Как выполнить сварку проводов своими руками. Сварка инвертором проводов
Сварка проводов
Для соединения проводов используют множество способов — от спаивания до скруток. Но чаще используется сварка проводов. Этот метод получается более удачным по результатам, чем все остальные: он помогает получить хороший и очень надежный контакт. При таком методе соединения можно обеспечить больший срок бесперебойной работы электропроводки.

Электропроводку чаще всего выполняют с использованием проводов из меди, а вот провода из алюминия почти не применяют. Сварка медных проводов может осуществляться с использованием как переменного, так и постоянного тока, напряжение — примерно 12-36 В. Должна быть возможность изменять подачу тока. Предпочтительнее будет использование сварочного аппарата инверторного типа.
Инверторные сварочные аппараты
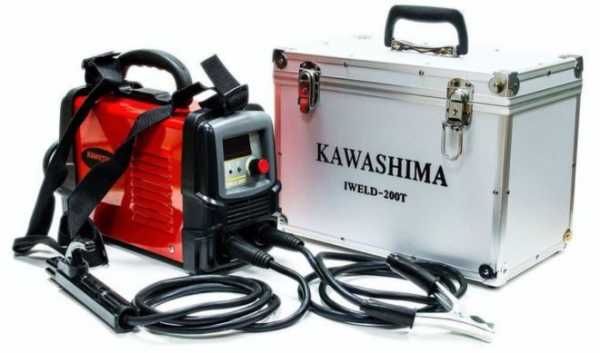
Инверторные аппараты обладают множеством плюсов. По габаритам они невелики, довольно легковесны, большинство моделей снабжено ремнем, с помощью которого их можно носить через плечо. Например, при помощи такого ремня устройство подвешивается на плечо, после чего сварщик может вместе с ним перемещаться по стремянке. Это очень удобно, когда выполняется сварка скруток в укрепленной на высоте распределительной коробке.
Устройство инверторного сварочного аппарата.
Обычно сварочные инверторы обладают хорошим диапазоном регулирования тока. У таких устройств устойчивая дуга, которая и при небольшом токе прекрасно зажигается. Данный аппарат помогает добиваться неплохих результатов работы даже тем сварщикам, у которых опыт невелик.
Инверторы также потребляют очень небольшое количество энергии. При необходимости такие аппараты можно подключить к простой электропроводке. Это не послужит причиной перебоев, свет не начнет мигать, не будет неприятностей и жалоб от живущих по соседству людей.
Сварка медного провода способна нанести не меньший вред, чем простая сварка стали. Надо беречься от брызг металла, непременно защищать глаза. Работать надо в сварочных рукавицах и специальной маске, спецодежде.
Чтобы выполнить соединение проводов сваркой, применяются обмедненные угольные электроды. Их иногда называют карандашами. Можно воспользоваться графитовым стержнем. Если таких электродов не оказалось под рукой, можно взять простой угольный стержень от использованной батарейки. Для сварочного тока следует устанавливать пределы в зависимости от количества и диаметра проводов.
Так, для сваривания двух проводов из меди с сечением 1,5 мм² достаточно тока 70 А, если провода три, то ток должен быть 80-90 А. Если сечение подготовленных для соединения проводов в количестве 2-3, то 2,5 мм², устанавливать ток следует в пределах 80-100 А, 3 или 4 провода — нужен ток 100-120 А.
Таблица напряжений для сварки проводов.
Приведенные выше цифры надо считать за ориентировочные. Медь, которая используется для изготовления проводов, может отличаться в зависимости от производителей.
Может отличаться и ее состав, и поведение при обработке током, поэтому относиться к выбору режимов для сварки следует внимательнее.
Хорошим считают такой сварочный режим, когда дуга стойкая, нет прилипания электрода к соединяемому участку. Такого сочетания можно достичь лишь при наличии рабочих навыков, которые приобрести можно только в процессе работы.
Вернуться к оглавлению
Сварка проводов: технология
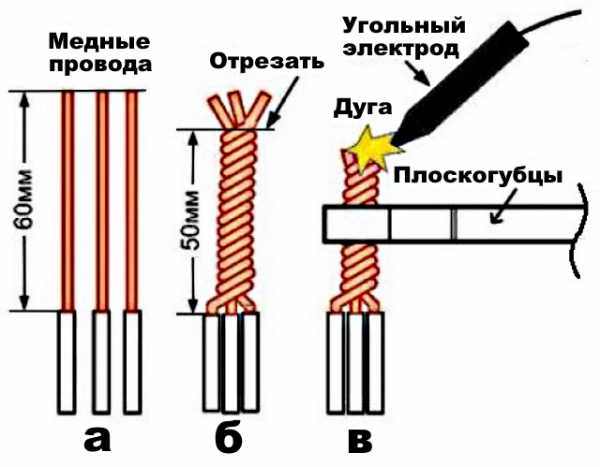
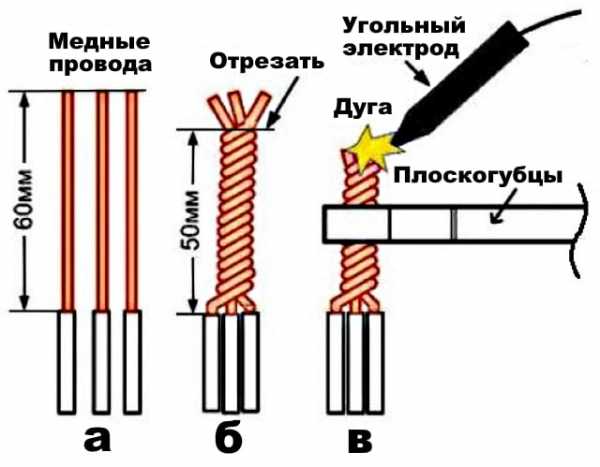
Выполнение работ производится в соответствии с технологией, которая помогает обеспечить лучший результат. Сварка проводов инвертором выполняется в несколько этапов. Для начала провод освобождают от оболочки и изоляции, затем выполняют скрутку. Ее подрезают так, чтобы у всех проводов концы получились на одном уровне, а сама скрутка была как минимум 50 мм.
Далее на скрутку ставят отводящий тепло зажим из меди, подключают сварочный аппарат. К подготовленной скрутке подвигают торец угольного карандаша, который надо зажать в держаке, после чего выполняется собственно сварка. На конце скрутки после этой операции образуется небольшой шарик расплавленной меди, сварка прекращается. Чтобы изоляция при этом не расплавлялась, работе с каждой из скруток надо уделять не более 1-2 секунд. Когда все сваренное остынет, скрутки изолируются с использованием обычной изоленты или трубки термоусадочной.
Вернуться к оглавлению
Как самостоятельно изготовить сварочный аппарат
Схема сварки проводов угольным электродом.
Хорошие стороны сварочных аппаратов перечислять можно бесконечно долго, но есть у них и минус — это немалая цена. Покупка такого устройства будет целесообразной лишь в том случае, если регулярно заниматься сварочными работами.
В тех случаях, когда хозяин квартиры решил провести в жилье замену электропроводки своими руками, можно обойтись и самодельным устройством. Например, трансформатором, обладающим приемлемой мощностью. Для этого хорошо подходит трансформатор серии ТБС. Мощность его должна быть как минимум 600 Вт, напряжение вторичной обмотки — 9-36 В. К ней надо будет подключить держатель электрода и зажим, который послужит для подключения «массы».
Сваривание выполняется при помощи угольного электрода, используются те же способы, какие применяют для инвертора. Весь процесс тот же, начиная зачисткой проводов и заканчивая прикасанием к скрутке угольным стержнем и выполнением изоляции скруток.
Если нет трансформатора, его можно сделать своими руками. Подготовьте Ш-образное трансформаторное железо, у него должна быть площадь сердечника минимум 30 см². При таком значении для площади и напряжении в сети 220 В в первичной обработке 293 витка, которые выполнены обмоточным проводом с диаметром 0,8-1 мм.
Наматывание вторичной обмотки производится с использованием трех проводов с диаметром 3 мм, можно применить и более тонкий, 4-5 проводов должны намотаться так, чтобы их общая площадь получилась 15-20 мм². Число витков при указанных данных составляет 13.
Если нет материала с именно такими характеристиками, расчет витков определяют по следующей формуле:
W1=40*U1/S,
Схема обмотки трансформатора.
W2=40*U2/S.
Согласно данным формулам определяют количество витков, которое надо соблюсти для выполнения первой и второй обмоток. При этом S представляет собой площадь сердечника, 40 — коэффициент эмпирический.
Чем лучше материал, тем меньше будет и значение коэффициента, его предельные значения — 40-60. U1 — это напряжение сети, U2 — напряжение вторичной обмотки. Такую формулу можно применять для расчета любого из трансформаторов, а не только сварочного.
При работе понадобятся средства защиты в виде очков, маски и спецодежды, которые помогут избежать ожогов от брызгающего металла.
Чтобы максимально упростить работу, во многих случаях используют специальные зажимы. Такое приспособление имеет очень простую конструкцию и состоит из двух частей — верхней и нижней.
От сварочного трансформатора напряжение подводят к верхней части, представляющей собой подвижный рычаг, и к основанию. Обе части соединяются друг с другом при помощи шарнира специальной изоляционной пластиной. На нижней части укреплен электрод с предназначенным для флюса углублением. Для флюса применяют буру, ее можно приобрести в аптеке.
Укрепленный на приспособлении провод для сварки хорошего качества должен быть как можно более коротким.
Его сечение должно быть обязательно большим, чем у вторичной обмотки. Расположение сетевого выключателя надо делать так близко, как это возможно. Хорошо, если установлен проходной выключатель.
В этом случае действия для сварки провода можно описать так. Скрутка крепится на подвижном рычаге с использованием барашкового зажима. Флюс засыпают в специальное углубление, после чего рычаги надо зажать. Напряжение подается на трансформатор, под флюсом в углублении электрода начинает образовываться шарик. Затем трансформатор отключают и дожидаются, пока шарик не остынет в зажиме.
При этом время работы определяют непосредственно по ходу выполнения действий. Если опыта маловато, для начала можно потренироваться на ненужных кусках проводов. При помощи такого приспособления можно выполнять сварку проводов из алюминия или меди.
expertsvarki.ru
Сварка медных проводов своими руками: инвертор для сварочного аппарата
Сварочный инструмент
При проведении электромонтажных работ возникает необходимость качественного сращивания проводов, чтобы снизить переходное электрическое сопротивление, возникающее между контактирующими проводниками. Прочное, максимально монолитное соединение обеспечивает лучшие условия для надежной, безопасной работы электроустановок.
Существует несколько вариантов соединения медных проводов, но по надежности сварка является самым лучшим. Полученная спайка отличается хорошей электропроводимостью, высокой прочностью, поэтому, отвечая требованиям электробезопасности, способна прослужить долгие годы.
1
Технология соединения проводов методом сваркиСоединение жил своими руками осуществляют с помощью зажимов, клеммников, опрессовки, пайки или сварки. Наиболее надежным признан метод сварки, поскольку монолитная структура имеет низкое переходное сопротивление, практически не нагревается и обеспечивает высокую пожаробезопасность.

Для разводки проводов часто используется медная жила. Чтобы получить надежное соединение из нескольких проводников, требуется проделать следующие действия:
- При помощи ножа или специального инструмента аккуратно снять отрезок изоляции 60-80 мм длины. При меньшей длине под действием температуры она будет плавиться. Разделка производится вдоль проводника, что исключает его повреждение.
- Оголенный участок тщательно зачищается, если необходимо обрабатывается наждачной шкуркой.
- Скрутку выполняют, добиваясь плотного прилегания жил. Это предупредит их ломкость, вызванную действием высоких температур.
- Зажав готовую скрутку при помощи плоскогубцев, пассатижей, торчащие концы подравнивают.
- Сварка выполняется по торцам жил, направленных вниз, под острым углом. В зависимости от полученного общего сечения скрутки процесс сваривания занимает 1–2 секунды.
- Торец обжигают электродом, стараясь сделать из расплавленной меди аккуратный шарик.
- На завершающем этапе полученную спайку изолируют при помощи термоусадочной трубки, намоткой изоляции.
Сварка между собой медного и алюминиевого электропровода выполняется аналогичным образом, единственное отличие в подготовке соединения. Медную жилу оставляют прямой, а алюминиевую наматывают по спирали вокруг нее. Нанеся на алюминий флюс для удаления оксидной пленки с поверхности металла, осуществляют сваривание.
Чтобы предупредить плавление изоляции, перед ней на оголенном участке присоединяют металлический радиатор, чаще из меди. Его большая площадь и высокая теплоемкость материала хорошо отводят избыточное тепло. В месте его установки крепится зажим «массы» аппарата, к подготовленному краю подносится электрод и осуществляется сварка проводов.

Предпочтение отдается неплавящимся графитовым электродам, угольным с медным покрытием. Если нужного электрода нет, то подойдет щетка от коллекторного электродвигателя, угольный стержень от батарейки. Для получения качественного соединения их «обмедняют», используя для этих целей прутки из меди, бронзы.
Поскольку нагрев электродов происходит быстро, а температура дуги многократно превышает температуру плавления меди, все работы проводят оперативно.
Отличительной характеристикой графитового электрода является его способность хорошо проводить ток, устойчивость к высокой температуре. Графитовые изделия выпускаются различной длины, с разной формой наконечников. В обычном исполнении или омедненные. Обладают следующими достоинствами:
- Приемлемая цена, доступность приобретения.
- Отсутствие прилипания к нагреваемым элементам.
- Устойчивость электродов к образованию трещин.
- Минимальное время нагрева.
- Для образования устойчивой дуги достаточно силы тока 5–10 А.
- Соединение получается термостойким, устойчивым к коррозии.
2
Сварочные аппараты инверторного типаДолгие годы основным сварочным оборудованием являлись трансформаторы, генераторы, выпрямители, но теперь предпочтение отдается приборам инверторного типа. Их основные преимущества:
- отсутствие прямой зависимости выходного напряжения от входного, как у трансформаторов;
- при увеличении тока не происходит «пережигание» свариваемого металла;
- при падении напряжения отсутствует «залипание» электрода, «недожигание» металла;
- небольшой вес, удобство переноски, использования.
Инверторное оборудование потребляет меньше электроэнергии, поэтому его можно спокойно подключать к домашней электропроводке, не переживая, что произойдет сбой в работе бытовых электроприборов или сработают предохранительные пробки. Выдаваемое постоянное напряжение с преобразованием токов высокой частоты свободно удерживает сварочную дугу, поэтому эффект «залипания» электрода наблюдается крайне редко.

Все аппараты инверторного типа разделяют на домашние, профессиональные, промышленные. Отличие заключается в предполагаемом режиме нагрузки. Для домашних работ достаточно прибора, обеспечивающего полчаса непрерывной работы, для промышленных масштабов – многочасовое интенсивное использование.
Для сварки электропроводов, выполнения непродолжительных работ любого типа подойдут сварные приборы с максимальной силой сварочного тока 160 А, мощностью 500 Вт. Например, электронные инверторного типа для сварки металлов фабричного производства. Они имеют приемлемую цену, небольшие размеры, массу около 3 кг, но их сложно ремонтировать. К их достоинствам относят:
- Большие пределы регулировки тока.
- Качественное соединение скруток любых диаметров.
- Легкость обучения.
3
Варианты изготовления аппарата для сваркиВ отдельных случаях инвертор необходимо изготовить самостоятельно. Чтобы упростить задачу, берется трансформатор заводского изготовления или с первичной обмоткой, вторичная перематывается самостоятельно. Специалисты утверждают, что мощность прибора должна составлять 500-1000 Вт, а сердечник иметь в сечении 25 мм2. Первичную обмотку 220 В следует выполнять медным проводом ПЭВТ в защищенном исполнении Ø 1,5-2 мм. Для вторичной обмотки напряжением 18-24 В используют медный провод 15-20 кв. мм.

Оптимальным является выходное напряжение 12-24 В. При значениях, превышающих номинальные, происходит перегрев скрутки, как следствие, качество меди ухудшается, она начинает крошиться, разлетаться. Поэтому требуется понижать напряжение, а ток сварочной дуги увеличивать. Для этого вторичную обмотку перематывают, разделив на две ровные части. Их наматывают одновременно и соединяют параллельно. Если сборка сделана правильно, то дуга горит устойчиво, электрод не залипает. Если он прилипает, то ток сварочной дуги слабый, недостаточно мощности трансформатора.
Используя стандартные трансформаторы напряжением 36 В, падение напряжения до нормальных значений получают увеличением длины сварочных кабелей до трех метров. Но возникает опасность, что не хватит мощности для выработки необходимой силы тока.
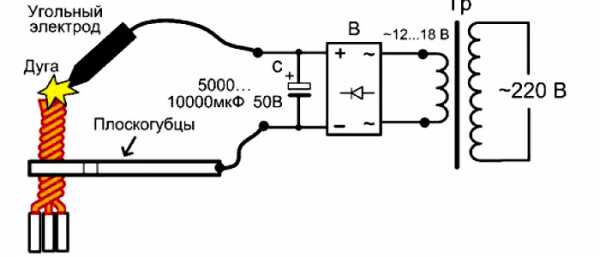
Еще один вариант – установка силового мостового выпрямителя с конденсатором. Посадка выпрямительного моста с током 90-100 А осуществляется на радиаторе, а конденсаторная емкость 5000... 10000 мкФ, набираемая параллельно из конденсаторов меньшей емкости, «плюсом» прикладывается к электроду. Заряда конденсатора хватает на 2-3 секунды поддержания устойчивой дуги.
obustroen.ru
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
 Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
svaring.com
Сварка медных и алюминиевых проводов своими руками

Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
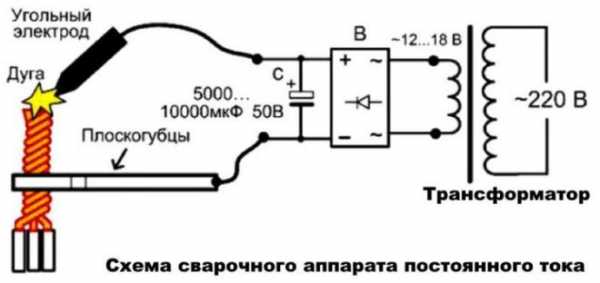
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.

Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.

Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.
Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
yaelectrik.ru
Сварка проводов в распределительной коробке своими руками
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является соединение проводов в распредкоробках. Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.

У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, с низкой потребляемой токовой нагрузкой и приемлемой стоимостью, за что и заслужил популярность у домашних мастеров. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке используют в своей работе специальные сварочные аппараты.
Что нужно для подготовить?
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных электродов. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено. В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на аноде сварочного аппарата надо подбирать с таким расчетом, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 мм) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом, зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.

При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
samelectrik.ru
Сварка проводов инвертором своими руками: медных, алюминиевых
Чаще всего для производства электрической проводки используют медные провода. Алюминиевый аналог практически не используется. Сварку проводов, изготовленных из меди, делают с применением не только переменного, но и постоянного тока. Его напряжение находится в границах следующего диапазона: 12–36 B. При этом подача тока должна изменяться. Сварка проводов инвертором имеет свои особенности.
Аппараты инверторного типа
Преимущества сварочных инверторов
Плюсы инверторных агрегатов хорошо знакомы специалистам. Определенные модели оснащены ремешком, который позволяет носить инвертор на плече. Это дает возможность осуществлять сварочные работы со скруткой в распаечной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как аппарат имеет небольшое энергопотребление.
Инверторы обладают обширным спектром регулировки электротока. Их дуга весьма стабильная, прекрасно зажигается при небольших токах сварки. По этой причине и неподготовленный электрогазосварщик быстро способен достичь восхитительного эффекта и добиться оптимального качества сварки проводов.
Бытовые сварочные устройства маркируются аббревиатурой MMA. Затем указываются цифры, обозначающие величину рабочего тока – 200 или 250 B. Профессиональное устройство функционирует в температурном спектре до 150 градусов. Домашний аппарат обладает спектром от 0 до +30. Еще одним отличием домашнего устройства от профессионального и промышленного является длительность цикла работы.
Алгоритм работы сварочного инвертора
Инвертор профессионального типа будет функционировать 8 часов с небольшими перерывами, промышленный – 24 часа с перерывом на 30 минут. Аппарат, предназначенный для бытовой эксплуатации, функционирует без перерывов 30 минут, а затем в течение часа остывает.
При сварке кабеля медного типа используется специальный угольный омедненный электрод, который именуют в простонародье «карандаш». Если угольного электрода нет, можно взять стандартный угольный стержень от непригодной батарейки. Сварочный ток, в зависимости от сечения и числа проводков, используется разного напряжения. Подходящим является тот режим, при котором прилипание электрода не происходит к участку сварки, а дуга устойчива.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
Сварка проводов инвертором
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Специфика сварочных работ с алюминиевыми проводами
Самым надежным способом сварки торца скрутки считается точечный метод. Преимущество этого способа заключается в том, что при сварочных работах происходит слияние металла проводников. И если при других вариантах может возникнуть переходное сопротивление площади контакта, то при точечном режиме этого не происходит. Соединенные электросваркой провода долговечны, их не требуется периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения работы
При работе с кабелем из алюминия возникает ряд трудностей:

Сварка алюминиевых проводов
- Осуществить качественное соединение сложно из-за оксидной пленки, стремительно образующейся на металле. Это мешает получить однородное соединение проводков.
- Повышенная текучесть алюминия в расплавленном состоянии мешает добиться хорошего качества шва при сварке плотного соединения.
- Следует учесть усадку металла. Но полученный результат всегда допустимо улучшить при помощи дополнительной обработки скрутки.
Осуществлять действия с алюминиевым кабелем дома — сложная задача. Следует точно выбрать правильный сварочный режим. Бытует ошибочное мнение, что у инверторов постоянное выходное напряжение.
На самом деле устройство оснащено регулировкой силы электротока и напряжение можно понизить, в зависимости от диаметра провода:
| Напряжение, B | Диаметр проводков, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода, в зависимости от площади сердечника:
| Толщина металла, мм | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Диаметр сварочного электрода, мм | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6,0 и более |
| Рекомендуемые значения тока, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
Величина сварочного электротока варьируется в зависимости от количества проводов и их диаметра:
| Величина тока, A | Количество проводков | Сечение провода, мм |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
При сварочных работах с переменным электротоком тяжело добиться хорошего результата и требуется немало мастерства, чтобы получить качественное соединение. Именно поэтому непрофессионалу потребуется хороший аппарат для освоения азов.
Видео по теме: Простой способ сварки скруток
specnavigator.ru
инструкция и обзор сварочных аппаратов
Электрические провода, как для промышленных сетей, так и для автомобильных жгутов, могут соединяться различными способами. Наиболее надежным, рациональным и простым в последнее время стал метод сварочного соединения проводов. Давайте разберемся, почему специалисты сферы электротехники предпочитают подобную технологию всем остальным и какой сварочный аппарат лучше использовать.
Подготовительные мероприятия
Любой вид сварочных работ принадлежит к категории опасных операций. Сварка медных проводов – тому не исключение, она так же опасна, как и сварка стальных деталей. Велика опасность возникновения пожара, поражения людей брызгами раскаленного металла.
Каждый участник может нахвататься зайчиков от вспышек электродов. Место проведения огневых операций необходимо тщательно подготовить.
Возле площадки, где осуществляются сварочные работы, должна быть установлена емкость с водой и лежать плотная кошма из негорючего материала. Наличие как минимум двух порошковых огнетушителей – обязательно.
Перед началом осуществления сварочных работ необходимо подобрать удобную, по размеру защитную маску и одеть сварочные рукавицы, покрытые специальной негорючей пропиткой. Работать только в сварочной спецодежде, соблюдая все меры пожарной безопасности и правил техники безопасности на производстве. Сваривать медные провода необходимо специальными угольными обмедненными электродами.
Бывалые сварщики называют такие электроды «карандаш» за то, что внутри у них находится спрессованный графит. При отсутствии таких электродов, их можно заменить угольным стержнем от использованной обыкновенной батарейки. Величина сварочного тока, необходимого для соединения электрических проводов, приводится в специальных расчетных таблицах. При отсутствии таких таблиц, величину тока можно рассчитать самостоятельно.
Она зависит от сечения и числа свариваемых проводов. Следует учитывать, что характеристики электротехнической меди, используемой для производства медной катанки, из которой состоят жгуты проводов, значительно отличается по своим свойствам и составу. Разные производители изготавливают разную медь. Поэтому режимы сварки необходимо тоже корректировать. Ориентировочные расчеты необходимых значений тока приводятся ниже.
Сваривая два провода, изготовленные из меди, сечением 1,5 мм², необходимо использовать сварочный ток величиной 70А. Выполняя сварочные операции с тремя такими же проводами, потребуется сварочный ток величиной 80-90А. Взяв в работу два-три провода сечением 2,5 мм², следует установить рабочий ток величиной 80-100А. Для трех-четырех таких проводов необходим сварочный ток величиной 100-120А.
Опытные профессиональные сварщики считают самым оптимальным такой режим сварки, когда электрод не прилипает к сопрягаемым деталям. При этом сохраняется устойчивый режим электрической дуги. Такое сочетание рабочих характеристик достигается опытным путем после многократных повторений в процессе работы.
Инверторный сварочный аппарат следует приобретать для сварки медных проводов с такими характеристиками, которые описаны выше. Если предполагается использование сварочной техники только для подобных операций, более мощная машина не нужна. С инверторным аппаратом можно успешно и эффективно сваривать медные провода сечением до 10 мм², используя сварочный ток величиной до 500А.Технология сварки проводов
Выполнение соединения проводов посредством сварочного аппарата осуществляется с последовательной разбивкой на технологические операции.
 Технология сварки медных проводов
Технология сварки медных проводовПошаговая инструкция:
- Тщательно зачистить кончики проводов на длину 100 мм, сняв оболочку ПВХ и изоляционный слой.
- Выполнить плотную скрутку зачищенных медных жил.
- Скрутку подрезать таким образом, чтобы торцы всех проводков были в одной плоскости. Длина скрутки должна быть не менее 50 мм.
- Подключить к скрутке массу сварочного аппарата. Надеть на нее медный зажим для отвода выделяющегося тепла.
- Зарядить в держатель угольный карандаш. Подвести его торец к концу скрутки, произвести сварку. В результате круговых движений угольным электродом по всем проводам скрутки, от воздействия электрической дуги на ней образуется шарик расплавленной меди. После образования шарика сварка прекращается.
- Во избежание расплавления изоляции, которой покрыты провода, сварочная обработка каждой отдельной скрутки не должна длиться более 1-2 секунд.
- Остывшие скрутки следует плотно изолировать лентой ПВХ либо термоусадочными трубками.
Соединения электрических проводов, выполненные с использованием сварочного аппарата, имеют современный дизайн, высокие нагрузочные характеристики, непревзойденное качество и хорошие эксплуатационные свойства.
Инверторный аппарат
Сварка медных проводов осуществляется постоянным и переменным током. Процесс обработки происходит при напряжении от 12 до 36 В. Необходимым условием должно быть регулирование сварочного тока в процессе выполнения работ. Эксперты в сфере электротехники утверждают, что наиболее подходящим инструментом, используемым для сварки проводов, является инверторный сварочный аппарат.
 Инверторный аппарат
Инверторный аппаратСварочные аппараты инверторного типа давно и устойчиво завоевали популярность при соединении деталей из различных материалов. Широко известны такие их достоинства:
- удобные габаритные размеры;
- небольшая масса;
- наличие в комплекте надежного ремня для ношения через плечо.
Последняя опция особенно нравится сварщикам. Большинство распаечных коробок со жгутами проводов располагаются на высоте 2,5 – 3 метра от уровня пола. Поднявшись по лестнице-стремянке, специалисту удобно производить сварку проволочных скруток, повесив аппарат на ремне через плечо, чтобы руки оставались свободными.
У аппаратов инверторного типа используется весьма широкий диапазон регулирования сварочного тока. Подобные машины располагают крайне устойчивой дугой. Даже при использовании незначительных сварочных токов она отлично зажигается. Любой сварщик, даже без практического опыта, очень быстро осваивает данную технику. Используя инверторные сварочные аппараты, специалисты добиваются очень хороших результатов, получая высокое качество сварных соединений проводов.
Если сравнивать инверторные сварочные аппараты с привычными для всех трансформаторными аппаратами, то сразу бросается в глаза их малое потребление электрической энергии. Это большой плюс данным машинам, поскольку их можно безбоязненно подключать к бытовой энергосистеме. Свет при этом мигать не будет. Также исключены перебои в работе приборов различной бытовой аппаратуры. Никто из соседей жаловаться не будет.
Трансформатор серии ТБС
Сварочные установки инверторного типа являются прекрасными машинами, отлично выполняющими качественное соединение проводов с медными жилами. При всем техническом совершенстве данных агрегатов все же есть у них один минус. Это высокая стоимость. Не каждая компания электротехнического профиля может позволить приобрести себе эту технику.
 Трансформатор ТС 700-2
Трансформатор ТС 700-2Если предстоит разовая работа по соединению проводов в машине либо ремонтных работах в квартире, можно обойтись простым трансформатором серии ТБС.
Характеристики трансформатора:
- мощность 600 Вт;
- напряжение вторичной обмотки 9-36В.
Подключить к вторичной обмотке зажим массы и держатель электрода. Вместо угольного электрода – карандаша, можно взять стержень от использованной батарейки.
Как видно из статьи, аппарат для сварки проводов представляет собой несложный механизм. Его функции простые, доступные каждому пользователю. Чтобы сварить провода, необходим минимум материалов. Если необходимо производить ежедневную сварку проводов, следует приобрести инверторный аппарат. Для разовой сварки можно воспользоваться простым трансформатором ТБС. Выбирать вам. Удачи в работе!
stroypomochnik.ru