Особенности сварки меди и ее сплавов. Сварка аргоном инвертором
Особенности сварки меди и ее сплавов
Введение
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.

Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:

Специальный паяльник для медных изделий
- Медь склонна к окислению. В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
- Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
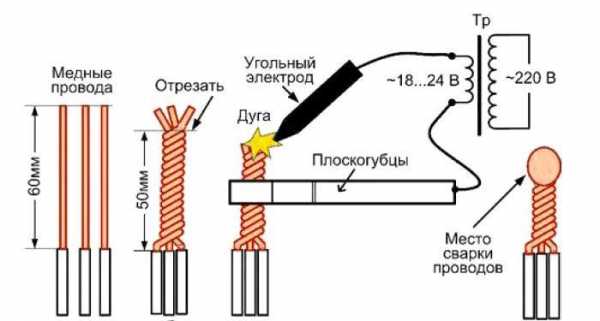
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами

Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А. К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
- Сварка вольфрамовым электродом.
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
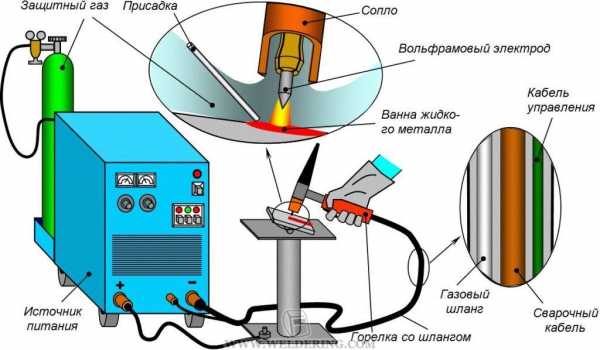
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа. Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
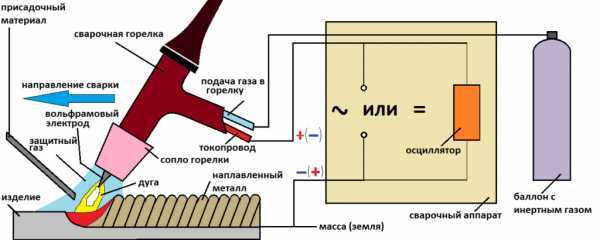
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором. Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
- Сварка полуавтоматом
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали. Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
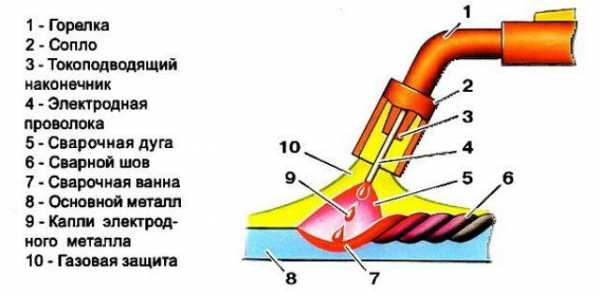
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах. Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
Свариваемость меди и ее сплавов
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.

Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
Сварка алюминия инвертором с аргоном в домашних условиях
Алюминий относится к тем металлам, которые сложно поддаются свариванию. Во время этого процесса возникает множество проблем, которые мешают создать качественный шов, поэтому, необходимо использовать различные дополнительные средства, которые должны помочь решить данные проблемы. Сварка алюминия инвертором решает лишь часть данных проблем, так как здесь требуется еще обеспечивать дополнительную защиту сварочной ванны, которая подвергается ряду негативных факторов, ухудшающих качество шва.

Сварочный шов по алюминию
При сваривании алюминий образует не вязкую ванну расплавленного металла, а слишком текучую, словно она наполнена водой. Это требует опыта работы с такими вещами у мастера. Помимо этого возникают еще сложности с оксидной пленкой, усадкой металла, деформациями и трещинами. Сварка нержавейки во многом схожа с алюминием, поэтому для них применяются практически одни и те же инструменты. Благодаря частому использованию алюминия в промышленности, сварщикам нередко приходится иметь с ним дело, несмотря на плохую свариваемость. Таким образом, сварка алюминия инвертором входит в общую инфраструктуру работы с данным металлом.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.
Что представляет собой инвертор?
Перед тем, как варить алюминий инверторной сваркой, следует разобраться с самим устройством аппарата. Инвертор является современной разновидностью сварочного трансформатора, который используется для понижения напряжения, его преобразования под нужные рабочие параметры и передачи на рабочие элементы. Он является основным источником тока при сварке, а также может регулировать режимы проведения работ. В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.

Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
«Важно!
Очень полезной функцией является автоматическое отключение, когда техника работает в тех режимах, которые ее могут испортить.»
Режимы работы
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Влияние режима сварки на качество шва
Сварка алюминия инвертором предполагает точное передерживание заданных режимов, так как в ином случае возникает большая вероятность, что шов получится некачественным или испортится заготовка. Если сила тока будет ниже требуемой, то электрод может постоянно прилипать или же не будет достаточной толщины приваривания. Благодаря этому ничего держаться крепко не будет и при механическом воздействии заготовка может повредиться в зане сваривания.

Шов сварки алюминия инвертором в домашних условиях
Если сила тока окажется выше, то появляется высокий риск пропалить дыру в свариваемых материалах. Это может полностью испортить деталь или же потребуется ремонт путем заваривания, что очень сложно, особенно, при работе с алюминием. Таким образом, даже когда происходит сварка алюминия в домашних условиях инвертором, следует четко придерживаться заданных параметров.
Необходимые материалы и инструменты
Возможна сварка алюминия с аргоном и без него, так что список используемых вещей может отличаться. В основном применяются такие виды техники и инструментов:
- Инвертор – как основной источник питания, создающий электрическую дугу. Модель аппарата зависит от требуемых работ, так как приходится сталкиваться с различными вариантами деталей.
- Электроды – могут быть стандартные плавкие с обмазкой или неплавкие. Сварка алюминия инвертором без аргона проводится плавкими, так как обмазка создает защитную среду, которая ограждает сварочную ванну от негативных факторов. При аргонодуговой сварке используется неплавкий вольфрамовый или угольный электрод.
- Баллон с аргоном и шланги – дополнительные средства, которые помогают создать высокий уровень защиты за счет горения газа. Горелка может применяться как подогревающий инструмент для металла.
Подготовка алюминия к сварке
Перед тем, как будет происходить сварка алюминия инвертором постоянного тока, металл следует подготовить к применению. В первую очередь нужно зачистить место будущего соединения. При большой толщине заготовки можно применять щетку по металлу, в ином случае пойдет и наждачная бумага. После зачистки требуется обработка растворителем, которая поможет снять налет, обезжирить и растворить оксидную пленку, с которой нельзя бороться температурным воздействием. При большой толщине деталей, более 4 мм, необходима дополнительная разделка кромок, угол которых определяется все той же толщиной деталей.

Зачистка алюминия для сварки инвертором
Инструкция
Если вам требуется сварка алюминиевого профиля, или других деталей, то следует придерживаться следующих шагов для соблюдения правильной технологии:
- Предварительная подготовка металла;
- Обработка краев флюсом;
- Настройка оборудования на нужный режим согласно толщине детали;
- Сам процесс сваривания, во время которого нужно быть предельно осторожным, чтобы сформировать валик шва, который слабо держится, из-за особенностей свойств материала;
- Дать остыть металлу и проверить качество сварки различными методами.
«Важно!
Из-за повышенной жидкотекучести следует проводить все операции только в нижнем положении.»
Техника безопасности
Когда проходит контактная сварка алюминия, или любая другая ее разновидность, то очень важно соблюдать условия, которые гарантируют безопасность. В первую очередь нужно позаботиться о наличии сварочной маски и огнеупорной одежды. Далее убедиться в исправности заземления и корректной работоспособности самого оборудования. При работе с газом баллоны необходимо помещать на максимально удаленное расстояние от источника огня, которое должно составлять от 5 метров и выше.
svarkaipayka.ru
Сварка нержавейки: инвертором, аргоном
Основы инверторной сварки
Прежде чем понять, в чем заключаются особенности сварки нержавейки инвертором, следует разобраться, что же из себя представляет данное сварочное оборудование.
Инвертор — это устройство, обеспечивающее источник питания для сварочного аппарата, благодаря которому создается электрическая дуга.
В число главных требований к этому устройству входят следующие:
- гарантия стабильной работы;
- легкий поджиг;
- качественное горение дуги.
Благодаря чему гарантируется устойчивость в работе? Прежде всего, аппарат должен хорошо выдерживать различные помехи и колебания, присутствующие в электрической сети.
Сварочные аппараты подразделяются по типу источника питания на три категории:
Сварка трансформаторного типа- выпрямители;
- трансформаторы;
- инверторы.
Последний тип — наиболее современный и популярный. Он отличается надежностью, компактностью, удобством в работе и широким диапазоном настроек. Принцип работы достаточно прост: переменный ток преобразуется в постоянный, обладающий большей частотой. Это дает сварочной дуге устойчивость, повышает КПД, снижает уровень разбрызгивания металла.
О работе с легированными сталями
О сварке нержавейки можно сказать, что она в целом соответствует принципам, применяемым и к другим легированным сталям. Справочник металлов классифицирует нержавеющую сталь как высоколегированную — легирующим элементом в данном случае выступает хром, содержание которого находится на уровне 20%. Также в качестве добавочных примесей могут присутствовать такие материалы как:
- титан;
- никель;
- молибден;
- марганец.
Благодаря этим добавкам повышаются антикоррозионные качества материала и улучшаются его физические и механические характеристики.
 Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматомКакие качества, влияющие на сварочный процесс, присущи нержавейке (и другим высоколегированным сталям):
Низкий уровень теплопроводности
По сравнению с низкоуглеродистыми металлами, высоколегированные стали имеют теплопроводность примерно в два раза ниже. К чему это приводит? Приходится снижать силу сварочного тока на 20%.
Высокий коэффициент линейного расширения
По причине значительного расширения нержавейки при сварке, свариваемые конструкции могут деформироваться. Поэтому рекомендуется выдерживать достаточный зазор между имеющими значительную толщину деталями, чтобы снизить вероятность деформации.
Потеря антикоррозионных свойств
Нередко возникает такая ситуация, когда места, подверженные сварке, впоследствии теряют свои антикоррозионные качества, что лишает нержавеющую сталь ее главного преимущества. Из-за чего это случается? При сварочном процессе образуются такие соединения как карбид железа и карбид хрома, через которые коррозия проникает в основу металла. Как этого избежать? Например, можно быстро охладить место сварки.
Особенности подготовительного процесса
 Детали нужно зачистить перед сваркой
Детали нужно зачистить перед сваркойКак подготовить нержавейку для сварки инвертором? Подготовка поверхности деталей и кромки к сварочному процессу не очень отличается от стандартной: следует очистить их стальной щеткой, а затем обезжирить ацетоном либо бензином, чтобы дуга была как можно стабильнее.
Шлак имеет свойство «стрелять», поэтому необходимо позаботиться о защите лица.
Также не следует забывать о достаточной величине зазора сварного стыка — должно хватать места для усадки.
Что касается выбора электродов, то нужно брать такие, у которых покрытие специально предназначено для сварки высоколегированных сталей.
Точечная сварка для нержавейки
По сравнению с низколегированными сталями, в данном случае электроды будут плавиться быстрей, и это следует учитывать. Кроме того, если не снизить силу тока (примерно на 20%), существует вероятность разрушения электрода (его покрытие может отваливаться). Время контакта со швом тоже рекомендуется уменьшать. Хорошо зарекомендовали себя вольфрамовые электроды.
Еще одна подсказка, которая может помочь избежать снижения коррозионной стойкости нержавеющей стали: во время сварочного процесса нужно охлаждать детали. Это можно сделать, например, с помощью медных подкладок или воды.
Стандарты качественных швов
 Качественный сварочный шов ровный, не имеет пор и пустот
Качественный сварочный шов ровный, не имеет пор и пустотПри сварке нержавейки требуется осуществлять особый контроль за качеством шва. Это необходимо, потому что в большинстве случаев изделия из этого металла используются для каких-то важных задач: пищевая отрасль, фармацевтика, или др. Таким образом, к ним выдвигаются повышенные санитарные требования.
Обязательно нужно обращать внимание на герметичность шва и сохранение антикоррозионных свойств. На шве не должно быть пор или раковин. Удаление шлака лучше всего проводить с использованием абразивов на базе оксида алюминия или оксида циркония.
Про использование аргона
Не секрет, что можно осуществлять сварку нержавейки аргоном. То же самое касается, кстати, и алюминия. Перед тем, как применять в сварочном процессе аргон, рекомендуется ознакомиться с технологией данного метода, а также провести подготовительные работы с материалом.
Главное преимущество аргоновой среды — уменьшение объема сварочных работ при очень высоком качестве шва.
Аргоновая сварка хорошо подходит для работы с материалами из нержавеющей стали, которые обладают большой толщиной. Рекомендуется использовать смесь аргона и углекислого газа, а также добавлять в сварную проволоку никель.
Техника сварки нержавейки аргоном подразделяется на три варианта:
- струйный перенос; Редуктор на аргоновый баллон
- короткая дуга;
- импульсный режим.
Струйный перенос применяется в случае с изделиями большой толщины. Короткая дуга, наоборот, используется при необходимости сварить тонкий металл. Что касается импульсного режима, то о нем стоит поговорить отдельно.
При импульсном режиме сварочная проволока подается к сварочной ванне по импульсному принципу. Каждый импульс представляет из себя отдельную сварочную каплю. Такой процесс легко контролировать. Благодаря данной технологии можно снижать среднестатистическое значение тока дуги (что благоприятно сказывается на снижении зоны термического влияния), а также предотвращать появление брызг металла (а значит не тратить лишнее время на зачистку шва).
Выбор сварочного аппарата
 Инверторные аппараты для сварки аргоном
Инверторные аппараты для сварки аргономКакие лучше всего использовать инверторы для сварки нержавейки? Разумеется, вряд ли кто-то станет покупать отдельный инвертор специально для работы с высоколегированными сталями (хотя, можно допустить и такую необходимость). Но если планируется часто работать с нержавеющей сталью, то при покупке аппарата желательно обратить внимание на наличие встроенного осциллятора. Обычно в инструкции указывается перечень металлов, с которыми хорошо работает аппарат. Наиболее оптимальный вариант — аргонодуговая сварка.
Реклама партнеров
Видео: Сварка нержавеющей стали
Похожие статьи
promtu.ru