Большая Энциклопедия Нефти и Газа. Ружейное сверло
сверла для глубоких отверстий
ПФО
Сверла для обработки глубоких отверстий
Глубокое сверление - это обработка отверстий с большим отношением диаметра к глубине.
При глубоком сверлении условия работы сверла резко ухудшаются – затрудняется отвод стружки, охлаждение режущей части, уменьшается жесткость сверла.
Основные трудности при сверлении глубоких отверстий заключаются:
в сложных условиях подвода СОЖ в зону резания и отвода стружки;
в уводе осей отверстий;
в погрешностях размера и формы отверстий в радиальном и продольном сечениях.
К сверлам для обработки глубоких отверстий относятся:
сверла с подводом СОЖ
Пушечные сверла
Ружейные сверла
.Перовые.
Сверла с подводом СОЖ
Наиболее совершенным методом является подача жидкости через отверстия, проходящие внутри перьев сверла. Инструментальными заводами выпускается ряд конструкций спиральных сверл с отверстиями для подвода СОЖ (рис.1), проходящими через хвостовик сверла или через радиальные отверстия.
Такие сверла изготовляются из специального проката с винтовыми отверстиями, из заготовок, полученных радиальной ковкой, прокатом заготовок с использованием твердых наполнителей, прокатом трубчатых заготовок, литьем.
Для подвода СОЖ в зону резания твердосплавная рабочая часть имеет отверстия круглой или овальной (для увеличения объема пропускаемой жидкости) формы. Трубчатый корпус с канавкой, образованной пластической деформацией, изготовляется из сталей марок 40Х или 35ХГСА.
Внутренняя полость корпуса имеет серпообразную форму, образованную при деформации; используется она для подвода СОЖ к рабочей части и сопряжения с отверстиями в рабочей части.
Сверла этого типа обладают не только повышенным ресурсом работы из-за большей длины по сравнению со сверлами, но и повышенным расходом твердого сплава.
(Рис.1)
Пушечные сверла.
Рабочая часть пушечного сверла представляет собой полукруглый стержень, плоская поверхность которого является передней поверхностью (рис. 2, а). На торце стержня создается режущая кромка, перпендикулярно оси сверла. Задняя торцевая плоскость сверла затачивается под углом а = 10 ... 20°.
Для лучшего направления сверло имеет цилиндрическую опорную поверхность, на которой срезаются лыски под углом 30—45° и делается обратный конус порядка 0,03—0,05 мм на 100 мм длины рабочей части. В результате этого уменьшается трение сверла о стенки обрабатываемого отверстия. Пушечное сверло работает в тяжелых условиях, имеет неблагоприятную геометрию передней поверхности, не обеспечивает непрерывного процесса резания, так как для удаления стружки приходится периодически выводить сверло из отверстия.
Ружейные сверла.
Ружейные сверла (рис. 2, б) в отличие от пушечных имеют внутренний канал для подвода СОЖ и прямую (иногда винтовую) канавку для наружного отвода пульпы (смесь стружки и СОЖ). Они применяются для сверления отверстий глубиной (5...100)d и диаметром 1...30мм. Первоначально ружейные сверла использовали для сверления стволов огнестрельного оружия. В настоящее время ружейные сверла получили широкое распространение во всех отраслях машиностроения, главным образом для сверления глубоких отверстий на специальных станках в условиях крупносерийного и массового производств. Благодаря оснащению твердым сплавом и внутренней подаче СОЖ они обеспечивают высокую производительность при сверлении отверстий с минимальным уводом оси при высокой точности (H8...H9) и низкой шероховатости поверхности отверстий (Ra 0,32...1,25).
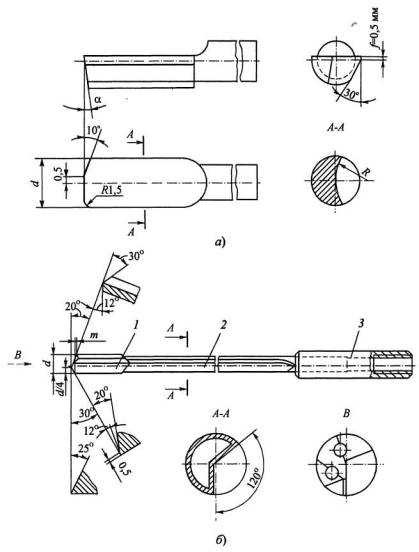
Рис. 2. Сверла для глубокого сверления
а - пушечное сверло; б - ружейное сверло
Перовые сверла.
Цельные перовые сверла (рис. 3, а) изготавливают из прутка путем ковки или фрезерования режущей части в форме пластины, которая затачивается на конус под углом 2φ =118°. При этом образуются две главные и две вспомогательные режущие кромки. Заточкой двух плоских задних поверхностей создается задний угол α = 10…12°. При пересечении этих поверхностей образуется поперечная режущая кромка (перемычка). Если передние поверхности плоские, то передние углы на главных режущих кромках имеют отрицательные значения, что нежелательно из-за возрастания силовой нагрузки на сверло и появления вибраций.
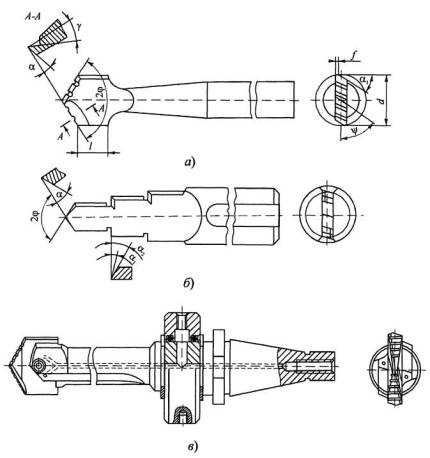
Конструкция на рис. (3, б) применяется для сверления неглубоких ступенчатых отверстий на станках-автоматах; позволяет сократить число операций и, следовательно, инструментов. Вторая конструкция (рис. 3, в) представляет собой сборное перовое сверло с режущей сменной пластиной, закрепляемой в стержне любой длины. Рис. 3. Перовые сверла:
а - цельное; б - для сверления ступенчатых отверстий;
в - сборное, с внутренним напорным охлаждением
Достоинствами перовых сверл являются простота конструкции, а также возможность изготовления их любого диаметра и длины даже в условиях ремонтных мастерских.
К недостаткам перовых сверл можно отнести:
затрудненные условия отвода стружки;
склонность к вибрациям из-за малой жесткости режущей части;
небольшой запас на переточку;
низкую производительность процесса сверления из-за малых значений подачи и в связи с необходимостью периодического вывода сверла из отверстия для освобождения от стружки.
studfiles.net
Однокромочные сверла
Пушечные сверла
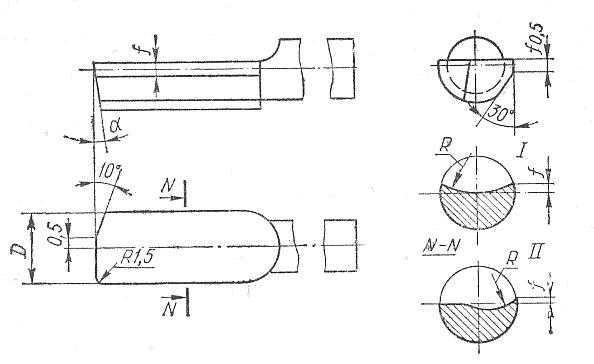
Рис. Пушечное сверло
Пушечное сверло представляет собой стержень, передний конец которого срезан и заточен под соответствующими углами. Во избежание заедания сверла в отверстии передняя поверхность располагается выше центра на 0,2…0,5 мм в зависимости от диаметра сверла.
Сверло имеет главную режущую кромку, направленную перпендикулярно оси отверстия и на 0,5…0,8 мм проходящую через центр. Вспомогательная режущая кромка может быть срезана под углом 100. сверло работает с направлением по предварительно надсверленному отверстию. Для направления сверло имеет цилиндрическую поверхность. Геометрия сверла не выгодная. Передний угол нулевой. Задний – 8…100. Для уменьшения трения направляющей о стенки отверстия срезана лыска под углом 300 и направляющая имеет обратную конусность 0,03…0,05 мм на 100мм длины.
Сверло не обеспечивает непрерывного процесса резания, т.к. для удаления стружки и охлаждения сверло периодически необходимо выводить из отверстия.
- Ружейные сверла Применяются для получения точных отверстий с прямолинейной осью
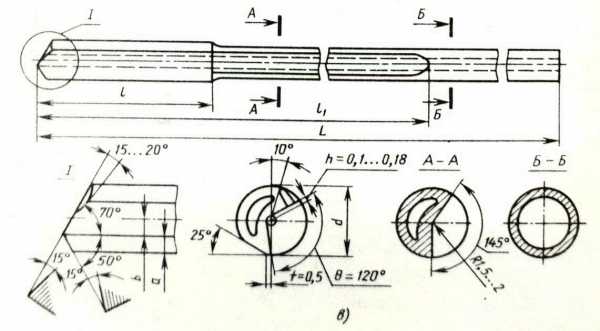
Рис. Ружейное сверло
Основные части сверла:
режущая часть из быстрорежущей стали или твердого сплава;
стебель из углеродистой стали, диаметр которого несколько меньше, чем у режущей и зажимной части;
хвостовик в виде гильзы, вставляемой в станок и подсоединяемой к системе подачи СОЖ.
Рабочая часть представляет собой трубку с продольным прямолинейным V- образным пазом. Через отверстие в трубке к режущей части сверла под высоким давлением подается охлаждающая жидкость. Отработанная жидкость вместе со стружкой выходит по пазу.
Д
a
ля облегчения резания и лучшего направления вершина сверла смещена относительно оси сверла на величинуа. Смещение образует конус, служащий опорой сверлу и обеспечивает ему направление в процессе резания.В
b
Рис. Схема действия сил на ружейном сверле
еличинуа принимают меньше b или угол φ1 > φ2 , тогда Рх1 < Рх2, при этом калибрующая кромка, снабженная фаской, испытывает наименьшее давление, что предупреждает увод сверла.Во избежание прогиба и поломки сверла дно канавки делают с занижением относительно оси на 0,05…0,15 мм. При этом при сверлении в отверстии получается сердечник, обеспечивающий дополнительное направление
Ружейные сверла обеспечивают
высокую точность ( 7…9 квалитет),
прямолинейность оси отверстия,
высокое качество поверхности.
Оборудование для подвода смазочно-охлаждающей жидкости
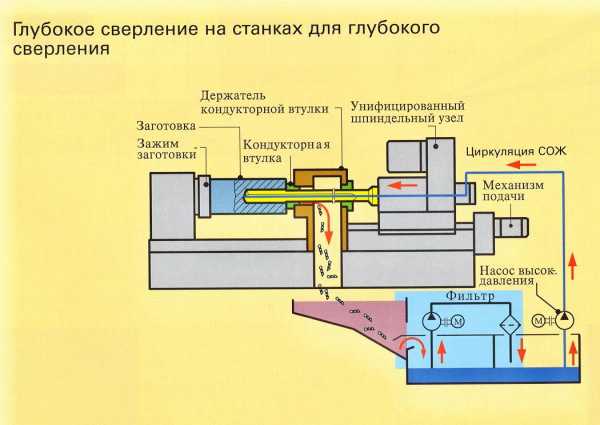
Рис. Станок для глубокого сверления
В системе имеется насосный агрегат, мощность которого должна обеспечить нужное давление и поток. Для удаления стружки и других включений из рабочей жидкости, циркулирующей в системе, требуется фильтр. Содержимого бака смазочно-охлаждающей жидкости должно быть достаточно для заполнения системы до состояния, исключающего слишком быструю циркуляцию и обеспечивающего хорошее осаждение стружки и охлаждение жидкости. Можно использовать аппаратуру дополнительного охлаждения. Для надежной работы системе необходимо иметь автоматические средства техники безопасности, так как сверло в процессе работы не находится в поле зрения.
studfiles.net
Ружейное сверло - Большая Энциклопедия Нефти и Газа, статья, страница 1
Ружейное сверло
Cтраница 1
Ружейное сверло состоит из двух частей: рабочей длиной 60 - 150 мм из быстрорежущей стали и зажимной из углеродистой стали, представляющей длинную трубку с проваль-цованной по всей длине канавкой. На конце ее насаживается втулка для закрепления в патроне. [1]
Ружейные сверла - сверла одностороннего резания с внешним отводом СОЖ ( рис. 125, д) используют для сверления в сплошном металле коротких или длинных отверстий при высоких требованиях к параметрам шероховатости поверхности, точности геометрических параметров и расположению оси. Предпочтительно вращение инструмента ( быстрое) и детали ( медленное) в противоположных направлениях. Сверло точно направляют по твердосплавной втулке, минимально удаленной от торца обрабатываемой детали. После фильтрации в СОЖ допускаются механические частицы размером 10 - 20 мкм. [2]
Ружейное сверло состоит из хвостовика ( стальной трубки), на который наваривается или напаивается рабочая часть 1 из быстрорежущей стали. Для увеличения стойкости сверл диаметром более 14 мм к рабочей части припаивают пластинки твердого сплава. [3]
Ружейные сверла могут работать не только по предварительно просверленному отверстию, но и по сплошному металлу. [4]
Ружейные сверла могут работать не только по предварительно просверленному отверстию, но и в сплошном металле. [5]
Ружейные сверла стараются оснащать твердыми сплавами. При больших диаметрах впаивают отдельные пластинки из твердого сплава - одну на переднюю грань и две для направляющей части сверла. У более мелких сверл делают целиком из твердого сплава наконечник сверла, который припаивают к трубчатой державке из стали; для передачи крутящего момента на державке в месте припайки делают замок. [6]
Ружейные сверла используются для получения точных отверстий малого диаметра с прямолинейной осью. Сверла одностороннего и двустороннего резания соответственно применяются при обработке отверстий средних и больших диаметров. [7]
Ружейное сверло более совершенно, чем пушечное. Такие сверла применяют для обработки глубоких отверстий с повышенными требованиями к точности диаметра и прямолинейности оси. Оно имеет лучшее направление и обладает большей стойкостью. Благодаря подводу под давлением непосредственно к режущей кромке через внутреннее отверстие охлаждающей жидкости улучшается отвод стружки. Сверло имеет одну режущую кромку угловой формы. Вершина сверла смещена относительно оси сверла на величину С ( 0 24 - 0 25) D. Передняя поверхность сверла выбирается плоской формы. Задняя поверхность наружного участка режущей кромки затачивается по винтовой поверхности, ось которой совпадает с осью сверла. Задняя поверхность внутреннего участка кромки затачивается по плоскости. [8]
Ружейное сверло состоит из двух частей: рабочей части, изготовляемой из быстрорежущей стали или из твердого сплава, пустотелого хвостовика из углеродистой стали, который приваривают или припаивают к рабочей части. [10]
Ружейные сверла могут работать не только по предварительно просверленному отверстию, но и по сплошному металлу. [11]
Ружейные сверла могут работать не только по предварительно просверленному отверстию, но и в сплошном металле. [12]
Ружейные сверла ( 1 - рабочая часты 2 - хвостовик) А. [13]
Ружейные сверла для глубокого сверления все более широко применяются в приборостроении. Это объясняется тем, что ружейные сверла имеют большую жесткость, лучше направляются по обрабатываемому отверстию. Сверление производится непрерывно на всю глубину, что особенно важно при работе на автоматических и агрегатных станках. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
Сверла для глубокого сверления отверстий:спиральные,ружейные
Особенности углубленной сверловки
Метод глубокого сверления используется во время резания отверстий, которые имеют глубину 5хD и более. Данный метод позволяет обработать материал с наибольшей точностью, а также оптимальной прямолинейностью, благодаря нему обеспечивается хорошее качество поверхности. Это достаточно сложная и трудоемкая операция. Главным условием обработки режущим инструментом методом глубокого сверления является охлаждение под давлением.
Особенность данного метода – необходимость определения правильного направления во время начала процесса резания. Это направление проходит через специальную кондукторную втулку либо же в заранее подготовленное просверленное пилотное отверстие.
Главная трудность – нельзя свободно вращать режущий инструмент при глубоком сверлении на полных оборотах вне самой детали. А также при увеличении длины сверла для глубокого сверления создаются неблагоприятные условия образования стружки, которую трудно отводить и извлекать из отверстия во время процесса. Поэтому очень важно соблюдать увод сверла при глубоком сверлении.
Виды сверл для углубленной сверловки
Сверла для глубокого сверления бывают нескольких видов:
- Спиральная конструкция, которая имеет отверстие для подвода жидкости в зону резания.
- Ружейное устройство, которое имеет припаянные твердосплавные пластинки.
- Ружейное устройство, которое имеет цельную твердосплавную рабочую часть.
- Ружейная установка с твердосплавной пластинкой и промежуточной режущей пластинкой.
- Шпиндельные (перовые) приборы, которые используются для обработки отверстий в шпинделях станков.
- Пушечные устройства.
Спиральные инструменты – это стандартные спиральные сверла, которые имеют удлиненную рабочую часть. Они изготавливаются из таких материалов, как быстрорежущая часть и твердый сплав. Первые имеют наружный подвод СОЖ, а вторые – внутренний подвод СОЖ. Сверление ними реализуется посредством глубокого сверления, когда инструмент удаляется из отверстия, для того чтобы вывести стружку, и без этого процесса. Их производительность в 8 раз выше, чем у ружейных.

фото:спиральные длинные сверла по металлу
Ружейные и пушечные – это однорезцовые режущие инструменты, которые используются для того, чтобы получить глубокие отверстия малого диаметра и большого (от 0,5 мм до 100 мм). СОЖ подводится через корпус прибора, стружка выводится через канавку в корпусе конструкции. Ружейная установка обеспечивает лучшее направление режущей части, рабочая часть делается конической по направлению от режущей кромки к стержню.

фото:ружейные сверла по металлу
Пушечный прибор имеет твердосплавную режущую часть, стебель из закаленной стали и хвостовик из улучшенной стали.
Также существуют двустороннего резания (эжекторные и шнековые) и одностороннего резания конструкции (ружейные и пушечные) по их назначению. И третий вид – это кольцевые или трепанирующие головки.
Подбор сверла для глубокой сверловки
Сверла для глубокого сверления имеют определенные критерии выбора. Чаще всего применяются спиральные, а также перовые режущие инструменты.
На критерии выбора влияет наличие определенного специального оборудования, системы подготовки и подачи СОЖ, а также системы защиты от разбрызгивания. Применять сверла для глубокого сверления необходимо исключительно на станках глубокого сверления.
Выбирая конструкцию, необходимо определяться с нужным диаметром, общей длиной отверстия, типом хвостовика и обрабатываемым материалом. Также обращать внимание на скорость подачи.
Общие рекомендации:
- Если вы собираетесь сверлить отверстие, которое имеет длину больше, чем 40d, то стоит одновременно использовать два сверла, имеющие диаметр 10х400 мм и 9,95х800 мм.
- Если глубина 40d, то конструкция должна иметь левое направление вращения, для того чтобы она смогла зайти в пилотное отверстие.
- В случае, когда материал имеет длинную стружку, выбирайте прибор, который имеет полированные стружечные канавки.
- Когда вы обрабатываете алюминиевый сплав, применяйте однолезвийные конструкции, имеющие заточку угла при вершине 180 градусов.
Технология процесса
Подача СОЖ должна быть под давлением до 10 МПа. Объем охлаждающей жидкости – 20-120 л/мин. Данный показатель зависит от диаметра обрабатывающей конструкции. Точность обработки по диаметру – 7-9 квалитетов. Параметр шероховатости – 2,5-1,25 мкм. Возможное отклонение отверстия не больше, чем на 0,5 мм на каждом метре длины.

фото:глубокое сверление детали
Этапы работы:
- Необходимо изготовить пилотное отверстие с допуском Н8.
- Подвести инструмент в заданное положение на небольшом режиме.
- Частота вращения должна быть 200 об/мин, подача 500 мм/мин.
- Включить подачу СОЖ и частоту вращения.
- Непрерывно сверлить до полной глубины, не отводя инструмент.
- Если вы используете устройство, которое имеет очень большое соотношение длины к диаметру, то необходимо достигать глубины 25 мм с уменьшенным режимом резания. 75% от оптимальной скорости резания.
- Отключить подачу СОЖ, когда достигнете необходимой глубины.
- Ускоренно произвести отвод и остановить шпиндель.
Также существует способ сверления глубокого сквозного отверстия и способ обработки глубоких отверстий. Последний предполагает установку технологической бобышки на заготовке, ось которой располагается на одинаковом расстоянии от торца заготовки.
Компания «Тула Лифт» - производитель лифтов, которая предлагает своим клиентам большой ассортимент подъемно-транспортного оборудования. Очень низкие цены!
www.metalstanki.com.ua
Ружейное сверло - Большая Энциклопедия Нефти и Газа, статья, страница 3
Ружейное сверло
Cтраница 3
При использовании ружейных сверл для глубокого сверления отверстий малого диаметра отвод стружки производится единственно возможным способом: охлаждающая жидкость подается в зону резания по сквозному отверстию внутри сверла, а стружка удаляется через пространство между поверхностью обрабатываемого отверстия и корпусом сверла. [31]
При сверлении ружейными сверлами достигается 3 - й класс точности обработки, а чистота поверхности доходит до 6 - 7-го класса, исключая операции последующего развертывания. [32]
Более совершенна конструкция ружейных сверл, представляющих собой трубку с прямолинейным наружным пазом, оснащенную режущей частью. МПа) подается смазывающе-охлаждающая жидкость, которая, омывая режущую кромку, выходит по наружному продольному пазу, увлекая за собой стружку. Сверло имеет одну режущую кромку, смещенную относительно его оси на 0 25 диаметра сверла. При работе ружейными сверлами процесс сверления идет непрерывно, однако наличие только одной режущей кромки снижает его производительность. [33]
Наиболее широкое распространение получили однокромочные ружейные сверла ( рис. 19), которые применяются для сверления отверстий диаметром от 3 до 20 мм. [34]
Так, при работе ружейными сверлами подача принимается в пределах 0 05 - т - 0 20 мм / об, а при использовании усовершенствованного перового сверла ( фиг. Скорость резания быстрорежущим сверлом при образовании отверстия в стали средней твердости должна быть 15 ч - 20 м / мин. [35]
Для повышения режимов резания применяются ружейные сверла с рабочей частью, оснащенной твердым сплавом. Чистота поверхности при работе с масляным охлаждением может быть 7 - 8 класса, а точность 2 3 класса. [36]
Режущая Сверло одностороннего резания часть ружейного сверла представляет ( фиг. [37]
В настоящее время созданы конструкции твердосплавных ружейных сверл. [39]
Имеется опыт применения твердых сплавов для ружейных сверл диаметром 7 5 - 13 мм. Заточка производится алмазным кругом на обычном заточном станке. Геометрия режущей части сверла приведена на фиг. [40]
В связи с дополнительными требованиями к СОЖ для ружейных сверл подбор их производится наиболее тщательно. [41]
Значения рабочих подач таких сверл больше подач, достигаемых ружейными сверлами и сверлами БТА ( рис. 4.7), что объясняется большей жесткостью стебля. [43]
Для получения точных отверстий с прямолинейной осью применяются так называемые ружейные сверла. Они также представляют собой инструмент одностороннего резания. Такое сверло ( рис. 197, а) состоит из двух основных частей: режущей части, изготовляемой из быстрорежущей стали, и зажимной части, или стебля сверла, изготовляемого из углеродистой стали. Стебель представляет собой длинную трубку, которой придают форму, показанную в сечении по В-В. По внутреннему отверстию в трубке к режущей части сверла под высоким давлением подается охлаждающая жидкость, которая выполняет двойную роль: она отводит тепло от режущей части сверла и удаляет образующуюся стружку из зоны резания. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Сверла ружейные
Сверла ружейные применяются для сверления стволов ружей и других глубоких отверстий небольшого диаметра.
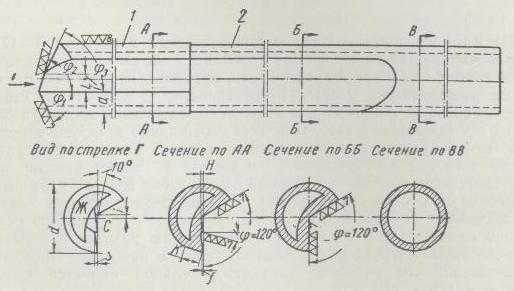
Рис.1.Ружейное сверло с наружным отводом стружки.
На Рис.1. показано сверло для отверстий диаметром 3-17мм. Сверло состоит из рабочей части 1 и стебля 2. Рабочая часть представляет собой трубку из быстрорежущей стали, провальцованную так, что образуется (определяемое углом φ) пространство С для отвода стружки и серпообразный канал Ж для подвода охлаждающей жидкости. Точно так же провальцован и стебель по всей своей длине за исключением участка, используемого для закрепления сверла в наконечнике суппорта станка. Размеры пространства С и канала Ж имеют важное значение; сложность подбора их сечений обусловлена тем, что с изменением одного из них меняется и другое. С уменьшением сечения канала С увеличивается сечение канала Ж, что приводит к улучшению условий подачи охлаждающей жидкости и увеличению жесткости стебля, но в то же время затрудняется отвод стружки, и наоборот. Практически установлено, что наиболее удовлетворительной является величина угла φ=110/120°.
Для облегчения резания и лучшего направления вершина сверла смещена относительно оси на величину L. В результате этого при работе сверла на дне отверстия образуется конус (Рис.2,а), который способствует направлению и центрированию сверла.
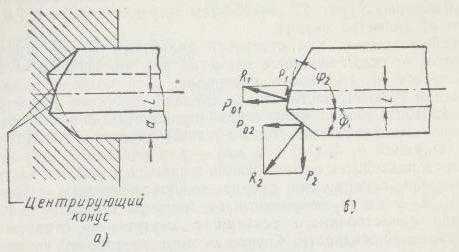
Рис.2 Схема действия сил резания на режущие кромки ружейного сверла.
Величина смещения вершины сверла L принимается равной (0,25/0,2)d. Желательно, чтобы размер L был меньше α а угол φ1 меньше φ2. Обычно с этой целью размер α берут равным 0,3d, а L=0,2d. Угол φ1=50°, а угол φ2=70°. В этом случае сила P1 меньше P2 (Рис.2.б), и сверло будет прижиматься направляющей цилиндрической поверхностью тела к стенке отверстия, что предупреждает увод сверла.
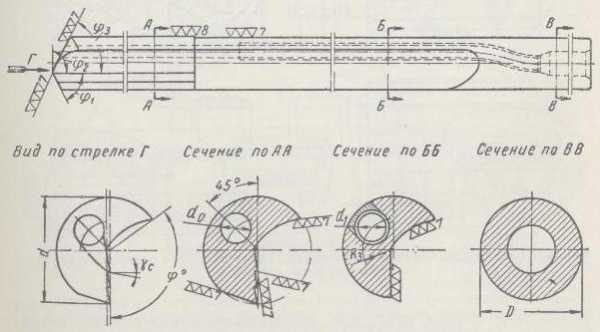
Рис.3.Ружейное сверло с фрезерованной канавкой для наружного отвода стружки.
Для уменьшения поверхности соприкосновения цилиндрической части сверла со стенкой отверстия и улучшения условий омывания рабочей части сверла охлаждающей жидкостью предусмотрена лыска шириной К (Рис.1) с оставлением калибрующей ленточки f=0,15/0,4мм. Сверло снабжается обратным конусом, равным 0,1/0,3мм на 100мм длины рабочей части.
Режущее лезвие сверла смещается относительно центра на величину Н (Рис.1), в результате чего при сверлении в центре остается нулевой стержень, диаметр которого обычно 2Н<0,03d. При большем диаметре нулевой стержень трудно обламывается.
Передняя поверхность сверла может быть снабжена стружколомами, глубина которых S колеблется в пределах 0,05-0,4мм в зависимости от диаметра сверла.
Ружейные сверла для отверстий диаметром 18-45мм (Рис.3.) отличаются от сверл меньшего диаметра тем, что рабочая часть сверла изготовляется из сплошного материала. Для подвода охлаждающей жидкости в рабочей части сверла сделано отверстие диаметром d1=5/12мм. Рабочая часть сверла приваривается к стеблю с двумя фрезерованными канавками: одна с углом φ служит для отвода стружки, другая шириной d1+(1,5/2мм) - для впаивания медной трубки по которой подводится охлаждающая жидкость к рабочей части сверла. На передней поверхности сверла делают несколько стружколомов шириной 3-6мм (в зависимости от диаметра сверла).
Похожие статьи:
Архив новостей:
bs111.ru
Ружейные сверла
vainamoinen 19-11-2011 12:39Требуется сверлить длинные ровные каналы в деревянных заготовках, диаметры: 16, 18, 20, 22 мм; максимальная длина канала - 400 мм. Очень важно, чтобы сверло не уводило в сторону. Пробовал спиральные свёрла Левиса и перовые с удлинителем, результат не устраивает. Посоветовали ружейные свёрла, но в продаже их нигде не видно. В связи с этим два вопроса: продаёт ли их кто-нибудь в Москве (или с пересылом) и есть ли у кого возможность переточить буры по бетону на заточку по металлу?

Стволы сто лет как не производят методом сверления.Продаются же длинные полу-метровые свёрла Dewalt,к примеру.Не найдёте,можно самому сделать(у меня все длинные свёрла самодельные),при наличии токароно станка.
Crazy hunter 19-11-2011 20:59quote:Originally posted by classhunter:Стволы сто лет как не производят методом сверления.Да,что вы говорите!http://www.youtube.com/watch?v=xZfVjKxtvEE&feature=relatedРекомендую посмотреть,сверлит мастер на 4м40с.
classhunter 19-11-2011 21:14Спасибо за ссылку Очень интересно! Не думал,что где-то ещё остался этот экономически ущербный способ производства.Очень аскетично,к слову сказать. Все ведущие мировые фирмы изготавливают стволы методом холодной ротационной ковки.Это намного выгоднее и быстрее,нежели токарить заготовки...Стволы гешпанцы паяют - просто "атас" Тогда за свёрлами к ним
crank 19-11-2011 22:48quote:Originally posted by vainamoinen:Требуется сверлить длинные ровные каналы в деревянных заготовках, диаметры: 16, 18, 20, 22 мм; максимальная длина канала - 400 мм. Очень важно, чтобы сверло не уводило в сторону. Пробовал спиральные свёрла Левиса и перовые с удлинителем, результат не устраиваетУводить будет любое сверло,просто величина разная.Сущность ружейного сверла,это экцентричная режущая кромка,базирование по стенки отверстия,специальный хвостовик для облегчения отвода стружки,внутренний подвод СОЖ.Для сверления дерева я не видел ружейных свёрл,но если сильно чешется,то можно сделать самому.Для этого в прутке требуемого диаметра по длине делается выборка в четверть сечения прутка,а режущая часть(тот конец которым сверлить) затачивается.Геометрии заточки поищите,они доступны.На самом деле,если сверлить с оптимальным режимом,с периодическим выводом инструмента для удаления стружки,правильно заточенным и ровным сверлом,то увод вполне приемлимый.
crank 19-11-2011 23:42quote: Не думал,что где-то ещё остался этот экономически ущербный способ производства.Очень аскетично,к слову сказать. Все ведущие мировые фирмы изготавливают стволы методом холодной ротационной ковки.Это намного выгоднее и быстрее,нежели токарить заготовки..Ковка на оправке-это метод формообразования нарезов,но не канала ствола.Поэтому заготовки для стволов ВСЕ и ВСЕГДА сверлили и будут сверлить.LAVER 20-11-2011 12:33quote:Требуется сверлить длинные ровные каналы в деревянных заготовках, диаметры: 16, 18, 20, 22 мм; максимальная длина канала - 400 мм. Очень важно, чтобы сверло не уводило в сторону.Дайте более подробное описание заготовки,которую надо сверлить-что она из себя представляет.Какое дерево?Какая форма?Ровними должны быть только каналы,или ещё и чистыми?
И почему вы всё-же хотите сверлить её сверлами для оружия-там-же ясно видно-что сверлят заготовки для стволов-обычными сверлами,потом уже-специальными развертками дорабатывают,потом-полируют отверстие.
Возможно вам как раз надо делать то-же самое-сначала прокалывать заготовку длинным сверлом(но режущие кромки должны быть заточены на специальные углы-немного отличающиеся от дерева,в зависимости от его плотности).
А потом уже досверливать спецсверлом-вот именно тем,что у вас перечеркнуто в первом сообщении,но центр сверла того должен быть заточен цилиндром-под тот именно диаметр,которым прокалывать заготовку будете.
Да,ещё важно-что-бы сверла вам точили на заточном станке со специальной приспособой для заточки свёрел,а не просто на глаз на наждаке.Это важно )).
_________________________________________________________________________Ви как дети чисто..Надо пгосерглить и точка!Дайте исходных данных много,будет вам ровно-таки.. )))(подслушал у одного старого еврея).
Константиныч 20-11-2011 05:05quote:Originally posted by vainamoinen:Посоветовали ружейные свёрлаС ружейными свёрлами тоже не будет счастья. Всё дело в том, что сверление каналов стволов делается на СПЕЦИАЛЬНЫХ СТАНКАХ, в которых заготовка и инмтрумент вращаются в противоположные стороны. Получающаяся в итоге архисумашедшая (!!!) отнсительная скорость вращения и приводит к эффекту автоматического самоцентрирования.С дрелью этот фокус не прокатит. vainamoinen 20-11-2011 10:44quote:Originally posted by LAVER:Дайте более подробное описание заготовки,которую надо сверлить-что она из себя представляет.Какое дерево?Какая форма?Ровними должны быть только каналы,или ещё и чистыми?Вот например:



Древесина твёрдая: клён, вишня, орех. Флейта двусоставная. В идеале общая длина 711 мм, внутренний диаметр 22 мм, толщина стенки 8 мм.
quote:Originally posted by LAVER:Возможно вам как раз надо делать то-же самое-сначала прокалывать заготовку длинным сверлом(но режущие кромки должны быть заточены на специальные углы-немного отличающиеся от дерева,в зависимости от его плотности).А потом уже досверливать спецсверлом-вот именно тем,что у вас перечеркнуто в первом сообщении,но центр сверла того должен быть заточен цилиндром-под тот именно диаметр,которым прокалывать заготовку будете.Перечёркнуто обычное сверло по дереву диаметром 6 мм. Я тему и затеял потому что нужны спецсвёрла больших диаметров. Я сверлил так, как Вы объясняете, но тут опять всё в свёрла упирается. С двух сторон по 60 мм обычным сверлом 6 мм, но остаётся 240 мм которые надо досверлить. Единственное, что нашёл для этой цели - спиральное сверло Левиса, но оно гнётся как ему заблагорассудится. В итоге имеем неровный канал по которому пойдёт вот эта порнография:

classhunterВы противоречите сами себе:
quote:Originally posted by classhunter:Стволы сто лет как не производят методом сверления иquote:Originally posted by classhunter:закупает полуфабрикаты у "Круппа" в виде просверленных заготовок малой длиныВсе заготовки для столов сверлят,а уж как потом получают нарезы,и как после этого удлиняется заготовка это другая песня.
DEDV49 20-11-2011 13:31quote:Требуется сверлить длинные ровные каналы в деревянных заготовках, диаметры: 16, 18, 20, 22 мм; максимальная длина канала - 400 мм. Очень важно, чтобы сверло не уводило в сторону.А нельзя поменять технологию.Сначало внутреннее просверлить,на оправку и обработать снаружи.quote:В итоге имеем неровный канал по которому пойдёт вот эта порнография:А эта порнография и не пойдёт.Тонковата и много сочлинений.Да и базы у пёрки нет.vainamoinen 20-11-2011 14:20quote:Originally posted by DEDV49:А нельзя поменять технологию.Сначало внутреннее просверлить,на оправку и обработать снаружиТехнологию можно и такую использовать, но опять же всё упирается в свёрла:

Ещё раз для тех кто был в германиях:
-сверление заготовок присутствует при любом способе производства ствола
-стволы не производятся сверлением
-радиальная ковка не заменяет токарную обработку
spy der 21-11-2011 10:40quote:Originally posted by Константиныч:Всё дело в том, что сверление каналов стволов делается на СПЕЦИАЛЬНЫХ СТАНКАХ, в которых заготовка и инмтрумент вращаются в противоположные стороны. Получающаяся в итоге архисумашедшая (!!!) отнсительная скорость вращения и приводит к эффекту автоматического самоцентрирования.С дрелью этот фокус не прокатит.Мне делали на токарном с ТВА, диаметр 32,2 длина 670 мм, спуск получился 6 тысячных. Цилиндры для амортизаторов на мотоцикл, для стволов такая точность вероятно более чем приемлема. Проблема возникла только с поиском сверла по диаметру.
classhunter 21-11-2011 12:25quote:Originally posted by crank:Ещё раз для тех кто был в германиях:третий раз для тех, кому туда не надо :quote:Originally posted by crank:-сверление заготовок присутствует при любом способе производства стволанайдите пост,где я это отрицалquote:Originally posted by crank:-стволы не производятся сверлениемвидео посмотрели?quote:Originally posted by crank:радиальная ковка не заменяет токарную обработкуномер поста,в котором я сказл,что заменяет,пожалуйста огласите.теперь для тех,кто в танке :закупаются заготовки ПРОСВЕРЛЕННЫЕ, длиной менее 300мм и из них на ротационном оборудовании для ковки делаются ГОТОВЫЕ ГЕОМЕТРИЧЕСКИ стволы. ГДЕ Я ПРОТИВОРЕЧУ СЕБЕ??? Если вам так хочется поспорить,то я прицеплюсь к ваше фразе,что: "Ковка на оправке-это метод формообразования нарезов,но не канала ствола"(с). Значит,сверлением образовали канал ствола,по длине равный менее 300мм по-вашему? Парируйте! И ещё раз: где я написал,что болванки непросверленные одеваются на оправку??? Как бы это по-вашему выглядело???
quote:Originally posted by Crazy hunter:Эти потери металла,автамотически заложены в цене продукта. Виктору вальневу(VVal) напишите и спросите,почему ИЖМЕХ от сверления перешёл на ковку,он всё Вам, Юрий, разжуёт.Игорь68 21-11-2011 14:53Не знаю,как там в германиях и удмуртии,но самые прочностно-ответственные,высокоцентрирующие по оси длинномерные отверстия получаются при прошивании заготовки на прокатном стане.При этом отсутствуют отходы и разностенностьВ результате такой пластической деформации происходит ориентирование зерен и образование "волокнистой"структуры.Весь процесс происходит при соответствующих температурах рекристаллизации,вследствие чего вся система сплава переходит в устойчивое термодинамическое состояние.
Gunmaker 21-11-2011 16:11Игорь, для дудки это слишком заумно ...
Из ничего подняли проблему космического масштаба.
При самых примитивных домашних приспособлениях, на тех линейных размерах ошибку можно спокойно укладывать в 2-3 мм, даже обычными свёрлами. А систему сверления можно отладить чисто для конкретной трубодурной задачи и ошибка будет не выходить за пределы 1-2 мм.А если отдавать на сверловку толковому токарю, то разговор отпадёт сам собой.
crank 21-11-2011 16:39classhunter.С вами всё понятно,доказывать вам что-то не имеет смысла.Когда буде следующий раз в Германии,зайдите на lothar walther,и поинтересуйтесь техпроцессом.
crank 21-11-2011 16:59quote:Originally posted by :Не знаю,как там в германиях и удмуртии,но самые прочностно-ответственные,высокоцентрирующие по оси длинномерные отверстия получаются при прошивании заготовки на прокатном стане.При этом отсутствуют отходы и разностенностьВ результате такой пластической деформации происходит ориентирование зерен и образование "волокнистой"структуры.Весь процесс происходит при соответствующих температурах рекристаллизации,вследствие чего вся система сплава переходит в устойчивое термодинамическое состояние.[B][/B]
Интересно,но мало применимо для стволов.Поскольку если металл имеет какие-либо остаточные напряжения,то при обточке может произойти искажение канала и/или ствола в целом.Любое формообразование нарезов с помощью пластической деформации требует последующего снятия напряжений,что далеко не всегда происходит в желаемой мере и режим ТО для каждой партии металла необходимо корректировать.
Например при стрельбе серией у напряжённых стволов раскидывает кучу.Поэтому бенчрестёры не жалуют кованные стволы. По классу точности стрельбы наиболее кучные это резанные стволы,затем дорнованные,потом кованные и волочённые(мало применимый способ).
LAVER 21-11-2011 17:14quote:Originally posted by vainamoinen:Перечёркнуто обычное сверло по дереву диаметром 6 мм. Я тему и затеял потому что нужны спецсвёрла больших диаметров. Я сверлил так, как Вы объясняете, но тут опять всё в свёрла упирается. С двух сторон по 60 мм обычным сверлом 6 мм, но остаётся 240 мм которые надо досверлить. Единственное, что нашёл для этой цели - спиральное сверло Левиса, но оно гнётся как ему заблагорассудится. В итоге имеем неровный канал по которому пойдёт вот эта порнография:
1)Берите заготовку с запасом-грубо говоря-полено.2)Сверлите в ней сквозное отверстие длинным сверлом(удлинённым можно-наваренным),но сверлите на ручной подаче-аккуратненько,выбирая такие обороты,что-бы дерево не горело.Проколите полено насквозь.3) Фрезеруйте на готовый диаметр вторым сверлом,(с большими оборотами,потому как там работать будут только острые кромки того спецсверла ,малой площадью касающиеся заготовки)у которого центр соответствует толщине проколотого отверстия.4)Когда готово отверстие-зажимайте,настраиваясь на него-полено в токарный станок и обрабатывайте его снаружи.
(у вас очень удобная деталь для изготовления,намного хуже было-бы,если-бы отверстий в одной детали было много,и нужна была-бы их соосность определённая).
vainamoinen 21-11-2011 18:18quote:Originally posted by LAVER:Берите заготовку с запасом-грубо говоря-поленоЗаготовка - брусок сечением 50х50 мм из которого нужно выточить изделие диаметром 45 мм. Переводить лес из-за отсуствия хороших свёрел не есть хорошо, да и нет такой возможности. Я не говорю, что у меня в работе сплошные косяки, просто хочу стабильного результата, который с перовыми свёрлами не получить. Буду искать длинные свёрла по металлу, у них должна быть достаточная жёсткость.
Игорь68 21-11-2011 18:32quote:Originally posted by crank:Интересно,но мало применимо для стволов.Поскольку если металл имеет какие-либо остаточные напряжения,то при обточке может произойти искажение канала и/или ствола в целом.О температуре рекристализации Вы прочли?Так это именно делают для того,чтобы полностью убрать напряжение.А мало применимо для дешевых стволов-согласен.Только когда ценник переваливает за лимон,то там не только 300 летний орех)),а еще много чего такого,даже отсутствует токарная обработка(обточка),только строганиеclasshunter 21-11-2011 18:54quote:Originally posted by crank:зайдите на lothar waltherДа при чём здесь Лотар Вальтер? Они нарезняк делают,речь в теме о сверлении длинных сквозных отверстий.Не уходите от ответа PS: обычно люди,начинающие разговор словами "с вами всё понятно...",хотят приблизить его окончание из-за собственной некомпетентностиТопик-стартеру:закажите хорошему токарю сделать длинный стержень и запресовать в него под конус Ваше сверло большого диаметра.Уводить размер всё равно будет,от этого не деться никуда.Помниться,у одного токаря видел самопальный двигатель,приспособленный на заднюю бабку токарного станка.Он крутит сверло в одном направлении,в то время как станок - в другом. И всё равно увело
crank 21-11-2011 20:27quote:Originally posted by Игорь68:О температуре рекристализации Вы прочлиДаже зная об этом всё,вы не сможете исключить коробление и изгиб длинных тонких деталей,поэтому наружную обточку ствола производят до развёртывания,но после сверления,используя за базу просверленное отверстие.quote:Originally posted by Игорь68:Только когда ценник переваливает за лимон,то там не только 300 летний орех)),а еще много чего такого,даже отсутствует токарная обработка(обточка),только строганиеНеоднозначно.Когда оружие столько стоит,то главное,что оно ВЫГЛЯДЕЛО.Лучше всего выглядят дорнованные стволы-просто зеркало,строганные всё таки не так блестят.Тот же Прехтель берёт только вальтеровские стволыИгорь68 21-11-2011 21:45Мы говорим С Вами об разном.Меня Прехтли,как и все дорнированное и строганное-не вдохновляет))
Crazy hunter 22-11-2011 12:46quote:Буду искать длинные свёрла по металлу, у них должна быть достаточная жёсткость. Ищите,когда найдете,переточите сверло для сверления дерева и улыбнется Вам удача.Когда работал на деревяшке использовали все сверла по металлу,переточенные под сверление дерева.Crazy hunter 22-11-2011 12:51Мужики!!!Хватит спорить о стволах.Хотите поспорить о стволах,зайдите в ИЖ-18МН Глазами владельца.....там всегда этот вопрос на первом месте.))))))))))
gun,master 22-11-2011 08:31Прочитал,повеселился от души.Как можно из ничего!,такую бодягу развести...
LAVER 22-11-2011 13:12quote:Буду искать длинные свёрла по металлу, у них должна быть достаточная жёсткость.Да не нужны они длинные в оригинале для дерева при таких диаметрах,как у вас.Наварите на самые длинные,которые найдёте -удлинители,переточите на углы для дерева,и чаще извлекайте сверло,что-бы стружкой не забились,и не попортили затотовку,вырвав её из патрона или провернув там...и будет вам счастье... )))).
VMI 23-11-2011 12:02Сверла одностороннего резания(ружейные сверла) выпускались по ТУ 2-035-655-79,2-035-722-80,2-035-859-81.В продажу никогда не поступали.Требуют обеспечения жесткой системы СПИД (станок-приспособление-инструмент-деталь)-дрелью-не получится.
spy der 23-11-2011 13:03quote:Originally posted by VMI:В продажу никогда не поступали.Требуют обеспечения жесткой системы СПИД (станок-приспособление-инструмент-деталь)-дрелью-не получится.Есть они в продаже.
VMI 23-11-2011 14:04quote:Есть они в продаже. За 20 лет кое-что изменилось.Мир все время меняется и никогда в лучшую сторону.Ипр88 14-01-2012 09:55quote:Мир все время меняется и никогда в лучшую сторону.вы считаете что поступление их в продажу- это очевидное ухудшение? =)Eric Cartman 16-01-2012 22:34Вот вы кипиш подняли (хорошо что я на печке). Все по делу, расхождения в ньюансах, но слушать друг друга никто не хочет.З.Ы. Отверстие в заготовке для ротационной ковки можно и штампом получить З.З.Ы А что никто про электроэрозионное формирование нарезов не упомянул?
varan 16-01-2012 23:57По существу вопроса тс - из моего вееесьма скромного и давнишнего опыта сверловки на токарном деревях - сверло постоянно уводит от периферии к центру, по годовым кольцам видно. Видать там древесина менее плотная. Высокие обороты с небольшой подачей обычно помогали, но тоже не без косяков. Свёрла обычные по железу.
guns.allzip.org










