Ролики для накатки прямых и сетчатых рифлений, размер 20*9*8. Ролик для накатки для прямого рифления
Токарная накатка - рифление: ГОСТ, самодельная, видео, фото
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.

Процесс токарной накатки
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
- формообразующая;
- упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.

Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
Оправка 20х20 для накатки сетчатого рифления под два ролика Державка с двумя роликами для накатки сетчатого рифления Накатка рифления роликамиА вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
Видео-инструкция по изготовлению приспособления для накатки на токарном станке своими руками
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
| Наименование | Цена | Наличие на складе |
| Державка(оправка) 20*20 под один ролик ACCU TRAK (CША) | 3884,70 | Есть |
| Державка(оправка) 20*20 под два ролика ACCU TRAK (CША) | 6976,64 | Есть |
| Ролик прямой АА с шагом 0,6 20х8х6 HSS ACCU TRAK (CША) | 3537,78 | Есть |
| Ролик прямой АА с шагом 0,8 20х8х6 HSS ACCU TRAK (CША) | 3537,78 | Есть |
| Ролик прямой АА с шагом 1,0 20х8х6 HSS ACCU TRAK (CША) | 3537,78 | Есть |
| Ролик прямой АА с шагом 1,2 20х8х6 HSS ACCU TRAK (CША) | 3537,78 | Есть |
| Ролик прямой АА с шагом 1,5 20х8х6 HSS ACCU TRAK (CША) | 3537,78 | Есть |
| Ролик прямой АА с шагом 2,0 20х8х6 HSS ACCU TRAK (CША) | 3537,78 | Есть |
| Ролик сетчатый GE 30 град. шаг 0,6 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 30 град. шаг 0,6 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 45 град. шаг 0,6 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 45 град. шаг 0,6 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 30 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 30 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 45 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 45 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 30 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 30 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 45 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 45 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 30 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 30 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 45 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 45 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 30 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 30 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 45 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 45 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 30 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 30 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GE 45 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик сетчатый GV 45 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 5098,90 | Есть |
| Ролик BL 45 град. шаг 0,6 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 45 град. шаг 0,6 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 45 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 45 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 45 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 45 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 45 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 45 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 45 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 45 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 45 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 45 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 30 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 30 град. шаг 0,8 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 30 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 30 град. шаг 1,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 30 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 30 град. шаг 1,2 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 30 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 30 град. шаг 1,5 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BL 30 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
| Ролик BR 30 град. шаг 2,0 20х8х6 HSS ACCU TRAK (CША) | 3800,84 | Есть |
www.its77.ru
| Наименование | Наличие на складе | Оптовая цена |
| Накатка 20*18 под один ролик (подробнее) | В наличии | 2174,27 |
| Накатка 20*18 под два ролика (подробнее) | В наличии | 3015,79 |
| Ролик прямого рифления с шагом 0,5 28х8х8 (подробнее) | В наличии | 1027,80 |
| Ролик прямого рифления с шагом 0,8 28х8х8 (подробнее) | В наличии | 1027,80 |
| Ролик прямого рифления с шагом 1,0 28х8х8 (подробнее) | В наличии | 1027,80 |
| Ролик прямого рифления с шагом 1,2 28х8х8 (подробнее) | В наличии | 1027,80 |
| Ролик прямого рифления с шагом 1,5 28х8х8 (подробнее) | В наличии | 1027,80 |
| Ролик прямого рифления с шагом 2,0 28х8х8 (подробнее) | В наличии | 1027,80 |
| Ролик правый 30 град. шаг 0,5 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик правый 30 град. шаг 0,8 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик правый 30 град. шаг 1,0 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик правый 30 град. шаг 1,2 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик правый 30 град. шаг 1,5 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик правый 30 град. шаг 2,0 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик левый 30 град. шаг 0,5 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик левый 30 град. шаг 0,8 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик левый 30 град. шаг 1,0 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик левый 30 град. шаг 1,2 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик левый 30 град. шаг 1,5 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
| Ролик левый 30 град. шаг 2,0 26х8х8 для сетчатого рифления | В наличии | 1162,42 |
www.bs11.ru
Ролики для накатки прямых и сетчатых рифлений, размер 20*9*8
В промышленном производстве получил широкое распространение метод обработки металлических поверхностей с помощью деформации, который не нарушает целостности металла, позволяет понизить количество отходов и соблюдать ГОСТ. Такой способ основан на пластических свойствах материала, и называется он накатка. Накатка – обработка верхнего слоя изделий из металла (разнообразные ручки и рукоятки для механизмов или инструмента, головки винтов и т.д.). На заготовке при обработке образуется узор: сетчатый, елочный, линейчатый (прямой или косой) и другие шершавые поверхности, не нарушающие ГОСТ.
Как происходит накатка, предназначение и виды
В процессе накатки отсутствует металлическая стружка, так как это холодный метод обработки металлических изделий. Используется специальный инструмент (ролики, резцы и др.), который вдавливается в поверхность материала, в результате чего получается необходимый рисунок. При рифлении накатыванием используют закаленные накатные ролики из инструментальной стали с нужным рисунком. Их устанавливают в державку. В зависимости от того, какой нужен будет узор на заготовке, в державку можно поставить один (для прямого рифления) или два ролика (для сетчатой резьбы).
Процесс накатывания производится на токарном оборудовании. В державку помещается нужный ролик и устанавливается на станке в держатель. Прежде, чем приступить к накатке, нужно почистить ролики (для этих целей есть специальные металлические щетки) и в ходе работы регулярно смазывать техническим или машинным маслом. Во время производства ролики прижимаются к вращающейся болванке и, вдавливаясь в заготовку, образуют нужный рифлёный рисунок. Скорость, с которой происходит накатка, зависит от материалов, из которых изготовлена обрабатываемая деталь. В таблице приведены данные для разных металлов:
| Подача инстумента продольная, мм/об. | 1 - 1.5 | 1 - 1.5 | 1.5 - 2 | 2.25 | 2 - 2.5 |
На сегодняшний день существует два способа накатки:
- упрочняющий;
- формообразующий.
Упрочняющий способ применяется для увеличения износостойкости и прочности изделия. Когда происходит обработка поверхности, на ней формируется наклеп, который повышает эксплуатационные свойства материала. Применяют такой способ для производства валов, втулок, шестеренок и многих других деталей.
Формообразующий способ используется для нанесения сетчатого рифления на болванки, создание зубьев на вале, колесах или шкале. Маленькие, но очень твердые инструменты с прямым или сетчатым рельефным сечением покрывают узором поверхность изделия. Накатку рисунка можно причислить к этому способу производства.
Накатка резьбы происходит холодным методом вдавливания в заготовку специального инструмента, не образуя при этом стружки, что позволяет снизить расходы на производство. Такие работы проводятся специальными инструментами: плоскими плашками, резьбовыми элементами и иными приспособлениями. Для этого применяются токарные и револьверные станки, резьбообразующие механизмы. Благодаря этому методу на изделиях из мягких металлов можно сделать канавки, зубья и выступы.
Используемое оборудование
Чтобы выполнять накатку, прямых или сетчатых рифлений роликом с размером 20*9*8, понадобится токарный или любой станок с сильным держателем, так как инструмент будет подаваться, и прижиматься к изделию с большим усилием. Подача роликов к поверхности обрабатываемой детали может осуществляться, как автоматически, так и в ручном режиме. Скорость вращения выставляется не больше ста оборотов в минуту. На мощных и соответствующих станках эта процедура делается в один подход, если возникает необходимость, ее повторяют несколько раз.
Для разного рифления на заготовке используют разнообразные ролики. Они фиксируются в державке. Державки бывают различных видов:
с подвижной головкой;
- В-образной;
- У-образной;
- односторонней;
- двухсторонней.
Работая с универсальной державкой, которая позволяет пользоваться двумя роликами с параметрами 20*9*8, можно делать крестовой рисунок. Существуют модели роликов позволяющие менять глубину канавок. Державки можно использовать почти на всех станках, в комплекте с ними идут ролики, но их также можно купить отдельно.
Описание роликов для накатки прямых и сетчатых рифлений
Ролики используются для нанесения накатки прямых и сетчатых рифлений с применением одно- и двухроликовой державки, ГОСТ 13062-67.
- Размеры: 20*9*8.
- Шаг рифления: от 0,5 до 1,6 миллиметра.
- Угол захода: 60-90 градусов.
www.linkormet.ru
Технология резьбовых соединений - Державки и ролики для накатки рифлений 21474-75
Державки и ролики для накатки рифлений 21474-75
Поставка и произовдство роликов и державок для накатывания прямых и сетчатых рифлений

Державки и ролики предназначены для накатки прямых и сетчатых рифлений в составе с державкой суппортной однороликовой или двухроликовой для накатки, ГОСТ 13062-67. Размеры роликов: диаметр х ширина х посадочное отверстие - 20х9х8. Шаг рифления от 0,5 до 1,6 мм. Угол захода зуба от 60° до 90°.Специальная сталь для роликов марок: X12M, 9XC, XBГПо заказу изготавливаем державки и ролики нестандартных размеров и углов захода.
ГОСТ 21474-75 Рифления прямые и сетчатые

ГОСТ 13062-67 Державки суппортные однороликовые для накатки сетчатых рефлений.
6640-0001 25х16х1406640-0002 25х16х1406640-0003 25х20х1506640-0004 32х20х1506640-0005 32х25х1506640-0006 40х32х2006640-0007 40х32х200
ГОСТ 13063-67 Державки суппортные двухроликовые для накатки сетчатых рефлений.
6640-0031 25х20х1506640-0032 32х25х1806640-0033 40х32х200
ГОСТ 51760Ролики для накатки с косым рифлением
Державка суппортная однороликовая для прямой накатки 16х16х120 Державка суппортная двухроликовая для сетчатой накатки 16х16х150 Державка суппортная однороликовая для прямой накатки 25х16х140 Державка суппортная однороликовая для прямой накатки 6640-0003 25х16х150 Державка суппортная двухроликовая для сетчатой накатки 6640-0031 25х20х150 Державка суппортная однороликовая для накатки 6640-0003 25х20х150 Державка суппортная двухроликовая для сетчатой накатки 40х32х220
Ролик для накатки прямого рифления 20х6х2,5Ролик для накатки прямого рифления 20х6х3Ролик для накатки прямого рифления 20х6х6Ролик для накатки прямого рифления 20х8х6Ролик для накатки прямого рифления 20х8х9Ролик для накатки прямого рифления 30х10х10Ролик для накатки прямого рифления 30х8х10Ролик для накатки прямого рифления 30х12х12Ролик для накатки прямого рифления 66х40х13
Ролик для накатки сетчатого рифления 20х6х2,5Ролик для накатки сетчатого рифления 20х6х3Ролик для накатки сетчатого рифления 20х6х6Ролик для накатки сетчатого рифления 20х8х6Ролик для накатки сетчатого рифления 20х8х9Ролик для накатки сетчатого рифления 30х10х10Ролик для накатки сетчатого рифления 30х8х10Ролик для накатки сетчатого рифления 30х12х12Ролик для накатки сетчатого рифления 66х40х13
Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 60°Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 70°Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 90°Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 60°Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 70°Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 90°Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 60°Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 70°Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 90°Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 60°Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 70°Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 90°Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 60°Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 70°Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 90°Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 60°Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 70°Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 90°Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70°, правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° правыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° левыйРолик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° правый
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Процесс накатывания, виды и назначениеФормообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:• формообразующая;• упрочняющая;Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью. Виды накатных роликов для рифленияУпрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.Инструменты и монтаж на станкахСтружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:• разнообразные ролики;• зубчатые накатники;• универсальные накатники;• стандартные шарики• накатывание резьбы и другие инструменты;Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ. Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.Скорость обработки зависит от того какой используется резец и материал заготовки.
51760-45151760-45251760-45351760-45451760-45551760-45651760-45751760-45851760-45951760-46051760-46151760-46251760-46351760-46451760-46551760-46651760-46751760-46851760-46951760-47051760-47151760-47251760-47351760-474
51760-30151760-30251760-30351760-30451760-30551760-30651760-30751760-30851760-30951760-31051760-31151760-31251760-31351760-31451760-31551760-31651760-31751760-31851760-31951760-32051760-32151760-32251760-32351760-32451760-32551760-32651760-327
51760-50151760-50251760-50351760-50451760-50551760-50651760-50751760-50851760-50951760-51051760-51151760-51251760-51351760-51451760-51551760-51651760-51751760-51851760-51951760-52051760-52151760-52251760-52351760-52451760-52551760-52651760-527
51760-35151760-35251760-35351760-35451760-35551760-35651760-35751760-35851760-35951760-36051760-36151760-36251760-36351760-36451760-36551760-36651760-36751760-36851760-36951760-37051760-37151760-37251760-37351760-37451760-37551760-37651760-377
51760-55151760-55251760-55351760-55451760-55551760-55651760-55751760-55851760-55951760-56051760-56151760-56251760-56351760-56451760-56551760-56651760-56751760-56851760-56951760-57051760-57151760-57251760-57351760-57451760-57551760-57651760-577
51760-40151760-40251760-40351760-40451760-40551760-40651760-40751760-40851760-40951760-41051760-41151760-41251760-41351760-41451760-41551760-41651760-41751760-41851760-41951760-42051760-42151760-42251760-42351760-42451760-42551760-42651760-427
ГОСТ 51760Ролики для накатки прямых рифлений
51760-00151760-00251760-00351760-00451760-00551760-00651760-00751760-00851760-00951760-01051760-01151760-01251760-01351760-01451760-01551760-01651760-01751760-01851760-01951760-02051760-02151760-02251760-02351760-02451760-02551760-02651760-02751760-02851760-02951760-03051760-03151760-03251760-03351760-03451760-03551760-03651760-03751760-03851760-03951760-04051760-04151760-04251760-04351760-04451760-04551760-04651760-04751760-04851760-04951760-05051760-05151760-05251760-05351760-05451760-05551760-05651760-05751760-05851760-05951760-06051760-06151760-06251760-06351760-06451760-06551760-06651760-06751760-06851760-06951760-07051760-07151760-07251760-07351760-07451760-07551760-07651760-07751760-07851760-07951760-08051760-081
ГОСТ 51760Ролики для накатки сетчатых рифлений
51760-15151760-15251760-15351760-15451760-15551760-15651760-15751760-15851760-15951760-16051760-16151760-16251760-16351760-16451760-16551760-16651760-16751760-16851760-16951760-17051760-17151760-17251760-17351760-17451760-17551760-176
51760-20151760-20251760-20351760-20451760-20551760-20651760-20751760-20851760-20951760-21051760-21151760-21251760-21351760-21451760-21551760-21651760-21751760-21851760-21951760-22051760-22151760-22251760-22351760-22451760-22551760-226
51760-25151760-25251760-25351760-25451760-25551760-25651760-25751760-25851760-25951760-26051760-26151760-26251760-26351760-26451760-26551760-26651760-26751760-26851760-26951760-27051760-27151760-27251760-27351760-27451760-27551760-276
www.in-teh.ru
Накатка для токарного станка: виды, державки
Содержание статьи:
Накатка — это способ обработки поверхностного слоя металлических деталей. В процессе на детали формируется сетка, риски. Существует несколько ее разновидностей. Методом накатывания изготавливают, например, рифленые ручки для станков и механизмов. Осуществляется накатка с помощью специального одноименного инструмента.
Виды накатывания

токарная накатка
Различают два вида накатки:
- формообразующую;
- упрочняющую.
Формообразующая используется для формирования зубьев на валах или колесах, шкал на деталях или сетчатой структуры на поверхности. Этот метод называется еще зубонакаткой. Насечку рисунка можно отнести к этой категории или отдельной. Небольшие, очень жесткие инструменты с рельефной поверхностью наносят узор на металлическую поверхность.
Упрочняющая используется для повышения износостойкости, прочности. В процессе обработки на поверхности детали формируется наклеп, улучшающий эксплуатационные качества изделия. Таким образом обрабатывают втулки, валы, шестеренки и другие детали.
Накатка резьбы это метод получения резьбы холодным деформированием поверхности заготовки. При накатывании резьбы не образуется стружка, потому что канавка продавливается инструментом. Выполняются работы плоскими плашками, затылованными роликами, резьбовыми сегментами и другими инструментами. Используются токарные станки, револьверные, резьбонакатные механизмы. Таким методом получают резьбу на заготовках из мягких сплавов, небольшие зубья, канавки, выступы.
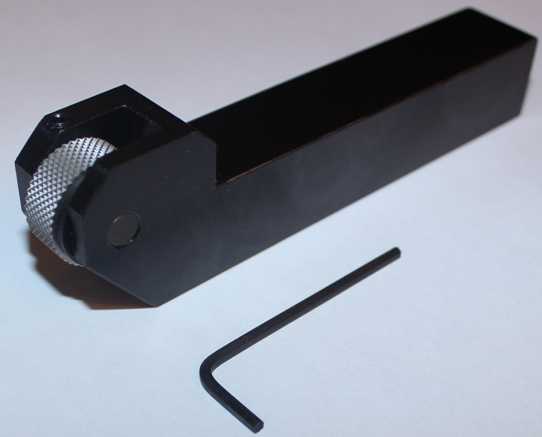
Накатка рифления
накатка рифленой детали: 1- державка, 2, 3 — ролики для накатки
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, м\мин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, мм\об | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Станки и инструменты
виды рифления
Станки. Для выполнения накатки необходим токарный или другой станок с мощным держателем резца, потому что во время работы инструмент поперечно подается и прижимается к детали с повышенным усилием. Возможна автоматическая или ручная подача. На станке выставляются обороты не более 100 в минуту. Самые мощные и специализированные станки выполняют процедуру в один проход, иногда необходимо пройти несколько раз.
Ролики. Существует множество видов роликов, выполняющих различные формы рифления на поверхности детали. Ролик вставляется в державку, которая может быть:
- с плавающей головкой;
- V-образная;
- U-образная;
- двухсторонняя;
- односторонняя.
Универсальные накатки позволяют работать одновременно парой роликов, создавая крестовой узор. У некоторых моделей есть возможность изменения глубины канавок. Универсальные модели устанавливаются практически на любой станок. Ролики идут в комплект, их можно приобрести дополнительно.
Демонстрация токарной накатки в видеоролике:
Обзор моделей и сравнение цен
stanokgid.ru