Сборка сварочного аппарата постоянного тока своими руками. Схемы сварочных аппаратов
Принципиальные схемы маломощных сварочных аппаратов
Домашнее хозяйство будет неполным без сварочного аппарата, даже если он небольшой мощности. Работа в гараже, на приусадебном участке или даже в квартире иногда требует подключения сварки. Но не покупать же дорогой инвертор, если сварка может понадобиться раз в год или реже. Поэтому многие мастера делают такое устройство своими руками. А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
Аппарат, работающий в широком диапазоне тока и напряжения, для дома совершенно не нужен. Чаще будет необходима маломощная сварка – скрепить несколько листов металла, соединить уголки или швеллера, полосы и прутья. А для маломощного сварочного аппарата и схема будет упрощенной. Первые сварочные аппараты работали на переменном токе, и за неимением других вполне всех устраивали. Для такого агрегата достаточно было сделать понижающий трансформатор и снабдить его силовыми кабелями с электрододержателем.
Аппараты для сварки переменным током делятся на четыре типа:
- Схема с отдельным дросселем.
- Устройство со встроенным дросселем.
- С магнитным подвижным шунтом.
- С подвижной обмоткой и увеличенным магнитным рассеиванием.
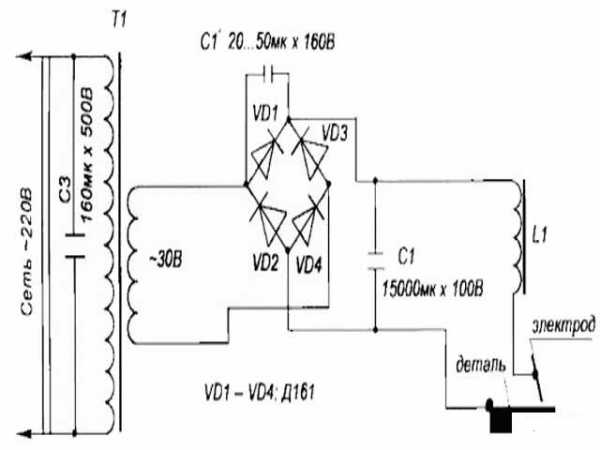
Пульсации переменного тока аппарата сглаживались Т-образным фильтром, который состоит (на схеме) из дросселей Др1, Др2 и конденсаторов С1-С4. Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Принципиальная схема сварочного аппарата переменного тока имела недостатки – работа только соответствующими электродами, невозможность регулировки тока дуги, подключения более мощных электродов и, вследствие этого – часто залипание электрода, приводящее к перегреву и выходу из строя обмоток трансформатора. С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
И всего-то для этого нужно было в устройство добавить диодный мост. Так появился аппарат постоянного тока. Правда, диоды должны быть мощными и оснащаться охладительными радиаторами. Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Простая схема сварочного аппарата работала хорошо, но удовлетворяла не всем требованиям технологий обработки металлов. По-прежнему, хотя и стало возможным работать любыми электродами, они залипали, и первой деталью, которая чаще всего выходила из строя, стали диоды. Радиаторы не всегда помогали, поэтому для предотвращения их перегрева сначала появились вентиляторы, а затем и транзисторно-тиристорные схемы защиты. Такая электронная начинка предохраняла устройство не только от короткого замыкания при залипании, но и предохраняла аппарат от перегрева.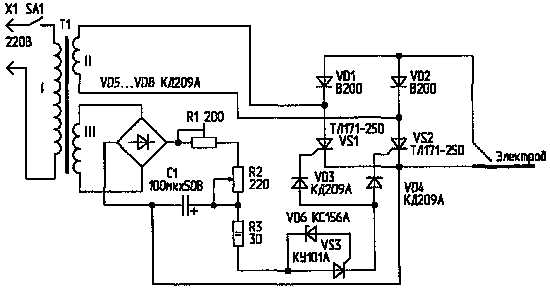
Постоянным током стало возможным работать и электродами, и электродной проволокой без обмазки. Для розжига сварочной дуги на малых значениях тока напряжение на II обмотке трансформатора Uхх должно быть повышено до 70-85 В. Электроды можно использовать и более тонкие – начиная с 2-х мм. Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Требования к магнитопроводу
Такая схема приобрела универсальность – кроме сварочных работ, этим сварочным аппаратом стало возможно заряжать аккумуляторы, подключать к нему ТЭНы и использовать в других целях. В домашних условиях сборка универсального сварочного аппарата с током сварки 15-250 А – дело неблагодарное. Поэтому самодельная сварка часто имеет маленькую мощность, при которой возможно использование электродов диаметром 2-4 мм. Но для работы на малых токах применения схем с электронной регулировкой сварочного тока не избежать.
Поэтому, проанализировав требования к конструкциям любительских аппаратов для дома, можно очертить круг выполняемых параметров для них:
- Устройство должно иметь маленькие габариты и небольшой вес.
- Напряжение питания — 220 В, 50 Гц.
- Время непрерывной работы — сжигание 4-5 электродов диаметром 2-4 мм.
Первое требование определяется мощностью сварочного агрегата, поэтому их вполне можно регулировать. Время безопасной работы аппарата зависит теплостойкости изоляции, трансформаторного железа и провода для I и II обмоток. Для домашней сварки можно использовать стержневой магнитопровод. Сердечник в устройство набирается из пластин, изготовленных из электротехнической стали любой формы, но толщиной 0,3-0,6 мм.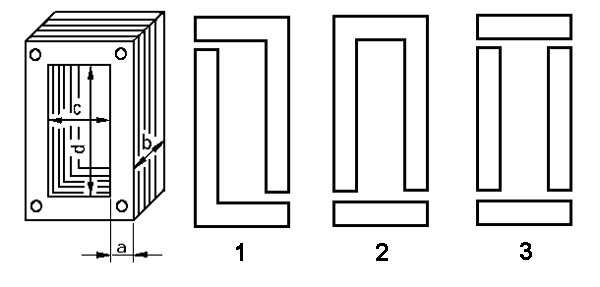
Кроме традиционных прямоугольных сердечников, особым спросом пользуются тороидальные сердечники. Аппарат на таком железе работает в 3-5 раз эффективнее – не перегревается, диаметр электродов не критичен, габариты сварочного устройства постоянного тока намного меньше, электрические потери в сердечнике минимизированы за счет круглой формы. В изготовлении такой сварочный аппарат сложнее, но результат стоит того.
Сердечник для тора обычно изготавливается из трансформаторного ленточного железа – его сворачивают в рулон. Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.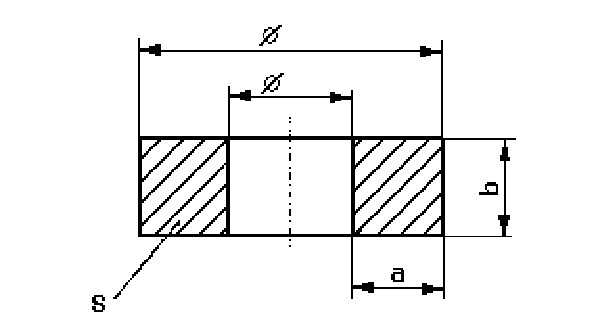
Требования к обмоткам трансформатора
Плотность тока в обмотке должна быть 5 А/мм2. Мощность II обмотки рассчитывается по формуле P2=Iсв х Uсв. Сечение провода может быть в пределах 5-7 мм2. Также для вторичной обмотки может использоваться медная прямоугольная шина диаметром до 3 мм. Сечение провода S в квадратных миллиметрах рассчитывается по формуле:
S = (∏х D)/4 или S = ∏*R2; где:
D — диаметр провода без обмотки. Если нет провода нужного диаметра, обмотку можно намотать два слоя. Общее сечение двух проводов вычисляется по формуле: D х 1,41. Если для обмоток трансформатора используется алюминиевый провод, то его сечение увеличивается в 1,7 раза.
Количество витков первичной обмотки рассчитывается по формуле:
W1=(k2 х S)/U1, где:
- k2 — постоянная величина.
- S — сечение ярма, см2.
Первичная обмотка в устройство наматывается термостойким медным проводом в стеклотканевой (МГТФ) или хлопчатобумажной изоляции (ПЭЛБО). Провод в ПВХ использовать не рекомендуется – при длительной работе изоляция может оплавиться и привести к короткому замыканию в обмотке.
goodsvarka.ru
Сварочный инвертор своими руками - схемы и инструкции по ремонту
У большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу с габаритами конструкции.

На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у всех их очень схожий принцип действия. Чтобы смастерить инвертор сварочный своими руками или починить его, необходимо понять, как функционируют в нем внутренние схемы.
Сварочный инвертор своими руками схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвера силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
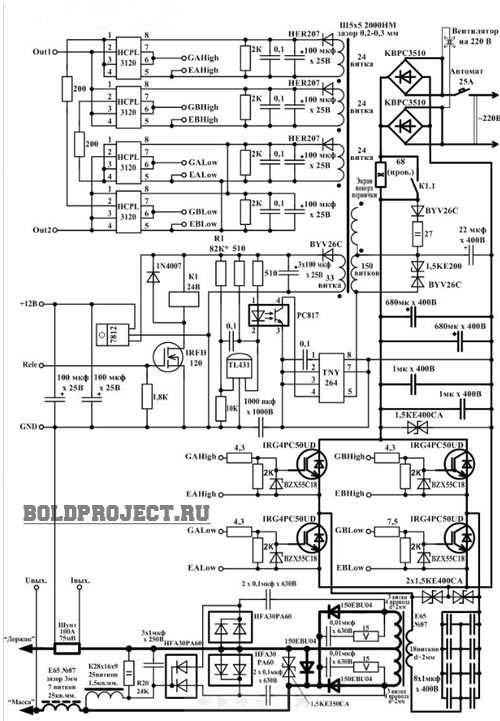
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
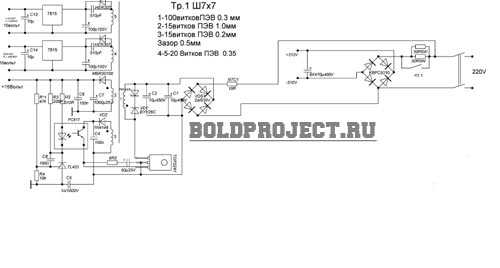
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Изготавливая сварочный инвертор своими руками схемы для понимающего человека играют самую важную роль. Ниже приведена еще одна из них, на которой изображена силовая часть.
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Чтобы настроить блок питания, необходимо подобрать сопротивление таким образом, чтобы напряжение, которое подается на питание реле, равнялось 20-25 В.

Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик. Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.

Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.

Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, сопровождаясь мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного сгорания устройства. Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается слишком чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтоб не ухудшить ситуацию.
boldproject.ru
Схема инверторного сварочного аппарата - оборудование для инверторной сварки
Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье.Иметь сварочный аппарат – это уже не прихоть, а необходимость тем большая, чем больше хозяйство. Починить что-нибудь, не прибегая к помощи приглашенного сварщика – это дело чести настоящего хозяина. Понятно, что такая информация как схема сварочного аппарата, будет полезна домашнему мастеру.
Отличия инверторов от традиционных сварочных аппаратов
Традиционный сварочный аппарат – трансформаторного типа. Он способен преобразовать силу тока, повысив в несколько раз — до тысяч ампер. Трансформатор предназначен для разных видов сварки и считается более универсальным. При этом он имеет ряд недостатков.

Главный недостаток трансформатора – нестабильность дуги, которая зависит от колебаний напряжения сети. С помощью переменного тока, выдаваемого трансформатором, сделать качественный шов очень непросто. Поэтому применяют дополнительное оборудование – выпрямитель, который имеет немалый вес.
В отличие от трансформатора инвертор, вырабатывающий постоянный ток, не зависит от входного напряжения, обеспечивая устойчивую дугу. При этом, чем больше частота напряжения, тем меньше габариты аппарата. То есть, инвертор дает нам следующие преимущества:
- Компактность и небольшой вес;
- Низкая энергоемкость;
- Регулировка силы тока;
- Чистота и качество сварного шва.
Теперь, когда мы поняли, в чем отличия инвертора, посмотрим, какова схема инверторного сварочного аппарата.
Схема работы инвертора
Рассмотрим, какова схема сварочного аппарата. Сварочный инвертор состоит: из выпрямителя, преобразователя, трансформатора, а также — выходного выпрямителя и управляющей схемы. В общем, схема инверторной сварки следующая.
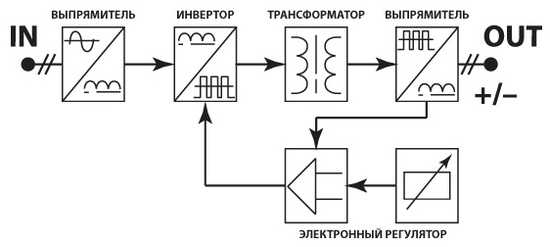
Когда включается инвертор, ток попадает в первичный выпрямитель, где превращается в постоянный того же напряжения, что и в сети – 220 вольт. В инверторном блоке ток снова становится переменным, но уже с другой частотой – в несколько десятков килогерц (не 50 Гц как в сети). Для этого служат высокочастотные транзисторы и тиристоры.
Ток высокой частоты попадает на трансформатор, который понижает напряжение, но повышает силу тока. Кроме того, трансформатор уменьшает потери тока (КПД около 90%) и обеспечивает стабильную подачу напряжения.
Вторичный выпрямитель снова преобразует переменный ток в постоянный. И далее ток попадает уже на электрод. Такова в целом схема инверторного сварочного аппарата. Конечно, устройство его гораздо сложнее.
Важнейший элемент — управляющий блок на основе микропроцессоров. Основной элемент блока — микросхема ШИМ-контроллера. Координируя работу всех узлов аппарата, блок обеспечивает стабильность напряжения на выходе и, соответственно, сварной дуги. В частности, переменный резистор в схеме блока регулирует силу тока сварки.

Такая схема инверторной сварки позволяет не только менять полярность тока на электроде, но и получать другие самые разнообразные характеристики сварки. Инверторы – компактные, легкие, удобные в работе – позволяют варить самые разнообразные металлоконструкции из черного металла.
Схема точечной сварки
Точечная сварка – это, если коротко, такой процесс, когда детали соединяются не сплошным швом, а в нескольких точках. Применяется такой вид сварки для деликатного соединения тонких деталей; используется в машиностроении, авиационной и других видах точной промышленности.
В общем, схема точечной сварки следующая. Это термоэлектрический процесс, в ходе которого ток пропускается через детали, подлежащие соединению, и нагревает их в необходимых точках. При этом прочность соединения зависит от силы тока и времени воздействия, усилия сжатия деталей, их структурой. Преимущества точечной сварки очевидны:
- Легкое, прочное и долговечное соединение.
- Возможность работы с деликатными материалами.
- Низкое безопасное напряжение.
- Высокая скорость работы.
Схема точечной сварки состоит в том, что ток контролируемой силы подается медными электродами, диаметр которых определяет плотность энергии. Под действием тока образуется сварное ядро из расплавленного металла – диаметром от 4 до 12 мм. При этом различают различные режимы сварки: мягкий и жесткий.

Мягкий предполагает плавный нагрев заготовок небольшой силой тока относительно продолжительное время. Соответственно, при этом энергии потребляется меньше, и для такой сварки нужны аппараты меньшей мощности – более дешевые. Мягкий метод применяется при сварке деталей, которые необходимо закалить.
Жесткий метод отличает более высокие значения силы тока, значительным давлением и большей продолжительностью процесса сварки. Сварные аппараты подбирают исходя из задачи, соединение какого типа необходимо сделать, и различаются они типами встроенных трансформаторов. Помимо компактных приборов существуют также многофункциональные сварочные станки.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Схема сварочного аппарата постоянного тока
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.

Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.
Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Сварочный аппарат постоянного и переменного тока своими руками
Как считают специалисты, изготовление сварочного аппарата постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.
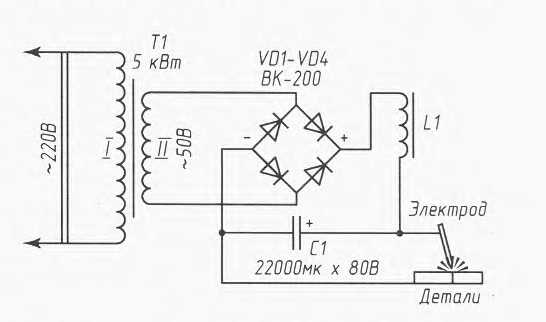
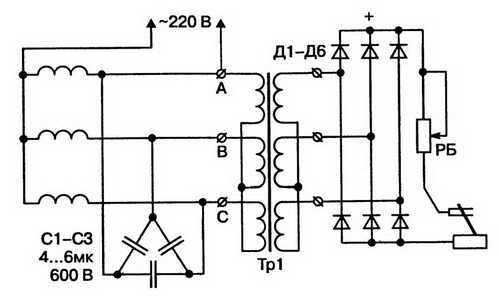
Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.
Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
rezhemmetall.ru
Схемы самодельных сварочных инверторов и чертежи сварки
Не так давно в интернете появились интересные чертежи и схемы: самодельные сварочные инверторы с платами управления, дающие стабилизацию напряжения и постоянную величину тока. Схемы в сети появились благодаря народным умельцам, которые изучили принцип действия фабричных устройств и перенесли конструкторскую мысль на чертеж. Использование этих схем при промышленном производстве приборов, дает возможность сделать сварочные инверторы более компактными и менее затратными, однако их розничная цена все равно высока. Кроме компактности также значительно снизился вес — некоторые модели имеют массу всего 3 кг.

Схема устройства сварочного инвертора.
У простых сварочных трансформаторов главный минус — это слабая устойчивость дуги, с очень низкой стабилизацией режима, зависящего непосредственно от колебаний в электросети. У сварочных инверторов с платами управления преимущество заключается именно в стабилизированном постоянном сварочном токе, не зависящем от перепадов напряжения, в результате чего обеспечивается надежная устойчивая дуга; при проведении сварочных работ прибором инверторного типа также наблюдается минимальная расплывчатость металла.
Возможность изменять вручную входное напряжение является одной из основных особенностей современного сварочного оборудования. Заводской или самодельный сварочный инвертор, оснащенный переключателем, сможет без особых проблем выполнять сварку с использованием электродов диаметром от 3 до 5 мм. Из этих данных можно сделать вывод, что КПД самодельного сварочного инвертора абсолютно не уступает готовым заводским приборам для сварки. Правильно собранное самодельное устройство инверторного типа должно иметь характеристики, не отличающиеся от промышленных производителей: при сетевом напряжении 220 В ток сварки находится в диапазоне 250 А, при этом максимальный показатель потребляемого тока составляет 32 А. Сварочный инвертор делает все то же самое, что и обычный трансформатор для сварки, но изменение переменного тока в параметры стабилизации напряжения выполняет именно инвертор.
Порядок сборки и основные правила
Для любого сварочного аппарата — фабричного или самодельного — основой правильной работы является схема.
Функциональная схема источника питания инверторного сварочного аппарата
Только благодаря правильно составленным внутренним схемам будет возможно дальнейшее качественное функционирование устройства, не считая, конечно, конструкторской работы. Перед размещением схем для сборки самодельных сварочных инверторов, необходимо изучить основные правила монтажа электрооборудования, а также перечень главных составляющих элементов прибора.
Итак, при монтаже (сборке) самодельного сварочного устройства инверторного типа необходимо соблюдать следующие правила:
- Для уменьшения размеров и массы инвертора необходимо использовать высокомощные полевые транзисторы. В устройстве они являются силовыми переключателями.
- Проводниковые пучки желательно собирать из четырех проводов, изоляцию выполнять изоляционной лентой, малярным скотчем или фторопластовыми полосами.
- После изоляции проводники необходимо расположить по возможности в разных сторонах корпуса, чтобы они не контачили и не давали сбой при работе устройства.
- Термический датчик нужно размещать внутри радиатора в связи с тем, что температура его нагрева будет очень высокая.
- Для управления инвертором необходимо устанавливать контроллер с маркировкой ШИМ, именно он выполняет функцию стабилизации напряжения в дуге за счет одного канала регулирования. Для определения величины тока ШИМ лучше всего поставить конденсатор С1.
- При сборке прибора необходимо полностью придерживаться схемы, заранее подобранной для конкретного образца сварки, потому что очень часто выход из строя инверторного аппарата связан именно с неправильной регулировкой сварочного тока.
Перечень комплектующих
При сборке самодельного сварочного инвертора рекомендуется обращать особое внимание на следующие моменты:
Принципиальная схема сварочного инвертора.
- Плохой контакт и высокий скачок напряжения могут привести к сильнейшему возрастанию температуры в местах соединения кабеля, в результате чего есть вероятность выхода инвертора из строя.
- Самым уязвимым местом инвертора является колодка клеммы, к которой крепится силовой сварочный кабель.
- Важно изначально правильно отрегулировать сварочный ток, чтобы в дальнейшем при работе инвертора не происходил обрыв сварочной дуги и повышенное потребление электроэнергии при отсутствующей нагрузке.
Что касается главных составляющих при конструировании инвертора, то это должны быть такие же элементы, которые устанавливают при конвейерном производстве, но на свое усмотрение можно поставить более качественные детали. Сварочный аппарат состоит из блока питания, силовой части и драйверов силовых ключей (их еще называют модули ключей).
В основном все схемы аппаратов инверторного типа состоят из двух частей: управляющей и силовой. Управляющая часть включает вышеуказанные контроллеры и конденсаторы, плату и может иметь различные варианты сборки.
Для сборки силовой части платы инвертора потребуются следующие элементы схемы:
- конденсаторы фильтра;
- помеховый фильтр;
- реле мягкого спуска;
- интегральный стабилизатор;
- сетевой выпрямитель;
- кулер;
- датчик тока;
- радиаторы транзисторов инвертора;
- радиатор выходного выпрямителя;
- понижающий трансформатор.
Чертежи для самостоятельной сборки инвертора можно посмотреть по ссылкам.
Выводы на основе анализа
Подводя итог, следует отметить, что при наличии проверенной схемы и вышеперечисленных комплектующих, вполне возможно в домашних условиях собрать самодельный сварочный инвертор.
При этом он обойдется гораздо дешевле заводского аналога, а по качеству исполнения и функциональности не будет уступать даже некоторым образцам европейского производства.
moyasvarka.ru
Сварочный аппарат инверторный своими руками: принцип работы
В сварочных работах применяют специально приспособленные для определенных целей устройства. Схемы отдельных аппаратов разительно отличаются по строению. Среди самых практичных и широко распространенных, можно выделить инверторную схему. Аппарат, собранный по данной схеме, плавно и точно настраивается, компактен, для мастеров, которые работают на выезде, он просто незаменим.

Схема устройства сварочного инвертора.
Схема инверторного аппарата одна из самых простых, все необходимые элементы плат и транзисторы без труда можно найти в магазинах радиодеталей, а схемы сборки — у мастеров. Задача собрать такой сварочный аппарат своими руками вполне по силам людям, умеющим работать с паяльником.
Принцип работы инверторного сварочного аппарата
Сам по себе данный прибор является подобием мощного блока питания, аналогичного импульсным блокам типа АТ и АТХ, которые устанавливают в персональных компьютерах. Порядок изменений исходных параметров электрического тока в этих двух устройствах идентичен. В инверторе электрическая энергия проходит через ряд преобразований:
- Переменное напряжение бытовой сети преобразуется в постоянное.
- Постоянный ток преобразуется в переменный с высокой частотой.
- Значение напряжения понижается.
- Ток со сниженным вольтажом выпрямляется с сохранением заданной частоты.
Все перечисленные преобразования объясняются необходимостью уменьшить вес и габариты силовых трансформаторов сварочных аппаратов.
Схема работы сварочного инвертора.
Принцип работы старых аппаратов сводился к снижению напряжения от питающей сети и росту значения силы тока на вторичной обмотке до нескольких десятков, а то и сотни ампер — значения необходимого для дуговой сварки. Чтобы обеспечить нужное соотношение по снижению вольтажа и росту величины силы тока, у вторичной обмотки задавалось меньшее число витков и большее сечение провода. Потому старые сварочные трансформаторы были с большими габаритами и массой. Производство трансформаторной обмотки требовало крупных затрат медного провода, из-за чего стоили сварочные аппараты совсем не дешево.
Поправить положение позволили инверторные схемы. Посредством увеличения частоты тока на рабочей обмотке до 60-80 кГц и выше получилось уменьшить размеры и вес всей конструкции. За счет 4-кратного увеличения рабочей частоты преобразования габариты аппарата уменьшились вдвое. А в нашем случае речь идет о тысячекратном увеличении частоты.
Столь высокие значения частоты переменного тока достигаются установленными в инверторной схеме транзисторами переключения, которые сообщаются между собой с частотой 60-80 кГц. Ток к транзисторам приходит постоянный, от выпрямителя. Переменное напряжение выпрямляется мостовой схемой из диодов и выравнивается конденсаторами. На выход из выпрямителя и конденсатора поступает постоянное напряжение 220 В. Такова первая ступень схемы.
Высокочастотные транзисторы инверторной цепи передают переменный высокочастотный ток на понижающий трансформатор. Так как рабочая частота уже в 1000 раз ниже частоты питающей сети, трансформатор представляет собой очень компактную катушку.
Вернуться к оглавлению
Компоненты схемы сварочного аппарата
Электрическая схема сварочного инвертора.
Инверторная схема рассчитана на значение тока питающей сети до 32 А и напряжение 220-230 В. Значение тока на выходе из преобразователя достигает 250 А. Такая величина гарантирует создание прочного шва при сварке электродом на расстоянии до 1 см. Блок питания инверторного аппарата включает такие компоненты:
- Трансформатор с основанием из ферритного сердечника 7х7 или 8х8.
- Первичная обмотка, насчитывающая 100 колец из провода диаметром 0,3 мм.
- Внутренний заход вторичной обмотки на 15 оборотов проводом толщиной 1 мм.
- Средний заход вторичной обмоткой на то же количество витков проводом меньшей толщины (0,2 мм).
- Наружный заход вторичной обмотки на 20 оборотов провода с толщиной 0,35 мм.
Вернуться к оглавлению
Сборка трансформатора
Схема обмотки трансформатора.
Перед тем как навивать провода на сердечник трансформатора, его оборачивают медью. Ширина полос составляет 40 мм, высота ленты — 0,3 мм. Вместе с медной лентой сердечник обматывается термобумагой. Для этой цели хороша кассовая лента и любая другая тонкая и прочная бумага, которой удобно будет обтянуть сердечник. Провод круглого сечения на первичную обмотку не годится, потому что он легко перегревается. Из-за этого токи перенаправляются на внешнюю сторону обмотки, а внутренние слои остаются ненагруженными.
Вторичная обмотка укладывается в 3 слоя проводов, между которыми вставляют прокладки из фторопласта. Для этих целей не подходят стандартные провода с диаметром 0,5-0,7 мм. Из-за круглого сечения в обмотке они плохо прилегают друг к другу, оставляя зазоры, тем самым ухудшают теплообмен.
Накручивая обмотку, обращайте внимание, чтобы провод завивался без промежутков вокруг сердечника. Только так напряжение будет стабильным. Типичная схема инверторного прибора подразумевает наличие двух трансформаторов с частотой 41 кГц, но подойдут и на 55 кГц. Затем устанавливаются изолирующая прокладка и дроссель с маркировкой L2. Сбоку платы дополнительно ставят вентилятор для обдува, его электрические характеристики 0,13 А и 220 В.
Вернуться к оглавлению
Пайка инверторной платы
На составление схемы сварочного аппарата инверторного типа идут кулеры и радиаторы, которые встречаются в компьютерных блоках питания. Их можно извлечь из старой техники или обратиться в магазин радиодеталей за новыми.
Радиаторы ставятся вверху и внизу концов косого моста.
Диоды крепятся к радиаторам на предварительно заготовленную прослойку из слюды.
Для сборки инвертора потребуется кулер.
Когда для распределения потоков применяется мост IRG4PC50W, следует использовать термопасту вместо слюды.
Направление выводов транзисторов и диодов выставляется навстречу друг другу. В промежутке между радиаторами монтируется плата, которая соединит все участки цепи питания сварочного прибора с промежуточными элементами моста. Имейте в виду, что расчетное напряжение цепи питания 300 В. Мощности, сбрасываемые трансформатором, должны уходить в цепь, для чего на плату припаивают конденсаторы на 0,15 мкФ. Установка после трансформатора снабберов и конденсаторов гасит нежелательные перенапряжения от бросков на выходе из вторичной обмотки.
Вернуться к оглавлению
Настройка и отладка работы инвертора
Схема внутреннего устройства инвертора.
Завершив сборку, надо непременно настроить работу инверторного модуля. Подключите к ШИМ напряжение в 15 В и запитайте вентилятор. Затем через резистор R11 осуществите подключение реле К1. Все это делается для того, чтобы предотвратить скачки при подсоединении к сети 220 В. Проконтролируйте своевременное включение реле и через 10 секунд подайте рабочее питание на ШИМ. После срабатывания реле прямоугольных участков в диаграмме ШИМ не должно наблюдаться.
Затем мост подключается к источнику напряжения в 15 В. При работе вхолостую инвертор потребляет ток в пределах 100 мА. Если замер показывает допустимую величину, то схема собрана правильно. Дополнительно необходимо убедиться, что фазировка обмоток не перепутана.
На ШИМ снижается установка частоты до тех, пока на нижней части графика не вырисовывается загиб, что будет означать перенасыщение узла. Данное значение частоты делим на 2 и прибавляем к рабочей частоте платы ШИМ и непосредственно трансформатора. Схема соединена правильно в том случае, если при настройке реле выдает сигнал при 150 мА. Если световой сигнал нечеткий и слабый, то плата соединена неправильно или одна из обмоток пробивает. Убрать ненужные помехи получится, если укоротить все провода электропитания.
Вернуться к оглавлению
Проверка работоспособности устройства
После сборки сварочного инвертора необходимо проверить его на работоспособность.
Итак, инверторный сварочный аппарат собран и готов к использованию, теперь остается удостовериться, что он работоспособен. Включите аппарат в электросеть, плавно задавайте большую силу тока и сверяйтесь с показаниями осциллографа по напряжению. Напряжение в нижней петле осциллограммы приемлемо в пределах 500 В, в условиях выброса допускается превышение до 550 В. В корректно скомпилированной схеме указанная цифра не превысит 350 В.
Когда проверяете работоспособность прибора, убедитесь, что гул от шины не нарастает при увеличении нагрузки. Чтобы подать максимальный ток, фоновый шум должен оставаться неизменным.
Затем приступаем к самой сварке. После запуска надо выждать 10 секунд и проверить температуру охладителей. На протяжении первых 20 секунд они должны оставаться холодными, в течение следующей минуты — чуть теплыми.
После этого берем 2 электрода для нужного вида сварки и на пробном материале раскраиваем шов, пока они полностью не выгорят. Закончив, контролируем температуру трансформатора: он к этому времени успеет разогреться, но не раскалиться добела. Чрезмерный нагрев будет указывать на недочеты схемы сборки.
Радиаторы успевают серьезно нагреться после непрерывной работы на 3 электродах. Поэтому понадобится дать им остыть 2 минуты. Этого достаточно, чтобы кулер понизил температуру до нормального уровня и можно было продолжить работу без потери качества.
Процесс сборки сварочного аппарата своими руками, весьма кропотливый, проявите как можно больше сосредоточенности и внимания к нему. Тщательно изучите выбранную вами схему, разберитесь с последовательностью соединения деталей в ней, сосчитайте точное число составных частей и проводов. По окончании сборки изобретение обязательно проверяется на исправность и безопасность. Организуйте сварочные работы со всеми необходимыми условиями для безопасного труда: на руках носите плотные перчатки, лицо закрывайте сварочным щитком.
moiinstrumenty.ru








