Ручной метчик – качество резьбы в наших руках! Метчик для
Метчик гаечный – определим особенности и разновидности инструмента + видео
Если выбирать инструмент для нарезания внутренней резьбы у гаек, то лучше всего использовать гаечный метчик. Когда может возникнуть такая необходимость, и почему это приспособление окажется лучшим помощником, мы расскажем в этой теме.
Назначение и применение гаечных метчиков
Внешне метчик выглядит, как винт с прямыми или прорезанными винтовыми канавками для стружки, которые образуют режущие края. Хвостовая честь метчика закрепляется в воротке, а рабочая режущая часть вставляется в металл, где нужно будет сделать отверстие. После этого в результате вращательных движений нарезается резьба. Рабочая его часть состоит из режущей и калибрующей поверхностей. Грань сзади во избежание возникновения трения о деталь, в которой происходит нарезка, выполнена как затылованная. Важно, чтобы профиль самой резьбы соответствовал профилю резьбы, прорезаемой метчиком.

Чтобы нарезать очень крупную резьбу, обычно принято использовать комплект метчиков, состоящий из двух-трех наименований. В данном случае подразумеваются инструменты для черновой обработки, для получения среднего качества и чистового окончания. Все они отличаются между собой как профилем, так и размерами. Иногда могут использоваться даже комплекты из пяти штук, например, при работе с такими вязкими материалами, как титановые сплавы, также используются для глухих отверстий и со сквозным выходом. Материал, из которого производятся эти инструменты, это либо твердые сплавы, либо быстрорежущая сталь. Вы нигде не встретите варианты из мягкого металла, потому что они быстро сотрутся в процессе нарезки отверстий.
Используются такие инструменты на заводах и предприятиях с токарными или сверлильными станками, а также в домашних условиях при нарезке вручную. Чем отличается машинный метчик от ручного, так это разными формами части, заходящей в отверстие. Для удобства в работе инструмент закрепляется в специальном патроне с осевой концентрацией на станке, либо для этого используется обычный цанговый патрон с встроенной цангой для использования метчиков. Недавно в качестве альтернативы для этого крепления начали применяться цанги с компенсацией. Чтобы получить качественную внутреннюю резьбу, используя пластическое деформирование (или накатывание), применяются метчики, не оставляющие стружки, также они известны, как раскатники. В них нет стружечных канавок, в отличие от других видов.
Если говорить исключительно о гаечных метчиках, то их особенностью является наличие более длинного хвостовика и заходной режущей части.
Метчик гаечный: классификация
По способу нарезания инструменты делятся на несколько групп. К первому типу относятся метчики для внутренней резьбы, а ко второму – всё, что способно нарезать резьбу снаружи (например, плашки, любые прогонки и винторезные доски). Теперь подробней о том, как происходит нарезка. Рабочая часть, представленная, как винт с некоторым количеством продольных и винтовых канавок, производит нарезку внутренней резьбы. Метчики, у которых есть винтовые канавки, обладают особым преимуществом перед таким же инструментом с канавками, выполненными прямо. В результате такого преимущества создаются удобные условия для более быстрой работы с благоприятным исходом.
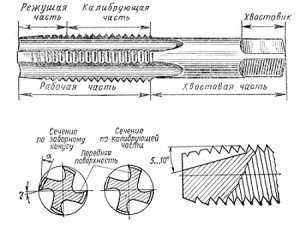
Заборная часть по форме похожа на конус, она сужается к месту забора стружки, что позволяет метчику легко входить в прорезаемое отверстие и легко делать там отверстие нужного диаметра и глубины. Продолжением заборной является калибрующая часть, роль которой – зачистка и калибровка отверстия, только что прорезанного. Часть, отвечающая за резку, называется резьбовой и имеет зубья по своей окружности, называемые режущими перьями, выполненными в форме резцов, имеющих элементы резания. Канавки – углубления между этими перьями, предназначающиеся для получения режущих кромок и выхода нарезанной стружки. Метчики, у которых диаметр менее 20 мм, как правило, изготавливают с тремя, а при диаметре выше 20 мм – с четырьмя канавками.

Определяем их устройство по типу назначения, где метчики делятся на ручные слесарного типа и машинные. К ручным относятся гаечные, плашечные (для наружной резьбы), маточные и специальные метчики. Этот тип особенно применим при ручной работе и удобен из-за малых размеров и легкого использования. Черновым метчиком резьба нарезается начерно, в то же время средним метчиком можно получить довольно точную резьбу. Третий предмет из комплекта, чистовой, уже используется для полной нарезки резьбы и её последующей калибровки. Для точного определения метчиков из комплекта на их хвостовых частях делают метки. Количество меток соответствует порядку их в работе. Также вместо меток можно написать обычный номер (один, два или три). На той же части метчика наносится размер резьбы, которая получится в процессе работы с этим инструментом.
Канавки на метчике – что может от них зависеть?
По направляющим канавкам метчики различаются на те, в которых эти элементы прямые и винтовые. Их направление бывает выполнено в правую сторону для левой резьбы гайки, или же может быть правым, соответственно, для нарезки левой резьбы. Метчики, имеющие винтовые канавки, часто применяются для нарезания как можно более точной резьбы на изделии. Виды таких моделей известны следующие: цилиндрические, конические, гаечные, плашечные и маточные. У конических метчиков удлинена заборная часть. Их резьба неполная и переходит постепенно в полную в той части, где происходит калибровка. Эти приспособления пригодны, чтобы делать резьбу в отверстиях сквозного типа. Цилиндрический тип представляет собой средство для нарезки резьбы, главным образом, в глухих отверстиях.

Цель гаечных метчиков заключается в нарезании гаек вручную или на специальных станках. Изготавливаются они с удлиненными хвостовиками, чтобы удобнее было собирать на них гайки с нарезанной резьбой. Отличие плашечных метчиков от гаечных заключается в наличии в первом заборного конуса большого размера и своим предназначением нарезать резьбу за один проход в плашках. Ну, а последний тип, маточные, применяют, обычно, чтобы зачистить резьбу в плашках после того, как она была нарезана плашечным метчиком, и для аналогичного процесса с резьбой в рабочих плашках. Канавки маточных метчиков делаются со спиралью в правую сторону.
От обычных машинных инструментов бесканавочные мечники отличаются, как это видно из названия, полным отсутствием продольных канавок, а приемный конус на них значительно короче. На кончике резьбовой части расположена пара малых канавок, с наклоном оси к центру инструмента. Бесканавочные метчики на порядок прочнее других, редко ломаются, не делают брака. Так как у них более длинная резьбовая часть, их можно много раз перетачивать, поэтому срок их службы более продолжителен.

Главным достоинством бесканавочных метчиков является, несомненно, их высокая производительность во время нарезания резьбы, особенно, учитывая их применение в сквозных и глухих отверстиях, а не только в одном. Комбинированные метчики представлены двумя частями и разделяющей их шейкой, и подразделяются они на бесканавочные, двухступенчатые и сверло-метчики. Применение их очень экономит время, ведь здесь нужно пользоваться только одним инструментом, а не целым комплектом.
Оцените статью: Поделитесь с друзьями!remoskop.ru
110 фото правильного подбора и использования инструмента
В некоторых случаях при проведении монтажных работ требуется восстановление гаек, ремонт сорванных болтов, устранение замятой резьбы внутреннего размещения. Купить новые крепежные элементы может быть затруднительно. Решить проблему поможет метчик.

Краткое содержимое статьи:
Конструктивные особенности приспособления
Метчик для нарезки резьбы представляет собой прочный стержень из стали или твердосплавных металлов. На стержень нанесены режущие элементы. Благодаря термической обработке конструкции, этот инструмент может быстро нарезать канавки для вкручивания на основании.
Резьбу можно создать как на съемных деталях, так и на конструктивных элементах, которые прочно крепятся на более крупные по размерам блоки.

Конструктивно инструмент включает:
- Канавки в количестве 2-6 штук для удаления стружечной массы и поступления смазки. Такие впадины могут быть однорадиусной, двухповерхностной с прямолинейным или радиусным типом передней и задней поверхности. Канавки направляются линейно, по спирали влево или вправо.
- Коническая заборная часть конструкции, облегчающая врезание зубьев с углом наклона 3-20 градусов.
- Цилиндрический калибрующий компонент с занижением обратного типа в пределах 0,1 мм.
Разновидности инструмента
Крепежное соединение будет качественным и надежным, если вам удастся правильно подобрать ручные метчики. При выборе следует руководствоваться действующими типами классификации.

Назначение приспособления
Метчики слесарного назначения используют технологию воротка при обустройстве резьбы в деталях корпусного типа. Чаще всего в работе применяют наборы метчиков. Каждый инструмент обеспечивает снятие только части припуска – от черновой обработки до финишной набивки резьбы.

Механически нарезать резьбу можно при помощи машинной обработки. Для этого применяются сверлильные и токарные станки, агрегатные механизмы. Инструмент отличается большей прочностью. Также он наделяется заборным компонентом в более укороченной форме.

Гаечные приспособления требуются для качественного нарезания гаек. Конус для забора более длинный, а для обработки детали требуется надевать их на прямолинейный хвостовик при использовании сверлильного и товарного станка или изогнутый хвостовик в случае работы на резьбонарезном агрегате.

Виды по конструкции
По фото метчика можно определить возможность использования различных видов данного инструмента по конструктивным особенностям.

Различают:
- бесканавочные для нарезания в алюминиевых деталях или заготовках из легированной стали;
- с канавками винтового типа под глухую резьбу;
- с зубьями в шахматной последовательности для работы с вязкими материалами;
- ступенчатые для более четкого придания форм;
- комбинированные для совмещения функций сверла и метчика;
- протяжного типа с целью нарезания резьбы с отверстием насквозь;
- колокольные метчики под резьбу большого диаметра.
Особенности измерения резьбы
В инструментах может применяться метрическая и дюймовая система измерения размера. В приспособлениях первого типа шаг резьбы метчиков задается в миллиметрах. При этом для каждого типоразмера М3-М27 задается основной (более крупный) шаг и мелкие дополнительные шаги под резьбу.

При использовании второго варианта в обозначении диаметра используется дюйм, а вместо указания шага задается число витков, приходящихся на 1 дюйм размера. Шаг резьбы будет больше в том случае, если увеличено число витков.

Различия в форме профиля
Метчики могут быть коническими или трапециевидными. Первые необходимы для нарезки резьбы непосредственно там, где будет фиксироваться крепеж с соблюдением заданной герметичности.

Трапециевидная конструкция необходима при обустройстве резьбы ходового типа. Она требуется в деталях, которые переводят вращающиеся перемещения в поступательные.

Направленность резьбы
Если правосторонние метчики проделывают резьбу для большинства крепежей в соответствии с направлением часовой стрелки, то левосторонние задают левый тип резьбы, т.е. против стрелки часов.

Последний вариант необходим для крепления деталей, которые постоянно вращаются, а поэтому требуется минимизировать или исключить полностью ослабление в процессе такого движения.
Как правильно использовать
Размеры метчиков варьируются в зависимости от поставленной цели, однако для всех типов необходимо придерживаться общей технологии использования:

Определить требуемый диаметр отверстия. Подобрать метчик и сверло с нужными размерами.

Просверлить отверстие с размером меньше диаметра самого метчика. Например, для резьбы диаметром 5 мм потребуется отверстие 4,2 мм в мягких металлах – латуни или стали. В твердо металлических изделиях сверлится отверстие 4,1 мм.

В отверстие последовательно вставляется черновой метчик с крупными режущими элементами для удаления 3/4 материала, а затем чистовой для окончательной обработки.
 Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.
Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.

Рукоятка аппарата вращается плавно с предварительной обработкой отверстия и рабочей части смазкой. Регулярно следует удалять стружку.

Резьбонарезные инструменты помогают быстро решить проблемы с подгонкой крепежных элементов. Они могут быть ручными и механическими. При покупке этих приспособлений следует также уделять особое внимание качеству изготовления. Среди ручных моделей рекомендуют использовать продукцию Jonnesway, FIT, MATRIX или STAYER. В результате их использования созданное крепление будет прочным и надежным.
Фото метчика
























Инструменты из раздела:
zdesinstrument.ru
Ручной метчик – что предстоит "наметить" таким инструментом? + видео
Ручной метчик – это инструмент, который лучше всего подойдет для создания внутренней резьбы, причем без привлечения громоздких станков. Чаще всего, мы увидим его в руках слесаря.
Конструкция ручных метчиков – чем обрабатывается резьба?
В целом, метчики широко применимы не только на токарных станках, но и на обрабатывающих центрах. Ручные модели отличаются от машинных тем, что у первых несколько другая форма заходной части. Данные инструменты сделаны в виде винта, на котором имеются несколько продольных прямых прорезей или же винтовых канавок с образующими режущими кромками. Стандартный метчик состоит из таких элементов, как хвостовик и рабочий корпус, который имеет заборную часть и калибрующую. Роль хвостовика в данном инструменте – плотно закреплять метчик в патроне во время прорезания резьбы или в воротке.

Рабочая часть на метчике – это то место, где происходит нарезание резьбы. Она сделана в виде винта, на котором находятся продольные канавки и винтовые. Больше преимуществ у метчиков с прямыми прорезями, нежели у вариантов с винтовыми. Прямой тип канавок помогает обеспечить наиболее благоприятные условия для отхода стружки. Заборная часть инструмента сделана в виде конуса. Именно эта часть входит в прорезаемое отверстие первой, и именно с ее помощью производится основная работа по нарезке резьбы. Калибрующая часть помогает продолжать работу заборной части. Ее функция – защита и калибровка нарезаемого отверстия.
Режущие зубчики или перья, находящиеся на резьбовой части инструмента, имеют форму резцов и расположены по всей окружности. Канавки или углубления между режущими перьями предназначены для того, чтобы образовывать режущие кромки и для вывода стружек при нарезании. Если диаметр метчиков составляет около 20 мм, то их изготавливают с тремя канавками, а инструменты с диаметром от 20 и 40 мм имеют четыре канавки.
Ручной метчик – особенность приобретения
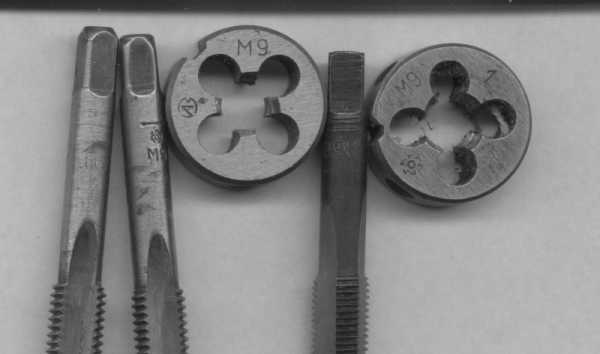
Как же выглядит такой инструмент уже в руках слесаря? Так как ручные метчики относят к слесарным инструментам и с их помощью можно нарезать резьбы вручную, то было решено, чтобы они изготавливались набором, который состоит из двух или трех инструментов. Обычно в набор входят несколько метчиков: черновые, средние и чистовые. Различить их можно по маркировкам или, чаще, по номерам, которые обозначают последовательность применения в работе, как правило, это номера 1, 2 и 3.
Предназначение чернового метчика – накрутить резьбу начерно, то есть это некий набросок. Средним резьба подравнивается, и она получается более точной. Использование чистового приспособления необходимо для окончательной работы, с его помощью получается точное нарезание. Также им выполняется и калибровка. Определить, какой именно метчик: черновой, средний или чистовой – несложно. Для этого есть специальные отметки на хвостовой части. Они сделаны в виде круговых рисок или колец, или, как мы уже упомянули, вы можете увидеть там цифры.

Если необходимо выполнить основную слесарную резьбу, где диаметр составляет от 8 и до 18 мм, то можно воспользоваться ручными одиночными метчиками. Для резьбы с диаметром от 6 и до 24 мм уже потребуется комплект из двух метчиков. Обычно необходимо использовать в работе черновые и чистовые. А если диаметр резьбы от 2 и до 52 мм, то невозможно сделать работу качественно без комплекта из трех предметов. Если резьба трубная, а диаметр составляет от 1/8 и до 4, потребуется комплект из двух метчиков.
Метчик машинно-ручной и другие виды этого инструмента
Различаются метчики направлением канавок. Помимо того, что канавки могут быть прямыми или винтовыми, также они могут быть либо с левой резьбой, либо с правой. Обычно их так и называют – левыми и правыми, правда, расшифровывать эти названия нужно навыворот, то есть, если вам нужна левая резьба, то работать следует правым метчиком. Если необходимо выполнить очень точное нарезание резьб, то нужно использовать метчики с винтовыми канавками, работать будет сложнее, но результат порадует.
Отличие бесканавочных метчиков от обычных в том, что у них полностью отсутствуют продольные канавки на всей длине резьбовой части. Отличие имеется и в приемном конусе, у данных инструментов он намного короче. Отличаются они также и в небольших симметрично расположенных канавках, которые имеются в конце резьбовой части. Оси канавок наклоняются к оси инструмента. Метчики такого типа помогают повысить производительность. Их срок службы значительно выше, чем у других разновидностей. Кроме того, их можно использовать для нарезания резьбы не только в глухих отверстиях, но и в сквозных.
Профессионалы часто используют в работе комбинированные метчики. Они бывают бесканавочными, двухступенчатыми, выделяют еще и сверло-метчик. Но данный тип больше относится к машинным метчикам. Бывает, что специалисты на конец инструмента приспосабливают рукоятку и применяют для ручной работы. Смешанная функция для данного инструмента – не редкость, есть целый класс таких приспособлений. Метчики машинно-ручные (ГОСТ 3266-81) имеют отличия от обычных ручных в материале, из которого они изготовлены. Для них сплав берется потверже, потому что их задача делать отверстие за один проход, если их используют на станке.

Подразделяют ручные метчики и по конструктивному решению режущей части. Они бывают коническими и цилиндрическими. Конические инструменты отличаются удлиненной заборной частью, резьба у них неполная и постепенно переходит в полную калибрующую часть. Данные модели применяют в тех случаях, когда нужно сделать нарезание резьбы в сквозных отверстиях. Инструментами цилиндрического типа пользуются, когда нужно выполнить нарезание резьбы в глухих отверстиях.
Устройство ручных метчиков может видоизменяться, в зависимости от их предназначения. По этому признаку выделяют гаечные, плашечные, маточные и специальные варианты. Метчики гаечного типа можно использовать для нарезания резьбы, как на станках, так и в ручной работе, поэтому это весьма популярный метчик машинно-ручной разновидности. У них сделан удлиненный хвостовик, с помощью которого можно собирать гайки. Все собранные гайки крепятся именно на хвостовике. Главное отличие плашечного метчика – в большом заборном конусе. Его предназначение – предварительное нарезание резьбы в плашках за один проход.
После того, как работа выполнена плашечным метчиком, нужно зачищать резьбу маточным инструментом. Они отличаются канавками, у них сделана правая спираль.

Секреты работы ручным метчиком
Начинать работу с метчиком надо с вычисления длины шага. То есть нужно уточнить диаметр резьбы. Это нужно для получения качественной работы. Пример: если нужна резьба М20х1, то внутреннее отверстие будет составлять около 1,9 см. Сначала выполняется черновая нарезка. Это можно сделать специальным приспособлением – своеобразным кольцевым ободком. Работать надо аккуратно, потому что хоть сделан инструмент из твердых металлов, но все же он очень хрупкий. Когда подготовка сделана, можно работать самим метчиком. Многие предпочитают сделать все дрелью, но нет гарантии, что отверстие будет перпендикулярным и без перекосов.
Работая ручными метчиками, надо использовать и такое устройство, как вороток, иногда вместо него применяют обычный разводной ключ. Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник.

remoskop.ru
Метчики для нарезания резьбы вручную
Резьба – универсальное изобретение человека. С ее помощью нам удается соединять различные детали, собирать целые механизмы и в то же время оставлять их в разборном виде, пригодными к оперативному ремонту или модифицированию.
Стандартные метчики для нарезки резьбы
Часто перед человеком встает необходимость вручную выполнить резьбу на том или ином предмете. Это может быть что угодно, от мелкой гайки, до трубы для отопления.
Для выполнения работ по нарезке резьбы используют метчики. Однако вас наверняка заинтересует вопрос, как нарезать резьбу метчиком и сделать это правильно, а также какой метчик лучше использовать?
В этой статье мы постараемся разобраться со всеми вышеназванными пунктами.
Cодержание статьи
Назначение инструмента
Для начала разберемся с тем, что же собой представляет нарезка резьбы. Ведь этот процесс только кажется очень простым и легким. На самом деле необходимо приложить определенные усилия, чтобы в итоге получить качественный результат.
Особенно трудоемким считается вариант, когда резьбу выполняют вручную, так как от человека тут требуется не только точность в измерениях, но и приложение реальных физических усилий.
Итак, процесс создания резьбы на трубе или любом другом подходящем предмете, по сути, являет собой обработку металла вращательными движениями с помощью специальных инструментов
Металл, каким бы прочным он ни являлся, все же поддается даже ручной обработке. В особенности если на него воздействуют инструментами из более крепких сплавов.
Таким инструментом и является метчик. Метчик способен нарезать исключительно внутреннюю резьбу. Он имеет продолговатую, иногда конусообразную или срезанную форму. На его краях находятся фигурные резцы с проемами. Их количество, форма и угол наклона зависит от типа инструмента.
Например, если рассматривается метчик для трубной резьбы по цветным металлам, то он будет иметь более широкий профиль и небольшой наклон. Хотя и тут все зависит от конкретной модели.
Принцип работы
Резцы метчик имеет только на одной из сторон. Это его рабочая сторона. На другой же располагается так называемый фиксатор. Часть, что отвечает за установку инструмента.
Например, простейший инструмент для трубной резьбы может иметь обычные квадратные грани на тыльной стороне. Подобная форма упрощает фиксацию насадки любыми инструментами, вплоть до обычного ключа.
 Метчики для станков
Метчики для станков Более продвинутые модели продаются в комплекте с вращательными ручками. Здесь уже метчик является своего рода насадкой для специального ключа с большим плечом приложения усилий. Таким образом, работа сильно упрощается, человеку приходится прикладывать меньше сил, а процесс нарезки резьбы становится эффективнее.
Если в качестве рабочего инструмента применяется станок, то обратная часть метчика будет выполнена в форме, что подходит для крепления в патрон конкретного промышленного оборудования.
Метчик вставляется внутрь необработанного отверстия рабочей стороной и проворачивается определенное количество раз. Количество оборотов четко нормируется.
Например, если используется обычные модели для трубной резьбы, то хватает порядка 2-3 минут вращения в интенсивном темпе, чтобы подготовить качественную и надежную резьбу. Однако более дорогие инструменты помогут вам завершить работу быстрее.
Во время вращения метчик постепенно срезает металлическую стружку и удаляет ее из отверстия. Каждый оборот понемногу продвигает его внутрь, пока вы не определите нужные размеры на трубе или гайке.
С одного прохода метчиком создать качественную резьбу вам вряд ли удастся. Для нормального результата понадобится сделать несколько проходов. И правильно будет применять для этого специализированные разновидности метчиков.
Типы и размеры
Метчиков на современном рынке хватает с лихвой. В работе можно применить огромное количество самых разнообразных вариаций.
Однако правильно будет в первую очередь обратить внимание на их деление по рабочему признаку.
Так метчики бывают:
- Черновые;
- Чистовые.

Использование миниатюрного ручного метчика
Черновой метчик – это инструмент, что применяется при первичной обработке трубы. То есть выполняет проход по полностью гладкой поверхности. Он грубее и прочнее чистового варианта, стоит немного дороже и работать с ним сложнее.
Черновой инструмент просто прорезает канавки определенных размеров, которые потом необходимо будет доработать. Если нарезку предполагают вести вручную, то без него просто не обойтись.
Второй представленный вид – насадки для выполнения чистовой резьбы. Они предназначаются для прохода по уже нарезанной черновой резьбе.
Старайтесь всегда пользоваться и черновым и чистовым инструментом. Экономить на метчиках, применяя что-то одно – дурная практика. Черновой метчик не даст вам возможности выполнить работу достаточно качественно, так как готовая резьба будет нуждаться в основательной доработке.
Использование же исключительно чистового метчика приведет к его скорейшему выходу из строя. Резцы просто затупятся из-за чрезмерных нагрузок.
Это касается практически всех инструментов такого типа. Не имеет значения, подразумеваете вы метчик для трубной резьбы, или промышленный гаечный образец. Редкие исключения составляют только модели, что выполняют функции насадки на станок. Но в быту они практически не встречаются.
По типу резьбы метчики делят на:
- Левосторонние;
- Правосторонние.
Большинство метчиков нарезают правостороннюю резьбу. Это своеобразный стандарт. Вот почему если вы выбираете модель для трубной резьбы, то рекомендуется покупать именно правосторонний метчик.
Метчики для нарезки резьбы на трубах
Однако случаются ситуации, когда необходимо выполнить левую резьбу. Ярким примером является станок. Гайки для фиксации патрона на нем имеют левую резьбу. Такое конструктивное решение является необходимостью.
Дело в том, что патрон на станке тоже вращается в правую сторону, и при длительной эксплуатации крепежные гайки или болты, будь они зафиксированы с помощью правосторонней резьбы, могли бы ослабиться.
Если же на них оборудована левая резьба, то крепеж с такими проблемами не сталкивается. А это, как вы сами понимаете, положительно сказывается на безопасности во время эксплуатации агрегата.
Что же до конкретных размеров, то тут у вас есть масса вариантов. Один только агрегат для трубной резьбы представлен десятками различных моделей.
Учитывается тип резьбы, ее размер, ширина, глубина, шаг резьбы и т.д. Причем марки насадок тоже имеют определенные различия. Так, размеры резьбы могут изменяться в зависимости от выбранной величины измерения: дюймов, миллиметров и т.д.
Заточка метчика своими руками (видео)
Известные разновидности
Также обратим внимание на виды метчиков в зависимости от рабочего направления. Встречается метчик:
- Для трубной резьбы;
- Гаечный;
- Метрический;
- Машинный.
Первый образец – самый распространенный. И неудивительно, ведь именно его применяют, когда необходимо выполнение трубной резьбы, в том числе и для бытовых целей.
Любое резьбовое соединение в сантехнике выполняется метчиками для трубной обработки. Конечно, если вас интересует именно внутренняя резьба, в противном случае задействуют инструменты для формирования наружной резьбы – плашки.
Такой метчик формирует резьбу с увеличенным шагом и представлен в самом большом количестве разновидностей. На рынке встречаются решения в любом ценовом диапазоне.
Гаечный образец, как уже понятно из названия, нарезает резьбу на гайках, рабочих шайбах, зажимах и других подобных деталях.
Метрический применяется для нарезки резьбы с уплощенным срезом. Этот вид встречается преимущественно в промышленности или капитальном строительстве.
Машинный метчик подразумевает использование в качестве насадки для станка. У него улучшенная уникальная геометрия, более надежный сплав и множество других уникальных особенностей. Равно как и цена.
Процесс нарезки
Так как нарезать резьбу метчиком? Да очень просто. Вам необходимо выполнить всего несколько стандартных действий.
В первую очередь подбирают рабочий инструмент. Здесь ошибки быть не может. Четко определитесь с размерами, шагом резьбы, ее направлением. Затем приступайте к работе.
Этапы работы:
- Готовим инструмент к работе.
- Смазываем грани метчика.
- Нарезаем черновую резьбу.
- Меняем метчик на чистовой и выполняем чистовой проход.
- Проверяем качество резьбы.
- При необходимости повторяем четвертый шаг.

Процесс формирования резьбы метчиком
Сам процесс нарезки заключается во вращении метчика в определенном направлении. Если резьба правосторонняя, то вращаем вправо. После каждых 3-4 оборотов необходимо повернуть метчик в обратную сторону примерно на половину оборота, это улучшит качество резьбы.
Старайтесь работать исключительно со смазкой, так как в таком случае процесс пойдет легче, да и инструменты будут изнашиваться медленнее.
Другие похожие статьи по теме:
trubypro.ru
Как нарезать резьбу метчиком вручную
Все дело в том, что область применения метчиков, в данном случае, оказывается очень разнообразной. К примеру, потребность в них может возникнуть, чтобы восстановить резьбу в бытовой технике, на велосипеде или для того, чтобы прикрепить на стену лосиные рога.
Сразу скажем, что метчиков великое множество, одни применяются относительно часто, другие крайне редко, поэтому чтобы уметь правильно выбрать для себя нужный метчик и суметь правильно им нарезать резьбу мы подготовили этот рассказ. Итак поехали:
Виды метчиков для нарезания резьбы
- метрические,
- дюймовые.
Еще раз отметим, что это наиболее встречающиеся, остальные типы применяются только для узкоспециализированных работ.
Начнем с самых распространенных.
Метрические метчики для нарезания резьбы
Это наиболее массовая группа метчиков, она включает в себя: машинно-ручные (м/р), ручные, гаечные и левые. Все они в той или иной мере могут быть востребованы.
Машинно-ручные метчики для нарезания резьбы

Согласно ГОСТа 3266-81, м/р выпускаются начиная с диаметра 1.0 мм и до 125.0 мм. Конечно, нам такие крайности точно не пригодятся, в ходу в основном таковые с диаметром от 4 мм до 24 мм.
Их отличительная особенность — наличие шейки (углубления) на хвостовике, она нужна для надежного зажима в промышленных станках. Кроме того, они бывают еще и разных исполнений, но для нас с Вами все это будет не важно, мы ведь все равно их будем использовать как ручные.
Производятся данные метчики в 2-х вариантах: комплектные и однопроходные.
Комплектные метчики

1) Комплектные всегда состоят из двух метчиков, каждый из которых имеет свое назначение и название, черновой (№1) и чистовой (№2). Нарезать резьбу начинают первым номером, а вторым уже завершают.
Комплекты считаются самыми дорогими, поэтому целесообразнее всего использовать их в твердых сталях или для получения особо качественной резьбы.
Однопроходные метчики

2) Одинарные, в свою очередь, бывают для глухих и для сквозных отверстий, тут думаю также из названия все понятно.
Они нарезают резьбу за один проход, т.е. по сути являются универсальными, отсюда свои плюсы и минусы. Процесс нарезания резьбы пойдет труднее, возможно придется пройти метчиком туда-обратно не один раз, чтобы получилось то, что нужно, зато по стоимости они не дорогие.
Ручные метчики
Этот тип также предназначен для нарезания внутренней резьбы в металле только ручным способом — при помощи специального воротка. Отличаются они от м/р отсутствием канавки, длиной и не возможностью работы в вязких и труднообрабатываемых сталях.
Бывают они только комплектные, не смотря на это, зачастую, стоят гораздо дешевле одинарных м/р, потому как материал «быстрореза» их оказывается более низшего качества. Нередко изготавливают их из углеродистой стали У7. В общем, преимущество их только в цене, если предстоит обрабатывать не твердый материал или нужно просто прогнать резьбу вполне сгодятся. В остальных случаях, как повезет.
Гаечные метчики
Такие метчики, вы не перепутаете ни с какими другими, потому что они имеют удлиненный хвостовик. Предназначены они для работы в автоматических станках по производству гаек, но это не мешает их с успехом использовать и для наших с Вами целей. Иногда бывают ситуации, когда рабочей длины обычного инструмента не хватает, вот тут-то и пригодятся такие.
Они всегда бывает только одинарные, нарезают резьбу за один проход.
Левые метчики

Выпускаются только комплектами в машинно-ручном исполнении, что не мешает собственно их использовать как ручные. Они хоть и имеют узкую сферу применения, потребность в них возникает регулярно. Это может быть ремонт какой-нибудь хитрой импортной техники или автомобиля, а также просто в качестве экстрактора.
Каждый номер (1 и2) имеет дополнительную маркировку в виде русской буквы Л или латинских LH, свидетельствующих о том, что он предназначен для нарезания именно левой резьбы.
С видами метрических метчиком разобрались, теперь расскажем, как правильно подобрать нужный размер.
Все вышеперечисленные виды должны иметь маркировку. Она может быть нанесена разным способом, но это не меняет суть дела и не определяет качество изделия. В обязательном порядке должен быть указан: диаметр, шаг резьбы и вид быстрорежущего материала.
Примеры:
— М10х1.25 HSS
— М12х0.75 Р6М5
Для каждого диаметра ГОСТом определен свой перечень шагов резьбы. Еще у каждого d есть так называемый основной шаг, например, для 6 мм — это будет 1.0, для 10 мм — 1.5, для 16 мм — 2.0, в этом случае он может не указываться на инструменте. На нем будет присутствовать вот такая маркировка: М6, М10, М16 соответственно.
Отметим и еще одну особенность — шаг резьбы в числовом выражении не может быть выше основного. Пример: у метчика М14 мм о/ш 2.0, значит, у него не может быть шаг 2.5 и более.
Какой метчик для нарезания резьбы лучше купить
Самый легкий способ это замерить шпильку или болт, которая вкручивалась или будет вкручиваться в деталь. Диаметр измеряем щтангенциркулем (ШЦ), а шаг резьбы метрическим резьбомером.
Если нет ни того не другого, несем деталь в магазин инструмента, там все это выполнят за вас. Конечно, возможна ситуация когда ее снять нельзя или она весит очень прилично, в этом случае придется все-таки приобретать резьбомер. При этом, правда, учтите, что они бываю метрическими (М60) и дюймовыми (D55).
Теперь пару слов о хороших и плохих метчиках. Многие склонны подразделять данный инструмент на профессиональный и обычный. К первому принято относить дорогие изделия именитых европейский фирм, а ко второму — произведенному в Китае, но это не совсем корректно. Возможно кое-какая закономерность прослеживается, но в целом ситуация выглядит немного по-другому.
При покупке лучше придерживаться следующих рекомендаций:
- если вам нужно только подновить резьбу или нарезать ее в не твердом материале, то сгодится самый дешевый ручной метчик,
- для ответственных работ выбираем комплектные м/р производства Украины (Винница, Львов) или совместного Россия-Китай (ТулаМаш, Инреко, Белгород),
- лучшими по соотношению цена-качество являются метчики, произведенные еще в СССР,
- маркировка Р6М5, нанесенная на метчик, не гарантирует его качества (касается дешевых изделий),
- наилучшими показателями обладают метчики с маркировкой Р9, Р12, Р18, Р6АМ5, Р6М5К5.
И еще, приобретая резьбонарезной инструмент, не забудьте взять еще и специальный вороток для него.
Метчики нельзя отнести к постоянно используемому инструменту, но в некоторых случаях без них просто нельзя обойтись, поэтому будем надеется, что данная статья поможет Вам лучше разбираться в этом вопросе.
У нас осталась не затронутой еще одна интересная группа метчиков — дюймовые, но они применяются гораздо реже вышеуказанных и о них мы расскажем уже в другой статье.
hozyindachi.ru
Метчик и плашка это инструменты для
Метчики
Метчик – инструмент для формирования профиля резьбы в отверстии. Метчики имеют рабочую часть, шейку и хвостовик. Рабочая часть метчика предназначена для механической обработки резанием и состоит из заборной части, режущих зубьев и калибрующих зубьев. Хвостовик инструмента предназначен для закрепления инструмента на станках в специальные резьбонарезные патроны, либо при слесарных работах квадратный хвостовик метчика устанавливается в метчикодержатель или вороток.
рис. 1 – метчики с винтовой канавкой для глухих отверстий
рис. 2 — метчикодержатель
Виды метчиков
Метчики подразделяются по типу выполняемых работ
Ручные метчики
Машинные метчики
Ручные метчики используются комплектом из 2-3 штук. На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком. Метчик №2 или №3 имеет меньшую длину заборного конуса (примерно = 2-3 шага резьбы), это позволяет обрабатывать глухие отверстия максимально близко ко дну отверстия, а также он имеет окончательный профиль резьбы, такие метчики называют чистовыми.
Метчики изготавливают по разным стандартам
Российские стандарты
Машинно-ручные метчики для метрической, дюймовой, трубной резьбы — ГОСТ 3266-81.
рис. 3 – метчик с усиленным хвостовиком
Усиленный хвостовик повышает жесткость инструмента и как следствие стойкость. Применяется на резьбах до М10 (включительно) основной шаг.
рис. 4 – метчик с шейкой
Применяются при нарезании неглубоких резьбовых отверстий. Являются более дешевой альтернативой метчиков с проходным хвостовиком изготовленных по DIN.
рис. 5 – метчик с проходным хвостовиком
Проходной хвостовик позволяет нарезать резьбу длиннее, чем режущая часть метчика.
Машинные метчики для метрической резьбы – ГОСТ 8859-74.
рис. 6 – метчик машинный
Гаечные метчики для метрической резьбы – ГОСТ 1604-71
рис. 7 – метчик гаечный
Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
рис. 8 – метчик гаечный с изогнутым хвостовиком
Зарубежные стандарты
Метчики ручные комплектные для метрической резьбы – DIN 352
Метчики машинные с усиленным хвостовиком для метрической резьбы – DIN 371
Метчики машинные с проходным хвостовиком для метрической резьбы – DIN 376, DIN 374
Метчики ручные комплектные для мелкой метрической резьбы – DIN 2181
Метчики гаечные для метрической резьбы – DIN 357
Метчики машинно-ручные для метрической резьбы – ISO 529
Метчики ручные для трубной резьбы – DIN 5157
Метчики машинные для трубной резьбы – DIN 5156
Метчики ручные для трапецеидальной резьбы – DIN 130
Примечание: Принципиальной разницы между метчиками изготовленными по ГОСТ и по DIN нет. Метчики изготавливаемые по DIN немного короче метчиков по ГОСТ (аналогичных серий), примерно на 10 мм. Поэтому, исходя из потребительского спроса, наша компания представляет следующие серии метчиков для метрической резьбы: короткая серия по DIN, короткая серия по ГОСТ, метчики с удлиненным хвостовиком по DIN. Чем больше длина метчика, тем он дороже.
Метчики подразделяются по виду обрабатываемой резьбы
М Резьба метрическая основной шаг 60°
Мf Резьба метрическая мелкий шаг 60°
BSW Резьба Витворта 55° основной шаг BS 84
BSF Резьба Витворта 55° мелкий шаг BS 84
UNC Резьба унифицированная 60° основной шаг ANSI B1.1
UNF Резьба унифицированная 60° мелкий шаг ANSI B1.1
G (BSP) Резьба трубная цилиндрическая 55°
NPT Американская трубная коническая резьба 60° 1:16 ANSI/ASME B1.20.1,
К Коническая дюймовая резьба
NPTF Американская трубная плотная коническая резьба 60° 1:16 ANSI B1.20.3
NPS Американская трубная цилиндрическая резьба 60° 1:16 ANSI/ASME B1.20.1
Rp (PS) Резьба трубная цилиндрическая
R (BSPT) Резьба трубная коническая 1:16
Pg Резьба для обсадных труб
Метчики для специальной резьбы
Метчики подразделяются по типу обрабатываемого отверстия
а)
б)

в)
а) Метчики с подточкой для обработки сквозных отверстий.
Подточка необходима для того, чтобы стружка шла перед метчиком (особенно на вязких материалах) и не забивала стружечные канавки.
б) Метчики с винтовой канавкой – для обработки глухих отверстий
При обработке глухих отверстий, в процессе резания стружка за счет СОЖ и инерции выталкивается по винтовым канавкам наружу, это позволяет избегать повторное резание стружки и поломки метчика.
в) Метчики с прямыми канавками – для универсальных работ
Особенно часто подходит для материалов дающих сегментную стружку или стружку надлома, такие материалы как серый чугун, бронза и т.д.
Метчики подразделяются по длине заборной части
рис. 9 – для метчиков по DIN
рис. 10 – для метчиков по ISO
Метчики подразделяются по виду обрабатываемого материала
1. Низколегированные стали, легированные и улучшаемые стали, нержавеющие легкообрабатываемые стали. Предел прочности до 900 Н/мм2. Передний угол 8°-10°.
2. Углеродистые и конструкционные стали, легированные и улучшаемые стали, алюминиевые сплавы дающие кроткую стружку (невязкий). Предел прочности до 500 Н/мм2. Передний угол 12°-15°.
3. Нержавеющие труднообрабатываемые стали. Предел прочности до 500 Н/мм2. Передний угол 6°-8°.
4. Чугун (строго HSS), латунь и бронза, дающая короткую стружку, твердую пластмассу. Передний угол 0°-3°.
5. Алюминиевые сплавы дающие длинную стружку (вязкий), цинковые и магниевые сплавы, медь. Передний угол 15°-20°.
Рекомендации к применению метчиков
В зависимости от обрабатываемых материалов необходимо правильно подобрать скорость резания.
Так же необходимо выбрать материал метчика HSS (Р6М5) или HSSE (Р6М5К5).
При обработке материалов первой и третьей группы рекомендуется использовать инструмент HSSE. Кобальт повышает красностойкость метчика.
Материалы четвертой и пятой группы рекомендуется обрабатывать инструментом HSS.
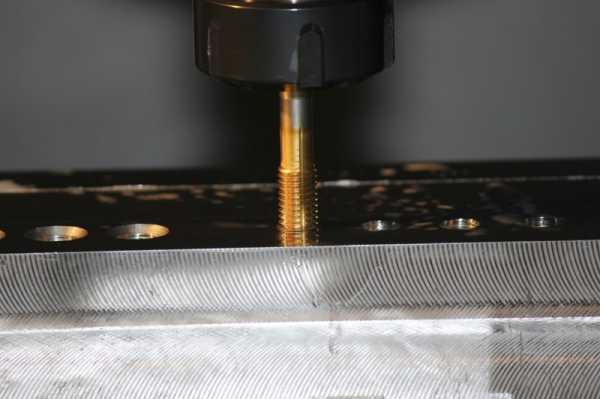
Метчики машинные применяются на токарных, сверлильных, фрезерных станках, обрабатывающих центрах, а также для обработки резьбы вручную.
Метчик устанавливают на станке в специальные вспомогательные инструменты:
- Плавающий резьбонарезной патрон
- Резьбонарезной патрон с осевой и радиальной компенсацией
- Реверсивные резьбонарезные предохранительные патроны
- Цанговый патрон
При обработке глухой резьбы на универсальном станке обязательно станок должен быть оснащен реверсом шпинделя или реверсивный резьбонарезным патроном.
Материалы, из которых изготавливаются метчики
Плашки изготавливают из следующих материалов:
Инструментальная сталь марок У11А, У12А.
Легированная сталь марок ХВСГ, 9ХС, ШХ15 по ГОСТ 5950.
Быстрорежущая сталь марок Р6М5 (HSS), Р18, Р6М5К5 (HSSE), Р6М5Ф3 и др.
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности
рис. 11 — классы точности метчиков
рис. 12 — поле допусков для метчика
stroyvolga.ru
Машинный метчик: описание и предназначение
В классе металлорежущих инструментов особое место занимают приспособления, выполняющие функции насадок на станках. К таким относятся и метчики, которые позволяют формировать внутреннюю резьбу в металлических заготовках.
Несмотря на простой внешний вид, данное устройство является весьма ответственным инструментом. Достаточно сказать, что машинный метчик выполняется из специальных сплавов на основе быстрорежущего металла или инструментальной стали. В итоге структура материала и наделяет конструкцию высокой режущей способностью при незначительных процессах износа, которые, впрочем, тоже неизбежны.

Назначение инструмента
Любой метчик ориентируется на формирование резьбы во внутренних поверхностях различных деталей. Обычно данный инструмент рассматривается как элемент рабочей оснастки станков. Так, типовой машинный метчик используется в обрабатывающих установках, позволяя быстро и эффективно реализовать задачу по нарезке нужной кромки.
При этом стоит подчеркнуть разнообразие конфигураций резьбы, которую реализует данный инструмент. Чаще всего различают техники нарезки канавок в сквозных и глухих отверстиях.
В первом случае формируется канавка по всей протяженности профильного канала, а во втором – частично, до определенной точки в длине. Примечательно, что метчик машинный для глухих отверстий, как правило, отличается особой фаской на рабочем стержне. Впрочем, конструкцию инструмента стоит рассмотреть отдельно.

Устройство метчика
Инструмент состоит из двух основных частей, которые могут иметь разные параметры и в целом формы конструкции. Рабочая часть представляет собой цилиндрический стержень, который является одновременно калибровщиком и резчиком. Вторая часть – хвостовик, который выполняет задачу фиксатора к месту установки в станке.
К слову, крепление реализуется и через цанговый патрон, и с помощью специальных зажимных элементов – они также предусматриваются в системе станка. Например, метчики машинные удлиненные своей заходной частью подходят для установки в механизмах осевой компенсации. Но есть и ручные модели, которые интегрируются не в патроны станков, а взаимодействуют с рычажными приспособлениями, имеющими пазы определенного формата.
Важно отметить, что сама режущая кромка может иметь разную точность. Как правило, первый сеанс обработки выполняется черновыми моделями, а затем ведется более точная, чистовая доработка поверхностей.
Виды метчика

Обычно модели метчиков классифицируют на три категории:
- плашечные;
- маточные;
- специальные устройства.
Первый вариант используется для создания резьбы при условии обработки прохода за один рабочий сеанс. Маточный инструмент имеет другую задачу – произведение зачистки в отверстиях, которые прежде обслуживал черновой или плашечный метчик.
Также существуют специальные бесканавочные модели. Это особая категория, которая отличается принципом формирования резьбы. Как правило, машинный метчик без канавок применяется в работе с мягкими металлами. Обработка производится за счет деформирования методом наката, а не посредством резки. Таким образом, например, осуществляется формирование резьбы с помощью метчиков-раскатников, исключающих образование металлической стружки.
Основные характеристики
Существует несколько параметров, по которым специалисты подбирают нужные инструмент для формирования резьбы:
- Основной характеристикой является номинальный диаметр резьбы, который может составлять, к примеру, 10 мм.
- От конфигурации расположения канавок будет зависеть шаг резьбы. Эта величина отступа между кромками может составлять несколько миллиметров.
- Следует отметить, что метчик машинный, размеры которого в диаметре составляют порядка 10 мм и менее, имеет более твердый сплав в своей основе. Более же крупные модели зачастую выполняются из быстрорежущих металлов – модификации, диаметр которых может превышать 25 мм. Но это вовсе не значит, что крупноформатный метчик проигрывает в надежности и точности нарезки небольшим аналогам. Дело в том, что увеличение площади режущих кромок компенсирует менее высокие показатели жесткости металлической структуры.

Советы по эксплуатации метчика
В первую очередь нужно выбрать подходящий по диаметру метчик. Далее продумывается конструкция его хвостовика, которая должна подходить к месту установки в патрон.
Если планируется использовать станок с ЧПУ, то предварительно рассчитывается и оптимальный скоростной режим. В случае применения резьбонарезного патрона, к примеру, машинный метчик должен вращаться с расчетом, что показатель подачи на один оборот будет иметь среднее значение в 95% по отношению к величине шага. Данный параметр должен устанавливаться в программе станка. Соблюдение этого условия предотвратит самозатягивание инструмента.
Также по возможности рекомендуется использовать и высококачественные патроны с компенсацией, которая ограничит крутящий момент. Благодаря такой оснастке обеспечивается более корректное осевое перемещение метчиков, не говоря об их жестком контроле в процессе рабочих операций.
Заключение

Качество формирования канавок резьбы определяется несколькими параметрами. Это может быть и соответствие целевого и обрабатывающего материалов, правильность выбора размерных величин конструкции инструмента и т. д. Зачастую на характеристики полученного результата влияет и способ оказываемого усилия.
Существуют метчики ручные, машинные и универсальные, которые успешно применяются и в станках, и в воротке зажимного приспособления. Самым рискованным методом формирования резьбы с точки зрения получения низкого качества является ручной метчик. Данная техника всецело зависит от того, насколько точно и равномерно прилагаются усилия при нарезке канавок. Опытные специалисты рекомендуют производить подобные операции медленно, но в едином темпе на протяжении всего прохода.
fb.ru










