Большая Энциклопедия Нефти и Газа. Шаг резьбы крупный
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 8724-2002 (ИСО 261-98)
Группа Г13
МКС 21.040.10ОКСТУ 0071
Дата введения 2004-01-01
1 РАЗРАБОТАН Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО "НИИизмерения")
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 6 ноября 2002 г.)За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджан | Азгосстандарт |
Армения | Армгосстандарт |
Беларусь | Госстандарт Республики Беларусь |
Грузия | Грузстандарт |
Казахстан | Госстандарт Республики Казахстан |
Кыргызстан | Кыргызстандарт |
Молдова | Молдова-стандарт |
Российская Федерация | Госстандарт России |
Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
(Поправка, ИУС 10-2004)
4 Настоящий стандарт представляет собой идентичный текст международного стандарта ИСО 261-98 "Резьбы ИСО общего назначения. Диаметры и шаги в диапазоне диаметров от 1 до 300 мм" и содержит дополнительные требования, отражающие потребности экономики страны
5 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 23 июня 2003 г. N 201-ст межгосударственный стандарт ГОСТ 8724-2002 (ИСО 261-98) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2004 г.
6 ВЗАМЕН ГОСТ 8724-81ВНЕСЕНЫ поправки, опубликованные в ИУС N 10, 2004 год, ИУС N 4, 2006 год, ИУС N 6, 2015 годПоправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150 и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм. Основные размеры метрической резьбы - по ГОСТ 24705.Допуски резьбы - по ГОСТ 9000 и ГОСТ 16093.Дополнительные требования, отражающие потребности экономики страны, выделены курсивом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. ДопускиГОСТ 9150-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения ГОСТ 16093-70 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазоромГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
3 Определения
Термины и определения - по ГОСТ 11708.
4 Выбор диаметров и шагов
4.1 Диаметры и шаги резьб должны соответствовать указанным в таблице 1. При выборе диаметров резьб следует предпочитать первый ряд второму, а второй - третьему.
Таблица 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | ||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | ||||||
1 | 0,75 | 0,5 | 0,35 | 0,25 | 0,2 | ||||
0,25 | 0,075 | ||||||||
0,3 | 0,08 | ||||||||
0,35 | 0,09 | ||||||||
0,4 | 0,1 | ||||||||
0,45 | 0,1 | ||||||||
0,5 | 0,125 | ||||||||
0,55 | 0,125 | ||||||||
0,6 | 0,15 | ||||||||
0,7 | 0,175 | ||||||||
0,8 | 0,2 | ||||||||
0,9 | 0,225 | ||||||||
1 | 0,25 | 0,2 | |||||||
1,1 | 0,25 | 0,2 | |||||||
1,2 | 0,25 | 0,2 | |||||||
1,4 | 0,3 | 0,2 | |||||||
1,6 | 0,35 | 0,2 | |||||||
1,8 | 0,35 | 0,2 | |||||||
2 | 0,4 | 0,25 | |||||||
2,2 | 0,45 | 0,25 | |||||||
2,5 | 0,45 | 0,35 | |||||||
3 | 0,5 | 0,35 | |||||||
3,5 | 0,35 | ||||||||
Продолжение таблицы 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | ||||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | |||||||
4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||
4 | 0,7 | 0,5 | |||||||||
4,5 | 0,75 | 0,5 | |||||||||
5 | 0,8 | 0,5 | |||||||||
5,5 | 0,5 | ||||||||||
6 | 1 | 0,75 | 0,5 | ||||||||
7 | 1 | 0,75 | 0,5 | ||||||||
8 | 1,25 | 1 | 0,75 | 0,5 | |||||||
9 | 1,25 | 1 | 0,75 | 0,5 | |||||||
10 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||||
11 | 1,5 | 1 | 0,75 | 0,5 | |||||||
12 | 1,75 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | |||||
14 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | |||||
15 | 1,5 | 1 | |||||||||
16 | 2 | 1,5 | 1 | 0,75 | 0,5 | ||||||
17 | 1,5 | 1 | |||||||||
18 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
20 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
22 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
24 | 3 | 2 | 1,5 | 1 | 0,75 | ||||||
25 | 2 | 1,5 | 1 | ||||||||
26 | 1,5 | ||||||||||
27 | 3 | 2 | 1,5 | 1 | 0,75 | ||||||
28 | 2 | 1,5 | 1 | ||||||||
30 | 3,5 | (3) | 2 | 1,5 | 1 | 0,75 | |||||
32 | 2 | 1,5 | |||||||||
33 | 3,5 | (3) | 2 | 1,5 | 1 | 0,75 | |||||
35 | 1,5 | ||||||||||
36 | 4 | 3 | 2 | 1,5 | 1 | ||||||
38 | 1,5 | ||||||||||
39 | 4 | 3 | 2 | 1,5 | 1 | ||||||
40 | 3 | 2 | 1,5 | ||||||||
42 | 4,5 | 4 | 3 | 2 | 1,5 | 1 | |||||
45 | 4,5 | 4 | 3 | 2 | 1,5 | 1 | |||||
48 | 5 | 4 | 3 | 2 | 1,5 | 1 | |||||
(Поправка, ИУС 4-2006).Продолжение таблицы 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | |||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | ||||||
8 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
50 | 3 | 2 | 1,5 | |||||||
52 | 5 | 4 | 3 | 2 | 1,5 | 1 | ||||
55 | 4 | 3 | 2 | 1,5 | ||||||
56 | 5,5 | 4 | 3 | 2 | 1,5 | 1 | ||||
58 | 4 | 3 | 2 | 1,5 | ||||||
60 | 5,5 | 4 | 3 | 2 | 1,5 | 1 | ||||
62 | 4 | 3 | 2 | 1,5 | ||||||
64 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
65 | 4 | 3 | 2 | 1,5 | ||||||
68 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
70 | ||||||||||
docs.cntd.ru
Резьба - крупный шаг - Большая Энциклопедия Нефти и Газа, статья, страница 1
Резьба - крупный шаг
Cтраница 1
Резьбы крупного шага и большой длины фрезеруют монолитными или сборными дисковыми резьбовыми фрезами при непрерывном вращении и осевом перемещении заготовки. Требуемой глубины резьбы достигают установкой соответствующего межцентрового расстояния за пределами детали. [2]
Резьба крупного шага может быть нарезана за один проход с принудительной подачей, если толщина среза а 0 03ч - 0 05 мм. Нарезание рекомендуется производить без реверсирования метчиком-протяжкой ( рис. 17) на токарном станке при обратном ходе с подачей инструмента слева направо. Заготовку закрепляют в патроне, а метчик - в державке, установленной на суппорте. Метчик предварительно вставляется в нарезаемую заготовку, как при протягивании. Канавки винтовые: для правой резьбы левые и наоборот. [3]
Резьбы крупного шага и большой длины фрезеруют монолитными или сборными дисковыми резьбовыми фрезами при непрерывном вращении и осевом перемещении заготовки. Требуемой глубины резьбы достигают установкой соответствующего межцентрового расстояния за пределами детали. [4]
Нарезание резьб крупного шага с принудительной подачей может производиться за один проход, если толщина среза а 0 03 - г - Н-005 мм. [5]
Для резьб крупного шага и многозаходных резьб рекомендуется делать на метчиках прямые, а не винтовые ( спиральные) канавки. [6]
Нарезание резьб крупного шага на специальных станках с принудительной подачей может производиться по более простым схемам резания за меньшее число проходов. [7]
Для резьб крупного шага и многозаходных резьб рекомендуется делать на метчиках прямые, а не винтовые ( спиральные) канавки. [8]
Нарезание резьб крупного шага на специальных станках с принудительной подачей может производиться по более простым схемам резания за меньшее число проходов. [9]
При нарезании резьб крупного шага без принудительной подачи важно обеспечить самозатягивание метчика в начальный момент нарезания. С этой целью уменьшают притупление резьбы, образующееся после затачивания заборной части первого ( чернового) метчика, и снабжают передним резьбовым направлением последующие метчики комплекта. [10]
При нарезании резьбы крупного шага ( S 3 мм) применяют черновые резцы, работающие по генераторной схеме ( фиг. Последние работают по профильной схеме с радиальной ( фиг. [11]
При нарезании резьб крупного шага без принудительной подачи важно обеспечить самозатягивание метчика в начальный момент нарезания. [12]
Для облегчения нарезания резьбы особенно крупных шагов выпускаются комплекты метчиков из двух или трех штук. Черновой метчик при использовании таких комплектов выполняет основную работу по образованию резьбы, а чистовой метчик практически ее лишь калибрует и зачищает. [13]
Гильза 1, имеющая на своей наружной поверхности резьбу крупного шага, расположена в корпусе 2, который прикреплен к станине станка. Палец 8 входит в одну из впадин резьбы и удерживает от продольного перемещения гильзу /, которая получает вращение через червячную пару 4, 7 от рукоятки червяка, выведенной на переднюю стенку станины. Гильза / при вращении ввертывается или вывертывается из корпуса 2, перемещая таким образом ходовой винт, гайку, а следовательно, и рабочий стол станка. [14]
Страницы: 1 2
www.ngpedia.ru
ОБОЗНАЧЕНИЕ МЕТРИЧЕСКИХ РЕЗЬБ С ОСНОВНЫМ И МЕЛКИМ ШАГОМ: Метрическая резьба и дюймовая - основные отличия
 Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50×8LH-7е. Условное обозначение: буквы MJ, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов.
Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50×8LH-7е. Условное обозначение: буквы MJ, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов.
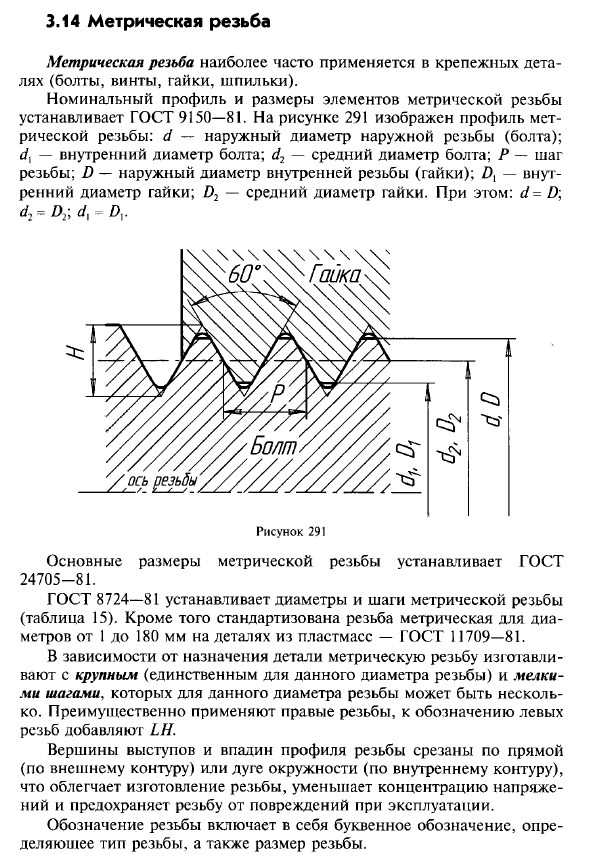
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм, нашла широкое применение в промышленности и бытовой техники. Современное машиностроение нельзя себе представить без резьб. Резьба является главным элементом во всех резьбовых соединениях. Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным. И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки.
Коническая и цилиндрическая резьба
В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки. Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
5.2. ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ С ЗАЗОРОМ
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Все параметры профиля измеряются в миллиметрах.
В этом случае 1М означает первый шаг до основного, 2М — второй. Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером.
Стандарт: ГОСТ 10177-82 — Основные нормы взаимозаменяемости. Резьба упорная. Профиль и основные размеры. Резьбы нефтяного сортамента предназначены для соединения труб в нефтяных скважинах. По форме профиля бывают треугольные, с углом профиля 60°, и трапецеидальные неравнобочные, с углами от 5° до 60° (так называемая резьба Батресс).
Как определить шаг метрической резьбы
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе.
Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами. В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы.
Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями. В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления.
Резьба метрическая цилиндрическая
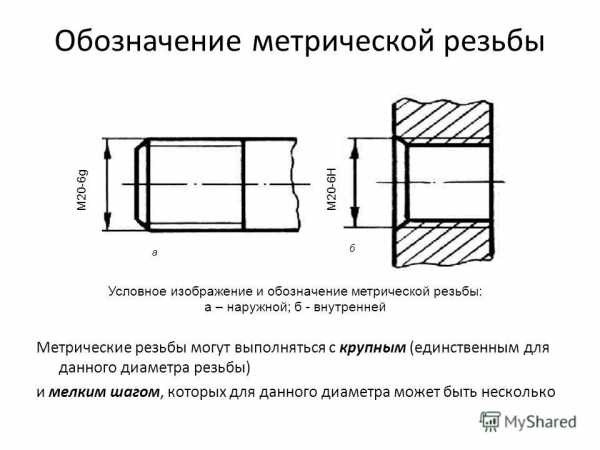
Для условного изображения резьбы на чертеже существуют определенные правила. Метрическая резьба обозначается следующим образом: вначале дается условный знак резьбы М, затем указывается размер наружного диаметра, шаг резьбы, если он мелкий (крупный шаг не обозначается). Разделение мелких метрических резьб на 1-ю, 2-ю, 3-ю и т. д. отпадает. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
Номинальный диаметр резьбы
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1).
Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю. Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80).
Резьбу с нестандартным профилем следует изображать. На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.Метрическая коническая резьбаобозначается в соответствии с ГОСТ 25229–82.
Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82.
Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Наружный диаметр резьбы на стержне (на виде спереди и слева) изображают сплошной основной линией, а внутренний диаметр — сплошной тонкой. Поначалу резьба BSW нашла применение и в Соединённых Штатах Америки. В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82.
Будем читать дальше:
zvidalumkaser.ru
Выбор - шаг - резьба
Выбор - шаг - резьба
Cтраница 1
Выбор шага резьбы часто определяется толщиной стенки детали. [1]
Выбор шага резьбы часто определяется толщиной стенки детали, которая, как правило, у пластмассовых деталей мала, поэтому в промышленности получили большое распространение резьбы с мелкими шагами. [2]
Выбор шага резьбы часто зависит от толщины стенки детали. Резьбы в деталях из термореактивных пресс-материалов выполняются, как правило, с мелкими шагами. Резьбы в деталях из термопластов ( упруго-пластичных материалов) рекомендуется применять с шагами 2 - 3 мм. [3]
Выбор шага резьбы часто определяется толщиной стенки детали. Так как детали, как правило, тонкостенны, то получили большое распространение резьбы с мелкими шагами. [4]
Выбор шага резьбы часто определяется толщиной стенки детали, которая, как правило, у пластмассовых деталей мала, поэтому в промышленности получили большое распространение резьбы с мелкими шагами. [5]
Яри выборе шагов резьб крупные шаги следует предпочитать мелким. [6]
При выборе шагов резьб крупные шаги следует предпочитать мелким. [7]
При выборе шага резьбы необходимо руководствоваться следующими рекомендациями. [8]
При выборе шагов резьб крупные шаги следует предпочитать мелким. [9]
Для гаек с диаметром резьбы более 48 мм при выборе шагов резьб сле - дует предпочитать: при диаметрах до 64 мм - крупные шаги мелким, а при диаметрах более 64 мм - шаг 6 -мм шагу 4 мм. [10]
Резьба для стандартных болтов применяется метрическая с крупным и мелким шагом. При выборе шагов резьб предпочтение следует отдавать крупным шагам. [12]
Для стандартных болтов применяется метрическая резьба с крупным и мелким шагом. При выборе шага резьбы крупный шаг следует предпочитать мелкому. [14]
Страницы: 1 2
www.ngpedia.ru
Резьба — Выбор шага - Энциклопедия по машиностроению XXL
При выборе болтов резьбу с крупным шагом следует предпочитать резьбе с мелким шагом. [c.172]Метрические резьбы бывают с крупным и мелким шагом. ГОСТ 8724—81 (СТ СЭВ 181—75) устанавливает три ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй —третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует шаг, определяемый зависимостью d (D) яь 6Р 3. У резьбы с мелкими шагами одному наружному диаметру могут соответствовать разные шаги. Метрические резьбы с мелкими шагами применяют при соединении тонкостенных деталей, ограниченной длине свинчивания, а также в случаях, когда требуется повышенная прочность соединения (особенно при переменных нагрузках). [c.277]
Задаются конструкцией гайки (цельная или разъемная) и принимают коэффициент высоты гайки н- Затем определяют средний диаметр резьбы ( 2 [см. формулу (3,172)1 и по ГОСТ 9484—73 принимают размеры резьбы с1, и 2 и р. При выборе шага р надо ориентироваться на средние его значения. Крупный шаг рекомендуется только для высоконагруженных передач, а мелкий — при необходимости перемещений повышенной точности. [c.377]При выборе шагов резьб крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а. [c.265]
Примечания. 1. /допуски резьб для резьб с крупными шагами класс точности 2 или 3, с мелкими—2а или 3. 2. При выборе шагов резьб [c.310]
При выборе шагов резьб крупные шаги следует предпочитать мелким. [c.235]
Резьба для стандартных болтов применяется метрическая с крупным и мелким шагом. При выборе шагов резьб предпочтение следует отдавать крупным шагам. [c.19]
При выборе резьбовых соединений предпочтение следует отдавать резьбам с крупным шагом и меньшей точности. Однако для резьбовых соединений ответственного назначения, при наличии вибраций и динамических нагрузок, а также при большой длине свинчивания рекомендуется применять соединения с мелким шагом резьбы и повышенной точности. [c.287]
Выбор шага резьбы часто определяется толщиной стенки детали. Так как детали, как правило, тонкостенны, то получили большое распространение резьбы с мелкими шагами. [c.618]
Для формования порошковой детали со сдвигом частиц относительно друг друга применяют штампы, конструкция которых схематично представлена на рис. 3.61. В этих штампах деталь 2 формуют в матрице /. Пуансон 3 совершает винтовое движение перемещается поступательно и одновременно поворачивается благодаря наличию в его приводе пары винт S - гайка с резьбой, имеющей такой шаг, который обеспечивает отсутствие заклинивания при осевой нафузке. С помощью этого штампа можно осуществлять различные соотношения поступательного и вращательного движений пуансона J, имея лишь одну пару винт - гайка с неизменным шагом резьбы. Это достигается выбором жесткости К упругого элемента 6 между верхним торцом винта J и плитой 7, которой штамп соединен с ползуном пресса. При высокой жесткости пуансон будет совершать только поступательное движение, а при нулевой жесткости - в основном вращательное. [c.120]
Типы резцов. Выбор типа резца для заданного технологического процесса зависит от многих факторов размеров профиля резьбы диаметра и шага вида резьбы (наружная или внутренняя) материала режущей части резца серийности производства деталей с резьбой типа станка к его состояния (рис. 1). [c.521]
ОБОЗНАЧЕНИЕ РЕЗЬБЫ И РЕКОМЕНДАЦИИ ПО ВЫБОРУ ШАГА И КЛАССА ТОЧНОСТИ [c.714]
При выборе шага резьбы необходимо руководствоваться следующими рекомендациями. [c.714]
Для стандартных болтов применяется метрическая резьба с крупным и мелким шагом. При выборе шага резьбы крупный шаг следует предпочитать мелкому. [c.293]
При выборе диаметров резьб ряд I следует предпочитать ряду 2, а ряд 2 — ряду 3. При выборе шагов следует предпочитать меньшие шаги. Диаметры, заключенные в скобки, применять не рекомендуется. [c.102]
При. выборе шага резьбы предпочтительными являются подчеркнутые. значения. [c.271]
Средний диаметр резьбы (фиг. 304) является основной величиной, характеризующей степень точности метчика. При выборе отклонений необходимо учитывать погрешность изготовления самого среднего диаметра, погрешности шага и угла профиля резьбы метчика, погрешности шага и угла профиля резьбы проходного резьбового калибра. Средний диаметр метчика в результате трения, возникающего на сторонах [c.535]
Типовые конструкции метчиков-раскатников показаны на рис. 21. Число граней раскатников на основе опыта рекомендуется следующим для резьб Мб —М20 — шесть граней д.пя резьб — М20 —МЗЗ — шесть или восемь граней для резьб М36 и выше — восемь граней для резьб до Мб — три грани. При выборе числа граней у раскатников следует учитывать шаг раскатываемой резьбы чем больше шаг, тем больше граней. [c.654]
Выбор шага резьбы. Шаг резьбы выбирают в соответствии е приложением к ГОСТ 11709-71 . [c.88]
Реактопласты —Склеивание 181 Ребра жесткости 61—66 Резина — Применение 192, 196 — Свойства 196 Резьба — Выбор шага 88 [c.213]
Выбор шага резьбы. Шаг резьбы выбирают в соответствии с приложением к ГОСТу 11709—66. [c.122]
В винтовых механизмах в большинстве случаев используют резьбу метрическую или трапецеидальную. Метрическую резьбу (см. гл. 13) применяют во всех случаях, когда шаг резьбы меньше 1 мм. По точностным возможностям эта резьба уступает трапецеидальной. Метрическую резьбу можно выполнять как с крупным, так и мелким шагом. Например, резьба с d = 10 мм может иметь шаг Р = 1,5 (крупный) 1,25 1,00 0,75 0,5 мм. При выборе резьбы следует учитывать, что резьба с крупным шагом ослабляет стержень винта больше, чем резьба с мелким шагом. [c.101]
Трапецеидальная и упорная резьбы стандартизованы. Установлено три ряда диаметров и три ряда шагов этих резьб . При выборе диаметров следует предпочитать первый ряд второму, а второй— третьему. [c.434]
Выбор шага резьб для винтов рекомен дуется производить по табл. 98, [c.497]
При выборе шагов резьб для гаек с резьбой до 48 мм крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а. [c.622]
Для гаек с диаметро.м резьбы более 48 мм при выборе шагов резьб сле- дует предпочитать при диаметрах до 64 мм — крупные шаги мелким, а при диаметрах более 64 мм — шаг [c.622]
Стандартом предусмотрены три шага (5 = 20 12 5) для данного диаметра резьбы. Выбор шага резьбы в данном [c.299]
Стандартные болты различают по характеру обработки поверхностей, размерам, конструкции стержня и головки. По степени точности (чистоте обработки) поверхностей болты изготовляют нормальной и повышенной точности. На всех стандартных болтах применяют метрическую резьбу с крупным шагом (по ГОСТ 9150—59 ) и мелким шагом (по ГОСТ 8724—58). Для крепежных резьб установлено три класса точности 2, 2а и 3. Допуски метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм регламентируются ГОСТ 9253—59. Для резьбовых соединений ответственного назначения, при наличии вибрации и динамических нагрузок, а также при значительной длине свинчивания рекомендуется применять 1-й класс точности. Для резьбовых соединений повышенной точности при малом диаметре и малой длине свинчивания, в хрупких и недостаточно прочных материалах рекомендуется применять 2-й класс точности. З-й класс точности применяют для обычных крепежных соединений, а также в случаях отсутствия необходимости в особой точности их изготовления. При выборе шага резьбы крупные шаги следует предпочитать мелким и класс точности резьбы 3 —классам точ- ности 2 и 2а. [c.353]
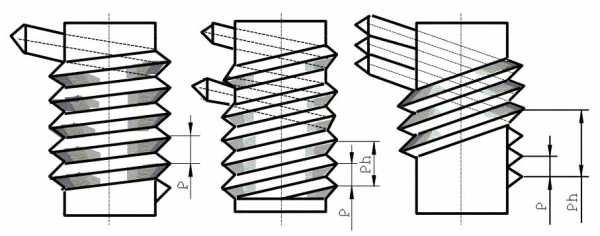
Примечания. 1. При выборе диаметра резьбы предпочтительным является 1-й ряд. 2. При выборе шага резьбы предпмногозаходной трапецеидальной резьбы входят буквы Тг, величина номинального диаметра ре ьбы, числовое значение хода, а в скобках — буква Р с числовым значением шага, например Тг 20 X 4 (Р2). Для левой резьбы за условным обозначением стапя буквы LH, например Тг 20 X 4 (Р2) LH. [c.44]
Выбор шага резьбы часто зависит от толщины стенки детали. Резьбы в деталях из термореактивных пресс-материалов выполняются, как правило, с мелкими шагами. Резьбы в деталях из термопластов (упругопластичных материалов) рекомендуется применять с шагами 2—3 мм. [c.255]
Стандартом щ>едусмотрены три шага (р=20 12 5 мм) для данного диаметра резьбы. Выбор шага резьбы в данном случае зависит от соблюдения условия самоторможения ф. Принимая для смазанното винта/=°0,1, получим [c.312]
Метрическая резьба делится на резьбу с крупными нтагами и резьбу с мелкими тагами. Установлено три ряда диаметров метрической резьбы и ка/кдому диаметру присвоенб крупный и мелкие шаги с тем, чтобы при выборе резьб первый ряд предпочитать второму, второй — третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует пдаг, определяемый из зависимости [c.140]
Резьбы винтов по ГОСТ 9150-59. Допуски резьб по ГОСТ 9253-59 и 1U191-62 для резьб с крупными шагами — класса точности 2 или 3, с мелкими — 2а или 3. Прн выборе шагов резьб (см. табл. 131) крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 н 2а. [c.595]
Устаиаг>леио три класса точности резьбы кл. 1, кл. 2 и кл. 3, а для резьб с мелким шагом, кроме того, устапоплен еще и класс 2а. Выбор класса точ.юсти для конкретных резьбовых соединений производится в завпспмости от их назначения. [c.361]
mash-xxl.info
Резьба - крупный шаг - Большая Энциклопедия Нефти и Газа, статья, страница 2
Резьба - крупный шаг
Cтраница 2
На верхней части стакана 3 и на штоке 1 нарезана правая ленточная резьба крупного шага. [16]
Все болты по указанным ГОСТам изготовляются только нормальной точности и в двух вариантах исполнения, с резьбой крупного шага. Во втором варианте отсутствует шейка под накатную резьбу; диаметр dx равен номинальному диаметру резьбы d ( см. фиг. [17]
За один проход нарезают резьбу с шагом до 3 мм, а за 2 - 3 прохода - резьбы более крупного шага, особо длинные резьбы, а также глухие резьбы в труднообрабатываемых материалах, независимо от величины шага. [18]
Плашка круглая ( рис. 22, б) - инструмент для нарезания наружной треугольной резьбы с шагом до 2 мм. Иногда плашкой калибруют резьбу крупного шага после нарезания резцом. [19]
Плашки применяются для нарезания на наружной поверхности крепежной резьбы треугольного профиля с шагом до 2 мм. Иногда плашки применяют для калибрования резьбы крупного шага, предварительно нарезанной резцом. Плашка ( рис. 134, а, б, в, г) представляет собой гайку, изготовленную из инструментальной стали и имеющую такую резьбу, для нарезания которой она предназначена. [20]
Иногда приходится иметь дело с нарезанием резьб крупного шага - большего, чем шаг ходового винта станка. Если в станке шпиндель и ходовой винт будут вращаться с одинаковой скоростью, то за время одного оборота шпинделя ходовой винт сделает также один оборот, а гайка с суппортом переместятся на шаг ходового винта. Резьбовой резец, укрепленный в резцедержателе суппорта, будет нарезать резьбу с шагом, равным шагу ходового винта. Если потребуется нарезать резьбу, шаг которой в 2 раза больше шага ходового винта, то ходовой винт должен вращаться вдвое быстрее шпинделя. [21]
Иногда приходится иметь дело с нарезанием резьб крупного шага - большего, чем шаг ходового винта станка. [22]
Клапанные крышки всасывающих клапанов выполняют с гидравлическим или механическим зажимом. Клапанные крышки изготовляют из стального углеродистого литья и крепят к гидравлическим коробкам для быстрой смены клапана на резьбе крупного шага или на шести - десяти шпильках и уплотняют резиновым кольцом. Крышка клапана имеет центрирующий уступ. Втулка верхнего штока клапана обычно съемная. [23]
Для шлифования резьбы этим методом требуется всего 1V3 - 1V2 оборота изделия. Резьбы мелкого шага шлифуют из целого без предварительного нарезания, с одного прохода. Резьбы более крупных шагов, от 2 мм и выше, шлифуют за два и более оборотов заготовки с периодической поперечной подачей. [24]
Резьбу на винтах нарезают или накатывают. Накатывание обеспечивает более высокую прочность в связи с упрочнением поверхностного слоя, созданием остаточных напряжений сжатия и неперерезанием волокон. При нарезании резьбы затупившимся инструментом на поверхности впадин могут образовываться мелкие надрывы, благоприятствующие возникновению усталостных трещин. Резьбу крупного шага рекомендуется обкатывать после нарезки. [25]
Резьбу на винтах нарезают или накатывают. Накатывание обеспечивает более высокую прочность вследствие упрочнения поверхностного слоя, создания остаточных напряжений сжатия и неперерезания волокон. При нарезании резьбы затупившимся инструментом на поверхности впадин могут образовываться мелкие надрывы, способствующие возникновению усталостных трещин. Резьбу крупного шага рекомендуется обкатывать после нарезки. [27]
Нарезание резьбы в слоистых пластиках на основе термореактивных смол может быть выполнено стандартными метчиками для обработки металла. В большинстве случаев отверстие, в котором должна быть нарезана резьба, имеет большую фаску до наружного диаметра резьбы. Используемый метчик изготовляют из быстрорежущей стали и хромируют. При нарезании резьбы предпочтительно использовать воздушное охлаждение, причем скорее используют резьбу крупного шага, чем мелкую. Как и в случае обработки латуни, резьба в слоистом пластике должна быть нарезана резцом на станке с помощью метчиков и винторезных головок. [28]
Шлифовальная бабка 20, несущая корпус шлифовального шпинделя 19 и электродвигатель привода круга 21, установлена на станине. Бабка может перемещаться по поперечным направляющим при помощи маховичка 1, винта 22 подачи и гайки 23, закрепленной на корпусе бабки. Это перемещение служит для установки круга, в зависимости от диаметра шлифуемой резьбы, и подачи круга для врезания в заготовку. Помимо этого, имеется еще механизм быстрого отвода и подвода круга к заготовке, который используется при смене заготовок и при производстве замеров заготовки на станке. Это перемещение производится поворотом рукоятки 26, насаженной на втулку 25, которая служит в качестве опоры для винта 22 и имеет резьбу крупного шага, которой она ввинчена в стенку станины. При повороте втулки она смещает винт 22 вдоль оси на величину отвода, следовательно, смещает и шлифовальную бабку с кругом. [29]
Иногда приходится иметь дело с нарезанием резьб крупного шага - большего, чем шаг ходового винта станка. Резьбовой резец, укрепленный в резцедержателе суппорта, будет нарезать резьбу с шагом, равным шагу ходового винта. Если потребуется нарезать резьбу, шаг которой в 2 раза больше шага ходового винта, то ходовой винт должен вращаться вдвое быстрее шпинделя. Следовательно, при нарезании резьб крупного шага ходовой винт должен всегда вращаться быстрее шпинделя, а движение от шпинделя станка должно передаваться ходовому винту ускоряющими передачами. [30]
Страницы: 1 2
www.ngpedia.ru
Ответы@Mail.Ru: Как определить какой шаг у резьбы: крупный или мелкий?
грубо говоря, по длине волны
Приложить шаблон. И по отношению к диаметру, см. табличку или опираясь на опыт.
по ширине бороздки резьбы....
методом сравнения....
справочник. резьба нормальная - самая крупная (для данного диаметра болта или гайки) мелкая - все остальные (по справочнику для данного болта или гайки)
<a rel="nofollow" href="http://traiv-komplekt.ru/gosti-na-krepezh/rezbi/gost-872481.html" target="_blank">http://traiv-komplekt.ru/gosti-na-krepezh/rezbi/gost-872481.html</a> ГОСТ
Надо знать какой по ГОСТу шаг нормальный (без обозначения ...х 0.00). Сопоставить и сказать. В качестве измерителя, можно прикладывать другие болты с известным шагом.
touch.otvet.mail.ru