При какой температуре плавится и кристаллизуется олово. Температура плавления оловянного припоя
Температура плавления припоя. Свойства припоев и подшипниковых материалов
Температура плавления и другие свойства припоев на основе олова и свинца
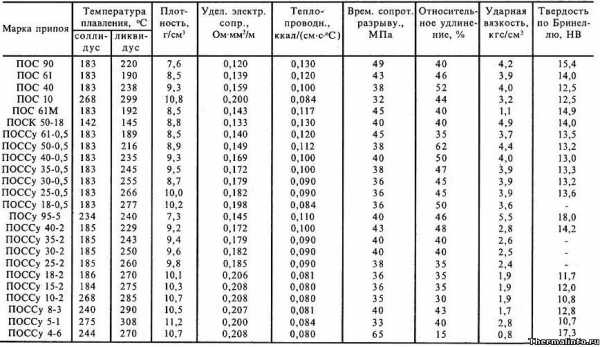
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
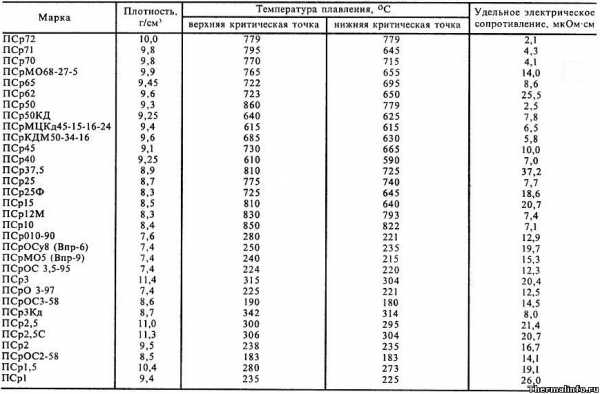
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м3. Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см3.
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
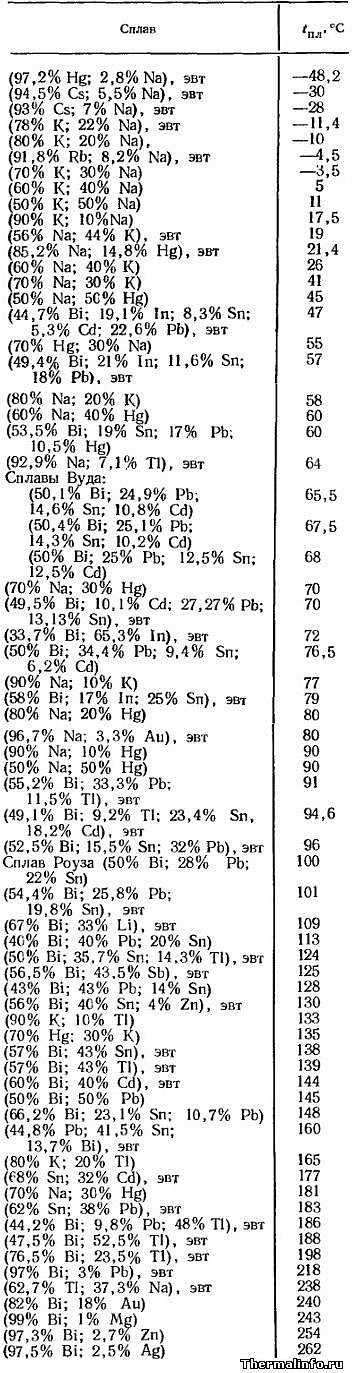 Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
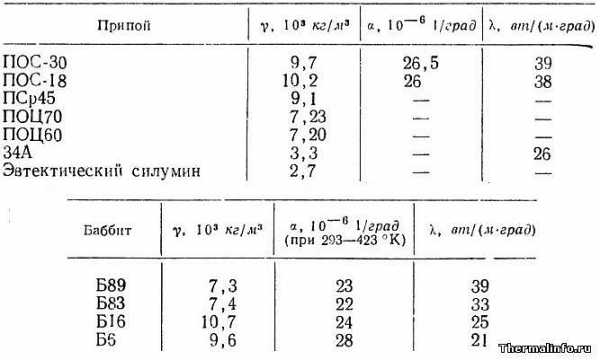
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
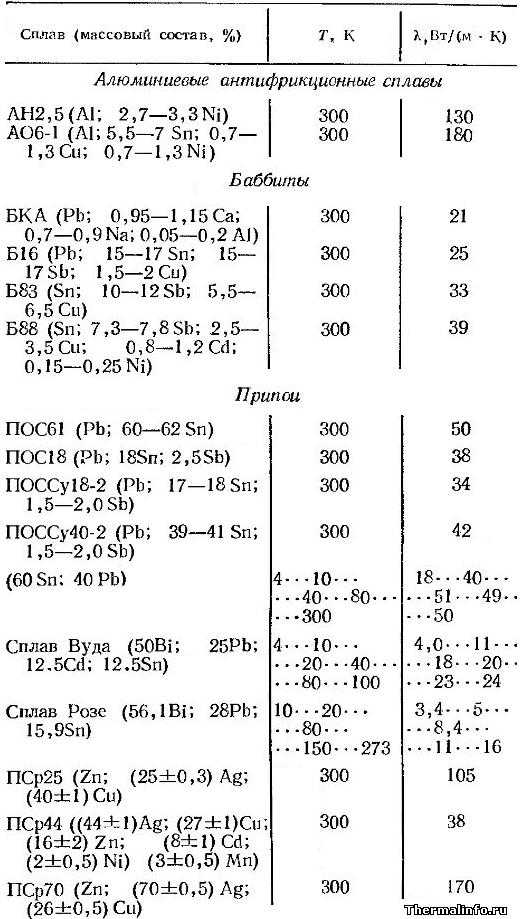
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
 Источники:
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
thermalinfo.ru
Таблица температур плавления припоев: теплопроводность припоев
Основным расходным материалом во время пайки является припой. Это тот сплав металла, который наплавляется на поверхность основного материала. Но делает это так, чтобы не расплавлять то место, на котором происходит пайка. Это достигается благодаря тому, что температура плавления припоя оказывается более низкой. Данный параметр является одним из основополагающие при определении характеристик, во время выбора марки для наплавки и прочих нюансах использования. Ведь по такому параметру происходит основная классификация, которая выделяет мягкие и твердые припои.
Припой для пайки
К мягким относятся все те, которые плавятся при значении ниже 300 градусов Цельсия. Как правило, это все те вещи, что используются в домашних условиях, так как с ними можно справиться обыкновенными инструментами. Качество их соединения далеко не всегда хорошо, как у представителей другой группы, но простота применения и улучшенное схватывание зачастую это компенсируют. К твердым относятся те, у которых плавление проходит на отметке выше 300 градусов Цельсия. С такими уже сложнее работать, так как тут нужен не только специальный флюс, но и особые инструменты. Некоторые из таких материалов плавятся при температуре выше 700 градусов, так что обыкновенным паяльником здесь не обойтись и нужна уже более мощная горелка.

Мягкий припой с температурой плавления ниже 300 градусов Цельсия
Стоит отметить, что имеется несколько значений в данном параметре. Есть начальная температура плавления, при которой материал только начинает переходить в жидкое состояние, а есть уже окончательная, при которой сплав полностью становится жидким. Для пайки берется первый вариант, так как он помогает сохранить вязкость материала, что делает работу более легкой и удобной.
Свойства
Стоит отметить, что от того при какой температуре плавится припой зависят многие его свойства. Это обусловлено составом, ведь если в него входят тугоплавкие металлы, которые в своем чистом виде имеют высокую прочность, то и при добавлении в сплав они сохраняют эти качества, пусть и не в полной мере. Таким образом, прямая зависимость прочности соединения от точки расплавления практически всегда оказывается верной. Простым примером является сплав Вуда, который является одним из самых легкоплавких вариантов. На практике он оказывается очень хрупким и может треснуть или слететь от небольших температурных воздействий.

Здесь же наблюдается зависимость с тем, какую температуру будет выдерживать полученное соединение. Температура плавления припоя должна быть меньше, чем у основного металла, иначе это был бы уже процесс сварки. Пайка высокотемпературными припоями сама происходит при высокой температуре, соответственно и соединение будет лучше сопротивляться такому воздействию. Теплопроводность припоя также является важным фактором, ведь если она на низком уровне, то это помогает лучше переносить воздействие высоких температур и защищает деталь от перегревания.
Температура плавления припоев
Различия в температуре могут быть очень сильными, что видно на примере таблицы. Причем это касается даже соседних марок в одной серии, так как многое определяется добавками в составе и прочими нюансами. Здесь приведены основные данные к самым распространенным маркам:
Наименование припоя | Температура плавления, градусы Цельсия |
Сплав Вуда | 70 |
Сплав Розе | 90 |
ПСРЗИ | 141 |
ПОЗИ 30 | 170 |
ПСР | 235 |
ПСР 1,5 | 280 |
ПСР 2 | 248 |
ПОС 50 | 245 |
ПОС 61 | 192 |
ПОС 10 | 299 |
ПОС 40 | 238 |
ПОС 61 | 190 |
О2 | 232 |
ПОССУ 95-5 | 240 |
Рекомендации по температуре
Температура плавления мягких припоев хоть и не превышает 300 градусов, тогда как в твердых марках разброс намного больше, то все равно, даже в этом случае получается разница более чем в три раза. Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, почему припой не липнет к паяльнику. Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Возможность безвредного повышения температуры инструмента обуславливается тем, что у припоя есть первоначальная точка плавления, когда он из твердого перетекает в жидкое. В это время жидкость получается относительно вязкой и достаточно пластичной для применения. Далее следует вторая точка плавления, когда материал уже становится максимально жидким. Здесь уже сложнее работать, так что выбор режима должен быть как раз между этими двумя показателями.
svarkaipayka.ru
Как отличаются припои по температуре плавления
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация

В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
Таблица 1. Температура плавления припоев:
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
 Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
| Марка припоя | Химический состав, % | |||||
| Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
| ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
| ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
| ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
| ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
| ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
| А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
| ЦО-12 | 12 | — | — | 83 | — | — |
| ЦА-15 | — | — | — | 85 | — | 15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Выбор припойного материала
 Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Правильный подбор присадочного материала для пайки позволяет приблизить прочность соединения к прочности основного металла.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Разогрев
 В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В качестве примера можно привести сборку и ремонт электронных схем, содержащих компоненты, критичные к перегреву. В этой ситуации обычно используются свинцово-оловянные материалы, имеющие невысокую температуру плавления и электрические паяльники небольшой мощности.
Механическая прочность соединений играет здесь второстепенную роль, главным является обеспечение надёжного электрического контакта.
Когда речь идёт о пайке высокотемпературными материалами, паяльник оказывается бессильным. В этих случаях нагрев осуществляется посредством газовых горелок и специальных установок, использующих токи высокой частоты.
Это относится к промышленной пайке в условиях производственных цехов и использованию твёрдых припоев.
В отдельных случаях, когда спаиваемые детали очень массивны, и при использовании обычных средств нагрева достичь плавления не удаётся, применяются специальные печи, куда заготовки помещают целиком. Только таким способом обеспечивают надежную пайку.
svaring.com
состав и технические характеристики самых популярных марок
Точную дату появления оловянно-свинцового припоя вряд ли кто-то назовет. Однако соединение, обозначаемое «ПОС», известно еще со средних веков. Оно обладает оптимальными качествами для того, чтобы соединять многие металлы.
Его легко расплавить, а свинец и олово, входящие в состав, добывались несколько тысяч лет назад. В настоящее время припой ПОС – самый распространенный вид расходного материала, применяемый в каждодневной практике.
Основные данные
Популярность припоев из олова и свинца объясняется несколькими обстоятельствами.
Главная особенность сплавов – способность при определенном соотношении компонентов образовывать состав с эвтектическими свойствами. Это межметаллическая система, температура плавления которой меньше, чем ожидаемые значения.
Можно себе представить радость первооткрывателей, которые обнаружили, что оловянно-свинцовый сплав для превращения в жидкое состояние можно нагревать до меньшей температуры.
Интересно, что эвтектическая смесь может служить растворителем, в котором распределяется при добавлении определенное дополнительное количество какого-либо металла.
Так были разработаны разнообразные марки припоев ПОС. В их технических характеристиках указаны пропорции, значения физических констант.
Визуально заметно, что при преобладании в оловянно-свинцовом сплаве олова припой имеет сильно выраженный металлический блеск. Если в сплаве больше свинца, поверхность имеет сероватый цвет с синим оттенком.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. Характеристики припоев ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.

В целом существует однозначная закономерность. Чем меньше массовая доля олова в оловянно-свинцовом припое, тем больше его температура плавления и меньше прочностные показатели.
Больше половины олова
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.
Меньше половины олова
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах.
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.
Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.
Припои с маркировкой ПОС – бессурьмянистые расходные материалы.
Группа специальных сплавов
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
Таблица 1. Малосурьмянистые припои:
| Марка | Содержание, % | Область применения | ||
| Sn | Sb | Pb | ||
| ПОССу 61-0,5 | 59-61 | 0,05-0,5 | Остальное | Пайка деталей, чувствительных к перегревам |
| ПОССу 50-0,5 | 49-51 | 0,05-0,5 | Остальное | Авиационные радиаторы |
| ПОССу 40-0,5 | 39-41 | 0,05-0,5 | Остальное | Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
| ПОССу 35-0,5 | 34-36 | 0,05-0,5 | Остальное | Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
| ПОССу 30-0,5 | 29-31 | 0,05-0,5 | Остальное | Радиаторы |
| ПОССу 25-0,5 | 24-26 | 0,05-0,5 | Остальное | Радиаторы |
| ПОССу 18-0,5 | 17-18 | 0,05-0,5 | Остальное | Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Таблица 2. Сурьмянистые припои
| Марка | Содержание, % | Область применения | ||
| Sn | Sb | Pb | ||
| ПОССу 95-5 | Остальное | 4.0-5.0 | Не более | Трубопроводы, работающие при повышенных температурах, изделия электропромышленности |
| ПОССу 40-2 | 39-41 | 1.5-2.0 | Остальное | Холодильные устройства, тонколистовая упаковка |
| ПОССу 30-2 | 29-31 | 1.5-2.0 | Остальное | Холодильники, электроламповое производство, абразивная упаковка |
| ПОССу 25-2 | 24-26 | 1.5-2.0 | Остальное | Изделия автомобилестроения |
| ПОССу 18-2 | 17-18 | 1.5-2.0 | Остальное | |
| ПОССу 15-2 | 14-15 | 1.5-2.0 | Остальное | |
| ПОССу 10-2 | 9-10 | 1.5-2.0 | Остальное | |
| ПОССу 8-3 | 7-8 | 2-3 | Остальное | Электроламповое производство |
| ПОССу 5-1 | 4-5 | 0.5-1.0 | Остальное | Трубчатые радиаторы, детали, работающие при повышенных температурах |
| ПОССу 4-6 | 3-4 | 5-6 | Остальное | Шпатлевка кузовов автомобилей, пайка белой жести |
| ПОССу 4-4 | 3-4 | 3-4 | Остальное | Изделия автомобилестроения |
Низкотемпературная группа
 Заметно понижает температуру плавления оловянно-свинцовых припоев добавка кадмия. Например, сплав ПОСК-50-18, содержащий от 49 % до 51 % олова, от 17 % до 19 % кадмия имеет температуру плавления 145 ℃.
Заметно понижает температуру плавления оловянно-свинцовых припоев добавка кадмия. Например, сплав ПОСК-50-18, содержащий от 49 % до 51 % олова, от 17 % до 19 % кадмия имеет температуру плавления 145 ℃.
Это удобное в работе качество, вдвойне приятное тем, что образующиеся швы имеют большую механическую прочность. Оловянно-свинцовые припои с кадмием применяют при работе с металлизированной и керамической продукцией.
Вопрос о применении расходного материала решается с учетом конкретной производственной ситуации.
Именные сплавы
К оловянно-свинцовым композициям условно можно отнести сплавы, носящие имена ученых-разработчиков. Низкую температуру плавления, всего 94 ℃ имеет эвтектический сплав Розе.
В его составе содержится 50 % висмута. Остальную часть массы приблизительно в равных долях занимают олово и свинец. Материал используется для работы с медью, изготовления элементов автоматики с фиксированной эксплуатационной температурой.
Еще меньшую температуру плавления имеет оловянно-свинцовый припой Вуда. Она равна 68,5 ℃. Материал содержит 50 % висмута, 25 % свинца, а остальную массовую часть поровну составляют олово и кадмий. Применяют при изготовлении датчиков противопожарной сигнализации, прецизионной техники.

Сплав Д, Арсе содержит около 10 % олова, остальные 90 % составляют висмут и свинец в равных долях. Материал имеет температуру плавления 79 ℃. Применяется для спаивания легкоплавких металлов.
svaring.com
Температура плавления олова: интервалы, параметры, свойства
К одному из самых первых металлов, открытых в древности, относится олово. Оно имеет серебристо-белый цвет с небольшой массой. Посуда из него прекрасно сохраняет запах, а также вкус напитков. Данный металл использовался намного раньше открытого впоследствии железа, а его сплав с медью (бронза) является первым сплавным веществом, созданным человеком. Это получилось из-за того, что температура плавления олова весьма низкая, что позволяло обрабатывать металл еще при зарождении металлургии.

Свойства и особенности олова
Оловянные сплавы имеют малый коэффициент трения, из-за чего их используют в разнообразных антифрикционных материалов. Помимо этого, данным свойством они могут наделять и прочие вещества. Это значительно продлевает период эксплуатации механизмов, машин, значительно снижая потери на трение. К интересной особенности данного материала относится его увеличение объема на 25,6 % при температуре + 13,2 °С. Этот металл называется серым.
При снижении температуры до – 33,0 °С вещество кристаллизуется и переходит в порошкообразное состояние. При взаимодействии серого и белого олова происходит передача свойств белому металлу. Разнообразные оловянные сплавы широко используются электротехнической промышленностью. На вопрос при какой температуре плавится олово существует однозначный ответ: + 231,9 °С или же 505,1 по кельвину. Это весьма удобно для радиолюбителей, ведь паять детали с такой температурой можно без особых проблем даже в домашних условиях. Температура плавления, при которой олово переходит в жидкое состояние невысока, что облегчает его использование.
Высокий интерес представляет данное вещество из-за своей хорошей коррозийной стойкости. Именно оловянное покрытие является древнейшим способом защиты разнообразных предметов из металлов, в том числе и консервных банок. Помимо этого, данный элемент имеет свойство объединять многие металлы с приданием им устойчивости к внешним воздействиям. Это используется при лужении различной посуды и прочих бытовой утвари, а также электротехниками. Оловянно-свинцовые сплавы относятся к мягким компонентам, что удобно при пайке радиотехнических деталей. Эти припои могут иметь различное количество компонентов и соответствующее обозначение. К примеру, пос-61 означает, что оловянная составляющая имеет 61 %, а свинцовая – 39 %.
Человеческое тело содержит оловянные вещества в костях, где они помогают обновлению костной ткани. Для нормальной жизнедеятельности организму необходимо получать ежедневно порядка 2-10 мг металла в сутки. Этот макроэлемент содержится в принимаемой пище, однако усваивается всего лишь до 5 % от общего поступающего количества.
Температура плавления
Особую известность имеют соединения, использующиеся в качестве припоя радиолюбителями. Температура плавления в сплаве ПОС-40 составляет + 235,0 °С. Содержащийся в припоях свинец является довольно мягким материалом, имеющий серый цвет со светлым оттенком. Он плавится при значении + 327,0 °С, что делает его идеальной составляющей для олова. Припой ПОС-61 может плавиться при температуре + 191,0 °С, чем весьма удобен для пайки небольших радиодеталей.
Специалисты знают, при какой температуре олово плавится. Данная величина составляет + 231,9 °С, а при + 231,0°С оно остается твердым. Температурный показатель кипения этого вещества намного выше – 2 600 градусов Цельсия. В зависимости от компонентов, входящих в состав оловянного сплава изменяется температурный показатель плавления. Этот материал превосходно гнется даже в холодном состоянии, а нагреваясь, он начинает приобретать свойства пластилина. Температура плавления свинца и оловянной составляющей разнится, однако их сплавы обладают широким применением. При плавке применяются специальные флюсы, шлаки, а также присадки для получения необходимой степени качества и сорта металла. Из-за его возможности расплавляться при низкой температуре он является стратегически важным сырьем. Сплавы с участием оловянного компонента очень легко обрабатываются и применяются при соединении конструктивных деталей и узлов с герметичным швом. К наиболее известным бытовым соединениям относятся припои, температура плавления в которых олова и свинца зависит от их количества.

Применение и вторичная переработка
Главным достоинством, определяющим область применения оловянного вещества, является его высокая стойкость к коррозии. Это свойство оно передает и прочим металлам, участвующим в сплаве. Данная способность противодействия химически агрессивным веществам делает материал весьма ценным при защите стальных изделий. Тончайший слой покрывает практически половину всей производимой стальной жести.
Данный металл используется при производстве тонкостенных труб, которые применяются исключительно при положительных температурных показателях. К ограничению сферы применения относится низкая температура кристаллизации олова. Бытовые изделия содержат олово в сантехническом оборудовании, разнообразной фурнитуре и прочих аксессуарах. Материал обладает высокой гигиеничностью, низким температурным показателем плавления олова, а также весьма низкой теплопроводностью по сравнению со сталью. По этим характеристикам его активно используют для изготовления умывальников и ванн.
Это вещество присутствует в домашней посуде, ювелирных украшениях, а также небольших элементах декора и быта. Это обусловлено хорошим плавлением материала при невысокой температуре, ковкости и мягкому цвету. Бронзовые сплавы имеют отличную прочность, а также высокую стойкость к коррозии. Это делает бронзу превосходным строительно-декоративным материалом.
Помимо припоев, которые удобно расплавлять в домашних условиях и промышленном производстве, сплавы применяются даже для производства музыкальных инструментов. Из различных сплавов отливаются церковные колокола и органные трубы. От количества составляющих элементов зависит тон изделий. Невысокая температура затвердевания материала и простота обработки позволяют изготавливать уникальные изделия музыкального направления.
Для вторичной переработки используют старые консервные жестяные баночки. Они имеют защитное оловянное покрытие с некоторыми примесями. Их количество для продуктовой тары имеет строгое ограничение. Величина оловянного состава при лужении жестяной баночки не должна превышать 0,14 %, а по свинцу данный показатель составляет 0,04 %. Для безопасности здоровья дополнительно применяются специальные лаки, которые предохраняют металлическую основу от разрушения под воздействием соли, сахара, а также органических кислот. Средняя банка содержит порядка 0,5 г оловянного компонента. Для мировых масштабов это весьма внушительная цифра. Доля этого вторично использованного сырья в развитых государствах доходит до 30 %.
Олово используется практически во всех направлениях современного производства. Спустя тысячелетия после своего открытия, металл остается востребованным веществом, обладающим широким спектром уникальных свойств.
oxmetall.ru
Температура плавления припоя: особенности и виды припоев
 В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.
В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.
Этот промежуточный расплавленный металл получил название сплава, а сам процесс называют припоем. В зависимости от того, какова температура плавления различают и разные виды пайки: легкоплавкие и тугоплавкие. Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
Обычно в марках припой обозначают ПОС, и это сокращение расшифровывается так: припой оловянно – свинцовый. Если рядом есть еще и какое-то число, то эта цифра обычно указывает на то, каков процент содержания олова в составе.
Классификация припоев
От температуры плавления зависит класс припоя:
- Мягкий припой достигается за счет плавления до четырехсот градусов Цельсия.
- Твердый припой достигается за счет плавления выше пятисот градусов Цельсия.
- Полутвердый припой достигается за счет плавления в диапазоне от расплавленного олова до четырехсот градусов Цельсия.
Припои классов мягкий и полутвердый прочны при растяжении от пятидесяти до семидесяти Мегапаскалей, они предназначены для спаивания токопроводящих частей машин. Они производятся при помощи паяльника или опускания частей для спаивания в жидкий припой.
Твердый припой прочен до пятисот Мегапаскалей, используется как припой категории прочности номер один для спаивания токопроводящих частей с большим нагревом и деталей с главной механической нагрузкой. Производится такой припой электродами из меди или графита. Небольшие детали спаивают автогеном.
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
-
 ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины. - ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
-
 ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий. - ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.
Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.
Преимущества твердых припоев
Преимущественные области применения твердых припоев:
- ПСр72 и ПСр50 – для спаивания металлокерамических контактов и разных токопроводящих деталей, которые должны выдерживать удары и выгибание.
- ПСр45 – для того чтобы спаивать медные элементы и ее сплавы, а также части из нержавеющей стали, обмоток роторов и обмоток нагруженных электрических аппаратов. Этот припой дает большую плотность, а вместе с тем и большую прочность полученных соединений.
- ПСр25 – для спаивания медных элементов или частей из ее сплавов, деталей из нержавеющей стали. Является заменителем ПСр45 при создании простых спаек.
- ПСр71 – для спаивания тех же самых деталей, что и ПСр72, но применяется, когда нужна высокая жидкотекучесть.
- ПСр25ф; ПСр15 и ПМФ7 – для спаивания медных или из ее сплавов деталей, частей аппаратов, проводящих ток, которые не должны выдерживать выгибание и удары.
- Л63 и ЛОК59-0,1–0,3 – для спаивания медных частей или деталей из чугуна. Такое спаивание очень прочное и подходит в сложных условиях выгибаний и ударов.
- ПЖЛ500 – спаивание частей, с температурой эксплуатации до шестисот градусов Цельсия.
Четыре секрета пайки
 Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.
Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.
Итак, первый секрет заключается в том, чтобы правильно применять для пайки припой и флюс. Второй важный секрет пайки — это соблюдение чистоты жала и самого паяльника и, конечно же, его нагрева. Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Третий секрет также важен при пайке: чистота спаиваемых предметов. Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.
И, конечно же, работая с таким оборудованием, всегда стоит соблюдать меры предосторожности. Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
 Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Ведь какова бы ни была температура плавления припоя, испарения все равно будет вредными и будут наносить необратимый вред организму человека. Если же вы решили паять летом, то делайте это или на открытом пространстве, или, если есть возможность, у открытого окна. Главное правило при такой пайке: хорошо проветривайте помещение. А когда работа будет закончена, то необходимо будет еще и тщательно вымыть руки, используя мыло.
Оцените статью: Поделитесь с друзьями!stanok.guru
Плавка свинца и олова, температуры плавления металлов
 Свинец — легкоплавкий металл, поэтому расплавить его довольно просто, даже не имея специального оборудования. Главное, что нужно знать — какова температура плавления свинца. От этого зависит выбор емкости, в которой будет происходить плавка. Для свинца подойдет обычная консервная банка, так как жесть для нее изготавливают из стали, которая плавится при температуре в несколько раз больше, чем у выплавляемого металла.
Свинец — легкоплавкий металл, поэтому расплавить его довольно просто, даже не имея специального оборудования. Главное, что нужно знать — какова температура плавления свинца. От этого зависит выбор емкости, в которой будет происходить плавка. Для свинца подойдет обычная консервная банка, так как жесть для нее изготавливают из стали, которая плавится при температуре в несколько раз больше, чем у выплавляемого металла.
Свинец и его свойства
Грязно-серый цвет этого металла — результат того, что в атмосфере на его поверхности за короткое время образуется окисная пленка. Именно она придает такой невзрачный вид свинцу. Однако, если несколько раз провести напильником по поверхности металла, то под тонким слоем оксидной пленки станет видна блестящая поверхность с голубоватым оттенком. Это очень мягкий и тяжелый материал, он почти в полтора раза тяжелее стали. Плотность свинца — 11,34 г/куб.см, а плотность железа — 7,80 г/куб.см.
Свинец был открыт в древности примерно 4000 — 4500 лет до нашей эры. В современной промышленности его получение происходит в основном металлургическим способом из свинцовых руд и концентратов.
У свинца низкая температура плавления — всего 327 °C, а температура кипения — 1749 °C. Следует учитывать токсичность свинцовых паров и то, что этот химический элемент плохо выводится из организма. Чем больше нагревается расплавленный свинец, тем больше он испаряется. Поэтому помещение, в котором происходит плавка, должно хорошо проветриваться.
Именно благодаря невысокой температуре плавления свинец используют при изготовлении мягких припоев вместе с оловом.
Характеристика олова
 Плавится при 232 °C, кипит при 2600 °C, отлично сплавляется с разными металлами, благодаря высокой пластичности хорошо поддается ковке. Паяльное олово используется в качестве припоя, так как оно хорошо смачивает металлы. Промышленное получение олова значительно сложнее чем свинца, поэтому оно гораздо дороже.
Плавится при 232 °C, кипит при 2600 °C, отлично сплавляется с разными металлами, благодаря высокой пластичности хорошо поддается ковке. Паяльное олово используется в качестве припоя, так как оно хорошо смачивает металлы. Промышленное получение олова значительно сложнее чем свинца, поэтому оно гораздо дороже.
В отличие от свинца олово выглядит гораздо привлекательнее. Этот серебристо-белый металл безопасен для здоровья человека. Оловом часто покрывают поверхности металлических изделий в местах, где они контактируют с пищей: посуду, консервную жесть, пищевую фольгу и другие. Однако оловянная пыль и пары при вдыхании могут вызвать опасное влияние на человеческий организм. Кроме производства тары для продуктов питания, олово широко используется в разных припоях и других сплавах, например, в антифрикционных и подшипниковых. Этот материал значительно легче свинца, его плотность 7,3 г/куб.см.
Олово полиморфно, то есть оно может существовать в различных модификациях в зависимости от температуры. При температуре ниже 13 °C белое олово (β-модификация) переходит в серое олово (α-модификацию). В результате этого фазового перехода блестящие оловянные изделия рассыпаются в порошок серого цвета. Причем при контакте с порошком белое олово как бы заражается от него и превращается в серое. Такое явление получило название «оловянная чума».
По некоторым данным, именно оно стало главной причиной гибели экспедиции Роберта Скотта на Южный полюс. Керосин, хранившийся на промежуточных складах, вытек из канистр, пропаянных по швам оловом, которое рассыпалось в порошок на морозах Антарктики. Таким образом, члены экспедиции остались почти без топлива.
Припои для пайки
Припои классифицируют по разнообразным характеристикам: степени плавления при пайке, способу изготовления, основному металлу, способности к флюсованию и др. По температуре расплавления припои бывают:
- Легкосплавные, плавятся при менее 145 °C.
- Мягкие, плавятся при температуре от 145 °C до 400 °C.
- Твердые, температура плавления выше 400 °C.
 Легкосплавные применяют для пайки материалов критичных к перегреву, можно назвать такие марки, как сплав Ньютона, сплав Гутри, сплав Вуда, ПОСВ 32−15−53.
Легкосплавные применяют для пайки материалов критичных к перегреву, можно назвать такие марки, как сплав Ньютона, сплав Гутри, сплав Вуда, ПОСВ 32−15−53.
Мягкие применяют для лужения и пайки швов посуды, электроаппаратуры, печатных плат, трубок теплообменников. Самые распространенные из них это оловянно-свинцовые (см. табл.1).
Твердые припои дают высокую прочность соединения и применяются для пайки несущих конструкций. К этим припоям относятся медно-цинковые (ПМЦ-36, ПМЦ-48, ПМЦ-54), серебряные (ПСр72, ПСр70, ПСр50, ПСр50Кд, ПСр12М) и другие.
Оловянно-свинцовые припои
Сплав олова со свинцом с содержанием олова от 10 до 90% называется припоем ПОС. Можно привести следующие обозначения марок таких припоев:
-
 ПОС40 — содержит 40% олова, остальное — свинец, плавится при 235 градусах, применяется в промышленности для лужения и пайки электроаппаратуры, изделий из оцинкованной стали;
ПОС40 — содержит 40% олова, остальное — свинец, плавится при 235 градусах, применяется в промышленности для лужения и пайки электроаппаратуры, изделий из оцинкованной стали; - ПОС90 — 90% олова, 10% свинца, расплавляется при 222 градусах, нашел свое применение при изготовлении посуды и медицинской аппаратуры;
- ПОССу 30−0,5 — 30% олова, 0,5% — сурьма, остальное — свинец, жидким становится при 255 градусах, служит для лужения и пайки листов цинка, обычной и нержавеющей стали, проводов, радиаторов.
В зависимости от процентного соотношения олова и свинца изменяется температура плавления разных марок припоя.
Температуры плавления припоев (в °С). Таблица 1
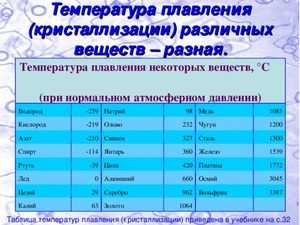
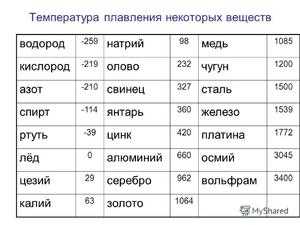
Плавление металлов
Плавление — это процесс перехода вещества из твердого состояния в жидкое. В отличие от сплавов, у чистых металлов плавление и затвердевание (кристаллизация) происходит при неизменной строго определенной температуре. По ней различают металлы:
- легкоплавкие, плавятся при температурах до 600 °C;
- среднеплавкие — от 600 °C до 1600 °C;
- тугоплавкие — свыше 1600 °C.
В таблице 2 указано, при какой температуре плавится свинец, при какой температуре плавится олово и другие металлы.
Температуры плавления металлов (в °С). Таблица 2
Оцените статью: Поделитесь с друзьями!elektro.guru