Источники питания сварочной дуги постоянного тока (сварочные генераторы и выпрямители). Сварочные выпрямители и трансформаторы
Сварочные трансформаторы, выпрямители и генераторы
Категория:
Сварка металлов
Сварочные трансформаторы, выпрямители и генераторыСварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование свароч ного тока. Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
![]()
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
![]()
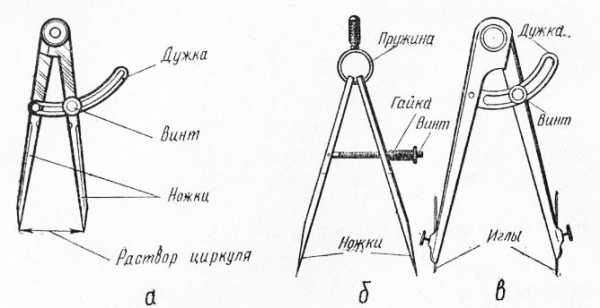
Рис. 2. Схема сварочного трансформатора ТСК-500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН, ТСД).
В качестве примера рассмотрим устройство трансформатора ТСК-500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
![]()
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК-500 имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более высокий к. п. д., просты в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно разделить на три типа: с крутопадающими (ВСС-300-3, ВСС-120-4, ВКС-500 и др.), жесткими (или пологопадающими) характеристиками (ВС-200, ВС-300, ВС-600, ВС-1000, ИПП-120, ИПП-300, ИПП-500, ИПП-1000) и универсальные (ВСУ-300, ВСУ-500). Универсальные выпрямители обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для различных видов-дуговой сварки. Цифра в марке выпрямителя означает номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО-ЗОО, ПСО-500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи типа ПСУ-300, ПСУ-500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
Схема генератора с независимым возбуждением и размагничивающей последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора. Сварочный ток в генераторах этой системы регулируется реостатом Р и секционированием последовательной обмотки, т. е*. изменением числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
![]()
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Читать далее:
Установки для механизированной дуговой сварки
Статьи по теме:
pereosnastka.ru
«Сварочные трансформаторы, выпрямители. Устройство и регулирование»
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ И НАУКИ КЕМЕРОВСКОЙ ОБЛАСТИгосударственное бюджетное образовательное учреждение
среднего профессионального образования
«БЕЛОВСКИЙ ТЕХНИКУМ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
Тема: «Сварочные трансформаторы, выпрямители. Устройство и регулирование»
Открытый урок
Разработал: Конева Елена Анатольевна,
преподаватель
2016
Методическое обоснование
Методическая разработка предназначена для проведения урока по Тема 1.4 Источники питания и оборудование для дуговой, плазменной сварки и резки раздела1 МДК.02.01 Оборудование, техника и технология электросварки в группе обучающихся профессии 15.01.05. Сварщик (электросварочные и газосварочные работы). Тема урока « Сварочные трансформаторы, выпрямители. Устройство и регулирование».
Методическая цель проведения урока: показать методику использования решения конкретных производственных ситуаций при проведении урока формирования новых знаний.
Данная методическая разработка позволяют:
- оценить уровень знаний, умений учащихся на уроке,
- осуществить текущий контроль,
- продемонстрировать знания и умения при выполнении тестовых заданий,
Предложенная форма урока позволяет:
- сформировать знания обучающихся по теме «Сварочные трансформаторы,
выпрямители. Устройство и регулирование»
- дает возможность выявить и устранить пробелы в знаниях.
Структура урока
Организационный этапПриветствие
Проверка посещаемости
2 минуты
Мотивация, целеполагание
Сообщение цели занятия
3 минуты
Актуализация опорных знаний
Выполнение тестового задания
5 минут
Основная часть
Изучение нового материала.
4.1 Просмотр видео-фильма.
4.2 Сварочный трансформатор. Устройство и регулирование.
4.3 Сварочный выпрямитель. Устройство и регулирование.
Закрепление изученного материала.
Выполнение тестового задания.
25 минут
Подведение итогов занятия
Анализ урока
Оценка знаний
5 минут
Технологическая карта урока
Тема раздела: Выполнение ручной дуговой и плазменной сварки средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
Тема урока: Сварочные трансформаторы, выпрямители. Устройство и регулирование
Тип урока: Урок изучения и первичного закрепления знаний
Методы урока: Объяснительно-иллюстративный
Цели урока:
Обучающая – способствовать формированию знаний обучающихся по теме «Сварочные трансформаторы, выпрямители. Устройство и регулирование»
Развивающая – способствовать формированию политехнического кругозора обучающихся.
Воспитательная – способствовать формированию любознательности, наблюдательности обучающихся.
Литература:
1.Галушкина, В.Н. Технология производства сварных конструкций [Текст]: учебник для нач. проф. образования / В.Н.Галушкина - 3-е изд., стер. - М. : Издательский центр «Академия», 2012. – 192 с.
2.Овчинников, В.В. Технология ручной дуговой и плазменной сварки и резки металлов [Текст]: учебник для нач. проф. образования / В.В.Овчинников - 2-е изд., стер. - М.: Издательский центр «Академия», 2012. – 240 с.
Междисциплинарные связи: междисциплинарный курс МДК.01.02 Технологические приемы сборки изделий под сварку, Основы электротехники.
Материально – дидактическое обеспечение урока: ситуационная задача, видео-фильм, плакаты, макеты трансформатора, выпрямителя, тестовое задание.
Преподаватель: Е.А.Конева
Ход урока
1. Организационный момент.
- Посещаемость, наличие учебных принадлежностей.
- Сообщение цели урока. Ситуационная задача.
2. Актуализация опорных знаний
2.1 Выполнение тестового задания. Самоконтроль.
3. Изучение нового материала.
3.1 Просмотр видео-фильма.
3.2 Сварочный трансформатор. Устройство и регулирование.
3.3 Сварочный выпрямитель. Устройство и регулирование.
4. Закрепление изученного материала.
4.1. Выполнение тестового задания.
5. Подведение итогов по уроку.
- Анализ урока.
- Сообщение оценок.
- Домашнее задание: проработка конспекта урока, ч.2,гл2, п3
2 мин.
Организационный этап
Приветствие.
Приветствует обучающихся.
Приветствуют преподавателя
Проверка посещаемости.
Проводит «перекличку» обучающихся
Участвуют в «перекличке».
3 мин
Мотивация, целеполагание
Постановка целей урока.
Сообщает цели урока.
Слушают.
Постановка производственной ситуации
Сообщает производственную ситуацию
Слушают.
Приложение А
5мин.
Актуализация опорных знаний
Выполнение тестового задания.
Объясняет выполнение тестового задания
Зачитывает вопросы тестового задания
Самостоятельно отвечают на тестовое задание
Приложение Б
Самоконтроль
Объясняет порядок проверки тестового задания
Проверяют. Выставляют оценки
Приложение Б
4
25мин
Изучение нового материала
Просмотр видео-фильма
Объясняет цель просмотра видео-фильма
Смотрят видео-фильма
Сварочный трансформатор.
Устройство и регулирование
Объясняет и рассказывает про источники питания сварочной дуги, их классификацию. Устройство и регулирование сварочного трансформатора. Маркировка сварочного трансформатора
Слушают. Конспектируют основные элементы конструкции сварочного трансформатора, его технические характеристики
Приложение В
Макет трансформатора
Плакат «Источники питания»
Сварочный выпрямитель. Устройство и регулирование
Объясняет и рассказывает про сварочный выпрямитель. Устройство и регулирование сварочного выпрямителя. Маркировка сварочного выпрямителя
Слушают. Конспектируют основные элементы конструкции сварочного выпрямителя, его технические характеристики
Приложение В
Макет трансформатора
Плакат «Источники питания»
Выполнение тестового задания
Объясняет выполнение тестового задания. Раздает тестовое задание
Выполняют тестовое задание
Приложение Г
5мин.
Подведение итогов урока, выставление оценок
Анализ урока.
Оценка знаний. Сообщение домашнего задания
Подводит итоги урока. Сообщает и оценки. Задает домашнее задание
Слушают.
Приложение А
Производственная ситуация
Необходимо изготовить емкость для хранения воды V = 3м3 . Боковые стенки емкости изготовлены из листа толщиной 10мм. Это позволяет выдерживать давление жидкости, находящейся внутри. Емкость имеет прямоугольную форму, верхняя часть емкости имеет крышку, которая установлена на шарнирах.
Задача: укажите:
а) какой вид сварки следует применить в этой ситуации
б) какой источник питания лучше использовать в этой ситуации
Приложение Б
Тестовое задание
Задание: Выберите правильное утверждение
Электрическая дуга является наиболее распространенным источником тепла при сварке плавлением.
Прохождение тока через газ называется электрический разряд.
Ион – это отрицательно заряженная частица.
Дугу можно зажечь как касанием, так и «чирканием».
Прежде чем зажечь дугу сварщик должен опустить маску.
Дугу возбуждают и ведут только переменным током.
ФОРМА ОТВЕТА - график
ДА НЕТ
Р=6.
ЭТОЛОН - КЛЮЧ
тестового задания
ДА НЕТ
Методика оценки теста
Итоговая оценка выставляется с учетом коэффициента К
где А — число операций, выполненных аттестуемым правильно;
Р — общее число существенных операций теста .
КРИТЕРИИ ОЦЕНКИ
” 5 ” — если К ≥ 0,95
” 4 ” — если К ≥ 0,94 — 0,81
” 3 ” — если К ≥ 0,7 — 0,8
” 2 ” — если К < 0,7
Приложение В
КОНСПЕКТ УРОКА
Классификация источников питания сварочной дуги
Источники питания сварочной дуги классифицируются по следующим основным признакам.По роду сварочного тока источники питания сварочной дуги бывают переменного и постоянного тока. К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты. Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.По виду внешних вольт-амперных характеристик источники питания сварочной дуги бывают с пологопадающей характеристикой, применяемой в основном при автоматической сварке под флюсом; с жесткой и возрастающей вольт-амперной характеристикой, применяемой при сварке в защитных газах и электрошлаковой сварке; с крутопадающей вольт-амперной характеристикой, используемой при ручной дуговой сварке. Бывают источники питания сварочной дуги и универсальные, т. е. обеспечивающие получение в нужный момент соответствующей вольт-амперной характеристики: крутопадающей, пологопадающей, жесткой или возрастающей.По количеству используемых сварочных дуг источники питания могут быть однопостовыми или многопостовыми.По способу установки источники питания сварочной дуги бывают стационарными или подвижными - переносными.
Основными источниками питания для сварки на переменном токе являются сварочные трансформаторы.
Сварочные трансформаторы с подвижными катушками типа ТС, ТСК и ТД предназначены для питания электрической дуги при ручной дуговой сварке, резке и наплавке металлов однофазным переменным током частотой 50 Гц.
Трансформаторы этого типа являются однопостовым и каждый из них может быть использован для питания одного сварочного поста. Магнитное рассеяние у них регулируют изменением расстояния между первичной и вторичной обмотками.
Вторичное напряжение трансформаторов несколько зависит от расстояния между катушками: напряжение холостого хода при сдвинутых катушках больше, при раздвинутых — меньше.
У трансформаторов ТД-502 и ТД-303 уменьшены вес и габариты, повышены технологичность конструкции, удобство обслуживания и надежность работы.
Уменьшение веса и габаритов достигнуто благодаря применению двухдиапазонного плавного регулирования силы тока:
а) В диапазоне большой силы тока обе катушки первичной и вторичной обмоток включаются попарно параллельно;
б) в диапазоне малой силы тока катушки первичной и вторичной обмоток одного стержня магнитопровода отключаются с одновременным блокированием хода подвижных катушек. Включение и отключение катушек одного стержня производят переключателем, смонтированным
Обслуживание сварочных трансформаторов
При эксплуатации сварочных трансформаторов следует следить за надежностью контактов, не допускать перегрева обмоток, сердечника и его деталей. Необходимо раз в месяц смазывать регулировочный механизм и не допускать загрязнений рабочих частей трансформаторов.
Необходимо следить за надежностью заземления и оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превышения величины сварочного тока против указанной в паспорте. Запрещается перетаскивание трансформатора или регулятора с помощью сварочных проводов.
Раз в месяц трансформатор необходимо обдуть (очистить) струей сухого сжатого воздуха и проверить состояние изоляции.
Попадание влаги на обмотки трансформатора резко снижает электрическое сопротивление, в результате чего возникает опасность пробоя изоляции. Если сварочные трансформаторы установлены на открытом воздухе, их необходимо укрывать от атмосферных осадков. В таких случаях следует делать навесы или специальные передвижные будки.
Сварочный выпрямитель представляет собой аппарат, преобразующий переменный ток в постоянный (пульсирующий) при помощи полупроводниковых вентилей.
Сварочный выпрямитель состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
Падающая характеристика в сварочном выпрямителе создается включением в цепь реактивной катушки или применением трансформатора с увеличенным магнитным рассеянием. Во многих выпрямителях трансформаторы имеют подвижные первичные обмотки.
Сварочный ток регулируют при помощи секционированных обмоток трансформатора, специальным дросселем насыщения или изменением расстояния между обмотками. При многопостопой системе питания для создания падающей характеристики на каждом посту и регулирования сварочного тока служат балластные реостаты
Выпрямители рассчитаны на работу в закрытых помещениях при температуре окружающего воздуха от —40 до +40° С.
Приложение В
Тестовое задание.
Задание: Каждый вопрос имеет один правильных ответов. Выберите верный ответ.
1. Какую внешнюю вольт-амперную характеристику может иметь источник питания
для ручной дуговой сварки?
а) Падающую.
б) Жесткую.
в) Возрастающую.
2. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
а) 40-70 В;
б) 80-90 В;
в) 127 В.
Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
4. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
5. Как осуществляется грубое регулирование силы тока в сварочном выпрямителе?
а) С помощью изменения расстояния между обмотками.
б) Путем изменения соединений между катушками обмоток
в) Не регулируется.
6. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
7. Выпрямители имеют маркировку:
а)ВД;
б)ТД;
в) ТС.
8.Напряжение холостого хода источника питания — это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи;
б) напряжение на выходных клеммах при горении сварочной дуги;
в) напряжение сети, к которой подключен источник питания.
9. Номинальные сварочный ток и напряжение источника питания — это:
а) максимальные ток и напряжение, которые может обеспечить источник;
б) напряжение и ток сети, к которой подключен источник питания;
в) ток и напряжение, на которые рассчитан нормально работающий источник.
Эталон тестового задания:
вопрос1
2
3
4
5
6
8
9
10
ответ
а
б
в
а
в
а
а
а
в
Методика оценки теста
Итоговая оценка выставляется с учетом коэффициента К
где А — число операций, выполненных аттестуемым правильно;
Р — общее число существенных операций теста .
КРИТЕРИИ ОЦЕНКИ
” 5 ” — если К ≥ 0,95
” 4 ” — если К ≥ 0,94 — 0,81
” 3 ” — если К ≥ 0,7 — 0,8
” 2 ” — если К < 0,7
Список литературы
Основные источники:
1.Галушкина, В.Н. Технология производства сварных конструкций [Текст]: учебник для нач. проф. образования / В.Н.Галушкина - 3-е изд., стер. - М. : Издательский центр «Академия», 2012. – 192 с.
2.Овчинников, В.В. Технология ручной дуговой и плазменной сварки и резки металлов [Текст]: учебник для нач. проф. образования / В.В.Овчинников - 2-е изд., стер. - М.: Издательский центр «Академия», 2012. – 240 с.
Дополнительные источники:
1.Овчинников, В.В. Современные виды сварки [Текст]: учеб. пособие для нач. проф. образования / В.В.Овчинников - 2-е изд., стер. - М.: Издательский центр «Академия», 2012. – 208 с.
2.Овчинников, В.В. Охрана труда при производстве сварочных работ [Текст]: учеб. пособие / В.В.Овчинников - 3-е изд., стер. - М.: Издательский центр «Академия», 2012. – 64 с. – (Сварщик).
Периодические издания
1.Журнал «Сварочное производство».
Электронный ресурс:
1.Все о сварочных приспособлениях [Электронный ресурс]. – Режим доступа: http://prusposobleniu ., свободный. – Загл. с экрана.
2. Техническая литература [Электронный ресурс]. – Режим доступа:
http//www. svarka.net, свободный. – Загл. с экрана.
3. Портал нормативно-технической документации [Электронный ресурс]. – Режим доступа: http//www.pntdoc.ru, свободный. – Загл. с экрана.
infourok.ru
Сварочный трансформатор: расчет, устройство и схема
Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
Трансформатор для электродуговой сварки
Главная задача трансформатора –преобразование подаваемого электричества до требуемых параметров.
Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки.Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ.На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят:Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования.Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
- Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
- В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
- В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
- Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
- Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
- Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.
Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин.Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».Классификация по различным признакамСварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочный выпрямитель: схема, технические характеристики, устройство
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.
Сварочный выпрямитель
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.
Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.
Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Описание сварочных трансформаторов и выпрямителей.
Сварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование сварочного тока. Трансформаторы, как правило, имеют падающую характеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН, ТСД).
В качестве примера рассмотрим устройство трансформатора ТСК-500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей. Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более высокий к. п. д., просты в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно разделить на три типа: с крутопадающими жесткими (или пологопадающими) характеристиками и универсальные . Универсальные выпрямители обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для различных видов-дуговой сварки. Цифра в марке выпрямителя означает номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержателю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой с жесткой и пологопадающей характеристикой и универсальные.
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
Выбор сварочного тока.
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
Студент_________________________________________________
Группа__________________________________________________
Дата___________________ Подпись студента____________________
Литература
| № п/п | Учебная литература, ресурсы сети «Интернет» | Количество экземпляров в библиотеке или название ЭБС |
| Основная литература | ||
| Фещенко, В.Н. Слесарное дело. Слесарные работы при изготовлениии ремонте машин. Книга 1 [Электронный ресурс] / В.Н. Фещенко. – М.: Инфра-Инженерия, 2013. - 464. - ISBN 978-5-9729-0053-4 | ЭБС «Знаниум» http://znanium.com | |
| Токарные работы: Учебное пособие / Алексеев В. С. - М.: Альфа-М, НИЦ ИНФРА-М, 2016. - 368 с.: 60x90 1/16. - (Мастер) (Переплёт) ISBN 978-5-98281-096-0 | ЭБС «Знаниум» http://znanium.com | |
| Дополнительная литература | ||
| Проектирование механосборочных участков и цехов: Учебник/В.А.Горохов, Н.В.Беляков, А.Г.Схиртладзе и др. - М.: НИЦ ИНФРА-М, Нов. знание, 2015. - 540 с.: 60x90 1/16. - (Высшее образование: Бакалавриат) (Переплёт 7БЦ) ISBN 978-5-16-010300-6 | ЭБС «Знаниум» http://znanium.com | |
| Фещенко В.Н. Слесарное дело. Механическая обработка деталей на станках. - Книга 2 [Электронный ресурс] / В.Н. Фещенко. – М.: Инфра-Инженерия, 2013. - 464 с. - ISBN 978-5-9729-0054-1 | ЭБС «Знаниум» http://znanium.com |
lektsia.com
2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователях
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В).
Сварочный трансформатор состоит из корпуса 1, внутри которого укреплён замкнутый магнитопровод 4 (сердечник), собранный из отдельных пластин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки первичной 12 и вторичной 11 обмоток трансформатора. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к![]() первичной, магнитная связь между ними увеличивается. И сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
первичной, магнитная связь между ними увеличивается. И сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
С
Рисунок 1.
Сварочный трансформатор
варочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.Сварочный выпрямитель
Рисунок 2.
Сварочный выпрямитель
Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя. Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны.
С![]()
Рисунок 3. Сварочный преобразователь
варочный преобразователь – устройство служащее для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе. Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора. В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.К коллектору прижимаются угольные щетки , с помощью которых постоянный ток снимается с коллектора и подводится к зажимам ("+"и "-"). К этим же зажимам присоединяют сварочные провода, подводящие сварочный ток к электроду и изделию. Для охлаждения преобразователя во время работы на валу у него имеется вентилятор.
studfiles.net
Источники питания сварочной дуги постоянного тока (сварочные генераторы и выпрямители)
У сварочных генераторов с расщепленными полюсами падающие внешние характеристики получаются в результате размагничивающего действия магнитного потока обмотки якоря (реакции якоря). Генератор Г имеет четыре основных магнитных полюса N1, N2, S1, S2, и три группы щеток а, b, с на коллекторе. В отличие от рассмотренных генераторов, у которых северные и южные магнитные полосы чередуются между собой, у генераторов этой группы одноименные полюсы расположены рядом.
|
|
| Принципиальная электрическая схема генератора с ращепленными полюсами (а) и схема магнитных силовых полей (б) |
Каждую пару одноименных полюсов считаем одним, но расщепленным на два. Сварочные генераторы с расщепленными полюсами фактически являются двухполюсными. Вертикально расположенные полюсы называются поперечными, а горизонтальные — главными. Главные полюсы имеют вырезы для уменьшения площади поперечного сечения и всегда работают при полном магнитном насыщении, т. е. магнитный поток, создаваемый этими полюсами, при всех нагрузках остается неизменным. Магнитный поток полюсов, создаваемый обмотками НГ и НП, условно можно разделить на два потока Фг и Фп , замыкающиеся через определенные пары полюсов. Один магнитный поток имеет направление от северного полюса N1 к южному S1 и второй—от северного полюса N2 к южному S2. Э. д. с. якоря зависит от интенсивности магнитных потоков Фп и Фг. Чем интенсивнее магнитный поток, пересекаемый проводниками якоря, тем больше э. д. с.
При возбуждении электрической дуги через обмотку якоря проходит ток, который создает магнитный поток обмотки якоря (показан штриховыми линиями). Этот магнитный поток зависит от тока: чем меньше величина тока в обмотке якоря, тем меньше магнитный поток якоря. Магнитный поток якоря, который совпадает по направлению с магнитным потоком N2, S2 главных полюсов (направления магнитных потоков полюсов показаны стрелками), увеличивает его; направленный же в противоположную сторону магнитный поток уменьшает его.
Главные полюсы всегда работают при полном магнитном насыщении. Следовательно, магнитный поток якоря практически не может увеличить магнитный поток Фг, он может только уменьшить магнитный поток поперечных полюсов Фп. В момент короткого замыкания в сварочной цепи магнитный поток якоря имеет наибольшую величину и уменьшает результирующий магнитный поток до нуля, следовательно, э. д. с. генератора также равна нулю.
При отсутствии нагрузки в сварочной цепи (при холостом ходе) в обмотке якоря тока нет, магнитный, поток якоря также отсутствует, поэтому поток Фп и, следовательно, результирующий магнитный поток имеют наибольшую величину, а генератор — наибольшее напряжение. Таким образом, вследствие размагничивающего действия магнитного потока обмотки якоря (реакции якоря) создается падающая внешняя характеристика.
По данной схеме (с расщепленными полюсами) в промышленности нашли применение преобразователи ПС-ЗООМ, ПС-300М-1, ПС-300Т с генераторами СГ-300М, СГ-ЗООМ-1, СГ-300Т и некоторые другие сварочные агрегаты. Основные технические данные преобразователей с генераторами, работающими по этой схеме, даны в таблице.
Технические характеристики преобразователей ПС-ЗООМ, ПС-300М-1, ПС-300Т
| Параметры | Тип преобразователя | ||
| ПС-ЗООМ | ПС-ЗООМ-1 | ПС-300Т | |
| Тип генератораНапряжение холостого хода, ВНоминальный сварочный ток (при ПР-65%), АПределы регулирования тока, АТип электродвигателяМощность электродвигателя, кВтИсполнениеМасса, кг | СГ-300М50-7634080-380А-64-214Однокорпусный600 | СГ-З00М-1—34080-360A-64-214Однокорпусный стационарный590 | СГ-300Т50-7630075-340АТ-62-4Т14Однокорпусный стационарный600 |
build.novosibdom.ru