Маркировка углеродистых сталей. Маркировка углеродистых сталей
| Обратная связь ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Как цель узнает о ваших желаниях прежде, чем вы начнете действовать. Как компании прогнозируют привычки и манипулируют ими Целительная привычка Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Тренинг уверенности в себе Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Как слышать голос Бога Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д. Отёска стен и прирубка косяков - Когда на доме не достаёт окон и дверей, красивое высокое крыльцо ещё только в воображении, приходится подниматься с улицы в дом по трапу. Дифференциальные уравнения второго порядка (модель рынка с прогнозируемыми ценами) - В простых моделях рынка спрос и предложение обычно полагают зависящими только от текущей цены на товар. | По назначению и качеству углеродистые стали классифицируются следующим образом: 1. Стали конструкционные углеродистые обыкновенного качества содержат вредных примесей: серы до 0,05 %, а фосфора до 0,04 % (ГОСТ 380-94). Эти стали маркируются Ст0, Ст1кп, Ст1пс, Ст1сп и т.д. до Cт6 (табл. 1). Если после марки стоят буквы "кп" - это означает, что сталь кипящая, полностью нераскисленная (раскисляют только ферромарганцем). Если "сп" – сталь спокойная, получаемая полным раскисленнем (раскисляют ферромарганцем, ферросилицием и алюминием). Если "пс" – сталь полуспокойная промежуточного типа. Стали углеродистые обыкновенного качества широко применяются в строительстве. Из ряда марок изготавливают детали машиностроения. В судостроении применяются как корпусные, для малоответственных конструкций, деталей машин, механизмов и устройств судов и плавсредств всех типов. Стали конструкционные углеродистые качественные (ГОСТ 1050-88). К сталям этой группы предъявляют более высокие требования относительно состава: меньшее содержание серы (менее 0,04 %) и фосфора (менее 0,035 %). Они маркируются двузначными цифрами, обозначающими среднюю массовую долю углерода в стали в сотых долях процента (табл. 2). Например, сталь 30 – углеродистая конструкционная качественная сталь со средней массовой долей углерода 0,3 %. Качественные конструкционные углеродистые стали широко применяются во всех отраслях машиностроения и в судостроении в частности. Низкоуглеродистые стали (08, 10, 15, 20, 25) обладают высокой пластичностью, но низкой прочностью. Стали 08, 10 используют для изготовления деталей холодной штамповкой и высадкой (трубки, колпачки и т.п.). Стали 15, 20, 25 применяют для цементируемых и цианируемых деталей (втулки, валики, пальцы п т.и.), работающих на износ и не испытывающих высоких нагрузок. Низкоуглеродистые качественные стали используют и для ответственных сварных конструкций. Среднеуглеродистые стали (30, 35, 40, 45, 50), обладающие после термической обработки хорошим комплексом механических свойств, применяются для изготовления деталей повышенной прочности (распределительных валов, шпинделей, штоков, плунжеров, осей, зубчатых колес и т.п.). Высокоуглеродистые стали (55, 60) обладают более высокий прочностью, износостойкостью и упругими свойствами; применяются для деталей работающих в условиях трения при наличии высоких статических и вибрационных нагрузок. Из этих сталей изготавливают прокатные валки, шпиндели, диски сцепления, регулировочные шайбы и т.п. Стали углеродистые инструментальные качественные и высококачественные (ГОСТ 1435-90). Эти стали маркируются буквой У и следующей за ней цифрой, показывающей среднюю массовую долю углерода в десятых долях процента (табл. 3). Например, сталь У10 – инструментальная углеродистая качественная сталь со средней массовой долей углерода 1 %. Если в конце марки стоит буква "А", это означает, что сталь высококачественная, т.е. содержит меньше вредных примесей (серы менее 0,018 % и фосфора менее 0,025 %). Для режущего инструмента (фрезы, зенкеры, сверла, ножовки, напильники и т.п.) обычно применяют заэвтектоидные стали (У10, У11, У12, У13). Деревообрабатывающий инструмент, зубила, отвертки, топоры и т. п. изготавливают из сталей У7 и У8. Таблица 1 Химический состав углеродистых конструкционных сталей обыкновенного качества по ГОСТ 380-94.
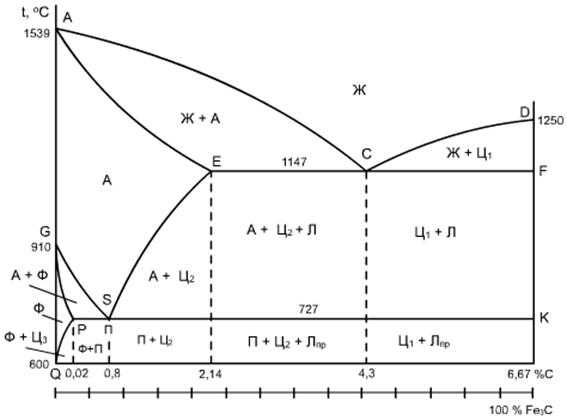
СОДЕРЖАНИЕ ОТЧЕТА 1. Название работы. 2. Цель работы. 3. Фазовая и структурная диаграммы Fe–Fe3С (рис. 1). Расчет массовой доли углерода доэвтектоидной стали. 5. Схемы микроструктур углеродистых сталей: доэвтектоидной, эвтектоидной, заэвтектоидной, с указанием марки стали, ее химического состава и механических свойств, назначения стали. 6. Вывод. Таблица 3 Химический состав углеродистых инструментальных качественных и высококачественных сталей по ГОСТ 1435-90.
КОНТРОЛЬНЫЕ ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ 1. Что такое сталь? 2. Компоненты углеродистых сталей. 3. Дать определение фаз углеродистых сталей ( феррита, цементита, аустенита). 4. Охарактеризовать механические свойства феррита и цементита. 5. Влияние массовой доли углерода на количественное соотношение фаз и механические свойства стали. 6. Что такое перлит? 7. Структурные составляющие углеродистых сталей и особенности их механических свойств. 9. Как подразделяются углеродистые стали по качеству? МИКРОСТРУКТУРА ЧУГУНОВ ЦЕЛЬ РАБОТЫ Исследовать металлографически микроструктуру белых и графитизированных чугунов. Изучить маркировку и практическое применение графитизированных чугунов. ПРИБОРЫ И МАТЕРИАЛЫ Металлографические микроскопы. Коллекция микрошлифов чугунов. ОСНОВНЫЕ ПОЛОЖЕНИЯ К чугунам относятся сплавы железа с углеродом, содержащие более 2,14 %С (рис. 1). Практическое применение находят чугуны с содержанием углерода до 4 – 4,5 %. При большем количестве углерода, механические свойства существенно ухудшаются. Промышленные чугуны не являются двойными сплавами, а содержат кроме Fe и С, такие же примеси, как и углеродистые стали Мn, Si, S, P и др. Однако в чугунах этих примесей больше и их влияние иное, чем в сталях. Если весь имеющийся в чугуне углерод находится в химически связанном состоянии, в виде карбида железа (F3C - цементит), то такой чугун называется белым. Чугуны, в которых весь углерод или большая часть, находится в свободном состоянии в виде графитных включений той или иной формы, называются графитизированными. Белые чугуны Микроскопический анализ белых чугунов проводят, используя диаграмму состояния Fe – Fe3С (рис. l). Из-за присутствия большого количества цементита белый чугун обладает высокой твердостью (HB = 4500 – 5500 МПа), хрупок и практически не поддастся обработке резанием. Поэтому белый чугун имеет ограниченное применение, как конструкционный материал. Обычной структурной составляющей белых чугунов является ледебурит. Ледебуритом называют смесь аустенита и цементита, образующуюся по эвтектической реакции при переохлаждении жидкости состава точки С (4,3 % углерода) ниже температуры 1147 °C. эвтектика (ледебурит) Чугун, содержащий 4,3 %С(точка С), называется белым эвтектическим чугуном. Левее точки С находятся доэвтектические, а правее - заэвтектические белые чугуны. В доэвтектических белых чугунах из жидкой фазы кристаллизуется аустенит, затем эвтектика – ледебурит. При охлаждении чугуна в интервале температур от 1147 °С до 727 °Саустенит обедняется углеродом, его состав изменяется по линии ЕS и выделяется вторичный цементит. При небольшом переохлаждении ниже 727 °Саутенит состава точки S по эвтектоидной реакции распадается на перлит (Ф + Ц)
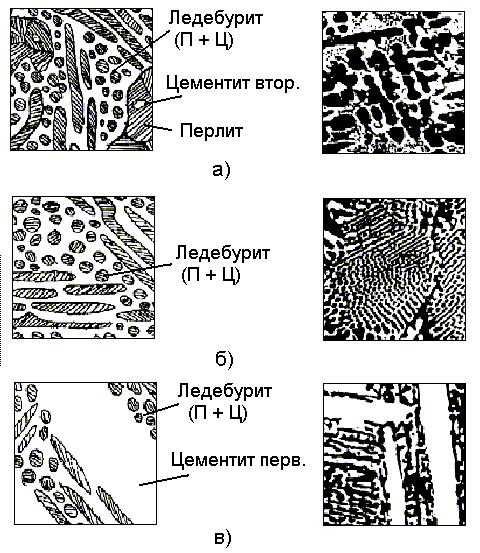
Рис. 1. Структурная диаграмма состояния системы железо-цементит (в упрощенном виде) Вторичный цементит, выделяющийся по границам зерен аустенита, сливается с цементитом ледебурита. Под микроскопом трудно различить включения вторичного цементита. Таким образом, при комнатной температуре в доэвтектических белых чугунах находятся три структурные составляющие – перлит, ледебурит и вторичный цементит (рис. 2). Эвтектический белый чугун при комнатной температуре состоит из одной структурной составляющей – ледебурита. Последний, в свою очередь, состоит из перлита и цементита и называется ледебуритом превращенным. В заэвтектических белых чугунах из жидкости кристаллизуется первичный цементит в виде плоских игл, затем образуется ледебурит.
Рис. 2. Микроструктура белых чугунов (слева схематическое изображение): а) доэвтектический; б) эвтектический; в) заэвтектический При комнатной температуре эаэвтектический белый чугун содержит две структурные составляющие: первичный цементит и ледебурит. Фазовый состав белых чугунов при комнатной температуре такой же, как в углеродистых сталях в равновесном состоянии, все они состоят из феррита и цементита. Графитизированные чугуны. В зависимости от формы графитных включений различают серые, высокопрочные, ковкие чугуны и чугуны с вермикулярным графитом. Серые чугуны получают при меньшей скорости охлаждения отливок, чем белые. Они содержат 1 – 3 %Si – обладающего сильным графитизирующим действием. Серый чугун широко применяется в машиностроении. Он хорошо обрабатывается режущим инструментом. Из него производят станины станков, блоки цилиндров, фундаментные рамы, цилиндровые втулки, поршни и т.д. Серые чугуны маркируются буквами СЧ и далее следует величина предела прочности при растяжении (в кгс/мм2), например СЧ 15, CЧ 20, СЧ 35 (ГОСТ 1412-85). Графит в сером чугуне наблюдается в виде темных включении на светлом фоне нетравленного шлифа. По нетравленному шлифу оценивают форму и дисперсность графита, от которых в сильной степени зависят механические свойства серого чугуна. Серые чугуны подразделяют по микроструктуре металлической основы в зависимости от полноты графитизации. Степень или полноту графитизации оценивают по количеству свободно выделившегося (несвязанного) углерода. Полнота графитизации зависит от многих факторов, из которых главными являются скорость охлаждения и состав сплава. При быстром охлаждении кинетически более выгодно образование цементита, а не графита. Чем медленнее охлаждение, тем больше степень графитизации. Кремний действует в ту же сторону, что и замедление охлаждения, т.е. способствует графитизации, а марганец – карбидообразующий элемент – затрудняет графитизацию. Если графитизация в твердом состоянии прошла полностью, то чугун содержит две структурные составляющие – графит и феррит. Такой сплав называется серым чугуном на ферритной основе (рис. За). Если же эвтектоидный распад аустенита прошел в соответствии с метастабильной системой эвтектоид (перлит) то структура чугуна состоит из графита и перлита. Такой сплав называют серым чугуном на перлитной основе. Наконец, возможен промежуточный вариант, когда аустенит частично распадается по эвтектоидной реакции на феррит и графит, а частично с образованием перлита. В этом случае чугун содержит три структурные – графит, феррит и перлит. Такой сплав называют серым чугуном на феррито-перлитной основе. Феррит и перлит в металлической основе чугуна имеют те же микроструктурные признаки, что и в сталях. Серые чугуны содержат повышенное количество фосфора, увеличивающего жидкотекучесть и дающего тройную эвтектику. В металлической основе серого чугуна фосфидная эвтектика обнаруживается в виде светлых, хорошо очерченных участков. Высокопрочный чугун с шаровидным графитом получают модифицированием серого чугуна щелочно-земельными элементами. Чаще для этого используют магний, вводя его в жидкий расплав в количестве 0,02 – 0,03 %. Под действием магния графит кристаллизуется в шаровидной форме (рис.3б). Шаровидные включения графита в металлической матрице не являются такими сильными концентраторами напряжений, как пластинки графита в сером чугуне. Чугуны с шаровидным графитом имеют более высокие механические свойства, не уступающие литой углеродистой стали. Маркируют высокопрочный чугун буквами ВЧ и далее следуют величины предела прочности при растяжении (в кгс/мм2) ВЧ 40, ВЧ 45, ВЧ 80 (ГОСТ 7293-85). Так же, как и серые чугуны, они подразделяются по микроструктуре металлической основы в зависимости от полноты графитизации и бывают на ферритной, феррито-перлитной, перлитной основах. Высокопрочный чугун используется во многих областях техники взамен литой и кованой стали, серого и ковкого чугунов. Высокие механические свойства дают возможность широко применять его для производства отливок ответственного назначения, в том числе и в судовом машиностроении: головок цилиндров, турбокомпрессоров, напорных труб, коленчатых и распределительных валов и т.п. Ковкий чугун получают путем отжига отливок из белого чугуна. Получение ковкого чугуна основано на том, что вместо неустойчивого цементита белого чугуна при повышенных температурах образуется графит отжига белого чугуна. Мелкие изделия сложной конфигурации, отлитые из белого чугуна, отжигают (получают ковкий чугун) для придания достаточной пластичности, необходимой при их использовании в работе. Ковкий чугун маркируют буквами КЧ и далее следуют величины предела прочности при растяжении (в кгс/мм2) и относительного удлинения (в %), например, КЧ 35-10, КЧ 60-3 (ГОСТ 1215-79). Графитизация идет путем растворения метастабильного цементита в аустените и одновременного выделения из аустенита более стабильного графита. Чем больше время выдержки при отжиге и меньше скорость охлаждения, тем полнее проходит графитизация. В зависимости от графитизации встречаются те же три основные типа структур, что и в сером чугуне с пластинчатым графитом: ковкие чугуны на ферритной, феррито-перлитной и перлитной основах (рис. Зв). От серых (литейных) чугунов ковкие чугуны отличаются по микроструктуре только формой графита. Если на шлифах (рис. За) серых чугунов графит имеет форму извилистых прожилок, то в ковких чугунах графит, называемый углеродом отжига, находится в форме более компактных хлопьевидных включении с рваными краями. Более компактная форма графита обеспечивает повышение механических свойств ковкого чугуна по сравнению с серым чугуном с пластинчатым графитом. Обладая механическими свойствами, близкими к литой стали и высокопрочному чугуну, высоким сопротивлением ударным нагрузкам, износостойкостью, обрабатываемостью резанием, ковкий чугун находит свое применение во многих отраслях промышленности. Из него изготавливают поршни, шестерни, шатуны, скобы, иллюминаторные кольца и др. Чугуны с вермикулярным графитом получают как и высокопрочные чугуны модифицированием, только в расплав при этом вводится меньшее количество сфероидизирующих металлов. Маркируют чугуны с вермикулярным графитом буквами ЧВГ и далее следует цифра, обозначающая величину предела прочности при растяжении ( кгс/мм2), например, ЧВГ З0, ЧВГ 45 (ГОСТ 28394-89). Вермикулярный графит подобно пластинчатому графиту виден на металлографическом шлифе в форме прожилок, но они меньшего размера, утолщенные, с округлыми краями (рис. Зг). Микроструктура металлической основы ЧВГ также как у других графитизированных чугунов может быть ферритной, перлитной и феррито-перлитной. По механическим свойствам чугуны с вермикулярным графитом превосходят серые чугуны и близки к высокопрочным чугунам, а демпфирующая способность и теплофизические свойства ЧВГ выше, чем у высокопрочных чугунов. Чугуны с вермикулярным графитом более технологичны, чем высокопрочные и соперничают с серыми чугунами. Для них характерны высокая жидкотекучесть, обрабатываемость резанием, малая усадка. Чугуны с вермикулярньм графитом широко используются в мировом и отечественном автомобилестроении, тракторостроении, судостроении, дизелестроении, энергетическом и металлургическом машиностроении для деталей, работающих при значительных механических нагрузках в условиях износа, гидрокавитации, переменном повышении температуры. Например, ЧВГ используется взамен СЧ для производства головок цилиндров крупных морских дизельных ДВС. СОДЕРЖАНИЕ ОТЧЕТА 1. Название работы. 2. Цель работы. 3. Фрагмент диаграммы Fе – Fe3C (2,14 – 6,67 %С). 4. Схемы микроструктур исследованных образцов c указанием их марок. 5. Выводы. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Какие сплавы относятся к чугунам? 2. На какие группы подразделяют чугуны? 3. Какую диаграмму состояния используют при анализе микроструктуры белых чугунов? 4. Почему белый чугун имеет ограниченное использование? 5. Что называют ледебуритом? 6. Какой процесс протекает в белых чугунах при переохлаждении расплава ниже 1147 °С ? 7. Сколько углерода содержится в эвтектическом белом чугуне? 8. Сколько структурных составляющих можно увидеть при комнатной температуре в белом доэвтектическом чугуне? 9. Сколько структурных составляющих, можно увидеть при комнатной температуре в белом эвтектическом чугуне? 10. Сколько структурных составляющих можно увидеть при комнатной температуре в белом заэвтектическом чугуне? 11. Каким методом получают серые чугуны? 12. Каким методом получают ковкий чугун? 13. Каким методом получают высокопрочный чугун? 14. Каким методом получают чугун с вермикулярным графитом? 15. Как маркируются чугуны? 16. От каких факторов зависит степень графитизации? 17. Сколько структурных составляющих содержит чугун, если графитизация в твердом состоянии прошла полностью? 18. Чем отличаются микроструктуры графитизированных чугунов на одинаковой основе? 19. В чем сущность эвтектического превращения в чугунах?
|
megapredmet.ru
Маркировка углеродистых сталей
Стали обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст2кп, Ст2пс, Ст3сп, Ст4сп, Ст5сп, Ст6сп и Ст3Гпс, Ст5Гсп с повышенным содержанием марганца. Буквы Ст обозначают «сталь», цифры – условный номер марки в зависимости от химического состава. С увеличением номера марки увеличивается содержание углерода и марганца в стали. Например, в стали марки Ст1 содержится 0,06-0,12 % С и 0,25-0,5 % Mn; в стали марки Ст6 – 0,38-0,49 % С и 0,5-0,8 % Mn. Стали Ст3Г и Ст5Г содержат около 1 % Mn. Чем больше номер марки, тем выше прочностные свойства и ниже пластичность стали. Например, сталь марки Ст1 имеет sв = 320-400 МПа и d > 33 %, а сталь марки Cт6 – sв = 600-720 МПа и d = 11–16 %.
В конце марки ставятся буквы «кп», «пс» или «сп», показывающие степень раскисления стали при выплавке. Они означают соответственно «кипящая», «полуспокойная» и «спокойная». Например, Ст3кп, Ст4пс, Ст5Гсп.
Содержание кремния в стали определяется степенью раскисления. Кипящая сталь почти не содержит кремния (не более 0,05 %). В полуспокойной стали доля кремния составляет 0,05-0,15 %, в спокойной – 0,15-0,3 %.
Степень раскисления сказывается на свойствах стали и ее стоимости. Кипящие стали самые дешевые, но у спокойных более высокие механические свойства, меньшая склонность к хладноломкости. Зато кипящие стали можно использовать для получения деталей листовой штамповкой с глубокой вытяжкой. У спокойных сталей с повышенным содержанием кремния сопротивление деформированию возрастает, сталь сильно упрочняется, и возможно появление надрывов при штамповке.
Стали обыкновенного качества поставляются в горячекатаном состоянии. Их структура и свойства заданы при получении изделий на металлургическом заводе. Поэтому при изготовлении деталей на предприятиях-потребителях металла без применения горячей обработки механические свойства стали будут соответствовать гарантированному ГОСТом для данной марки уровню.
Если из этих сталей получают изделия с применением горячей обработки (ковки, штамповки), то структура и, следовательно, свойства стали меняются. Для улучшения структуры и свойств после изготовления изделия горячей обработкой давлением может проводиться термическая обработка – отжиг или нормализация.
Металлургические заводы выпускают стали обыкновенного качества в виде проката самого различного профиля и размеров. Это могут быть прутки круглого, квадратного, шестигранного сечения; уголки, швеллеры, листы, трубы, балки и т. д.
Стали обыкновенного качества, особенно стали марок Ст2, Ст3, применяются для изготовления сварных конструкций (фермы, рамы).
В сельскохозяйственном машиностроении из сталей Ст3, Ст4 делают валики, оси, рычаги, получаемые холодной штамповкой, цементируемые шестерни, червяки, поршневые кольца.
Среднеуглеродистые стали Ст5 и Ст6 применяют для более нагруженных изделий: рельсов, валов, железнодорожных колес.
Качественные стали. Гарантируется и химический состав, и механические свойства. Поставляются в виде проката и нормализованных поковок.
Марки конструкционных качественных сталей обозначаются содержанием углерода в сотых долях процента:
05, 08, 10, 15, 20, … 45, 50, … 85.
В марках спокойных качественных сталей степень раскисления не указывается. Кипящими (почти не содержащими кремния) могут быть стали марок 05, 08, 10, 15, 20; полуспокойными (около 0,17 % Si) – стали 08, 10, 15, 20.
Примеры марок качественных сталей: 35, 70, 08кп, 10пс.
Назначение конструкционных качественных сталей:
Стали марок 05, 08, 10 – для получения деталей из листа глубокой вытяжкой.
Стали 15, 20, 25 – для изготовления мелких деталей, работающих в нормализованном состоянии (крепеж, втулки, трубы, змеевики), а также для цементуемых деталей (кулачки, малонагруженные шестерни).
Стали 30, 35, 40, 45, 50, 55 – улучшаемые стали. Они упрочняются закалкой с высоким отпуском. Детали работают в условиях усталостного износа (шатуны, оси, маховики, зубчатые колеса, коленчатые валы).
Стали марок 50, 55и 60 могут подвергаться нормализации и поверхностной закалке ТВЧ. Так упрочняют шейки коленчатых валов, кулачки распределительных валиков, зубья шестерен, длинные валы и ходовые винты.
Стали 60-85 и близкие к углеродистым стали 60Г, 65Г, 70Г применяют в качестве рессорно-пружинных.
Марки инструментальных качественных сталей обозначаются буквой «У» и содержанием углерода в десятых долях процента:
У7, У8, У9, … У14.
Высококачественные стали содержат пониженное количество вредных примесей, благодаря чему менее склонны к хрупкому разрушению, более надежны при эксплуатации. Обозначение марок такое же, как и у качественных сталей, но в конце марки ставится буква «А»: 45А, У10А.
Особо высококачественные стали содержат еще меньше вредных примесей и неметаллических включений. Этого можно добиться только за счет двойного переплава. Способ переплава указывается в конце марки через дефис: «-Ш» – электрошлаковый, «-ВД» – вакуумно-дуговой, «-ШД» – электрошлаковый и вакуумно-дуговой и т. п. Именно это обозначение говорит об особо высоком качестве стали. Но углеродистые стали с таким уровнем качества не выплавляют, так как это делает сталь неоправданно дорогой. Только легированные стали для особо ответственных назначений подвергают двойному переплаву:
30ХГС-Ш, 5ХНТ-ВД, ШХ15-Ш.
Лекция 11
Чугуны
Чугуны – это сплавы на основе железа, содержащие от 2 до 5 % углерода, а также марганец, кремний и вредные примеси. Это литейный и передельный материал.
Допустимые количества полезных и вредных примесей в чугунах примерно в 5-10 раз больше, чем в сталях.
В зависимости от того, в какой форме содержится углерод, различают следующие виды чугунов: белые, в которых весь углерод связан в карбид железа Fe3C (рис. 68, а), серые с пластинчатым графитом (рис. 68, б), ковкие – с хлопьевидным графитом (рис. 68, в) и высокопрочные – с шаровидным графитом (рис. 68, г).
Рис. 68. Виды чугунов:
а – белый заэвтектический; б – серый; в – ковкий; г – высокопрочный
(б, в, г – структура металлической основы не показана)
Белые чугуны
Белые чугуны содержат углерод только в связанном виде – в виде цементита. В зависимости от содержания углерода они подразделяются на доэвтектические, эвтектические и заэвтектические. В структуру любого белого чугуна входит эвтектика – ледебурит. В момент образования он состоит из аустенита и цементита, а при температуре ниже 727 ºC – из перлита и цементита.
Излом белого чугуна светлый, блестящий – «белый», отсюда и название. Твердость составляет 450-500 HB, материал очень хрупкий и твердый. Резанием (лезвийным инструментом) не обрабатывается, для изготовления деталей не используется.
Применяют отбеленные чугунные детали, у которых сердцевина имеет структуру серого чугуна, а с поверхности есть слой белого чугуна толщиной 5-7 мм. Так можно изготавливать прокатные валки, тормозные колодки, шары мельниц для размола горных пород, лемехи плугов, зубья ковшей экскаваторов, доски в драгах, – то есть, изделия, от которых требуется высокая твердость и износостойкость поверхности.
Для получения структуры белого чугуна в отливке необходимо быстрое охлаждение, а также минимальное содержание кремния и присутствие марганца и хрома («отбеливающих» компонентов).
Главное назначение белого чугуна – передел в ковкий чугун.
Серые чугуны
В сером чугуне весь углерод или его часть находятся в свободном виде – в виде графита.
Диаграмма состояния железо – цементит является метастабильной (не совсем равновесной). При очень медленном охлаждении расплавленного чугуна реализуется стабильная, равновесная диаграмма железо – графит. Ее точки и линии смещены чуть влево и вверх (рис. 69, а).
а б
Рис. 69. Равновесная диаграмма состояния железо-графит (а)
и схема, иллюстрирующая вероятность образования графита и цементита (б)
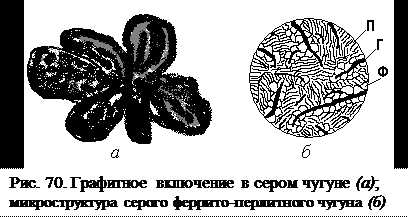
Графит в сером чугуне – это кристаллы сложной формы – «розетки», растущие из одного центра в виде сильно искривленных лепестков (рис. 70, а). В плоскости шлифа графит виден как отдельные пластинки, прямолинейные или изогнутые, так как плоскость шлифа пересекает графитные лепестки. Такой графит называют пластинчатым.
Металлическая основа серого чугуна может быть ферритной, перлитной или смешанной – феррито-перлитной (рис. 70, б). Излом серого чугуна темно-серого цвета, а в ферритном чугуне, в котором весь углерод содержится в виде графита, – бархатно-черного.
Механические свойства серых чугунов зависят от структуры основы и от количества, формы и размеров графитовых включений. Перлитные серые чугуны тверже и прочнее, ферритные – наименее прочные, феррито-перлитные – имеют промежуточные характеристики. Графит играет роль надрезов, трещин в металлической основе. Прочность графита при растяжении несопоставима с прочностью металла, поэтому пластичность чугунов очень мала (δ ≤ 0,5 %), а предел прочности при растяжении значительно ниже, чем у стали. (Говорят, что чугун – это сталь, испорченная графитом.) Но на сжатие графит работает хорошо:
sВсжатия = 2×sВизгиба = 4×sВрастяжения.
Серый чугун – самый дешевый литейный сплав. Имеет высокую жидкотекучесть и малую усадку, что позволяет получать тонкостенные фасонные отливки. Хорошо обрабатывается резанием: дает мелкую сыпучую стружку, графит является твердой смазкой и уменьшает тем самым износ инструмента. Благодаря графиту, в сером чугуне быстро затухают механические колебания, в том числе звуковые, что позволяет уменьшить шум при работе оборудования. Чугун нечувствителен к надрезам на поверхности деталей (в отличие от стали).
Детали из чугуна изготавливают литьем с последующей обработкой резанием. Для получения структуры серого чугуна в отливке сплав должен содержать много кремния и углерода, но мало марганца, чтобы не образовался цементит.
ГОСТ 1412-85 включает 6 основных марок серого чугуна. Чугун – единственный сплав, в марке которого зашифрован не химический состав, а механические свойства. Например, марка СЧ12 означает: серый чугун с пределом прочности при растяжении 120 МПа (12 кг/мм2).
Серые чугуны применяют для изготовления деталей, работающих с небольшими нагрузками, в основном, на сжатие. Это колонны, опоры, корпуса, станины, крышки, суппорты, зубчатые колеса, канализационные трубы, ванны, батареи.
Похожие статьи:
poznayka.org
Маркировка углеродистых сталей
⇐ ПредыдущаяСтр 12 из 20Следующая ⇒Стали обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст2кп, Ст2пс, Ст3сп, Ст4сп, Ст5сп, Ст6сп и Ст3Гпс, Ст5Гсп с повышенным содержанием марганца. Буквы Ст обозначают «сталь», цифры – условный номер марки в зависимости от химического состава. С увеличением номера марки увеличивается содержание углерода и марганца в стали. Например, в стали марки Ст1 содержится 0,06-0,12 % С и 0,25-0,5 % Mn; в стали марки Ст6 – 0,38-0,49 % С и 0,5-0,8 % Mn. Стали Ст3Г и Ст5Г содержат около 1 % Mn. Чем больше номер марки, тем выше прочностные свойства и ниже пластичность стали. Например, сталь марки Ст1 имеет sв = 320-400 МПа и d > 33 %, а сталь марки Cт6 – sв = 600-720 МПа и d = 11–16 %.
В конце марки ставятся буквы «кп», «пс» или «сп», показывающие степень раскисления стали при выплавке. Они означают соответственно «кипящая», «полуспокойная» и «спокойная». Например, Ст3кп, Ст4пс, Ст5Гсп.
Содержание кремния в стали определяется степенью раскисления. Кипящая сталь почти не содержит кремния (не более 0,05 %). В полуспокойной стали доля кремния составляет 0,05-0,15 %, в спокойной – 0,15-0,3 %.
Степень раскисления сказывается на свойствах стали и ее стоимости. Кипящие стали самые дешевые, но у спокойных более высокие механические свойства, меньшая склонность к хладноломкости. Зато кипящие стали можно использовать для получения деталей листовой штамповкой с глубокой вытяжкой. У спокойных сталей с повышенным содержанием кремния сопротивление деформированию возрастает, сталь сильно упрочняется, и возможно появление надрывов при штамповке.
Стали обыкновенного качества поставляются в горячекатаном состоянии. Их структура и свойства заданы при получении изделий на металлургическом заводе. Поэтому при изготовлении деталей на предприятиях-потребителях металла без применения горячей обработки механические свойства стали будут соответствовать гарантированному ГОСТом для данной марки уровню.
Если из этих сталей получают изделия с применением горячей обработки (ковки, штамповки), то структура и, следовательно, свойства стали меняются. Для улучшения структуры и свойств после изготовления изделия горячей обработкой давлением может проводиться термическая обработка – отжиг или нормализация.
Металлургические заводы выпускают стали обыкновенного качества в виде проката самого различного профиля и размеров. Это могут быть прутки круглого, квадратного, шестигранного сечения; уголки, швеллеры, листы, трубы, балки и т. д.
Стали обыкновенного качества, особенно стали марок Ст2, Ст3, применяются для изготовления сварных конструкций (фермы, рамы).
В сельскохозяйственном машиностроении из сталей Ст3, Ст4 делают валики, оси, рычаги, получаемые холодной штамповкой, цементируемые шестерни, червяки, поршневые кольца.
Среднеуглеродистые стали Ст5 и Ст6 применяют для более нагруженных изделий: рельсов, валов, железнодорожных колес.
Качественные стали. Гарантируется и химический состав, и механические свойства. Поставляются в виде проката и нормализованных поковок.
Марки конструкционных качественных сталей обозначаются содержанием углерода в сотых долях процента:
05, 08, 10, 15, 20, … 45, 50, … 85.
В марках спокойных качественных сталей степень раскисления не указывается. Кипящими (почти не содержащими кремния) могут быть стали марок 05, 08, 10, 15, 20; полуспокойными (около 0,17 % Si) – стали 08, 10, 15, 20.
Примеры марок качественных сталей: 35, 70, 08кп, 10пс.
Назначение конструкционных качественных сталей:
Стали марок 05, 08, 10 – для получения деталей из листа глубокой вытяжкой.
Стали 15, 20, 25 – для изготовления мелких деталей, работающих в нормализованном состоянии (крепеж, втулки, трубы, змеевики), а также для цементуемых деталей (кулачки, малонагруженные шестерни).
Стали 30, 35, 40, 45, 50, 55 – улучшаемые стали. Они упрочняются закалкой с высоким отпуском. Детали работают в условиях усталостного износа (шатуны, оси, маховики, зубчатые колеса, коленчатые валы).
Стали марок 50, 55и 60 могут подвергаться нормализации и поверхностной закалке ТВЧ. Так упрочняют шейки коленчатых валов, кулачки распределительных валиков, зубья шестерен, длинные валы и ходовые винты.
Стали 60-85 и близкие к углеродистым стали 60Г, 65Г, 70Г применяют в качестве рессорно-пружинных.
Марки инструментальных качественных сталей обозначаются буквой «У» и содержанием углерода в десятых долях процента:
У7, У8, У9, … У14.
Высококачественные стали содержат пониженное количество вредных примесей, благодаря чему менее склонны к хрупкому разрушению, более надежны при эксплуатации. Обозначение марок такое же, как и у качественных сталей, но в конце марки ставится буква «А»: 45А, У10А.
Особо высококачественные стали содержат еще меньше вредных примесей и неметаллических включений. Этого можно добиться только за счет двойного переплава. Способ переплава указывается в конце марки через дефис: «-Ш» – электрошлаковый, «-ВД» – вакуумно-дуговой, «-ШД» – электрошлаковый и вакуумно-дуговой и т. п. Именно это обозначение говорит об особо высоком качестве стали. Но углеродистые стали с таким уровнем качества не выплавляют, так как это делает сталь неоправданно дорогой. Только легированные стали для особо ответственных назначений подвергают двойному переплаву:
30ХГС-Ш, 5ХНТ-ВД, ШХ15-Ш.
Лекция 11
Чугуны
Чугуны – это сплавы на основе железа, содержащие от 2 до 5 % углерода, а также марганец, кремний и вредные примеси. Это литейный и передельный материал.
Допустимые количества полезных и вредных примесей в чугунах примерно в 5-10 раз больше, чем в сталях.
В зависимости от того, в какой форме содержится углерод, различают следующие виды чугунов: белые, в которых весь углерод связан в карбид железа Fe3C (рис. 68, а), серые с пластинчатым графитом (рис. 68, б), ковкие – с хлопьевидным графитом (рис. 68, в) и высокопрочные – с шаровидным графитом (рис. 68, г).
Рис. 68. Виды чугунов:
а – белый заэвтектический; б – серый; в – ковкий; г – высокопрочный
(б, в, г – структура металлической основы не показана)
Белые чугуны
Белые чугуны содержат углерод только в связанном виде – в виде цементита. В зависимости от содержания углерода они подразделяются на доэвтектические, эвтектические и заэвтектические. В структуру любого белого чугуна входит эвтектика – ледебурит. В момент образования он состоит из аустенита и цементита, а при температуре ниже 727 ºC – из перлита и цементита.
Излом белого чугуна светлый, блестящий – «белый», отсюда и название. Твердость составляет 450-500 HB, материал очень хрупкий и твердый. Резанием (лезвийным инструментом) не обрабатывается, для изготовления деталей не используется.
Применяют отбеленные чугунные детали, у которых сердцевина имеет структуру серого чугуна, а с поверхности есть слой белого чугуна толщиной 5-7 мм. Так можно изготавливать прокатные валки, тормозные колодки, шары мельниц для размола горных пород, лемехи плугов, зубья ковшей экскаваторов, доски в драгах, – то есть, изделия, от которых требуется высокая твердость и износостойкость поверхности.
Для получения структуры белого чугуна в отливке необходимо быстрое охлаждение, а также минимальное содержание кремния и присутствие марганца и хрома («отбеливающих» компонентов).
Главное назначение белого чугуна – передел в ковкий чугун.
Серые чугуны
В сером чугуне весь углерод или его часть находятся в свободном виде – в виде графита.
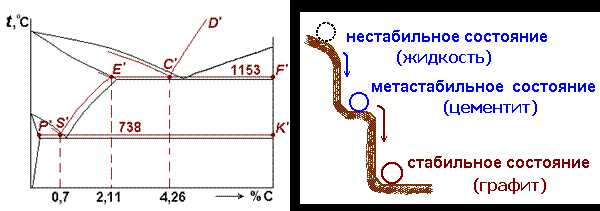 Диаграмма состояния железо – цементит является метастабильной (не совсем равновесной). При очень медленном охлаждении расплавленного чугуна реализуется стабильная, равновесная диаграмма железо – графит. Ее точки и линии смещены чуть влево и вверх (рис. 69, а).
Диаграмма состояния железо – цементит является метастабильной (не совсем равновесной). При очень медленном охлаждении расплавленного чугуна реализуется стабильная, равновесная диаграмма железо – графит. Ее точки и линии смещены чуть влево и вверх (рис. 69, а).
а б
Рис. 69. Равновесная диаграмма состояния железо-графит (а)
и схема, иллюстрирующая вероятность образования графита и цементита (б)
Графит в сером чугуне – это кристаллы сложной формы – «розетки», растущие из одного центра в виде сильно искривленных лепестков (рис. 70, а). В плоскости шлифа графит виден как отдельные пластинки, прямолинейные или изогнутые, так как плоскость шлифа пересекает графитные лепестки. Такой графит называют пластинчатым.
Металлическая основа серого чугуна может быть ферритной, перлитной или смешанной – феррито-перлитной (рис. 70, б). Излом серого чугуна темно-серого цвета, а в ферритном чугуне, в котором весь углерод содержится в виде графита, – бархатно-черного.
 Механические свойства серых чугунов зависят от структуры основы и от количества, формы и размеров графитовых включений. Перлитные серые чугуны тверже и прочнее, ферритные – наименее прочные, феррито-перлитные – имеют промежуточные характеристики. Графит играет роль надрезов, трещин в металлической основе. Прочность графита при растяжении несопоставима с прочностью металла, поэтому пластичность чугунов очень мала (δ ≤ 0,5 %), а предел прочности при растяжении значительно ниже, чем у стали. (Говорят, что чугун – это сталь, испорченная графитом.) Но на сжатие графит работает хорошо:
Механические свойства серых чугунов зависят от структуры основы и от количества, формы и размеров графитовых включений. Перлитные серые чугуны тверже и прочнее, ферритные – наименее прочные, феррито-перлитные – имеют промежуточные характеристики. Графит играет роль надрезов, трещин в металлической основе. Прочность графита при растяжении несопоставима с прочностью металла, поэтому пластичность чугунов очень мала (δ ≤ 0,5 %), а предел прочности при растяжении значительно ниже, чем у стали. (Говорят, что чугун – это сталь, испорченная графитом.) Но на сжатие графит работает хорошо:
sВсжатия = 2×sВизгиба = 4×sВрастяжения.
Серый чугун – самый дешевый литейный сплав. Имеет высокую жидкотекучесть и малую усадку, что позволяет получать тонкостенные фасонные отливки. Хорошо обрабатывается резанием: дает мелкую сыпучую стружку, графит является твердой смазкой и уменьшает тем самым износ инструмента. Благодаря графиту, в сером чугуне быстро затухают механические колебания, в том числе звуковые, что позволяет уменьшить шум при работе оборудования. Чугун нечувствителен к надрезам на поверхности деталей (в отличие от стали).
Детали из чугуна изготавливают литьем с последующей обработкой резанием. Для получения структуры серого чугуна в отливке сплав должен содержать много кремния и углерода, но мало марганца, чтобы не образовался цементит.
ГОСТ 1412-85 включает 6 основных марок серого чугуна. Чугун – единственный сплав, в марке которого зашифрован не химический состав, а механические свойства. Например, марка СЧ12 означает: серый чугун с пределом прочности при растяжении 120 МПа (12 кг/мм2).
Серые чугуны применяют для изготовления деталей, работающих с небольшими нагрузками, в основном, на сжатие. Это колонны, опоры, корпуса, станины, крышки, суппорты, зубчатые колеса, канализационные трубы, ванны, батареи.
Высокопрочные чугуны
В высокопрочных чугунах графит имеет шаровидную форму.
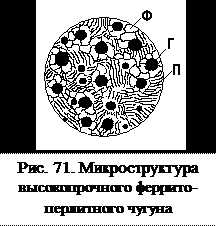 Они содержат 2,7-3,5 % углерода. Их модифицируют в ковше магнием (0,02-0,08 %). Модификатор не позволяет растущему кристаллу графита принять естественную форму розетки. Атомы магния образуют тонкий слой на поверхности зародыша графита, увеличивая его поверхностную энергию. Стремление системы к минимальной свободной энергии приводит к тому, что графит кристаллизуется в виде шариков (у шара поверхность при заданном объеме минимальна). Металлическая основа может быть такой же, как у серых чугунов (рис. 71).
Они содержат 2,7-3,5 % углерода. Их модифицируют в ковше магнием (0,02-0,08 %). Модификатор не позволяет растущему кристаллу графита принять естественную форму розетки. Атомы магния образуют тонкий слой на поверхности зародыша графита, увеличивая его поверхностную энергию. Стремление системы к минимальной свободной энергии приводит к тому, что графит кристаллизуется в виде шариков (у шара поверхность при заданном объеме минимальна). Металлическая основа может быть такой же, как у серых чугунов (рис. 71).
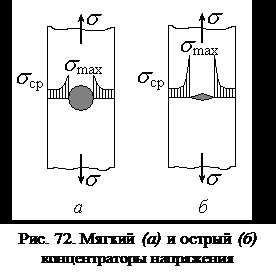
Такой вид чугунов был создан с целью повысить механические свойства чугуна, сохранив его преимущества перед сталью. Предел прочности при растяжении sВ и относительное удлинение δ у высокопрочных чугунов выше, чем у серых, так как шаровидные включения графита – более мягкие концентраторы напряжения, чем пластинчатые (см. рис. 72).
 Маркировка высокопрочных чугунов по ГОСТ 7293-85 аналогична маркировке серых. Например, ВЧ90 означает: высокопрочный чугун с пределом прочности при растяжении 900 МПа (90 кг/мм2).
Маркировка высокопрочных чугунов по ГОСТ 7293-85 аналогична маркировке серых. Например, ВЧ90 означает: высокопрочный чугун с пределом прочности при растяжении 900 МПа (90 кг/мм2).
Такие чугуны выдерживают значительные растягивающие нагрузки, поэтому применяются для более ответственных деталей: кузнечно-прессового оборудования, станин прокатных станов, коленчатых валов автомобилей, поршней, вентилей, крыльчаток, распределительных валиков. Отливки из высокопрочного чугуна широко используются в автомобиле- и тракторостроении вместо более дорогих стальных поковок. Их можно подвергать упрочняющей термообработке. Есть смысл выплавлять легированные высокопрочные чугуны для особых условий эксплуатации – с повышенной вязкостью при отрицательных температурах, жаропрочные, коррозионно-стойкие.
Ковкие чугуны
В ковких чугунах графит имеет хлопьевидную форму. Такой графит получается при отжиге белого доэвтектического чугуна с содержанием углерода 2,5-3 %. Его еще называют углеродом отжига.
При нагреве до температур, близких к солидусу, цементит в белом чугуне распадается на исходные компоненты: железо и углерод.
Fe3C → Fe + C.
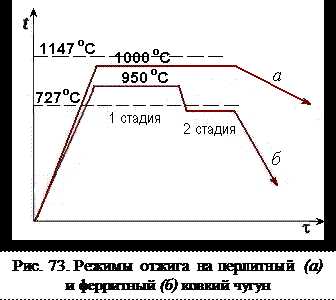 Режим отжига может быть различным. Во время выдержки при температуре 1000 ºC распадается цементит эвтектики и получается перлитный ковкий чугун (рис. 73, режим а). Если сделать отжиг в две стадии, с выдержкой вначале немного ниже 1147 ºC, а затем чуть ниже температуры перлитного превращения, то на первой стадии распадется цементит эвтектики, а на второй – цементит, входящий в перлит (рис. 73, режим б). При таком режиме получается ферритный ковкий чугун, самый мягкий и пластичный (рис. 74, а). Отжиг на ковкий чугун – длительная процедура, он занимает до 70-80 часов. Поэтому ковкий чугун самый дорогой.
Режим отжига может быть различным. Во время выдержки при температуре 1000 ºC распадается цементит эвтектики и получается перлитный ковкий чугун (рис. 73, режим а). Если сделать отжиг в две стадии, с выдержкой вначале немного ниже 1147 ºC, а затем чуть ниже температуры перлитного превращения, то на первой стадии распадется цементит эвтектики, а на второй – цементит, входящий в перлит (рис. 73, режим б). При таком режиме получается ферритный ковкий чугун, самый мягкий и пластичный (рис. 74, а). Отжиг на ковкий чугун – длительная процедура, он занимает до 70-80 часов. Поэтому ковкий чугун самый дорогой.
Рис. 74. Ферритный (а) и перлитный (б) ковкий чугун
Маркировка ковких чугунов по ГОСТ 1215-92 включает характеристику не только прочности, но и пластичности. Например, КЧ45-7 означает ковкий чугун с пределом прочности при растяжении 450 МПа (45 кг/мм2) и относительным удлинением 7 %. Но несмотря на повышенную пластичность материала, название «ковкий» – условное, ковать его нельзя.
Ковкие чугуны применяют для мелких деталей, работающих с вибрациями, ударами: крюков, скоб, картеров, ступиц и т. д.
Лекция 12
Термическая обработка стали
Термическая обработка – совокупность операций нагрева и охлаждения с целью изменить структуру и свойства сплава в нужном направлении.
Различают упрочняющую термическую обработку, при которой повышаются твердость, прочность и износостойкость, и разупрочняющую обработку, повышающую пластические свойства и вязкость, но снижающую твердость и сопротивление деформации и разрушению.
 Для стальных изделий широко применяются оба варианта термической обработки.
Для стальных изделий широко применяются оба варианта термической обработки.
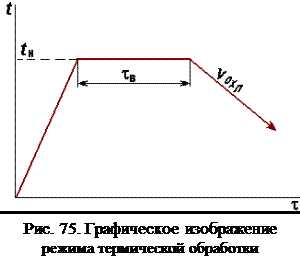
Любую операцию термической обработки можно представить графически в виде кривой в координатах «температура – время», включающей участки нагрева, выдержки и охлаждения. Главные параметры, определяющие результат термической обработки, – температура нагрева tн, время выдержки tв и скорость охлаждения vохл. (рис. 75).
Термическая обработка стали основана на фазовых превращениях, происходящих при нагреве ее выше критических температур и охлаждении с различными скоростями.
Читайте также:
lektsia.com