Термомеханическая обработка стали Р18. Сталь p18
P18
Быстрорежущая сталь P18
| Заменитель: | Р12 |
| Классификация: | Сталь инструментальная быстрорежущая. |
| Применение: | Резцы, сверла, фрезы, резьбовые фрезы, долбяки, развертки, зенкеры, метчики, протяжки для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С. |
Химический состав в % материала Р18.
| C | Si | Mn | Ni | S | P | Cr | Mo | W | V | Co |
| 0.73-0.83 | до0.5 | до0.5 | до0.4 | до0.03 | до0.03 | 3.8-4.4 | до1 | 17-18.5 | 1-1.4 | до0.5 |
Температура критических точек материала Р18.
| Ac1=820, Ac3(Acm)=860, Ar3(Arcm)=770, Ar1=725 |
Механические свойства при Т=20oС материала Р18.
| Сортамент | Размер(мм) | Напр. | σв(МПа) | σT(МПа) | δ5% | ψ% | KCU(кДж/м2) | Термообр. |
| 840 | 510 | 8 | 10 | 190 | Состояние поставки |
Твердость материала Р18 после отжига, HB 10-1=255 МПа.
Физические свойства материала Р18.
| Т(град.) | E 10-5(МПа) | α 106(1/град.) | λВт/(м×град.) | ρ3(кг/м) | C(Дж/(кг×град)) | R 109(Ом×м) |
| 20 | 2.28 | 8800 | 419 | |||
| 100 | 2.23 | 26 | 472 | |||
| 200 | 2.19 | 27 | 544 | |||
| 300 | 2.1 | 28 | 627 | |||
| 400 | 2.01 | 29 | 718 | |||
| 500 | 1.92 | 28 | 815 | |||
| 600 | 1.81 | 27 | ||||
| 700 | 27 | 1037 | ||||
| 800 | 1152 | |||||
| 900 | 1173 |
Технологические свойства материала Р18.
| Свариваемость: | без ограничений. |
neva-steel.ru
Порядок выполнения работы
Вычертить диаграммы изотермического распада переохлажденного аустенита для углеродистой, хромистой и хромоникельмолибденовой сталей.
Записать химический состав исследуемых марок сталей: 40, 40Х и 40ХНМА.
Описать схему установки для определения прокаливаемости стали методом торцевой закалки.
Познакомиться с работой установки для торцевой закалки цилиндрических образцов: диаметр сопла - 12,5 мм, высота свободной струи – 65 мм, расстояние от сопла до торца образца - 12,5 мм.
Заполнить таблицу твердостей образцов трех марок сталей по их длине от закаливаемого торца до постоянного значения твердости.
Построить графики изменения твердости в зависимости от расстояния от закаливаемого торца и, пользуясь ими, определить расстояние от закаливаемого торца до полумартенситной зоны.
Пользуясь графиком рис. Рис. 13 определить критические диаметры трех исследуемых сталей для различных условий охлаждения (в воде и масле).
Сделать выводы по работе.
Содержание отчета по работе
Краткие сведения из теории прокаливаемости стали.
Диаграммы изотермического распада переохлажденного аустенита для сталей 40, 40Х, 40ХНМА.
Химический состав этих сталей.
Твердость указанных сталей в исходном состоянии и температуры их закалки.
Описание схемы установки для торцевой закалки.
Таблицы с результатами измерений твердости образцов по их длине от закаливаемого торца до постоянного значения твердости.
Графики изменения твердости по длине образца для трех исследуемых марок стали.
Результаты определения критических диаметров трех исследуемых марок стали для различных условий охлаждения (в воде и масле).
Выводы по работе.
Работа № 11 термическая обработка инструментальной углеродистой и быстрорежущей сталей
Цель работы - установить влияние температуры отпуска на структуру и твердость закаленных углеродистой стали У8 и быстрорежущей стали Р18, изучить микроструктуру этих сталей в исходном и закаленном состояниях и после отпуска.
Краткие теоретические сведения
Инструментальные стали применяются для изготовления режущего и мерительного инструментов и штампов.
Для режущего инструмента основными свойствами стали, являются твердость, прочность и износостойкость режущей кромки при достаточно вязкой сердцевине. Для инструмента, работающего при больших скоростях резания, сталь должна быть также и теплостойкой, т.е. сохранять свои свойства при нагреве.
Термическая обработка углеродистых инструментальных сталей состоит в закалке с температуры Aс1 + (30-40 °С) и последующем низком отпуске при 160-200 °С. Доэвтектоидную сталь У7 закаливают с температуры Ас3 + (30-40 °С). Охлаждение при закалке производят в воде, так как аустенит углеродистых сталей неустойчив и критические скорости закалки у этих сталей большие. Твердость поверхности инструмента при содержании углерода в стали более 0,8 % (У8А) и 1 % (У10А) равна 63-65 НRС.
Углеродистые инструментальные стали используют для резания только с малыми скоростями, так как при нагреве инструмента выше 190-200 ° происходит изменение структуры, мартенсит распадается на троостит и даже сорбит и твердость снижается.
Для изготовления инструментов больших размеров и сложной конфигурации применяются легированные инструментальные стали, содержащие, кроме углерода, хром, марганец, кремний, вольфрам и ванадий в сумме примерно от 1 до 5%. По своим режущим свойствам легированные стали такие, как 9ХС, ХВГ, ХВСГ и другие, мало отличаются от углеродистых, но сохраняют высокую твердость при резании до 220-250 °С и обладают большей прокаливаемостью.
Для изготовления режущего инструмента, работающего при больших скоростях резания, широко применяют быстрорежущую сталь марки P18 (0,75 %С, 18 % W, 4% Сr, 1 % V), отличающуюся высокой теплостойкостью и хорошей технологичностью.
В литом состоянии структура стали Р18 представляет собой перлит, ледебурит и вторичные карбиды. Количество карбидной фазы достигает 28 %. Происходит разрушение ледебуритной эвтектики, размельчения и равномерного распределения карбидов, литая быстрорежущая сталь подвергается ковке и последующему отжигу.
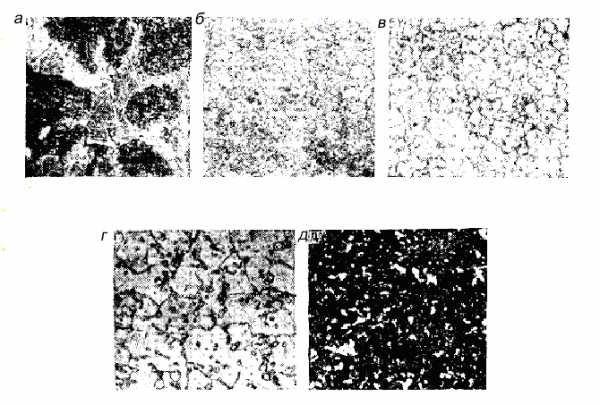
Рис. 15. Микроструктура быстрорежущей стали марки Р18 (х 500): а - после литья - ледебурит, перлит, вторичные карбиды; б - после ковки и отжига - сорбит, первичные и вторичные карбиды; в - после закалки в масле - первичные карбиды, мартенсит закалки и аустенит остаточный; температура закалки 1280 °С; г - то же, что и в, но температура закалки 1300 °С; д - после окончательной термической обработки - мартенсит отпуска и первичные карбиды
Закаливается сталь Р18 с 1280 °С, режимы обработки приведены на рис. Рис. 16. Высокая температура закалки необходима для возможно полного растворения вторичных карбидов вольфрама, молибдена и ванадия и получения высоколегированного аустенита; это обеспечивает получение после закалки высоколегированного теплостойкого мартенсита. Первичные карбиды не растворяются и тормозят рост зерна аустенита, поэтому при нагреве, близком к температуре плавления, в быстрорежущих сталях сохраняется мелкое зерно. Если закаливать сталь Р18 с более низких температур, то полученный мартенсит будет недостаточно легирован и его устойчивость, а, следовательно, и теплостойкость будет ниже.
Чтобы избежать образования трещин из-за плохой теплопроводности стали нагрев под закалку производят ступенчато с остановками: первой - при 600-650 °С (15-20 мин), второй - при 800-850 °С (10-15мин). Возможна также остановка при температуре 1000-1100 °С 3-5 мин. При более высоких температурах нагрев стали производится быстро, чтобы снизить окисление, обезуглероживание и уменьшить рост зерна. С этой же целью устанавливается время выдержки при максимальной температуре. Оно должно выбираться из расчета 10-12 с на 1 мм диаметра инструмента.
При Т=1280 °С структура стали состоит из легированного аустенита и нерастворенных карбидов тугоплавкого металла (7-10 %).
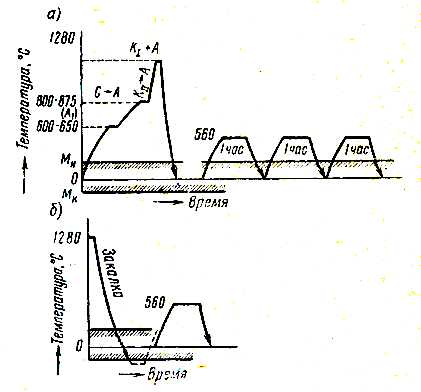
Рис. 16. График термической обработки быстрорежущей стали марки Р18
После закалки микроструктура стали Р18 состоит из мартенсита, нерастворенных карбидов и остаточного аустенита в количестве примерно 30-35 % (рис. Рис. 16). Повышенное содержание остаточного аустенита после закалки объясняется тем, что температура конца мартенситного превращения у быстрорежущих сталей лежит в области отрицательных температур. Остаточный аустенит понижает твердость стали, которая после закалки составляет 60-62 HRC и режущие свойства инструмента.После закалки сталь подвергается отпуску, основное назначение, которого добиться превращения остаточного аустенита в мартенсит.
В процессе однократного отпуска стали Р18 только часть остаточного аустенита превращается в мартенсит. Чтобы оставшийся остаточный аустенит перешел в мартенсит, применяется двух- или трехкратный отпуск при 560 °С с выдержкой 60 мин и охлаждением на воздухе.
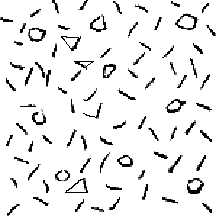
Рис. 17. Микроструктура стали Р18 после закалки и отпуска: мартенсит и карбиды и аустенит остаточный
В процессе выдержки при отпуске из мартенсита и остаточного аустенита выделяются дисперсные карбиды в основном типа М6С, т.е. происходит дисперсионное твердение, которое приводит к повышению твердости и теплостойкости стали. При этом аустенит, обедняется углеродом и легирующими элементами, становится менее устойчивым и при охлаждении ниже температуры (150 °С) испытывает мартенситное превращение. При однократном отпуске примерно 30 % остаточного аустенита превращается в мартенсит. После двух-, трехкратного отпуска получается структура, состоящая из мартенсита, карбидов и 3-5 % аустенита (рис. Рис. 17). Эффект упрочнения и перехода аустенита в мартенсит может быть также достигнут путем обработки холодом при температуре нижеМК и последующего однократного цикла отпуска при выше указанной температуре (рис. Рис. 16.б)
(150 °С) испытывает мартенситное превращение. При однократном отпуске примерно 30 % остаточного аустенита превращается в мартенсит. После двух-, трехкратного отпуска получается структура, состоящая из мартенсита, карбидов и 3-5 % аустенита (рис. Рис. 17). Эффект упрочнения и перехода аустенита в мартенсит может быть также достигнут путем обработки холодом при температуре нижеМК и последующего однократного цикла отпуска при выше указанной температуре (рис. Рис. 16.б)Режущие свойства некоторых видов инструментов (фасонные резцы, сверла, фрезы, протяжки и др.) дополнительно улучшают созданием на их поверхностях, на основе ХТО, тонкого слоя (10-50 мкм) нитридов или карбонитридов. Такой слой характеризуется высокой твердостью (HV1000 и более) и износостойкостью. Его получают газовым или ионным азотированием, напылением нитридов титана. Технологическим направлением повышения качества инструмента является его производство из распыленных порошков. Благодаря сильному измельчению карбидов и равномерному их распределению в спеченной стали стойкость инструмента увеличивается в 1,5 - 2 раза (марки стали Р6М5К5-МП, P9M4K4-MП).
Быстрорежущие стали (ГОСТ 19265—73) умеренной теплостойкости (620 °С) рекомендуются для всех видов инструмента при обработке углеродистых и легированных сталей. Наиболее часто применяют стали Р18, Р6М5. Для обработки высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов применяют стали, содержащие кобальт Р18К5Ф2, Р9К5, Р6М5К5, Р9М4К8, Р2АМ9К5, Р2АМ9К5 с повышенной теплостойкостью (630 °С). Для чистовых инструментов при обработке вязкой аустенитной стали и материалов, обладающих абразивными свойствами, нашла применение сталь Р12ФЗ с высоким содержанием ванадия. Все стали, обладают хорошим сопротивлением износу.
studfiles.net
Р18 / T1 / 1.3355 / W18Cr4V: Марочник
Характеристика материала Р18
| Марка: | Р18 |
| Заменитель: | Р12 |
| Классификация: | Сталь инструментальная быстрорежущая |
| Дополнение: | Сталь имеет пониженную склонность к перегреву при закалке, хорошую вязкость, хорошее сопротивление износу, повышенную шлифуемость |
| Продукция, предлагаемая предприятиями-рекламодателями: Нет данных | |
| Применение: | резцы, сверла, фрезы, резьбовые фрезы, долбяки, развертки, зенкеры, метчики, протяжки для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С. |
Химический состав в % материала Р18
ГОСТ 19265- 73
| C | Si | Mn | Ni | S | P | Cr | Mo | W | V | Co | Cu |
| 0.73 - 0.83 | 0.2 - 0.5 | 0.2 - 0.5 | до 0.6 | до 0.03 | до 0.03 | 3.8 - 4.4 | до 1 | 17 - 18.5 | 1 - 1.4 | до 0.5 | до 0.25 |
Температура критических точек материала Р18
| Ac1 = 820 , Ac3(Acm) = 860 , Ar3(Arcm) = 770 , Ar1 = 725 |
Технологические свойства материала Р18 .
| Свариваемость: | без ограничений. |
Механические свойства при Т=20oС материала Р18 .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| 840 | 510 | 8 | 10 | 190 | Состояние поставки |
| Твердость Р18 после отжига , ГОСТ 19265-73 | HB 10 -1 = 255 МПа |
Физические свойства материала Р18 .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.28 | 8800 | 419 | |||
| 100 | 2.23 | 26 | 472 | |||
| 200 | 2.19 | 27 | 544 | |||
| 300 | 2.1 | 28 | 627 | |||
| 400 | 2.01 | 29 | 718 | |||
| 500 | 1.92 | 28 | 815 | |||
| 600 | 1.81 | 27 | 922 | |||
| 700 | 27 | 1037 | ||||
| 800 | 1152 | |||||
| 900 | 1173 | |||||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Зарубежные аналоги материала Р18
Внимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Испания |
| - | DIN,WNr | JIS | AFNOR | BS | EN | UNI | UNE |
| T1T12001 | 1.3355HS18-0-1S18-0-1X75WCrV18-4-1 | SKh3 | 18-04-01HS18-0-1Z80WCVZ80WCV18-04-01 | 3355BT1 | 1.3355HS18-0-1HSv18-0-1X75WCrV18-4-1 | HS18-0-1X75WCrV18 | 18-0-1ET1HS18-0-1 |
| Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австрия | Юж.Корея |
| GB | SS | BDS | MSZ | PN | STAS | CSN | ONORM | KS |
| W18Cr4V | 2750 | HS18-0-1R18 | R3 | SW18 | Rp3 | 19824 | BOHLERS200S200 | SKh3 |
Обозначения:
| Механические свойства : | |
| sв | - Предел кратковременной прочности , [МПа] |
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м2] |
| HB | - Твердость по Бринеллю , [МПа] |
| Физические свойства : | |
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м3] |
| C | - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
| Свариваемость : | |
| без ограничений | - сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг |
www.pokovka.com
Характеристика некоторых инструментальных сталей
Долговечность и надежность инструмента зависит от материала и его конструкционной прочности. Повышение эксплуатационных качеств инструмента достигается правильным выбором марки стали.
Материал для инструмента выбирается с обязательным учетом:
1) Условий эксплуатации, а именно:
— характера приложения нагрузки (статическая, динамическая, знакопостоянная, знакопеременная, контактная и т. д.) и ее максимальной величины;
— характера напряжений;
— температурных условий работы;
— наличия агрессивной среды;
— типа трения.
2) Механических свойств и в первую очередь сочетания высоких пределов усталости и циклической вязкости, обеспечивающих надежную и длительную работу данного изделия.
3) Технологических и структурных особенностей:
— закаливаемости и прокаливаемости в рабочих сечениях;
— устойчивость аустенита в процессах теплового воздействия и характера превращений;
— склонность к обезуглероживанию, окислению и росту зерна при длительном нагреве;
— обрабатываемости на различных стадиях формообразования.
4) Особенностей конструкции обеспечивающих коробление и противодействие к образованию трещин.
5) Экономические соображения:
— стоимости;
— минимального содержания легирующих элементов;
— необходимости селектирования отдельных элементов;
— условий поставки в соответствии с ГОСТами или отраслевыми нормативами.
Для изготовления дисковых фрез используются инструментальные, легированные, теплостойкие быстрорежущие стали: Р6М5, Р12, Р18, Р8М3, Р12Ф3 и др.). Для сравнения возьмем три марки стали: Р12, Р18 и Р6М5.Химический состав сталей указан в таблице 1.1:
Таблица 1.1 — Химический состав сталей, %.
Быстрорежущие стали, в отличие от легированных и углеродистых сталей, имеют высокую теплостойкость, сохраняя мартенситную структуру и твердость более 60 HRC при нагреве до 600-650° С, более высокую прочность и повышенное сопротивление пластической деформации.
Проанализируем химические составы сталей Р6М5, Р18 и Р12.
Основными легирующими элементами быстрорежущих сталей, обеспечивающих высокую красностойкость, являются вольфрам, молибден, ванадий и кобальт. Кроме них все стали легируют хромом. Важным компонентом является углерод.
Содержание углерода в стали должно быть достаточным, чтобы обеспечить образование карбидов легирующих элементов. Так при содержании углерода меньше 0,7 % не получается высокой твердости в закаленном и в отпущенном состоянии. Влияние повышенного содержания углерода в сталях с молибденом более благоприятно, чем в вольфрамовых.
Карбидообразующие элементы образуют в стали специальные карбиды: Me6 С на основе вольфрама и молибдена, MeС на основе ванадия и Me23 С6 на основе хрома. Часть атомов Me составляет железо и другие элементы.
Вольфрам и молибден являются основными легирующими элементами, обеспечивающими красностойкость. Они образуют в стали карбид Me6 С, который при аустенитизации часто переходит в твердый раствор, обеспечивая получение после закалки легированного вольфрамом (молибденом) мартенсита. Вольфрам и молибден затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. Нерастворенная часть карбида Me6 С приводит к повышению износостойкости стали. Молибден по влиянию на теплостойкость замещает вольфрам по соотношению Mo : W = 1 : 1,5.
Ванадий образует в стали наиболее твердый карбид VC (MeС). Максимальный эффект от введения в сталь ванадия достигается при условии, что содержание углерода в стали будет достаточным для образования большого количества карбидов и для насыщения твердого раствора. Карбид MeС, частично растворяясь в аустените, увеличивает красностойкость и повышает твердость после отпуска благодаря эффекту дисперсионного твердения. Нерастворенная часть карбида MeС увеличивает износостойкость стали.
Хром во всех быстрорежущих сталях содержится в количестве около 4%. Он является основой карбида Me23 С6 . При нагреве под закалку этот карбид полностью растворяется в аустените при температурах, значительно более низких, чем температуры растворения карбидов Me6 С и MeС. Вследствие этого основная роль хрома в быстрорежущих сталях состоит в придании стали высокой прокаливаемости. Он оказывает влияние и на процессы карбидообразования при отпуске.
Кобальт применяют для дополнительного легирования быстрорежущей стали с целью повышения ее красностойкости. Кобальт в основном находится в твердом растворе и частично входит в состав карбида Me6 С. К недостаткам влияния кобальта следует отнести ухудшение прочности и вязкости стали, увеличение обезуглероживания.
Марганец в небольших количествах может переводить серу в более благоприятное соединение.
Сера является вредной примесью, способствующая красноломкости. В ледебуритных сталях отрицательная роль образующихся сульфидов меньше из-за присутствия в структуре значительно большего числа избыточных карбидов, которые могут также ухудшать эти свойства. Кроме того, сульфиды при низких температурах начала затвердевания этих сталей часто служат центрами кристаллизации и присутствуют внутри крупных эвтектических карбидов. Их количество уменьшается на границе зерен. Для уменьшения количества серы (до 0,015 %) используют электрошлаковый переплав.
Фосфор также является вредной примесью. При содержании фосфора более чем 0,02-0,03 % заметно снижается вязкость и прочность, усиливаются искажения в решетке мартенсита.
Ранее наиболее широко применялась сталь P18. Она содержит больше вольфрама, чем другие стали, и поэтому имеет повышенное количество карбидов (22-25 % после отпуска). Основной карбид М6 С; доля карбида МС не более 2-3 % от общего количества карбидной фазы. Преимущества стали Р18: 1) малая чувствительность к перегреву (из-за влияния повышенного количества карбидов), и, в связи с этим, хорошая стабильность свойств сталей разных плавок; 2) хорошая шлифуемость; содержание ванадия в сталях с 18 % W меньше, чем в других сталях.
Сталь имеет немного лучшие режущие свойства при обработке сталей с избыточными карбидами (в частности, шарикоподшипниковых) и в инструментах относительно простой формы; это связано с более высоким сопротивлением пластической деформации из-за большего количества карбидов.
Резкое сокращение производства стали Р18 объясняется как дефицитностью вольфрама и созданием теперь сталей с более высокими свойствами, так и тем, что сталь Р18 имеет следующие недостатки: а) более крупные размеры избыточных карбидов: до 30 мкм, что снижает стойкость инструментов с тонкой рабочей кромкой и небольшого сечения; б) недостаточно высокие прочность и вязкость, сильно зависящие от профиля проката; они удовлетворительные лишь в небольшом сечении; прочность составляет 3000-3300 и 2000-2300 MПa в прутках диаметром 30 и 60-80 мм соответственно; в) пониженная горячая пластичность, особенно в крупном профиле. Это затрудняет также изготовление инструментов горячей пластической деформацией.
Сталь Р12, разработанная позже, заменяет сталь Р18. Основной карбид М6 С; количество карбида МС несколько больше (8 %), чем у стали Р18.
В твердом растворе стали Р12 больше ванадия, что позволяет устанавливать его содержание в стали более высоким; 1,5-1,9 % без заметного ухудшения шлифуемости. В этом случае теплостойкость стали Р12 немного выше, чем стали Р18.
При почти одинаковой карбидной неоднородности (в прокате равного профиля) размеры карбидных частиц и количество карбидов в стали Р12 меньше, чем у стали Р18.
Вследствие этого, а также и более низкого содержания хрома, горячая пластичность стали Р12 на 10-15 % выше, чем у стали Р18. По этой же причине прочность и вязкость стали Р12 в одинаковом профиле на 5-8 % выше, чем стали Р18.
Режущие свойства сталей Р18 и Р12 близки; они несколько выше у стали Р12 в инструментах с тонкой рабочей кромкой и немного ниже, чем у стали Р18 в инструментах простой формы, обрабатывающих более твердые материалы.
Сталь Р6М5 широко применяется для тех же назначений, как и сталь Р12. Теплостойкость этой стали лишь немного ниже, чем сталей Р12 и Р18.
Размеры карбидных частиц меньше, чем в стали Р18. Поэтому прочность стали Р6М5 после одинаковой деформации на 10-15 % больше, а вязкость на 50-60 % выше, чем у стали Р18. Это преимущественно наблюдается и в крупных сечениях.
С повышением температуры до 500-600 °С прочность стали Р6М5 снижается сильнее, а вязкость возрастает больше, чем у сталей Р18 и Р12. Пластичность стали Р6М5 при температурах деформирования выше, чем у стали Р18. Твердость после отжига ниже, что обеспечивает несколько лучшую обрабатываемость резанием. Ее шлифуемость хорошая и не ниже, чем у стали Р18.
У стали Р6М5 с 5 % Мо сохраняются (но в меньшей степени) недостатки, вносимые молибденом. Она чувствительна к обезуглероживанию и к разнозернистости. Для повышения стабильности свойств необходимо устанавливать содержание углерода в более узких пределах.
При увеличении содержания кремния до 0,8-0,9 % немного улучшаются вязкость и твердость стали[3,8].
Таким образом, проанализировав стали Р18, Р12 и Р6М5, можно сделать вывод, что, например, для дисковой фрезы наиболее целесообразно выбрать сталь Р6М5, учитывая выше перечисленные характеристики, и ее меньшую стоимость.
Источник: дипломный проект
на тему: «Проект участка термической обработки дисковых фрез»
Надточия Тимофея Сергеевича
Руководитель проекта:
доц. Протасенко Т.А.
Министерство образования и науки Украины
Национальный политехнический университет
«Харьковский политехнический институт»
Кафедра «Металловедение и термическая обработка металлов»
www.vladpm.ru
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
zlitos.com
Термомеханическая обработка стали Р18 - ОКБ Козырев
В. С. ТОМСИНСКИЙ, В. А. НЕКРАСОВ, В. С. МАЛЫГИН, Л. А. БИХАНСКИЙПермский политехнический институтISSN 0026-0819. «Металловедение и термическая обработка металлов», № 7. 1967 г.
В настоящей работе изучалось влияние температуры и степени деформации на структуру и свойства быстрорежущей стали Р18 (0,74% С, 0,23% Мn; 0,25% Si; 4,12% Сr; 17,63% W; 1,11% V; 0,024% S; 0,017% Р).
После деформации свободной ковкой со степенями 25,50 и 75% были получены образцы 7,5×7,5×90 мм. Аустенизацию проводили при 1275 °С, а пластическую деформацию — при 900, 1000, 1100, 1200 и 1275 °С. До температур деформации образцы подстуживали в камерной печи, затем деформировали одним ударом и немедленно закаливали в масле.
Трехкратный отпуск проводили при 560 °С. Определяли предел прочности на изгиб, стрелу прогиба на базе 60 мм и твердость, а также — по стандартной методике — красностойкость при 600, 620, 640, 660 °С.
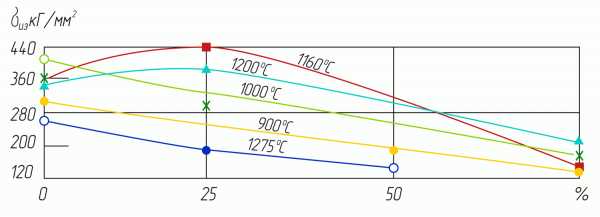
Рис.1. Влияние степени деформации на предел прочности при изгибе. Цифры у кривых обозначают температуру деформации.
На рис. 1 показано изменение предела прочности в зависимости от степени и температуры деформации. Эффект высокотемпературной термомеханической обработки наблюдается при температурах деформации 1200-1100 °С и деформации 25%. При деформации 50 и 75% мелкие микротрещины развиваются в видимые макротрещины, что снижает прочность. После ВТМО по режиму: аустенизация при 1275 °С, деформация 25% при 1100 °С, немедленная закалка и трехкратный отпуск при 560 °С 1 ч были получены значения σиз в среднем 440 кГ/мм2. Данные показывают, что после исследованных режимов обработки значения стрелы прогиба мало изменяются (1,5-2 мм). С понижением температуры деформации до 1100 °С предел прочности повышается, но дальнейшее понижение температуры деформации приводит к снижению прочности, очевидно, из-за интенсивного выделения и коагуляции карбидной фазы (рис. 2).
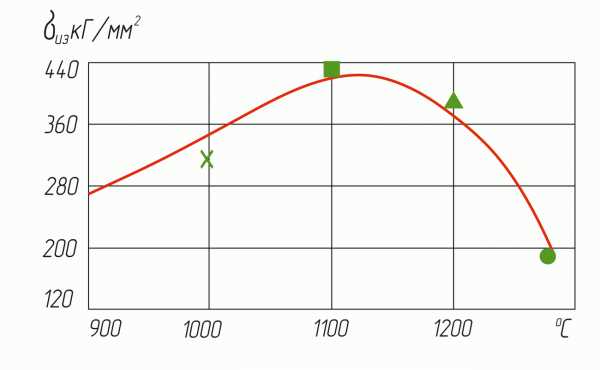
Рис.2. Влияние температуры деформации на предел прочности при ε=25%.
| Степень деформации в % | Температура деформации в °С | HRC после нагрева при температуре в °С | |||
| 600 | 620 | 640 | 660 | ||
| 0 | 1275 | 61,5 | 57 | 50 | 44 |
| 1200 | 59 | 55 | 48 | 42 | |
| 1100 | 56 | 51 | 46 | 41 | |
| 1000 | 56 | 51 | 44 | 40 | |
| 900 | 56 | 51 | 44 | 40 | |
| 25 | 1275 | 60 | 56 | 50 | 45 |
| 1200 | 58 | 54 | 48 | 42 | |
| 1100 | 56 | 51 | 46 | 41 | |
| 1000 | 55 | 50 | 44 | 41 | |
| 900 | 53 | 46 | 44 | 41 | |
| 50 | 1275 | 60 | 56 | 50 | 44 |
| 1200 | 58 | 54 | 48 | 42 | |
| 1100 | 56 | 52 | 46 | 41 | |
| 1000 | 55 | 51 | 45 | 41 | |
| 900 | 53 | 46 | 41 | 40 | |
| 75 | 1275 | 59 | 56 | 48 | 44 |
| 1200 | 58 | 54 | 48 | 42 | |
| 1100 | 56 | 52 | 46 | 41 | |
| 1000 | 55 | 51 | 45 | 41 | |
| 900 | 53 | 46 | 41 | 40 | |
Деформация аустенита при высокой температуре ускоряет образование и коагуляцию карбидной фазы (рис. 3), что способствует обеднению аустенита углеродом и легирующими элементами и, следовательно, понижает красностойкость (см. таблицу).
Изменение степени обжатия при высокотемпературной термомеханической обработке почти не влияет на твердость стали Р18, однако понижение температуры деформации уменьшает твердость.
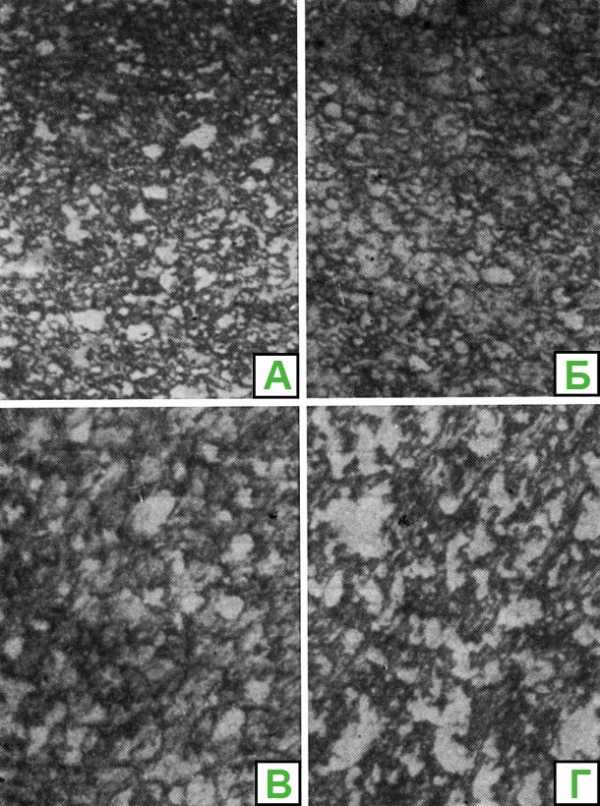
Рис.3. Микроструктура стали Р18 после ВТМО и трехкратного отпуска при 560 °С (×350): температура деформации 1100 °С: а) ε=0%; б) ε = 25%; в) ε=50%; г) ε=75%.
Влияние различных режимов высокотемпературной термомеханической обработки на механические свойства быстрорежущей стали следует связывать прежде всего с изменениями в тонком строении стали, а также с карбидообразованием и перераспределением легирующих элементов между α-твердым раствором и карбидной фазой.
ВТМО при всестороннем сжатии позволяет повысить стойкость инструментов из стали Р18 на 40-50% [1]. Сталь P18 была подвергнута ВТМО со степенями деформации 25, 50, 75% при 1100 °С без предварительной аустенизации при 1275 °C. После такой обработки предел прочности повысился на 40% (с 253 до 364 кГ/мм2), а стрела прогиба и красностойкость не изменились по сравнению с этими же характеристиками после стандартной обработки (закалка от 1275 °С и последующий трехкратный отпуск при 560 °С).
Выводы. 1. После высокотемпературной термомеханической обработки быстрорежущей стали Р18 по оптимальному режиму предел прочности при изгибе равен 440 кГ/мм2, а после стандартной обработки 250 кГ/мм2.2. Понижение температуры деформации приводит к обеднению твердого раствора углеродом и легирующими элементами, способствует выделению и коагуляции карбидной фазы и резко снижает красностойкость.3. Высокотемпературная термомеханическая обработка с деформацией при 1100 °С на 25% без предварительной аустенитизации при 1275 °С повышает предел прочности на 40%; стрела прогиба остается неизменной по сравнению со стандартной обработкой4. ВТМО не повышает красностойкость стали Р18.
Список литературы:
1. Снитковский М. М. и др.»МиТОМ», 1963, № 9.
inductor.su
Таблица соответствия марок сталей ГрондГрупп (поставка промышленного крепежа)
Внимание! Указаны как прямые, так и ближайшие аналоги!
| Группа материалов | Страна/стандарт | ||||||
| США | Германия/Италия | Великобри- тания | Франция | Япония | Россия | ||
| Твердость HB | AISI/SAE | W.Nr. | DIN | BS | AFNOR | JIS | ГОСТ |
| Gr.50 | 1,0050 | St50-20 | 43/35HS | A50 | SS500 | С285 | |
| 1,0070 | St70-2 | E360 | A70 | С375 | |||
| A283 Grade A | 1,0035 | S185/Fe 310-0 | HR 15 | A33 | SS330 | Ст0 | |
| A53 Gr A | St35 | S360 | Ст2 | ||||
| A 107 | 1,0036 | USt 37-2 | SS400 | Ст3кп | |||
| A 414 Grade A | 1,0038 | S235J2G3 / Fe 360 D1 | HS 37/23 | S235J2G3 | SS330 | Ст3сп | |
| A 570 Grade 50 | 1,0050 | St 50-2 | SS490 | Ст5сп | |||
| A 572 Grade 65 | 1,0060 | E335/Fe 590-2 | 55 C | E 335 | SM570 | Ст6 | |
| Качественная углеродистая сталь | |||||||
| 1008 | 1,1121 | C10 | 040A10 | AF-34 | SPHE | 08пс | |
| A516-55 | 13Mn6 | 68F62H5 | SB49 | 09Г2С | |||
| C1010 | 1,0301 | C10 | 040A10 | C10RR | S9CK | 10 | |
| A201Gr. Afx | 1,0345 | ASt35 | 141-360 | A37AP | SGV410 | 12К | |
| 180-240 | 1015 | 1,1141 | Ck15 | 080M15 | XC12 | S15C | 15 |
| 180-240 | 1015 | 1,0401 | C15 | 080M15 | C 18 | 15 | |
| 150-200 | 1020 | 1,0402 | C22 | 055 M 15 | S20C | 20 | |
| 150-200 | 1025 | 1,1158 | Ck25 | (070 M 26) | 2 C 25 | S25C | 25 |
| 170-230 | 1035 | 1,0501 | C35 | 060A35 | AF 42 C 20 | S35C | 35 |
| 170-220 | 1035 | 1,1183 | Cf35 | 080A35 | XC 38 H 1 TS | 35 | |
| 210-280 | 1035 | 1,1157 | 40Mn4 | 150M36 | 35M5 | 40Г | |
| 190-240 | 1045 | 1,1191 | Ck45 | 080M46 | XC45 | S45C | 45 |
| 190-240 | 1045 | 1,0503 | C45 | 080M46 | C 45 | S45C | 45 |
| 200-250 | 1050 | 1,1213 | Cf53 | 070M55 | XC 48 H 1 TS | S50C | 50 |
| 210-270 | 1055 | 1,0535 | C55 | 070M55 | C 54 | S55C | 55 |
| 210-270 | 1055 | 1,1203 | Ck55 | 070M55 | 2 C 55 | S55C | 55 |
| 230-270 | 1060 | 1,0601 | C60 | 060 A 62 | C 60 | S58C | 60 |
| 230-290 | 1060 | 1,1221 | Ck60 | 060A62 | 2 C 60 | S58C | 60 |
| 300-330 | 1095 | 1,1274 | Ck101 | CS95 | C100RR | ||
| 160-230 | 1140 | 1,0726 | 35S20 | 212M36 | 35MF6 | А30 | |
| 130-230 | 1215 | 1,0736 | 9SMn36 | S300 | |||
| 200-260 | 1330 | 1,1170 | 28Mn6 | 150M28 | 20M5 | SCMn2 | 30Г |
| 200-270 | 1335 | 1,1167 | 36Mn5 | 150 M 36 | 40M5 | SCMn3 | 35Г2 |
| 290-320 | 9255 | 1,0904 | 55Si7 | 250A53 | 55S7 | 55С2 | |
| 120-220 | 11L08 | 1,0722 | 10SPb20 | 10PbF2 | А12 | ||
| 130-220 | 12L13 | 1,0718 | 9SMnPb28 | S250Pb | |||
| 130-230 | 12L14 | 1,0737 | 9SMnPb36 | S300Pb | |||
| Низколегированная углеродистая сталь | |||||||
| 160-220 | 2515 | 1,5680 | 12Ni19 | Z 18 N 5 | Z18N5 | ||
| 210-280 | 3135 | 1,5710 | 36NiCr6 | 640A35 | 35NC6 | SNC236 | 40ХН |
| 250-360 | 3415 | 1,5732 | 14NiCr10 | 14NC11 | SNC815 | 12ХН3А | |
| 200-290 | 4130 | 1,7218 | 25CrMo4 | 708 A 25 | 25CD4 | SCM420 | 20ХМ |
| 230-330 | 4137 | 1,7220 | 34CrMo4 | 708A37 | 35CD4 | SCM435H | АС38ХГМ 35ХМ |
| 230-330 | 4140 | 1,7223 | 41CrMo4 | 708M40 | 42CD4TS | SCM440 | 40ХФА 38ХМА |
| 240-360 | 4140 | 1,7225 | 42CrMo4 | 708M40 | 42CD4 | SCM440H | 40ХН2МА |
| 270-360 | 4340 | 1,6582 | 34CrNiMo6 | 817M40 | 35NCD6 | SNCM447 | 38Х2Н2МА |
| 140-180 | 4520 | 1,5423 | 16Mo5 | ||||
| 210-270 | 5015 | 1,7015 | 15Cr3 | 523M15 | 12C3 | SCr415 | 15Х |
| 200-330 | 5115 | 1,7131 | 16MnCr5 | 527 M 17 | 16 MC 4 | SMnC420 | 18ХГ |
| 210-290 | 5132 | 1,7033 | 34Cr4 | 530A32 | 32C4 | SCr430H | 35Х |
| 210-230 | 5140 | 1,7045 | 42Cr4 | 530 A 40 | 42 C 4 TS | SCr435 | 40Х |
| 240-330 | 5140 | 1,7035 | 41Cr4 | 530M40 | 42C4 | SCr440H | 40Х |
| 320-330 | 5155 | 1,7176 | 55Cr3 | 525 A 58 | 55 Cr 3 | SUP9 | 50ХГА |
| 240-360 | 6150 | 1,8159 | 50CrV4 | 735A51 | 51 CV 4 | SCM445H | 50ХФА |
| 210-330 | 8620 | 1,6523 | 21NiCrMo2 | 805M20 | 20NCD2 | SNCM220 | 20ХГНМ |
| 320-330 | 9262 | 1,7108 | 60SiCr7 | 60SC7 | SUP6 | 60С2 | |
| 240-330 | 9840 | 1,6511 | 36CrNiMo4 | 817 M 37 | 40NCD3 | SCNM439 | 40ХН2МА |
| 150-200 | A350 LF5 | 1,5622 | 14Ni6 | 16N6 | |||
| 200-260 | A353 | 1,5662 | X8Ni9 | 3603-509 LT | 9 Ni 490 | ||
| 270-370 | 3415; 3310 | 1,5752 | 14NiCr14 | 655M13 | 12NC15 | SNC815 | 12Х2Н4А |
| 140-180 | A 182 F22 | 1,7380 | 10CrMo9 10 | 3606-622 | 12CD9;10 | SFVAF22A | 10Х2М |
| 140-180 | A 182- F 11 | 1,7335 | 13CrMo4 4 | 1502 620-540 | 15 CD 3.5 | SFVAF12 | 12ХМ |
| 140-170 | A204 GrA | 1,5415 | 15Mo3 | 1503-243 | 15D3 | STBA12 | |
| 290-300 | E 71400 | 1,8509 | 41CrAIMo7 | 905M39 | 40CAD6, 12 | ||
| 200-330 | 1,7262 | 15CrMo5 | 12CD4 | ||||
| 150-200 | 1,7715 | 14MoV63 | 1503-660- 460 | ||||
| 300-400 | 1,6587 | 17CrNiMo6 | 18NCD6 | SNCM815 | 18Х2Н4ВА | ||
| 300-430 | 1,7361 | 32CrMo12 | 722M24 | 30CD12 | |||
| Быстрорежущая сталь | |||||||
| 200-230 | 52100 | 1,3505 | 100Cr6 | 535A99 | 100C6 | SUJ2 | ШХ15 |
| 240-330 | A 128 | 1,3401 | X120Mn12 | Z120M12 | |||
| 240-300 | M2 | 1,3343 | S 6-5-2 | BM2 | Z85WDCV 06-05-04-02 | SKH51 | Р6М5 |
| 240-300 | M7 | 1,3348 | S 2-9-2 | Z100DCWV 09-04-02-02 | SKH58 | ||
| 240-320 | T1 | 1,3355 | S 18-0-1 | BT1 | Z80WCV 18-04-01 | SKH | Р18 |
| 250-320 | T4 | 1,3255 | S 18-1-2-5 | BT4 | Z80WKCV 18-05-04-01 | SKh4 | Р18К5Ф2 |
| 250-320 | 1,3243 | S 6-5-2-5 | BM 35 | Z85WDKCV 06-05-05- 04-02 | SKH55 | Р6М5К5 | |
| Высоколегированная и инструментальная сталь | |||||||
| 230-260 | A2 | 1,2363 | X100CrMoV51 | BA2 | Z100CDV5 | SKD12 | 9Х5ВФ |
| 220-240 | A6 | ||||||
| 240-280 | A7 | ||||||
| 260-270 | D2 | 1,2379 | X155CrVMo12-1 | BD2 | Z160CDV12 | SKD11 | Х12МФ |
| 260-270 | D3 | 1,2080 | X210Cr12 | BD3 | X200Cr12 | SKD1 | Х12 |
| 360-500 | h20 | 1,2365 | X 32 CrMoV 3 3 | Bh20 | 32 CDV 12-28 | SKD7 | 3Х3М3Ф |
| 360-470 | h21 | 1,2343 | X38CrMoV5-1 | Bh21 | Z 38 CDV 5 | SKD6 | 4Х5МФС |
| 330-380 | h22 | 1,2606 | X37CrMoW5-1 | Bh22 | Z35CWDV5 | SKD62 | 4Х4ВМФС |
| 360-530 | h23 | 1,2344 | X40CrMoV51 | Bh23 | Z40CDV5 | SKD61 | 4Х5МФ1С |
| 380-500 | h29 | 1,2678 | Bh29 | ||||
| 360-530 | h31 | 1,2581 | X30WCrV9 3 | Bh31 | Z30WCV9 | SKD5 | 3Х2В8Ф |
| 230-260 | L3 | 1,2067 | 102Cr6 | BL3 | Y100C6 | SUJ2 | 9Х2 |
| 240-260 | L6 | 1,2713 | 55NiCrMoV6 | BHH 224/5 | 55NCDV7 | SKT3 | 5ХНМ |
| 240-260 | M3 | 1,3342 | SC6-5-2 | Z90WDCV 06-05-04-02 | 85Х4М5Ф 2В6Л | ||
| 200-210 | O1 | 1,2510 | 100MnCrW4 | BO1 | 90MnWCrV5 | ХВСГФ | |
| 230-240 | O7 | ||||||
| 230-240 | S1 | 1,2542 | 45WCrV7 | BS1 | 45 WCV 20 | 5ХВ2С | |
| 200-220 | S7 | ||||||
| 200-250 | W110 | 1,1545 | C105W1 | SK3 | У10А | ||
| 200-230 | W112 | 1,1563 | C125W | SK1 | У13 | ||
| 230-260 | W210 | 1,2833 | 100V1 | BW2 | Y1105V | ||
| 260-270 | 1,2601 | X165CrMoV12 | SKD11 | Х12МФ | |||
| 260-270 | 1,2436 | X210CrW12 | Z 210 CW 12-01 | Х12ВМ | |||
| 230-260 | 1,2419 | 105WCr6 | 105WC13 | SKS2 | ХВГ | ||
| Ферритные и мартенситные нержавеющие стали | |||||||
| 230-240 | 1,4027 | G-X20Cr14 | 420C29 | Z20C13M | |||
| 210-240 | 1,4034 | X 46 Cr13 | 420S45 | Z 44 C 14 | SUS420J2 | 40Х13 | |
| 260-330 | 1,4086 | GX 120 Cr29 | 452C11 | ||||
| <255 | 1,4568 | X7CrNiAl177 | 301S81 | Z 9 CAN 17-07 | SUS631 | 09Х17Н7Ю | |
| 300-420 | 13-8 PH | 1,4534 | |||||
| 280-400 | 15-5 PH | 1,4540 | X4CrNiCuNb164 | Z6CNU15.05 | |||
| 280-400 | 15-7 PH | 1,4532 | X7CrNiMoAl157 | Z8CNDA15.07 | |||
| 120-180 | 403 | 1,4000 | X6Cr13 | 403S17 | Z 8 C 12 | SUS410S | 08Х13 |
| <185 | 405 | 1,4002 | X 6 CrAl 13 | 405S17 | Z 8 CA 12 | SUS405 | 10Х13СЮ |
| 140-200 | 410 | 1,4006 | X12Cr13 | 410S21 | Z 10 C 13 | SUS410 | 12Х13 |
| 130-180 | 410 S | 1,4001 | X7Cr14 | 403S17 | Z 8 C 13 FF | SUS403 | 08Х13 |
| 180-240 | 416 | 1,4005 | X12CrS13 | 416S21 | Z 11 CF 13 | ||
| 230-290 | 420 | 1,4021 | X20Cr13 | 420S37 | Z 20 C 13 | SUS420J1 | 20Х13 |
| 140-200 | 430 | 1,4016 | X6Cr17 | 430S17 | Z 8 C 17 | SUS430 | 12Х17 |
| 200-260 | 430F | 1,4104 | X12CrMoS17 | Z10CF17 | |||
| 260-290 | 431 | 1,4057 | X17CrNi16-2 | 431S29 | Z15CNi6.02 | SUS431 | 20Х17Н2 |
| 140-200 | 434 | 1,4113 | X6CrMo17-1 | 434S17 | |||
| 275-360 | 630 | 1,4542 | X5CrNiCuNb164 | Z7CNU16.04 | |||
| 266 - 325 | 1,4731 | X40CrSiMo10-2 | X40CrSiMo 10-2 | Z40CSD10 | SUh4 | 40Х10С2М | |
| Аустенитные нержавеющие стали | |||||||
| 130-140 | 1,4312 | GX 10 CrNi 18-8 | 302C25 | Z10CN18.9M | |||
| 130 | 1,4552 | GX 5 CrNiNb 19-11 | 347C17 | Z 6 CNNb 18.10 M | |||
| 140-200 | 1,4581 | GX5CrNiMoNb 19-11-2 | 318C17 | Z 4CNDNb 18.12 M | |||
| 120-180 | 1,4865 | G-X40NiCrSi 38 18 | 330C11 | ||||
| 150-170 | ASTM A240 | ||||||
| 240-270 | ASTM A240 | ||||||
| 330-360 | ASTM A693 | ||||||
| 230-290 | CA 6-NM | 1,4313 | X3 CrNiMo 13-4 | 425C11 | Z4CND13.4M | ||
| 140-200 | CF-8 | 1,4308 | GX5 CrNi 19-10 | 304C15 | Z6CN18.10M | ||
| 140-200 | CF-8M | 1,4408 | GX5 CrNiMo 19-11-2 | 316C16 | |||
| 150-230 | UNS N 08904 | 1,4539 | X 1 NiCrMoCuN 25-20-5 | Z 2 NCDU 25-20 | |||
| 210-290 | 301 | 1,4310 (FSt) | X 10 CrNi 18-8 | 301S21 | Z 11 CN 17-08 | SUS301 | 07Х16Н6 |
| 150-210 | 303 | 1,4305 (А1) | X 8 CrNiS 18-9 | 303S22 | Z 8 CNF 18-09 | SUS303 | 12Х18Н9 |
| 150-210 | 304 | 1,4301 (А2) | X5CrNi18 9 | 304S16 | Z6CN18.09 | SUS304 | 08Х18Н10 |
| 140-210 | 304L | 1,4306 | X2CrNi19 11 | 304S11 | Z 3 CN 19-11 FF | SUS304L | 03Х18Н11 |
| 170-230 | 304LN | 1,4311 | X2CrNiN18 10 | 304S61 | Z 3 CN 18-07 Az | SUS304LN | 03Х18Н11 |
| 150-210 | 305 | 1,4303 (А2) | X 4 CrNi18-12 | 305S17 | Z 5 CN 18-11 FF | SUS305J1 | 06Х18Н11 |
| 150-230 | 309 | 1,4828 | X15CrNiSi20 12 | 309S24 | Z 9 CN 24-13 | SUh409 | 20Х20Н14 С2 |
| 170-240 | 310 | 1,4841 | X15CrNiSi25 20 | 314S25 | Z 15 CNS 25-20 | SUh410 | 20Х25Н20 С2 |
| 150-230 | 310S | 1,4845 | X12CrNi 25 21 | 310S24 | Z12CN25 20 | SUS310S | 10Х23Н18 |
| 160-220 | 316 | 1,4401 (А4) | X5CrNiMo 17 12 2 | 316S13 | Z6CND17.11 | SUS316 | 08Х16Н11 М3 |
| <215 | 316 | 1,4436 | X 5 CrNiMo 17-13-3 | 316S33 | Z6CND18- 12-03 | SUS316 | 08Х16Н11 М3 |
| <215 | 316L | 1,4404 | X 2 CrNiMo 17-12-2 | 316S11 | Z2CND17.12 | SUS316 | 03Х17Н14 М3 |
| 150-210 | 316L | 1,4435 | X2CrNiMo 18-14-3 | 316S11 | Z 3 CND 17-13-03 | SUS316L | 03Х17Н14 М3 |
| 180-240 | 316LN | 1,4429 | X2CrNiMoN 17 13 3 | 316S63 | Z 3 CND 17-12 Az | SUS316LN | 03Х16Н15 М3 |
| 150-220 | 316Ti | 1,4571 (А5) | X6CrNiMoTi 17 12 2 | 320S18 | Z6NDT17.12 | 316Ti | 08Х17Н 13М2Т |
| 150-210 | 317L | 1,4438 | X 2 CrNiMo 18-15-4 | 317S12 | Z 2 CND 19-15-04 | SUS317L | |
| 150-230 | 318 | 1,4583 | X10CrNiMoNb 18 12 | 09Х16Н 15М3Б | |||
| 150-220 | 321 | 1,4541 (А3) | X6CrNiTi18 10 | 321S31 | Z6CNT18.10 | SUS321 | 08Х18Н10Т |
| 150-230 | 321 | 1,4878 | X12CrNiTi18 9 | 321S51 | Z 6 CNT 18-10 | SUS321H | 12Х18Н10Т |
| 170-240 | 330 | 1,4864 | X12NiCrSi36 16 | NA 17 | Z 20 NICS 33-16 | SUh430 | |
| 160-230 | 347 | 1,4550 | X6CrNiNb18 10 | 314S20 | Z6CNNb1 8.10 | SUS347 | 08Х18Н 12Б |
| 140-200 | 405 | 1,4724 | X10CrAI13 | 403S17 | Z 13 C 13 | SUS405 | 10Х13СЮ |
| 160-220 | 446 | 1,4762 | X10CrAI 24 | Z 12 CAS 25 | SUh546 | 15Х28 | |
| Аустенитно-ферритные нержавеющие стали | |||||||
| 200-270 | 329 | 1,4460 | X 3 CrNiMoN 27-5-2 | Z 5 CND 27-05 Az | SUS329J1 | 08Х21Н 6М2Т | |
| <290 | S31500 | 1,4417 | GX 2 CrNiMoN 25-7-3 | ||||
| <270 | S31803 | 1,4462 | X 2 CrNiMoN 22-5-3 | 318S13 | Z 3 CND 22-05 Az | ||
| <260 | S32304 | 1,4362 | X 2CrNiN 23-4 | 03Х23Н6 | |||
| 160-230 | 1,4821 | X20CrNiSi254 | X15CrNiSi254 | Z20CNS 25.04 | |||
| <302 | S32550 | ||||||
| <310 | S32750 | 1,4410 | X 2 CrNiMoN 25-7-4 | Z5CND 20.12M | |||
| <270 | S32760 | ||||||
| Серый чугун | |||||||
| 1175 | No 20 B | 0,6010 | GG 10 | Grade 100 | Ft 10 D | FC100 | СЧ10 |
| 185 | No 25 B | 0,6015 | GG 15 | Grade 150 | Ft 15 D | FC150 | СЧ15 |
| 205 | No 30 B | 0,6020 | GG 20 | Grade 220 | Ft 20 D | FC200 | СЧ20 |
| 220 | No 35 B | 0,6025 | GG 25 | Grade 260 | Ft 25 D | FC250 | СЧ25 |
| 230 | No 45 B | 0,6030 | GG 30 | Grade 300 | R 30 D | FC300 | СЧ30 |
| 235 | No 50 B | 0,6035 | GG 35 | Grade 350 | Ft 35 D | FC350 | СЧ35 |
| 250 | No 55 B | 0,6040 | GG 40 | Grade 400 | Ft 40 D | ||
| Высокопрочный чугун (с шаровидным графитом) | |||||||
| 143-187 | 60-40-18 | 0,7033 | GGG 35.3 | 350/22 | FGS 350-22 | FCD350-22L | ВЧ40 |
| 156-217 | 65-45-12 | 0,7040 | GGG 40 | 420/12 | FCD400 | ВЧ40 | |
| 187-255 | 80-55-06 | 0,7050 | GGG 50 | 500/7 | FGS 500-7 | FCD500 | ВЧ50 |
| 210-280 | 80-60-03 | 0,7060 | GGG 60 | 600/3 | FGS 600-3 | FCD600 | ВЧ60 |
| 241-302 | 100-70-03 | 0,7070 | GGG 70 | 700/2 | FGS 700-2 | FCD700 | ВЧ70 |
| 265-302 | 120-90-02 | 0,7080 | GGG 80 | 900/2 | FGS 900-2 | FCD800 | ВЧ80 |
| Ковкий чугун | |||||||
| 150 max | 32510 | 0,8135 | GTS-35 | MN 350-10 | FCMB35 | КЧ35 | |
| 149-197 | 40010 | 0,8145 | GTS-45 | MN450-6 | FCMP440 | КЧ45 | |
| 179-229 | 50005 | 0,8155 | GTS-55 | P50-05 | FCMP540 | КЧ55 | |
| 217-269 | 70003 | 0,8165 | GTS-65 | P60-03 | |||
| 269-321 | 90001 | 0,8170 | GTS-70 | P70-02 | Mn 700-2 | ||
| 230 | 0,8035 | GTW-35-04 | W340/3 | MB35-7 | |||
| 220 | 0,8040 | GTW-40-5 | W410/4 | MB40-10 | |||
| 220 | 0,8045 | GTW-45-07 | |||||
| 165 | 0,8055 | GTW-55 | |||||
| 180 | 0,8065 | GTW-65 | |||||
| Безферритные материалы | |||||||
| 20 | 1050 | 3,0255 | Al99,5 | 1B | A5 | 1050 | АД0 |
| 80-160 | 2011 | 3,1655 | AlCu6BiPb | FC1 | A-U5PbBi | ||
| 45-105 | 2017 | 3,1325 | AlCu4MgSi | A-U4G | 2017 | Д1 | |
| 45-135 | 2024 | 3,1355 | AlCu4Mg1 | L97 | A-U4G1 | 2024 | Д16 |
| 28-55 | 5005 | 3,3315 | AlMg1 | N41 | A-G0,6 | 5005 | АМг1 |
| 36-63 | 5050 | 3,3316 | AlMg1,5 | 3L44 | A-G1,5 | ||
| 47-88 | 5052 | 3,3523 | AlMg2,5 | 2L56 | A-G2,5C | ||
| 65-120 | 5056 | 3,3549 | AlMg5Cr | N6 | |||
| 77-93 | 5083 | 3,3547 | ASlMg4,5Mn | N8 | A-G4,5MC | 5083 | АМг4 |
| 70-87 | 5086 | 3,3545 | AlMg4 | A-G4MC | |||
| 62-81 | 5454 | AlMg3Mn | N51 | A-G2,5MC | |||
| 60-95 | 5754 | 3,3535 | AlMg3 | N5 | A-G3M | 5154 | АМг3 |
| 25-105 | 6063 | 3,3206 | AlMg0,5Si | H9 | 6063 | АД31 | |
| 58-95 | 6351 | 3,2315 | AlSiMg0,5Mn | h40 | 6061 | АД35 | |
| 53-105 | 7005 | 1915 | |||||
| 132-147 | 7050 | 3,4345 | AlZn6CuMgZr | L 86 | AZ 4 GU/ 9051 | ||
| 60-150 | 7075 | 3,4365 | AlZn5,5MgCu | DTD5074 | A-Z5GU | 7075 | В95 |
| - | 360 | 3,2383 | R2147AlSi10Mg | LM 9 | AC2B | АК5М2 | |
| - | 413 | 3,2582 | R2147AlSi12 | ADC1 | |||
| Наимено-вание | Высокотемпературные сплавы (на основе железа) | ||||||
| 20CB-3 | ASTM B463 | ||||||
| Aermet 100 | |||||||
| AL 36 | ASTM F1684 | ||||||
| AL 42 | ASTM F30 | ||||||
| AL 4750 | ASTM B753 | ||||||
| AL-6XN Alloy | ASTM SB688 | ||||||
| ALLOY 21-6-9 | ASTM A666 | ||||||
| Allvac 330 | 5592, 5716 | ||||||
| Armco 18 | |||||||
| Armco 20-45-5 | |||||||
| Crusible A286 | ASTM 368 | 1,4980 | HR 5152 | Z06 NCT 25 | |||
| Discaloy 16/25/6 | 5725 | Z3 NCT 25 | |||||
| Discaloy 24 | ASTM A638 | Z3 NCT 25 | |||||
| Greek Ascoloy | 5508 | ||||||
| Haynes 556 | 5768 | X12CrCoNi2120 | |||||
| Incoloy 800 | ASME SB 409 | X10NiCrAlTi3220 | 3082-76 | 25 NC 3520 | |||
| Incoloy 801 | 5552 | G-X50CrNi3030 | |||||
| Incoloy 802 | |||||||
| Incoloy 803 | |||||||
| Incoloy DS | X12NiCrSi3616 | 3072-76 | |||||
| Jethete M-152 | 5718, 5719 | Z12 CND 12 | |||||
| N 155 | 5768 | Z12 CNKDW 20 | |||||
| N 156 | |||||||
| S 590 | 5533 | X40CoCrNi2020 | Z42 CKNDW | ||||
| Sanicro 30 | X2NiCrAlTi3220 | ||||||
| Vasco 13-8 Mo | 5629 | ||||||
| VascoMax C-200 | |||||||
| VascoMax C-250 | 6501, 6512, 6520 | ||||||
| VascoMax C-300 | 6514 | ||||||
| VascoMax C-350 | |||||||
| VascoMax T-200 | |||||||
| VascoMax T-250 | 6518, 6519, 6591 | ||||||
| Наименование | Высокотемпературные сплавы (на основе кобальта) | ||||||
| Altemp S 816 | 5534 | CoCr20Ni20W | |||||
| HS 21 | ASTM F-75 | CoCr28Mo | 3531 | ||||
| HS 25 | AISI 670 | CoCr20W15Ni | KC 20 WN | ||||
| HS 30 | CoCr26Ni14Mo | ||||||
| HS 31 | ASTM A567 | CoCr25NiW | 3146 | KC 25 NW | |||
| HS 36 | CoCr19W14NiB | ||||||
| Jetalloy 209 | |||||||
| L 251 | |||||||
| L 605 | 5759 | CoCr20W15Ni | KC 20 WN | ||||
| M 203 | |||||||
| M 204 | |||||||
| M 205 | |||||||
| MAR M-322 | CoCr22W9TaZrNb | ||||||
| MAR M-509 | CoCr24Ni10WtaZrB | 3146-3 | |||||
| MAR M-905 | |||||||
| MAR M-918 | CoCr20Ni20Ta | ||||||
| MAR-M 302 | CoCrW10TaZrB | ||||||
| MP35N | |||||||
| Nickelvac TJA-1537 | ASTM F1537 | ||||||
| Stellite SF1 | KC 33 W13 | ||||||
| Stellite SF12 | KC 28 W8 | ||||||
| StelliteSF 6 V-36 | 5387 | CoCr25Ni20 M0WNb | KC 26 NW | ||||
| WI-52 | CoCr21Mo11W | ||||||
| X 40 | ASTM A567 | CoCr25NiW | 3146-2 | ||||
| X 45 | |||||||
| X 50 | |||||||
| Наимено-вание | Высокотемпературные сплавы (на основе никеля) | ||||||
| AL 22 | ASME SB575 | ||||||
| Allcor | |||||||
| Astroloy | |||||||
| Duranickel 310 | |||||||
| GMR 235 | AISI:686 | ||||||
| GMR 235-D | NiCr16MoAl | ||||||
| Hastelloy B | 5396A | S-NiMo30 | ND27FeV | ||||
| Hastelloy B-2 | |||||||
| Hastelloy C | 5388C | NiCr17Mo17FeW | NC17DWY | ||||
| Hastelloy D | |||||||
| Hastelloy N | |||||||
| Hastelloy R235 | |||||||
| Hastelloy W | |||||||
| Hastelloy X | 5536 | 2,4665 | NiCr22FeMo | HR6,204 | NC22FeD | ||
| Haynes 75 | |||||||
| HS 27 | NiCo32Cr26Mo | KC20WN | |||||
| IN 100 | 5397 | NiCo15Cr10MoAlTi | NK15CAT | ||||
| IN 713 | |||||||
| Incoloy 020 | ASME SB463 | 2,4660 | |||||
| Incoloy 804 | |||||||
| Incoloy 825 | ASME SB424 | 2,4858 | NiCr21Mo | 3072-76 | NC21FeDU | ||
| Incoloy 901 | 5660 | NiFe35Cr14MoTi | Z8NCDT42 | ||||
| Incoloy 903 | |||||||
| Incoloy 925 | |||||||
| Inconel 600 | 5540 | 2,4816 | NiCr15Fe | 3072-76 | NC15Fe | ||
| Inconel 601 | 5715 | 2,4851 | |||||
| Inconel 617 | 2,4663 | ||||||
| Inconel 622 | 2,4602 | ||||||
| Inconel 625 | ASME SB443 | 2,4856 | NiCr22Mo9Nb | NC22FeDNB | |||
| Inconel 620 | 2,4642 | ||||||
| Inconel 700 | NiCo28Cr15MoAlTi | NK27CADT | |||||
| Inconel 702 | 5550 | ||||||
| Inconel 706 | 57-2 | ||||||
| Inconel 713 | 5391 | G-NiCr13Al16MoNb | 3146,3 | NC13AD | |||
| Inconel 718 | 5383 | 2,4668 | NiCr19Fe19NbMo | HR8 | NC19FeNb | ||
| Inconel 718-OP | |||||||
| Inconel 720 | |||||||
| Inconel 721 | |||||||
| Inconel 722 | 5541 | NiCr16FeTi | NC16Feti | ||||
| Inconel 725 | |||||||
| Inconel 751 | 2,4694 | ||||||
| Inconel X-750 | 5542 | 2,4669 | NiCr16FetTi | NC15FeTNb | |||
| Jessop G 81 | NiCr20Co18Ti | ||||||
| Jethete M-252 | 5551 | G-NiCr19Co | |||||
| MAR-M 200 | NiW13Co10Cr9AlTi | NKW10CATaHf | |||||
| MAR-M 246 | NiCo10W10Cr9AlTi | ||||||
| MAR-M 421 | NiCr16Co10WalTi | ||||||
| MAR-M 432 | NiCo20Cr16WAlTi | ||||||
| Monel 400 | 4544 | 2,4360 | NiCu30Fe | 3072-76 | NU30 | ||
| Monel K 500 | 4676 | 2,4375 | NiCu30Al | 3072-76 | |||
| Monel R 405 | 4674 | ||||||
| Nimocast 713 | 5391A | G-NiCr13A16MoNb | HC203 | NC13AD | |||
| Nimocast PD 16 | NiFe33Cr17Mo | ||||||
| Nimocast PE 10 | HC202 | NC20N13 | |||||
| Nimonic 105 | 2,4634 | NiCo20Cr15MoAlTi | HR3 | NCKD20ATV | |||
| Nimonic 115 | 2,4636 | NiCo15Cr15MoAlTi | HR401,601 | NCVK15ATD | |||
| Nimonic 75 | 2,4630 | NiCr20Ti | HR5, 203-4 | NC20T | |||
| Nimonic 80A | 2,4631 | NiCr20TiAl | HR401,601 | NC20TA | |||
| Nimonic 86 | |||||||
| Nimonic 90 | 2,4632 | NiCr20Co18Ti | HR2,202 | NCK20TA | |||
| Nimonic 901 | 5660, 5661 | 2,4662 | NiCr15MoTi | Z8NCDT42 | |||
| Nimonic 95 | |||||||
| Nimonic C-22 | |||||||
| Nimonic C-263 | 2,4650 | NiCr20CoMoTi | HR10 | NCK20D | |||
| Nimonic C-276 | ASME SB575 | 2,4819 | |||||
| Nimonic PE 13 | 5536E | NiCr22Fe18Mo | HR6,204 | NC22FeD | |||
| Nimonic PE 16 | NiFe33Cr17Mo | HR207 | NW11AC | ||||
| Nimonic PK 25 | 5751A | NKCD20ATU | |||||
| Nimonic PK 31 | |||||||
| Nimonic PK 33 | NiCr20Co16MoTi | 5057 | NC19KDU/V | ||||
| R-235 | |||||||
| Refractaloy 26 | AISI:690 | Z6NKCDT38 | |||||
| Rene' 100 | NiCo15Cr10MoAlTi | ||||||
| Rene' 125 | |||||||
| Rene' 41 | 5712, 5713 | NiCr19Co11MoTi | NC19KDT | ||||
| Rene' 63 | |||||||
pmetiz.ru