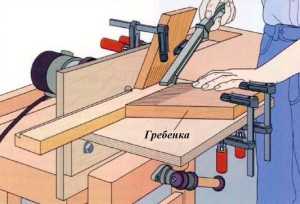
Чтобы использовать приспособление, установите упор в тиски и сначала фрезеруйте паз ласточкин хвост, а затем соответствующий ему шип. Для изготовления паза, закрепите инструмент на упоре и выставьте глубину реза. Установите заготовку лицом вниз на столе, прижав ее край к фрезе. Ослабьте гайку-барашек и установите стол так, чтобы фреза находилась в центре заготовки, зажмите гайку.
Важно! Для безопасности прижмите заготовку тремя гребенками; прикрутите одну непосредственно к столу напротив фрезы и две другие к упору с обеих сторон фрезы. (На иллюстрации упор был удален для ясности.)
Отфрезеруйте паз, как будто вы работаете на фрезерном станке, используя сначала прямую фрезу, затем фрезу ласточкин хвост. Чтобы сделать скользящий шип, установите заготовку на столе и опустите его примерно на 3 мм.
Сделайте проход на каждой стороне, заканчивая фрезерование палкой-толкателем (как на рисунке). Проверьте соединение, в случае необходимости поднимите немного стол и сделайте дополнительные проходы по каждой стороне заготовки.
Простое приспособление позволяющее сделать паз — ласточкин хвост, без сколов — видео
Рез паза ласточкин хвост производится в два приема на фрезерном столе: начните работу прямой фрезой для удаления большей части выборки, закончите углубление фрезой ласточкин хвост. Для первого прохода установите прямую фрезу. Выставьте глубину реза и поместите упор так, чтобы заготовка была центрирована по фрезе.
Зажмите струбциной гребенку к столу, чтобы поджимать заготовку во время фрезерования и оказать дополнительное давление, установите направляющую поддержку под углом 90° к гребенке.
Подавайте заготовку па фрезу обеими руками (справа), прижимая заготовку к упору в течение всего реза. Закончите фрезерование палкой-толкателем. Для второго прохода установите фрезу ласточкин хвост (вставка) и закончите паз, подавая заготовку на фрезу и сильно прижимая заготовку к упору.
Приспособление для фрезерования соединения шпонка — ласточкин хвост
На рисунке показана оснастка, которая позволяет фрезеровать ряд равномерно расположенных пазов для прямых вставок или вставок ласточкин хвост. Вырежьте V-образной формы выемку в заготовке, затем установите прямую фрезу 3/4 дюйма во фрезере и установите инструмент во фрезерном столе.
оснастка для изготовления соединения шпонка — ласточкин хвост
Приверните оснастку к угловому упору и подавайте его на фрезу, чтобы сделать проточку под ключ. Установите и вклейте деревянный ключ в проточку, переустановите приспособление на угловом упоре так, чтобы имелось расстояние между ключом и фрезой и оно бы равнялось интервалу, которое Вы хотите делать между вставками.
Подайте приспособление на фрезу, чтобы фрезеровать второй паз. Установите фрезу ласточкин хвост 1/2 дюйма и выставите глубину реза таким образом, чтобы полная форма ласточкин хвост была выше основания выемки.
демонстрация работы
Чтобы использовать приспособление, зафиксируйте заготовку в V-образной выемке приспособления, прижав заготовку к ключу, и отфрезеруйте первый паз. Чтобы фрезеровать следующие пазы, достаточно переместить заготовку пазом на ключ, и можно снова подавать заготовку на фрезу.
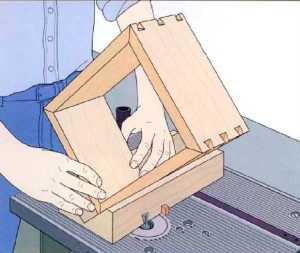
Изготовление оснастки для ящичного соединения
Данное изделие, позволяет по одному за проход фрезеровать пазы ящичного соединения на фрезерном столе. В нашем случае — это просто дополнительная доска, привернутая на угловом упоре и имеющая ключ, при помощи которого будем определять точный интервал между пазами.

простая приспособа для изготовления ящичного соединения
Установите прямую фрезу диаметром необходимой ширины пазов; установите фрезер в стол. Выставьте глубину фрезерования, равной толщине имеющейся доски, и отфрезеруйте в ней паз. После этого отвинтите доску от углового упора и передвиньте ее так, чтобы промежуток между пазом и фрезой равнялся ширине фрезы.
Снова отфрезеруйте в доске паз, уже второй (справа). Выпилите из дерева ключ, чтобы он точно вошел в первый паз, и посадите его на клей, таким образом, он будет находиться приблизительно в 25 мм от паза на дополнительной доске.
Фрезерование пазов в первой заготовке
Установите заготовку лицевой поверхностью к дополнительной доске углового упора, прижав один ее край к ключу. Включите фрезер и, крепко удерживая заготовку на упоре, продвигайте ее на фрезу, фрезеруя первый паз. У
становите первую проточку на ключ и сделайте второй проход. Продолжите фрезерование таким же образом, пока Вы не достигните противоположного края заготовки.
Фрезерование пазов в сопряженной заготовке
Установите последний паз первой заготовки на ключ. Прижмите край сопрягаемой второй заготовки к кромке первой и двигайте весь набор, чтобы фрезеровать первый паз второй доске; держитесь обе заготовки прижатыми к угловому упору. Фрезеруйте остальные заготовки по той же самой технологии, что и при изготовлении первой.
Шипорезное приспособление облегчает выборку пазов любых конфигураций в том числе и ввиде ласточкиного хвоста — видео
Шаблонов ласточкин хвост слишком много чтобы рассказывать о каждом в данной статье. Я просто дам ссылку на документ? скачав который вы найдет все размеры? и даже чертежи для изготовления шаблона ласточкин хвост своими руками.
obinstrumente.ru
Фрезерование уступов и пазов. Инструмент - фреза дисковая.
Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два, три и более уступов (рис. 72). Паз — выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, треугольные, трапецеидальные, Т-образные и фасонные (рис. 73, а, б, в, г, д, е). Пазы любого профиля могут быть сквозными (рис. 74, а), открытыми или с выходом (рис. 74, б) и закрытыми (рис. 74, в). Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках. К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Все эти требования оказывают влияние на выбор метода обработки. Фрезерование уступов и пазов производят дисковыми концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно фрезеровать торцовыми фрезами.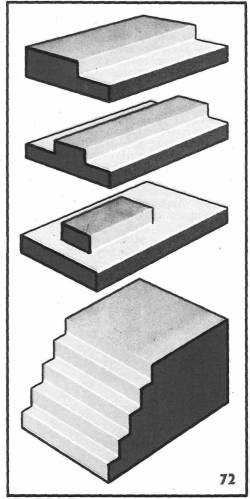
Фрезерование пазов и уступов дисковыми фрезами
Фреза дисковая
Дисковые фрезы предназначены для обработки плоскостей, уступов и пазов. Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые (рис. 75, а по ГОСТ 3964 — 69), пазовые затылованные (рис. 75, г по ГОСТ 8543 — 71), трехсторонние с прямыми зубьями (рис. 75, б по ГОСТ 3755 — 69), трехсторонние с разнонаправленными мелкими и нормальными зубьями (рис. 75, в по ГОСТ 8474 — 60). Фрезы со вставными зубьями выполняются трехсторонними по ГОСТ 1669 — 69 (рис. 76). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Трехсторонняя фреза дисковая имеет зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс чистоты боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжаются наклонными зубьями с переменно чередующимся направлением канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными. Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью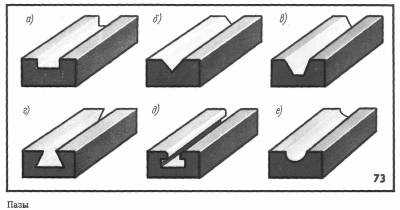 прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами. Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние по ГОСТ 5348 — 69 (рис. 77, а) и двусторонние по ГОСТ 6469 — 69 (рис. 77, б). Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние — для фрезерования уступов и плоскостей. Крепление вставных ножей 2 в корпус 1 у обоих типов фрез осуществляется при помощи осевых рифлений и клина 3 с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежущих фрез). Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производи-
прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами. Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние по ГОСТ 5348 — 69 (рис. 77, а) и двусторонние по ГОСТ 6469 — 69 (рис. 77, б). Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние — для фрезерования уступов и плоскостей. Крепление вставных ножей 2 в корпус 1 у обоих типов фрез осуществляется при помощи осевых рифлений и клина 3 с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежущих фрез). Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производи- 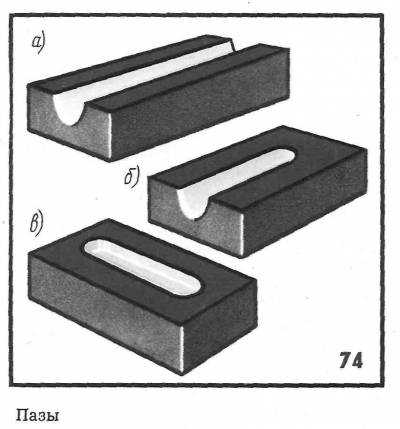
тельность при обработке пазов и уступов. Дисковая фреза лучше «выдерживает» размер, чем концевая. Выбор типа и размера дисковых фрез. Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — D, В, d и Z. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Обработку труднообрабатываемых материалов и при фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубьями. Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра фрезы возрастает ее стоимость. Как видно на рис. 78, при глубине фрезерования t и гарантированном зазоре между установочным кольцом и заготовкой в пределах (6-8) мм должно быть выполнено условие 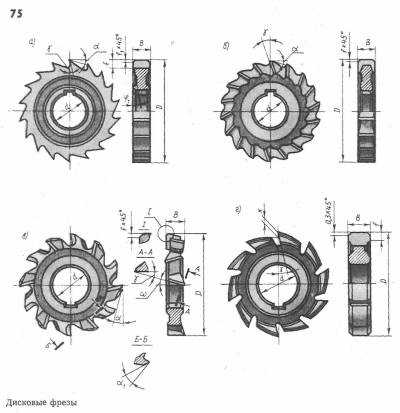 откуда получим выражение для выбора минимального диаметра фрезь
откуда получим выражение для выбора минимального диаметра фрезь 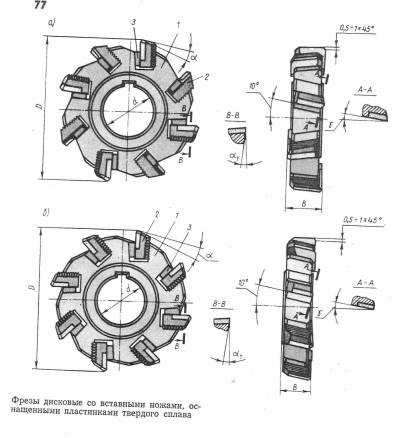
где d1 — диаметр ступицы фрезы (установочного кольца). В табл. 5 приведена зависимость диаметра ступицы фрезы d1 от диаметра d отверстия для дисковых фрез. Наладку и настройку станка на фрезерование уступов дисковыми фрезами поясним на примере обработки уступов призмы (рис. 79, а, б). Выбор типоразмера дисковой фрезы зависит от размеров уступа, марки обрабатываемого материала, мощности электродвигателя станка и других условий. Фрезерование уступов дисковыми фрезами, как указывалось выше, обычно производят двусторонней дисковой фрезой. Однако в нашем случае следует выбрать трехстороннюю фрезу, так как надо поочередно обработать по одному уступу с каждой стороны призмы (рис. 80, а, б). Выбираем трехстороннюю фрезу со вставными ножами по ГОСТ 5348 — 69, оснащенными пластинками твердого сплава Т15К6. Диаметр фрезы D = 100 мм, ширина В=18 мм, число зубьев z = 8. При фрезеровании пазов и уступов тиски должны быть выверены с помощью рейсмуса или индикатора со стойкой и закреплены. Установку и закрепление заготовки производим в машинных тисках с подкладкой. Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической. Режимы фрезерования выбирают либо по справочникам, если они не указаны в операционных картах, либо непосредственно по операционным или инструкционным картам. Режим фрезерования для нашего случая: В = 13 мм, t = 4 мм, sz = = 0,06 мм/зуб, v=335 м/мин. По графику (см. рис. 48) определяем число оборотов шпинделя станка — 1000 об/мин. По графику (см. рис. 49) определяем минутную подачу — sM = = 500 мм/мин. Затем производят настройку станка на требуемое число оборотов шпинделя станка и требуемую минутную подачу. Фрезерование каждого уступа состоит из следующих основных приемов: 1. Нажатием кнопки «Пуск» включить электродвигатель и шпиндель станка в направлении, противоположном направлению винтовой канавки фрезы. 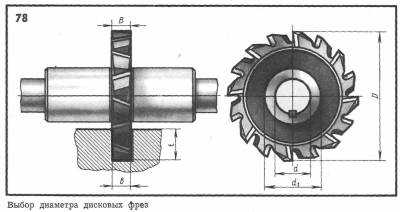
2. Подвести заготовку ручным перемещением стола рукоятками продольного, поперечного и вертикального перемещений под вращающуюся фрезу до легкого касания боковыми режущими кромками заготовки. Затем вращением рукоятки вертикальной подачи опустить стол до выхода фрезы за габариты обрабатываемой заготовки. Далее вращением рукоятки поперечной подачи передвинуть заготовку в направлении фрезы на 13 мм, пользуясь лимбом поперечной подачи. Поднять стол до легкого касания вращающейся фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы, выключить станок и поднять стол на 4 мм, пользуясь лимбом вертикальной подачи. Застопорить вертикальные и поперечные салазки. 3. Установить кулачки механического выключения продольной подачи стола на длину фрезерования. Включить вновь вращение шпинделя, подать вручную заготовку вращением рукоятки продольной подачи стола по направлению к вращающейся фрезе, включить механическую продольную подачу и произвести фрезерование первого уступа (см. рис. 80, а). Выключить станок, не производя перемещений стола. Проверить размер обработанного уступа по ширине и глубине с помощью штангенциркуля. Если размер выдержан неточно, следует исправить дефекты обработки. 4. Порядок установки фрезы относительно заготовки при обработке второго уступа (см. рис. 80, б) зависит от того, какой из размеров надо выдержать точно (размер 13 мм или размер выступа между уступами 89 мм). Так как в нашем примере задан размер 13 мм, то порядок обработки второго уступа будет точно такой же, как и первого. Если бы требовалось выдержать размер выступа по длине, то после обработки первого уступа обработку второго уступа можно проводить по одному из двух вариантов в зависимости от длины выступа. При сравнительно короткой длине выступа следует возвратить стол в исходное положение до выхода фрезы за габариты обрабатываемой заготовки. Затем переместить стол в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, и профрезеровать второй уступ. Последовательность обработки по второму варианту дадим лишь в общем виде. Так как в нашем случае ширина выступа составляет 89 мм, а ширина фрезы равна 18 мм, то для перемещения стола в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, т. е. на 89+18 = = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода — предварительный и окончательный. Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1 — 2 мм. После предварительного фрезерования произвести измерение длины выступа и в соответствии с полученным размером, определить число делений, на которое следует повернуть лимб поперечной подачи, не нарушая установки по высоте, и произвести окончательное фрезерование второго уступа. Второй вариант обработки уступов в единичном и мелкосерийном производстве является предпочтительным. Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3 — 5 мм). При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду, особенно при обработке точных по ширине пазов. Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением. 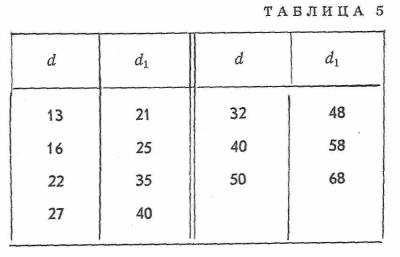 В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит прежде всего от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 81 размер h отсчитывается от верхней плоскости заготовки, а на рис. 82 размер h задается от нижней опорной поверхности заготовки.
В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит прежде всего от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 81 размер h отсчитывается от верхней плоскости заготовки, а на рис. 82 размер h задается от нижней опорной поверхности заготовки. 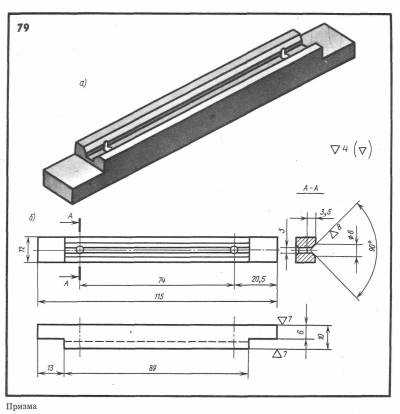 Порядок установки дисковой фрезы в первом случае (см. рис. 81) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности
Порядок установки дисковой фрезы в первом случае (см. рис. 81) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности 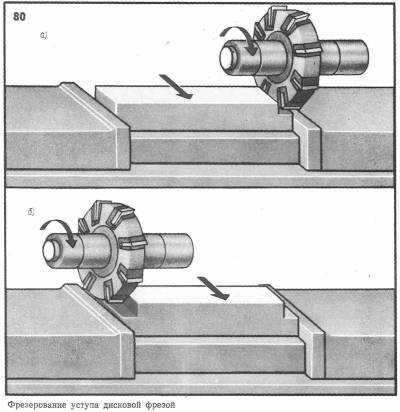 заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II). Порядок установки на размер h, заданный от основания детали (см. рис. 82). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I). Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза.
заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II). Порядок установки на размер h, заданный от основания детали (см. рис. 82). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I). Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза. 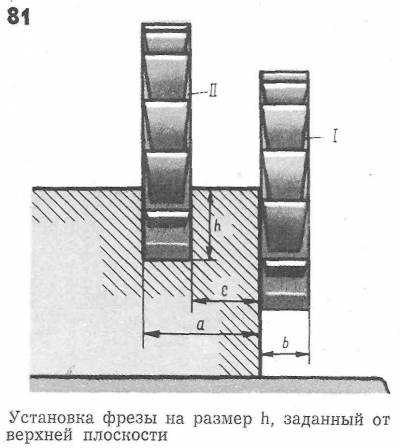 Если вместо размера а в обоих случаях был бы задан размер с, то перемещение стола в поперечном направлении следовало бы производить на величину с+В, где В — ширина фрезы. Точную установку фрез на заданную глубину производят с помощью специальных установок или габаритов, предусмотренных в приспособлении. На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 83, а) или угольник (рис. 83, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3 — 5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа.
Если вместо размера а в обоих случаях был бы задан размер с, то перемещение стола в поперечном направлении следовало бы производить на величину с+В, где В — ширина фрезы. Точную установку фрез на заданную глубину производят с помощью специальных установок или габаритов, предусмотренных в приспособлении. На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 83, а) или угольник (рис. 83, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3 — 5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа. 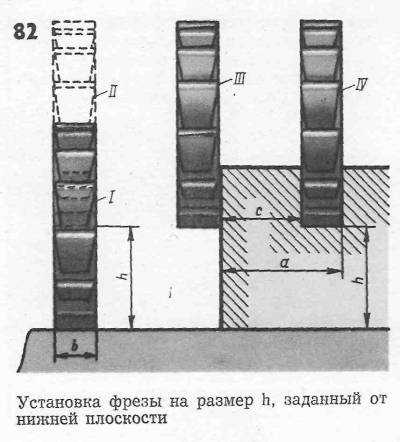 Если обработку одной и той же поверхности производят за два перехода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.
Если обработку одной и той же поверхности производят за два перехода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины. 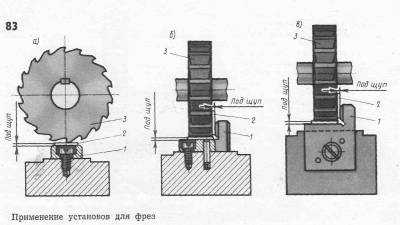
Автор - nastia19071991
mgplm.org









