Чем выполняется нарезание резьбы, и выбор метчика для нарезки. Таблица метчиков
Метчик для нарезки резьбы: виды, конструктивные особенности
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
 Разновидности метчиков
Разновидности метчиков  Метчик для нарезки резьбы
Метчик для нарезки резьбы Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
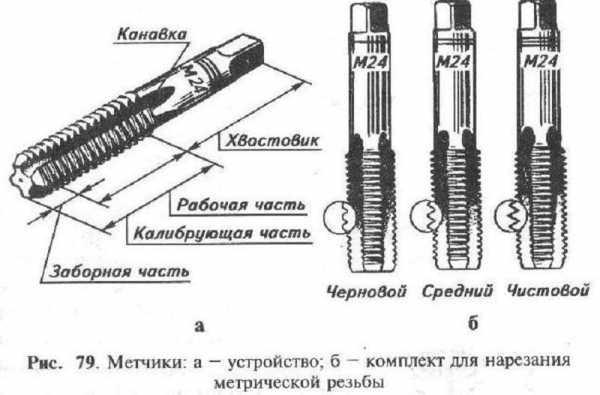
Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
 Конический метчик для нарезки резьбы
Конический метчик для нарезки резьбы  Цилиндрический метчик для нарезки резьбы
Цилиндрический метчик для нарезки резьбы Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
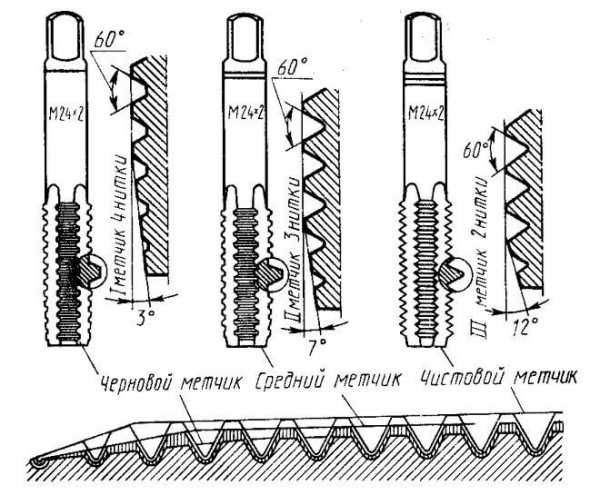
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
 Гаечный метчик
Гаечный метчик  Слесарные метчики
Слесарные метчики Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
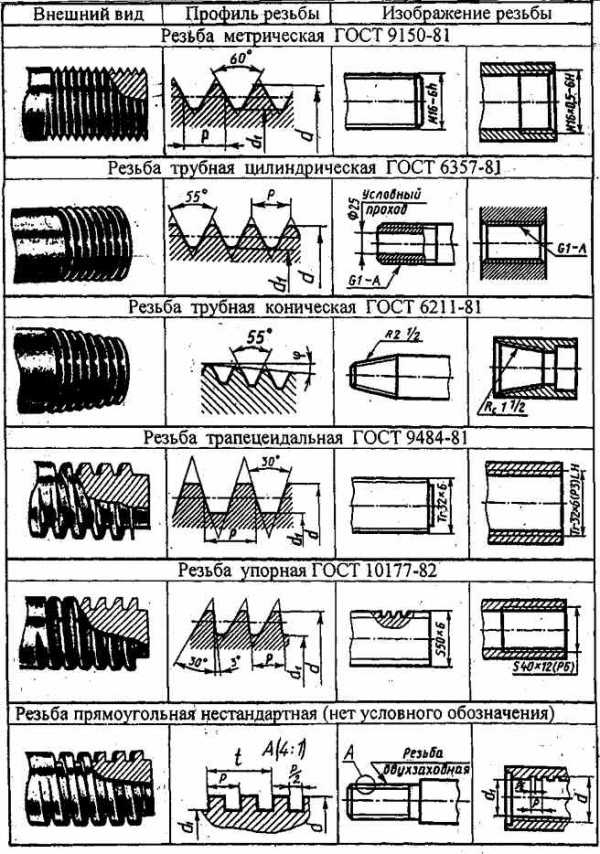
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
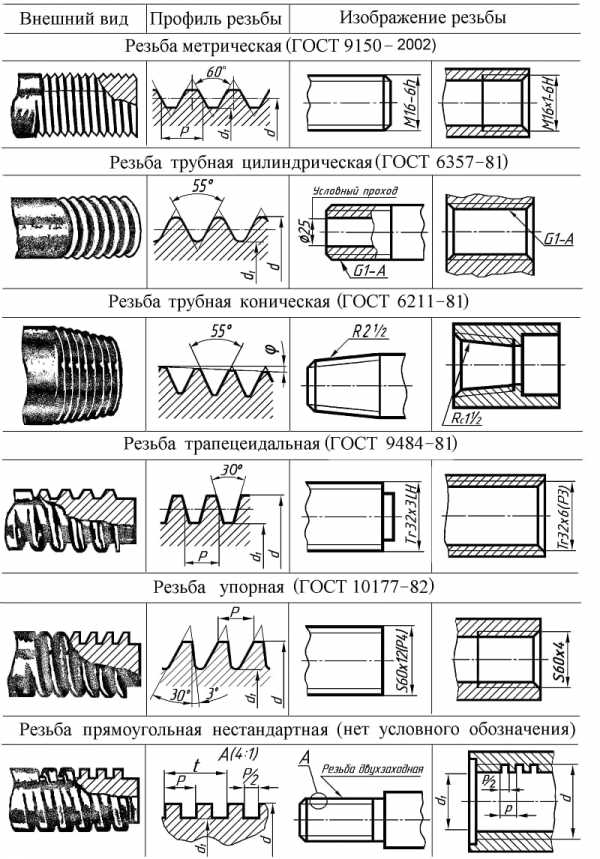
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
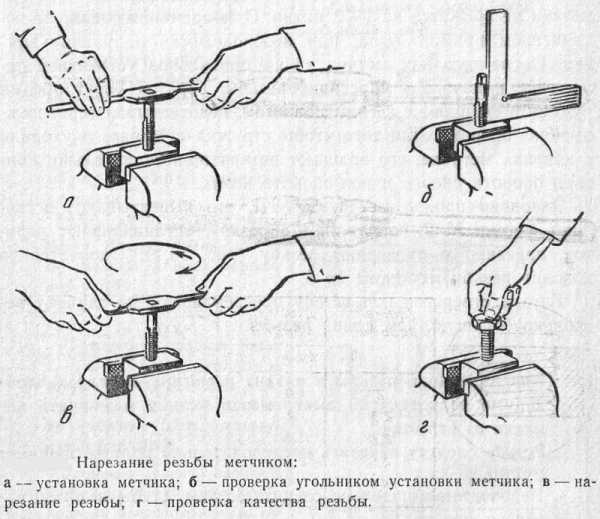
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
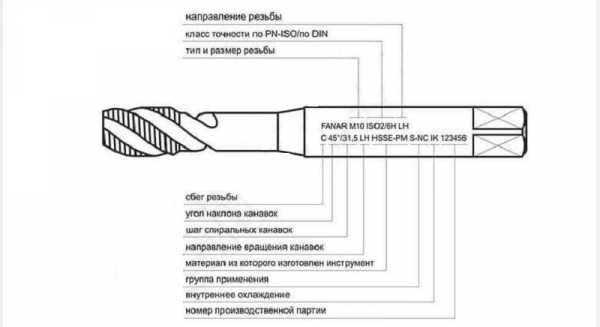
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
Скачать ГОСТ 3266-81
Отдельно стандартизованы:
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Скачать ГОСТ 1604-71
Скачать ГОСТ 6951-71
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
таблица наиболее часто используемых метчиков, разновидности и конструкция
Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.
Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:
- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
 Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
 Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.
Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
Оцените статью: Поделитесь с друзьями!stanok.guru
Виды метчиков для нарезания резьбы: размеры, особенности и характеристики - Мекка инструмента
Виды метчиков для нарезания резьбы: размеры, особенности и характеристики

Метчик – это резьбонарезной инструмент представляющий собой винт со специальными канавками. В зависимости от способа применения и формы резьбы существуют различные виды метчиков для нарезания резьбы - цилиндрические, конические, машинно-ручные, метрические, дюймовые, трубные, трапецеидальные и т. д. Рассмотрим основные типы метчиков для нарезания резьбы, их особенности и характеристики.
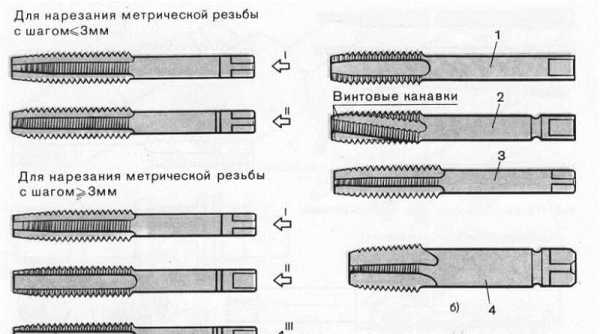
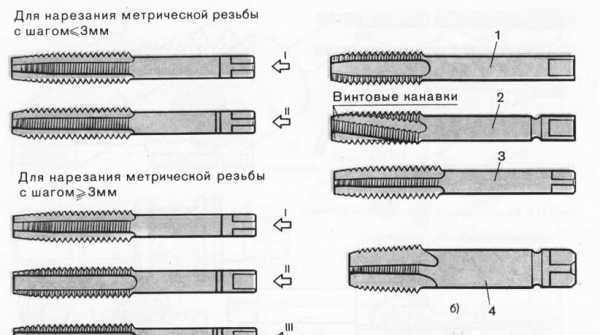
Метчики ручные – основной резьбонарезной инструмент при проведении слесарных работ. Отличается от машинного квадратной хвостовой частью для фиксации в ручном воротке. Предназначены для ручного нарезания любого типа резьбы в глухих и сквозных отверстиях, в соответствии с назначением. Выпускаются двух- и трехкомплектными. Наиболее часто используются 2-комплектные метчики. Трехкомплектные метчики, как правило, используются для нарезания резьб с крупным шагом при диаметре более 24 мм. Ниже приведены основные метрические шаги и размеры метчиков, таблица:
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
Номинальный диаметр, дюйм
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые - ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Данная категория метчиков используется для нарезки трапецеидальной резьбы используемой для передачи движения с большим усилием – суппорты станков, винтовые пары и т. д. Резьба трапецеидальная способна выдерживать значительные нагрузки, метчик для её нарезки может быть одинарным или комплектным, применяемыми для подготовки резьбы в глухих и сквозных отверстиях. Метчики создают однозаходную резьбу, изготавливаются из быстрорежущей стали Р6М5.
http://mekkain.ru
legkoe-delo.ru
что это, виды, применение, характеристики
В различных сферах промышленности, так и в домашнем обиходе, используются резьбовые соединения, которые одновременного являются удобными и надежными. Для их создания специалисты применяют специальный инструмент, известный уже длительное время, метчик. Что это такое, зачем он нужен и как им пользоваться, далее. Он занимает особое место среди приспособлений, формирующих внутреннюю резьбу в металлических изделиях. Метчик представляет собой стержень из твердого сплава, на кончик которого имеются зазубрины. Существуют различные виды приспособления, отличающиеся размером диаметра и шагом резьбы.
Они широко применяются в профессиональной, полупрофессиональной и бытовой сфере. Главное назначение – это создание разных видов резьбы начиная от метрической и заканчивая трапециевидной. Даже в мастерского новичка с помощью этого инструмента получается обрабатывать металл, как того требуется по ГОСТу.

Инструмент выбирается исходя из следующих критериев:
- материала изготовления. Приспособление производится из разных сплавов. Какому виду отдать предпочтение, зависит от обрабатываемого материала;
- способа эксплуатации. Метчик бывает ручным и машинным;
- диаметра. Существует целая таблица, знакомящая с размерами инструмента;
- характеристикой получаемых отверстий. Все определяется условиями обработки.
Приспособление предназначается для создания точных и качественных отверстий в различных изделиях.
Маркировка
Маркировка, которая обычно ставится на хвостовик, помогает специалисту различать разные типы метчика и быстро находить нужный. Например, метрический вид будет маркироваться буквой M, а его размер измеряется в миллиметрах. Производители предлагают широкий ассортимент этого приспособления, поэтому в продаже можно найти метчик, позволяющий добиться практически любой резьбы.
Трубные метчики распознаются по букве G, но измеряются уже в дюймах. Есть как распространенные размеры, так и редкие. Мастер подбирает их исходя из особенности работы. Конический тип метчика обозначается первой буквой наименования – К.
Классификация и виды
Разновидности приспособления разделяются по назначению и конструкции. Перед тем как применять его, следует больше узнать о них. Метчики также разделяются по способу нарезки на:
- ручные;
- машинные;
- машинно-ручные.
У каждого вида есть свои особенности и область применения. Например, ручной тип легко отличить от других по квадратной хвостовой части. Зато машинно-ручные используются в сочетании с патроном станка или воротком. Изделие машинного типа оснащено винтовыми и укороченными канавками.
Классификация по назначению
Благодаря широкому производству метчиков удается подобрать нужный инструмент для любой резьбы по металлу. Если рассматривать приспособления по их предназначению, то метчики по металлу бывают следующих видов:
- слесарные;
- гаечные:
- машинные или машинно-ручные.
Они отличаются как по внешнему виду, так и по способу использования. Например, слесарный вид можно купить только комплектом, состоящим из трех инструментов. Нарезка, выполняемая первой – черновая, вторая – промежуточная, а последняя нужна для финишной обработки.
Классификация по конструкции
Метчики разделяют на группы и по своей конструкции. В промышленности и бытовой сфере чаще всего применяются следующие типы:
- бесканавочные;
- канавки, расположенные по винтовой линии;
- с зубчиками, расположенными в шахматном порядке;
- ступенчатые;
- колокольные;
- комбинированные;
- полые внутри;
- инструменты-протяжки.
Каждый из перечисленных видов используется в определенной ситуации. Они подбираются исходя из типа обрабатываемого изделия, а также функции, которую они выполняют. Например, бесканавочные приспособления идеально подходят для резьбы в алюминиевом сплаве. Зато с внутренней полостью пригодятся только эксплуатации многофункционального оборудования, когда нужно проделать большое количество отверстий.
Типы нарезаемой резьбы
От того, какой инструмент используется, зависит, какой получится внутренняя поверхность соединений. Самые распространенные типы таковы:
- метрические;
- дюймовые;
- трубные.
Любой из перечисленных видов отличается формой, диаметром и шагом. Узнать, каким должно получиться отверстие, можно из специальной таблицы. Мастерам добиваются резьбы как правой, так и левой. Отличия видны не очень хорошо на фото, но в реальности опытный мастер сразу определит, какой это вид. Основное различие – направление винтовой линии.
Конструкция
Инструмент любого типа состоит из определенных частей, которые в совокупности делают его тем, кем он и является. Составляющими элементами метчика являются:
- хвостовик;
- режущая и калибрующая части;
- канавка для закрепления в патроне;
- место для передачи крутящегося момента;
- канавки для отвода стружки;
- перья.
Каждая часть отвечает за определенный момент резьбы. Некоторые из них одинаковы у разных видов инструмента, но есть и отличающиеся элементы. Например, длина режущейся части, которая меняется в зависимости от назначения приспособления.
Из чего изготавливается
Средство для создания отверстий в металлических изделиях различается и по материалу изготовления. Наиболее распространенными материалами являются:
- высокоуглеродистая сталь;
- быстрорежущая сталь;
- твердые сплавы.
Почему нельзя производить промышленное орудие из одного материала? Потому что приходиться иметь дело с разными поверхностями. При этом отверстия создаются разными способами. Поэтому деталь из одного материала применяется при ручной резьбе, а из другого– в остальных случаях.
Но основой любого инструмента служит высокопрочная сталь. Материал изготовления проходит через серьезную обработку ради повышения прочности.
Виды метчиков
В обиходе существует не одна разновидность столь нужного инструмента, поэтому начинающему и даже профессионалу нужно знать основные характеристики каждого из них. Тогда обработка в отверстии будет соответствовать всем требованиям.
1. Ручной отличается несколько другой формой заходной части. Но в целом он обладает всеми основными элементами конструкции и особенно подходит для резьбы в домашних условиях. Обычно он приобретается в наборе. И идеально подходит, когда нужно выполнить обработку диаметром от 8 до 18 мм.

2. Машинно-ручные разновидности совместимы с разным оборудованием, что значительно упрощает выполнение работы. Они более устойчивы к нагрузкам, так что используются при больших объемах обработки.

3. Гаечные уже своим наименованием подсказывают, где именно они должны применяться. Отверстие, выполненное ими, имеет прямолинейную форму, если деталь используется на сверлильных станках. Но могут быть и другие виды форм. Производятся в единичном комплекте и оснащены 12 винтами. Различаются по внешнему типу в зависимости от места применения.

4. Левые метчики также есть в продаже, и их можно приобрести, когда обработка отверстий происходит ручным или машинным способом. Они имеют свое обозначение и создают иную резьбу в отверстии, чем другие инструменты. Классифицируются по форме, поэтому левые детали можно считать одной большой группой, в которую входят множество подгрупп.

5. Дюймовые специально выпускаются для тех случаев, когда нарезка измеряется в дюймах. Производитель изготавливает деталь трех видов точности, которые расфасовываются по двух или трех компонентному набору. Имеют также разделение по стандарту. Поэтому при покупке следует обращать внимание на маркировку.

6. Трубные относятся к той же категории, что и дюймовые. Однако при этом с их помощью создаются нарезки диаметром от 1/8 до 2 дюймов. Отличаются типом захода, который бывает тупым или острым. А также их бывают ручными и машинными. Отлично подходят для соединения элементов системы водоснабжения.

7. Конические нужны, когда и резьба должна быть соответствующей. Обычно такие детали применяют при нарезке метрических и трубных отверстий. Конусные выделяются из всего ассортимента удлиненной заборной частью, у которой есть неполная резьба, переходящая в полную. Минус – при их использовании приходится прилагать больше усилий. Ведь у них нет калибрующей части.
8. Трапецеидальные – это специальные инструменты, диаметры которых регулируются ГОСТом, а область применения довольно обширна. Чаще всего это суппорты станков или подготовка резьбы в глухих сквозных станках. Они производятся из быстрорежущей стали, могут выдерживать те нагрузки, которые недоступны другим деталям.

Правила нарезания внутренней резьбы метчиком
Начинающему мастеру, который не обладает достаточным опытом работы с инструментом, следует выполнять работу в следующей последовательности:
- Первым делом просверлить само отверстие. Работа начинается с важного этапа, поэтому следует быть внимательным и не допускать ошибок. Если это произойдет, последствия будут таковыми – неплотная резьба или сломается сам инструмент потому, что на него будет оказываться неприемлемая нагрузка. Каким должен быть диаметр отверстия, можно посмотреть в специально таблице. Метчикодержатель располагается строго перпендикулярно к поверхности и никак иначе.
- Если работы выполняются вручную, то мастер поступает следующим образом: делает два оборота вперед, а следом один назад.
- Сначала используют черновое орудие и только потом чистовое.
- Если отверстие нужно очень глубокое, то необходимо иногда полностью доставать приспособление и очищать проход.
- В таких случаях также используют смазку, например, керосин или льняное масло.
- Орудие для создания глубоких отверстий выбирается длиннее, чем глубина нарезки.
Только следование правилам и требованиям позволит получить нужный результат, вне зависимости от того, по металлу какого типа проводится резьба.
Действующие стандарты
Есть различные стандарты, которые определяют, из чего должны изготавливать приспособления. ГОСТы распространяются на все типы инструментов и касаются каждой его части. Вникать в детали по большей части приходится профессионалам, так как для бытовой сферы достаточно использовать два комплекта орудия.
О конструкции можно прочесть, если скачать ГОСТ 3266-81, а про техническую часть –3449-84. Они содержат подробную информацию о том, какие типы орудия и где необходимо использовать, какой должна получиться обработка – бесстружечная, инструментальная.
ГОСТ 3266-81 “Метчики машинные и ручные. Конструкция и размеры”
ГОСТ 3449-84 “Метчики. Технические условия”
oxmetall.ru
Метчик что это такое? Конструкция, виды инструмента, использование
Всем хорошего настроения! А вы никогда не задумывались над вопросом — метчик что это такое за чудо техники? Вот про это мы поговорим. Сегодня я постараюсь рассмотреть основные виды и элементы конструкции метчиков. Дочитав до конца этот пост вы сможете с уверенностью сказать, что тема изучена.

Метчик — что это за елочка такая?
Метчик — это режущий инструмент который позволяет без особого труда получить достаточно точную резьбу в отверстии. Я не зря назвал его елочкой. Ведь он имеет зубчики и если смотреть под определенным углом то похож.
А вы не задумывались как правильно поставить ударение метчИк или мЕтчик? Есть ответ — если вы говорите про орудие для образования резьбовой поверхности то это вариант с ударением на букву «и». А если вы говорите про человека или приспособление для нанесения разметки то говорите с ударением на букву «е».
Ну с этим разобрались а теперь встречайте его величество.
Основные части конструкции метчика.
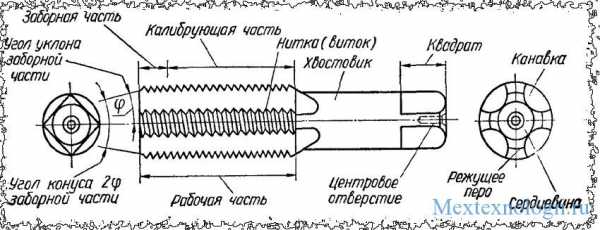
Основной части у метчика нет, как и у других его собратьев, это так к слову пришлось. А сам он выполнен из следующих элементов:
- Заборная . Первая соприкасается с металлом и начинает процесс образования витков резьбы.
- Калибрующая. Когда заборный сектор заборные зубцы сделали свое дело,необходимо довести профиль резьбы до ума, тут и включаются в работу калибрующие зубцы.
- Нитка или виток. Помогает получить качественную резьбу в отверстии. От ее качества зависит качество нашей резьбы в отверстии.
- Хвостовик. Самая бесполезная составляющая. Просто проливает вылет режущей части .
- Квадрат. Не позволяет метчику провернуться в патроне станка, усилия там ОГО ГО, уж поверьте на слово.
Метчики идеально подходят, для нарезания резьбы в отверстиях различных диаметров. Инструмент который я показал на фото выше — это классическое его исполнение.
Не забывайте, что мы живем в 21 веке и машиностроение постоянно совершенствуется и вы встретите много интересных экземпляров. Я расскажу лишь про самые известные и популярные экземпляры этого орудия для нарезки резьбы.
Виды и назначение метчиков в зависимости от конструкции.
1. С винтовыми стружечными канавками.
Такой метчик хорошо себя зарекомендовал при работе с использованием СОЖ (смазочно охлаждающей жидкостью). Видите какие у него изогнутые канавки? Когда инструмент погружается в тело детали, охлаждающие жидкости перестают попадать в зону резания, что негативно влияет как на стойкость метчика, так и на качество резьбы. А когда канавки имею характерный изгиб, то выход стружки и попадание СОЖ в зону резания увеличивается многократно.
Современные метчики все изготавливаются в таком исполнении. Ведь данная конструкция является оптимальной для процесса резьбонарезания в металле.
Небольшое видео про метчик фирмы Walter с винтовыми канавками:
2. Метчик с шахматным расположением зубьев.
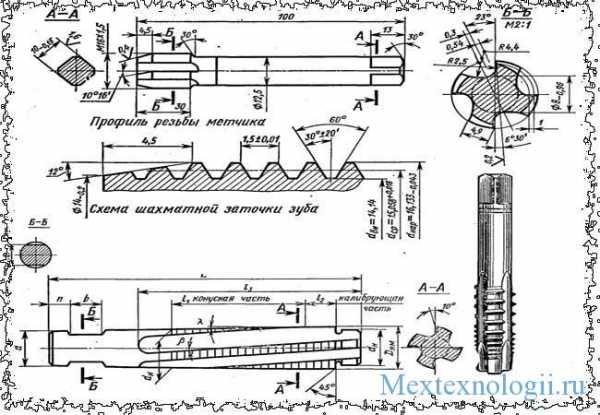
Да, Крамник Владимир Борисович очень бы удивился. Ведь он один из лучших шахматистов в мире, а про такой вид шахмат наверное не слыхал . Ладно шучу. В таком инструменте не все зубья расположены как клетки на доске (через одну). Заборная часть этого метчика имеет классический вид, а вот калибрующие зубья располагаются через один.
К примеру вы видите, что у метчика расположенного на рисунке имеется 4 стороны (пера) и на каждом имеются зубцы. Вот калибрующие зубья на каждом из низ сдвинуты относительно друг друга. Объяснить на пальцах сложно так, что посмотрим на этот рисунок.

Тут видно как смещены зубчики на которые указывает красная стрелка относительно, зубьев обозначенных синей стрелкой. Думаю про шахматное расположение калибрующих зубьев все понятно. Если нет, пишите в комментариях обсудим.
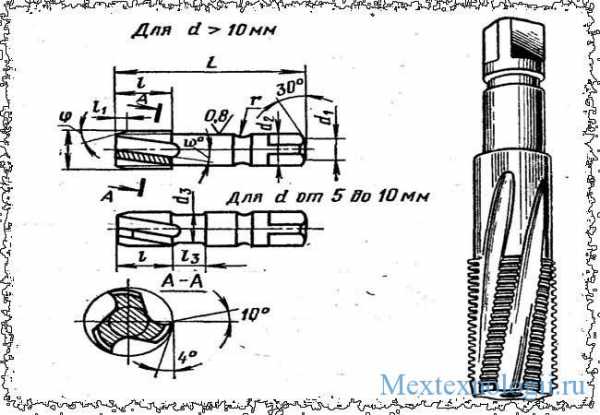
3. Метчик машинно-ручной для резьбы от 3 до 10 мм.
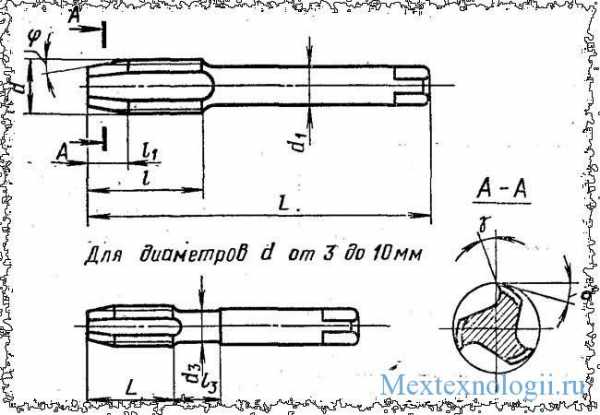
Такой метчик отличается от обычного более «крутым» заборным сектором витков. Это позволяет резать резьбу как обычному слесарю вручную так и на станках сверлильной или токарной группы. В отличии от обычного своего собрата машинно-ручной метчик выдерживает приличные нагрузки и силы резания.
4. Метчик-протяжка.
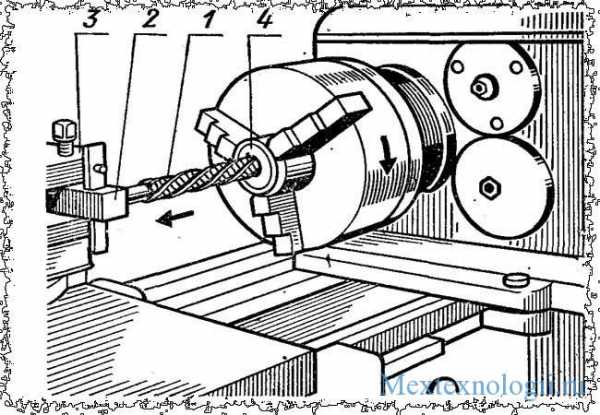 С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка. Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка. Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
Немного отвлеклись. На рисунке выше изображена схема нарезания резьбы метчиком протяжкой
- Метчик-протяжка.
- Захват для хвостовика.
- Резцедержатель.
- Обрабатываемая деталь.
Процесс простой — метчик тяните на рабочей подаче, шпиндель вращается как показано на рисунке, в отверстии получается резьба. Качество получаемых поверхностей при таком методе резания не совсем хорошая. Применяется данный метчик весьма редко (во всяком случае на нашем предприятии). Посмотрите как он выглядит в живую на этом видео
4. Метчики для резьбы Ø до 2,5 мм.
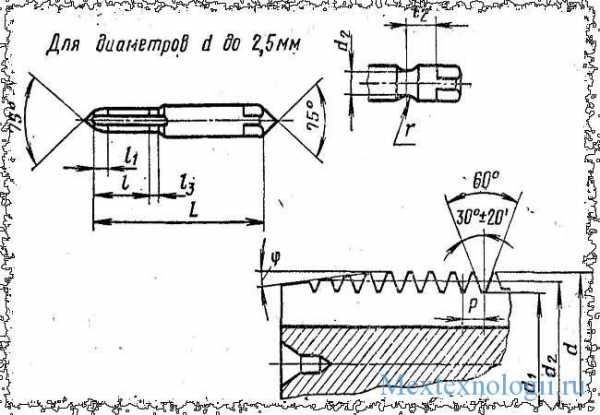
Из-за таких размеров он похож на спички из коробка. Имеют угол заточки заборной части 75 градусов. Достаточно широко применяются в машиностроении и не только. Это обусловлено тем, что диаметр отверстия до 2,5 мм не позволит нарезать резьбу ничем другим. Лучше выбирать импортного производства например Guhring.
5. Комбинированное сверло-метчик.
Тут картинки вы не увидите, потому, что она в самом верху данной статьи. Сверло метчик это свежее дыхание прогресса и новый взгляд на механическую обработку резьб. Когда сверло благополучно проходит слой металлического листа, обороты шпинделя уменьшаются и в дело вступает резьбовая часть этого гибрида.Как видите метчик это не только нарезка резьбы но и сверление. Да что я все рассказываю лучше один раз посмотреть, чем сто раз услышать. Смотрим видео
Вот мы и рассмотрели основные виды метчиков. Думаю в ваших головах уже просветляется ответ на вопрос — Что это такая за «елочка»? Ну а мы следуем дальше.
Припуск и схема резания при работе метчиком.
Любой инструмент имеет схему резания. Которая предельно понятна из этого фото.
Схема распределения припуска.
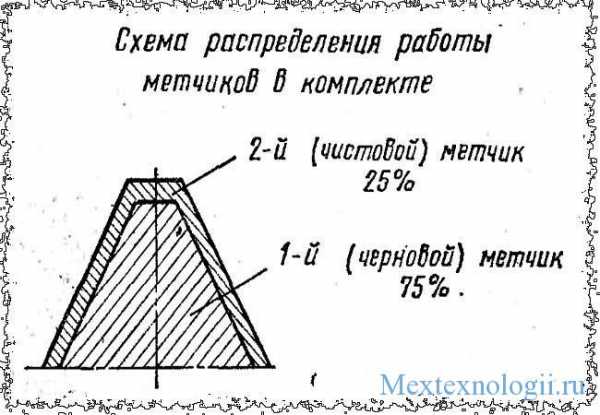
Как указано на рисунке черновой инструмент снимает 75 процентов припуска, а для чистового остается всего 25 процентов. Это необходимо для получения более качественной резьбы в детали.
Схема резания.
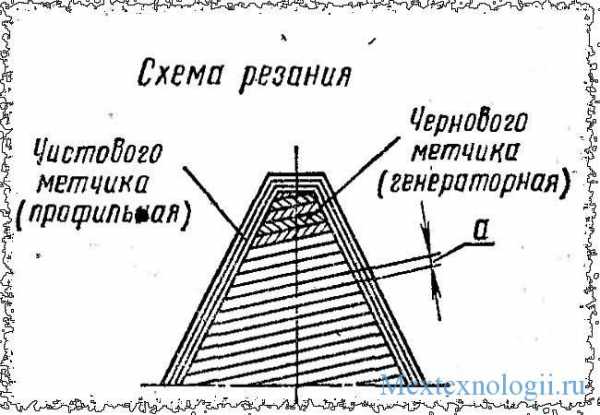
На черновой приходится львиная доля снимаемого припуска, однако профиль он не формирует. Для формирования профиля резьбы применяется специальный чистовой инструмент в зависимости от выбранного вида резьбы.
Размеры метчиков. ГОСТ
Все размеры вы найдете в ГОСТах которые сможете скачать в конце статьи. На многих сайтах я например вижу встроенные таблицы. И всегда задаюсь вопросом — ЗАЧЕМ? Если собрались проектировать метчик, то ГОСТ вам в помощь. ГОСТы для того и разрабатывались, что бы такие как мы с вами могли заглянуть туда и получить необходимую информацию.
Специально для вас, моих любимых читателей блога инженера, я создал сборку из самых актуальных и сканированных в отличном качестве ГОСТов. В сборке 16 документов для разных наименований метчиков. Для ВАС скачивание бесплатно. Для появления ссылки не надо регистрироваться или посылать свой телефон, я знаю, что вы не робот. Просто поделитесь данной статьей в социальных сетях. Качайте, пользуйтесь!
Подборка ГОСТов посвященных теме метчик.
А на этом мы заканчиваем. Сегодня вы узнали, что метчик это инструмент для получения достаточно точной и качественной резьбы в металлических конструкциях и деталях. Думаю пост был вам полезен. буду рад увидеть ВАШИ КОММЕНТАРИИ.
Всем пока ! И до скорой встречи.
С вами был Андрей!
mextexnologii.ru