Большая Энциклопедия Нефти и Газа. Толщина сварного шва
Толщина - сварной шов - Большая Энциклопедия Нефти и Газа, статья, страница 1
Толщина - сварной шов
Cтраница 1
Толщина сварного шва между диском и зубчатым венцом может быть несколько меньше, чем между диском и ступицей. [1]
Толщину сварного шва или припоя между пластинкой и стержнем делают не более 0 2 мм. [2]
Толщину сварного шва или припоя между пластинкой и державкой делают не более 0 2 мм. [3]
Перемножая толщину сварного шва на его длину, получим площадь сечения сварного шва. [4]
Уменьшен - j ная толщина I сварного шва. [5]
На удалении, равном пятикратной толщине сварного шва, аг резко падают, что подтверждает сделанные предположения относительно равности нулю осевых напряжений а2, при реализации разработанного способа нагружения, вдали от сварного шва. [6]
В случае когда требуется получить толщину сварного шва, равную толщине металла, из которого изготовляется изделие или конструкция, производят подготовку кромок детали. [8]
В рабочую часть образца входит вся толщина сварного шва и околошовная зона, в которой в результате нагрева произошла перекристаллизация металла. [10]
Неравномерность складок, разная ширина и толщина сварного шва указывают на частые обрывы дуги и колебания ее мощности, что ведет к не-проварам и неплотностям шва. [12]
Как общее правило, за длину концевого кратера принимают толщину сварного шва. [13]
Состояние сварного крепления концов труб в трубных решетках проверяют по равномерности и толщине сварного шва. Швы под действием коррозии и эрозии изнашиваются, часто на них появляются трещины. [14]
Установление зависимости ударной вязкости от величины дефектов, определяемых по рентгенограммам, и толщины сварного шва из низкоуглеродистой стали показало, что сопротивление удару сварных образцов V-образной формы с увеличением их толщины от 10 до 25 мм практически остается постоянным, а для образцов Х - образной формы медленно возрастает. С увеличением пористости происходит постепенное понижение сопротивления удару. [15]
www.ngpedia.ru
Катет сварного шва - что это и как его рассчитать
Сварочные швы характеризуются различными параметрами: выпуклостью, шириной, толщиной провара и прочими. Все зависит от конкретного типа шва: прямого или углового. Для прямоугольных соединений одна из таких характеристик — это катет сварного шва.
В данном материале мы разъясним, что это такое, как сделать нужные расчеты и какими свойствами обладает такая характеристика углового соединения.
Типы швов и геометрия угловых соединений
Сварочный шов — это место соединения деталей, образованное за счет расплавления и остывания металла.
В зависимости от геометрии заготовок, различают два типа: стыковые и угловые. Их различие происходит по пространственному размещению двух деталей.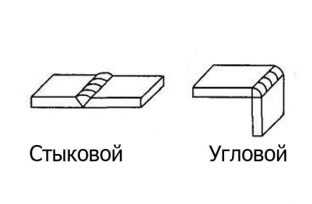
Стыковые швы соединяют два элемента торцами в одной плоскости. Чаще всего такой вид крепления выполняют в горизонтальном положении.
Угловые сварные соединения составляют двумя деталями угол. Наиболее распространенным видом является прямой в 90 градусов. Производные таких типов швов — это двутавровые виды соединений в виде буквы «Т».
Основные характеристики угловых сварных составлений: толщина, выпуклость, высота и катет шва. Что это за параметры?
- Толщина включает в себя высоту и выпуклость шва. Говоря проще — это наибольшая глубина провара деталей от их стыка до выпуклой части.
- Высота характеризует расстояние от начала соединения до его гипотенузы (прямой линии, соединяющей крайние кромки шва).
- Выпуклость — это длина от гипотенузы до наиболее выпуклой и высокой точки.
- Катет — расстояние от кромки шва до поверхности другой детали.
Зачем нужен расчет катета сварочного углового соединения и что от него зависит?
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
- С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным.
- При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
- Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки.
- Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
Катет — одна из основ прочного и качественного соединения деталей под углом. Но как рассчитать оптимальное значение, какими способами можно это сделать?
Как сделать расчет катета сварного соединения
В промышленных условиях расчеты прочности и параметры сварочных соединений проводят математическим путем с использованием формул.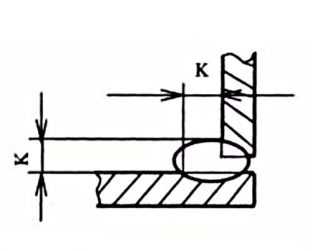
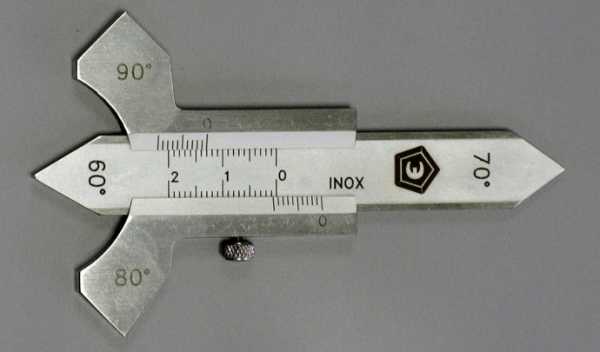
В бытовых условиях можно использовать готовые шаблоны. Самый распространенный — универсальный сварочный шаблон. Это набор из тонких металлических пластинок, скрепленных между собой с одного конца. Закрепив заготовки под прямым углом, шаблоны прикладывают поочередно к углу. Которая из них будет прилегать к поверхностям лучше всего (плотно), та и определяет параметры сварочного шва.
Если сварочный шов не будет испытывать сильных нагрузок, а сама конструкция не несет большую ответственность, габариты можно прикинуть исходя из толщины металла.
Например, нужно сварить две детали, толщина которых в пределах четырех-пяти миллиметров. В этом случае приблизительный катет должен составлять не более 4 мм. При более толстых заготовках (5-6мм) этот показатель составляет максимум 5 мм.
Более точно можно сделать расчет, используя геометрию. Если нужно прикинуть параметры катета прямоугольного соединения, подойдет такая формула:
Т=S×cos45°
Т — это длина катета сварного шва
S — ширина самого шва от одной плоскости до другой
Косинус 45 градусов равняется значению 0,7
Исходя из этого, стоит замерить расстояние между плоскостями деталей и рассчитать показатель катета.
Например, нужно сделать расчеты катета будущего шва с шириной в 4 мм. Для этого подставляем в формулу Т=4×0,7, в итоге имеем показатель в 2,8 миллиметра.
После расчетов проводят сварочные работы. По окончанию работу можно проверить соответствующим шаблоном. Если есть зазор — соединение выполнено неправильно.
Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
А что Вы можете добавить к этому материалу? Насколько важно в сварочном деле учет таких характеристик соединения? Поделитесь своим опытом по расчетам параметров сварного шва? Как Вы считаете — что нужно учитывать при сварке угловых соединений? Нам очень важен Ваш опыт, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
Что такое катет сварного шва и его расчет
Прочность сварных швов определяется не только правильно выбранным режимом сваривания двух металлических заготовок или правильно подобранными расходными материалами, но и точными размерами самого сварочного шва. И если при стыковом виде сварки за основу берется ширина валика, то при угловом катет сварного шва. Что это такое, и почему именно этот параметр влияет на прочностные характеристики соединительного участка.
Что такое катет сварочного шва
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
Расчет катета шва
Так как в сечении сварной шов – это прямоугольный равнобедренный треугольник, то размер его катета рассчитать несложно. Для этого можно воспользоваться тригонометрической формулой: T = S cos 45º, где
- Т – это величина катета шва;
- S – это ширина валика или гипотенуза треугольника.
Чтобы узнать размер катета, необходимо в первую очередь замерить ширину сварного шва. Сделать это несложно. При этом cos 45° равно 0,7. Подставляя все значения в формулу, можно с большой точностью определить размер катета сварного шва.
К примеру, если ширина валика равна 3 мм, то его катет будет равен: 3х0,7=2,1 мм. А так как существуют определенные стандарты, которые гарантируют качество конечного результата в зависимости от ширины сварочного валика, то можно установить стандартные значения и самого катета. Так при сваривании двух заготовок толщиною 12-19 мм, оптимальное значение ширины шва находится в пределах около 6 мм, а значит, стандартный размер катета будет равен 4,2 мм или выбирается диапазон 4-5 мм.
То есть, сварив две заготовки данной толщины, можно измерить катет шва, выбрав катетомер определенного размера. Если он не совпадает, значит, сварка была проведена неправильно, и гарантировать ее высокое качество нельзя.
Выводы
Давая определение катету сварного шва, необходимо понимать, что данный показатель относится к категории качественных. От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается. И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
В сложных сварочных технологиях катет выбирается индивидуально для каждого стыка. Но, в сущности, для него используют стандартные общие принципы выбора. А это, как уже было сказано выше, толщина соединяемых металлов, их химический состав, режим сварки, тип электрода или присадочной проволоки.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка и сварные соединения. Терминология описания размерных параметров шва |
Ранее мы рассматривали глубину проплавления стыка и ее связь с калибром шва для V-образных швов (с разделкой кромок). В случае швов с двусторонней разделкой кромок, у которых глубина проплавления стыка меньше полной глубины проплавления, размер сварного шва равен сумме глубин проплавления стыка с обеих сторон (рис.1, А).
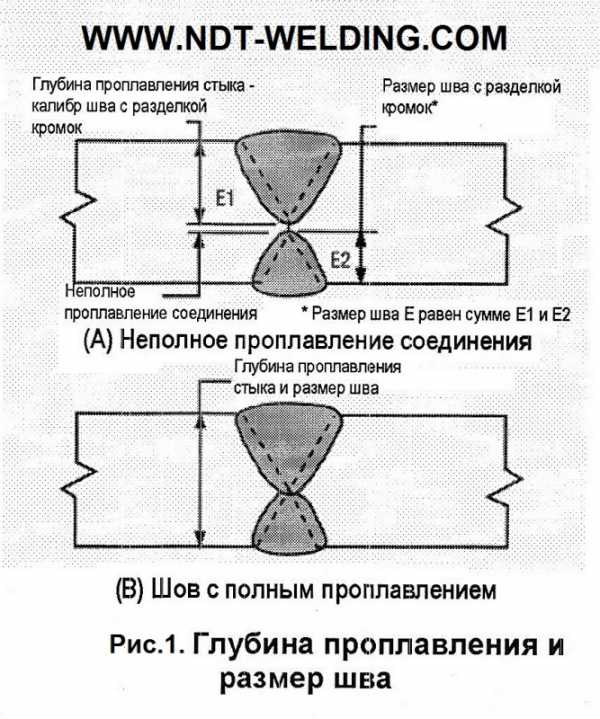
В швах с полным проплавлением размер шва принимают равным толщине более тонкого из двух соединяемых элементов, так как имеющаяся выпуклость сварного шва бесполезна (рис.1, В).
Когда требуется определить размер углового шва, необходимо прежде всего знать форму профиля законченного сваркой шва, которая может быть выпуклой или вогнутой. Выпуклая форма означает, что на лицевой стороне шва образуется утолщение, приводящее к тому, что поверхность выглядит слегка изогнутой наружу. Эта характеристика называется размером выпуклости. Выпуклость в случае угловых швов синонимична понятию усиления сварного шва, применяемому у швам с разделкой кромок. Если шов имеет вогнутый профиль, это означает, что его поверхность «вдавлена».
При любом профиле размер углового шва в случае угловых швов с равными катетами определяется как «длина катета наибольшего равнобедренного (имеющего два катета равной длины) прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва».
Такие вписанные равнобедренные прямоугольные треугольники показаны пунктирными линиями на рис.2.
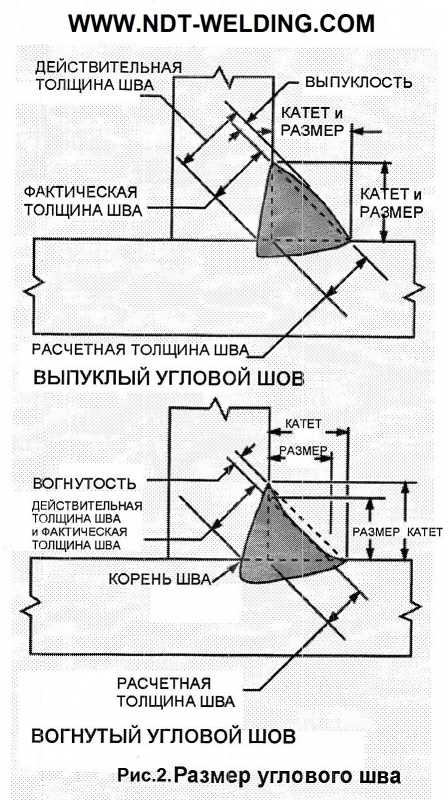
Поэтому у выпуклых угловых швов катет и размер равны. Но для вогнутых угловых швов размер шва несколько меньше, чем его катет.
Для угловых швов с неравными катетами размер углового шва определяется как «длина катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва», рис.3.
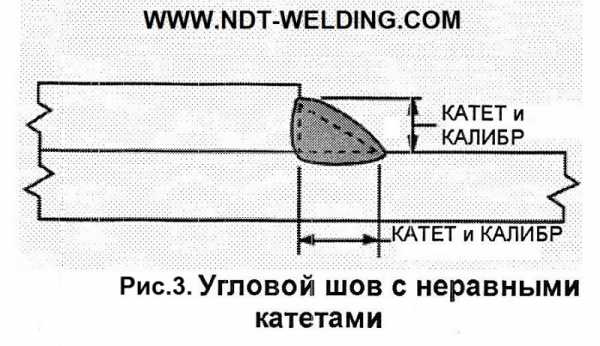
Следует отметить, что на рис.3 приводятся дополнительные надписи, которые относятся к толщине угловых швов. В действительности, существуют три разновидности понятия толщины сварного шва. Первое понятие – это расчетная толщина, или «минимальный размер шва, на который рассчитывает конструктор, когда первоначально выбирает размер шва».
Расчетная толщина шва определяется как «расстояние от начала зазора между свариваемыми кромками в направлении, перпендикулярном гипотенузе (стороне треугольника, противолежащей по отношению к вершине прямого угла) наибольшего прямоугольного треугольника, который можно построить в пределах поперечного сечения углового шва. Этот размер определяют, исходя из допущения о нулевом зазоре между свариваемыми кромками».
В фактической толщине шва учитывается возможное дополнительное проплавление. Поэтому фактическая толщина шва может быть определена как «минимальное расстояние между корнем шва и лицевой стороной углового шва, за вычетом имеющейся выпуклости». В конечной толщине, или действительной толщине шва, учитываются как глубина проплавления стыка, так и дополнительная выпуклость лицевой стороны шва.
Действительная толщина шва – это «кратчайшее расстояние между корнем шва и лицевой стороной углового шва». Для вогнутого углового шва фактическая толщина шва равна его действительной толщине, поскольку в этом случае у него нет выпуклой части.
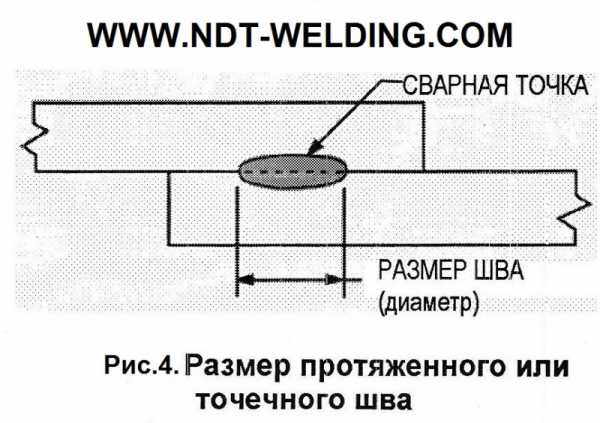
Инспектору по сварке, выполняющему контроль качества сварных соединений, может также потребоваться определять размеры сварных швов других видов. Например, это может быть точечный или роликовый шов, размер которого равен диаметру валика наплавленного металла в плоскости прилегающих поверхностей, рис.4.
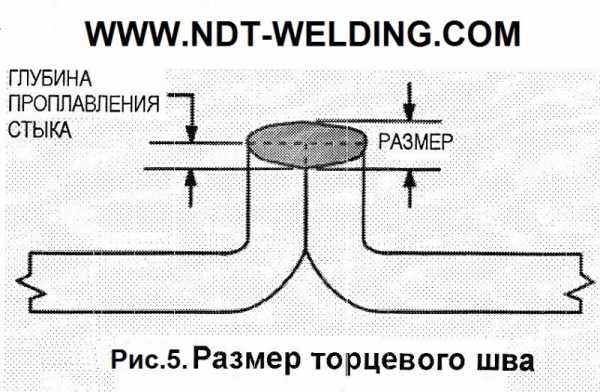
Второй пример связан с торцевым швом в соединении с отбортовкой, рис.5, где размер шва равен полной толщине сварного шва от корня до лицевой стороны шва.
ndt-welding.com
Высота - сварной шов - Большая Энциклопедия Нефти и Газа, статья, страница 1
Высота - сварной шов
Cтраница 1
Высота сварного шва при этом должна составлять 0 25 d, но не менее 4 мм, а ширина сварного шва 0 5 d, но не менее 8 мм. [1]
Высота сварного шва Д 8 мм, величина h 2 5 - 8 20 мм, диаметр отверстия d 420 мм. [2]
Высота сварного шва должна быть равна 0 25 диаметра стыкуемых стержней, но не менее 4 мм, а ширина 0 7 диаметра, но не менее 10 мм. [4]
Высота сварного шва должна составлять 0 25 d, но не менее 4 мм, а ширина - 0 7 d, но не менее 10 мм. [6]
Высоту сварного шва принимаем равной толщине полки уголка k 6 мм. [7]
Излишнее увеличение сечения и высоты сварного шва не всегда бывает по всей окружности стыка. Местные наплавы и наварки также отрицательно влияют на работоспособность стыков. [8]
При применении сварки стержней внахлестку и с накладками высота сварного шва должна быть равна 0 25 d, но не менее 4 мм, а ширина 0 5 d, но не менее 10 мм. Накладки могут изготовляться из круглой, полосовой и уголковой стали; накладки из круглой и полосовой стали должны быть парными. [10]
Наряду с операционным контролем необходимо измерять геометрические отклонения высоты сварного шва и смещений кромок. Эти операции до настоящего времени выполняются визуально, что снижает их эффективность. Поэтому создание систем механизированного измерения геометрических размеров сварных швов с последующей регистрацией результатов измерений является одной из первоочередных задач. [11]
Если это условие не удовлетворяется, следует увеличить высоту сварного шва или толщину фланца. [12]
При сварке соединений внахлестку ( рис. 105, в) применяют те же электроды; силу тока устанавливают 100 - 120 а. Высота сварного шва должна быть 3 мм, а ширина - 6 - 8 мм. [14]
Страницы: 1 2
www.ngpedia.ru
Размер - сварное соединение - Большая Энциклопедия Нефти и Газа, статья, страница 1
Размер - сварное соединение
Cтраница 1
Размер сварного соединения на транзисторе должен быть не менее двух диаметров проволочного вывода. [1]
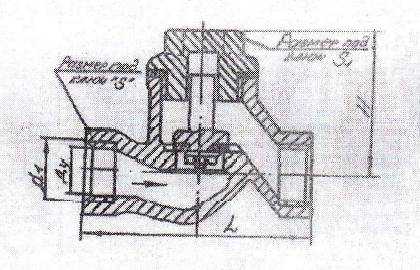
Для контроля размеров сварного соединения применяют универсальные шаблоны ( рис. 3.13), которые позволяют замерять угол разделки кромок, величину зазора в стыке, правильность положения свариваемых деталей в тавровых соединениях, общие размеры сварного шва. [2]
В зависимости от размеров сварных соединений, кривизны поверхности и доступа к сварному шву применяют сканирование по поверхности корпуса ( рис. 5.27 а) или по наружной ( рис. 5.27 6) и внутренней поверхностям патрубка. Сканированию по поверхности корпуса подвергают швы угловых сварных соединений с наружным диаметром не менее 1000 мм. При большой кривизне поверхности шов необходимо контролировать несколькими преобразователями. Сканирование проводят с одной стороны изделия преобразователем с углом наклона 54 или 60 за два прохода. Корневую часть шва контролируют прямым лучом, а верхнюю - однократно отраженным. Сканированию по наружной поверхности патрубка подвергают угловые швы на сосудах и аппаратах с наружным диаметром не менее 40 мм. Контроль проводят за один проход преобразователем с углом наклона 40, 50 или 54 однократно отраженным лучом. [4]
Обеспечение рациональной формы и размеров сварных соединений позволяет в ряде случаев снизить или исключить отрицательное влияние на их работоспособность концентраторов напряжений. В последующих разделах на примере смещения кромок в стыковых соединениях показана такая возможность. [5]
Внешним осмотром проверяют качество и размеры сварных соединений в процессе сварки и после ее завершения. Характер проверки размеров соединений определяется типом сварного шва. В стыковых соединениях измеряют ширину и высоту усиления, в валиковых - размеры катетов. Элементы шва измеряют измерительными шаблонами. [6]
Стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. [7]
Стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой. [8]
При сварке плавлением наиболее частые дефекты формы и размеров сварных соединений - неполномерность шва, его неравномерные ширина и высота, крупная чешуйчатость, бугристость, седловины. При ручной и полуавтоматической сварке дефекты могут появиться в результате недостаточной квалификации сварщика, нарушения технологических приемов, плохого качества электродов и других сварочных материалов. При автоматической сварке дефекты могут быть следствием колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки из-за люфтов в механизме передвижения, неправильного угла наклона электрода, протекания жидкого металла в зазор. [9]
ГОСТ 5264 - 80 устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железо-никелевой и никелевой основах, выполняемых ручной дуговой сваркой металлическим электродом при толщине свариваемого металла до 175 мм. Установлены слудующие типы соединений: стыковые - условное обозначение С, нахлесточные - Н, тавровые - Т и угловые - У. [10]
Допускается применять установленные стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0 8 - 1 4 мм. [11]
Выбор основных параметров контроля, пределы перемещения преобразователя определяют с учетом типа и размера сварного соединения, а также вида ожидаемых дефектов. [12]
При установке режима сварки не следует одновременно изменять более одного параметра, не проконтролировав размеры сварных соединений. [14]
Кроме того, размеры элементов и узлов реальных конструкций во многих случаях значительно превосходят размеры элементарных сварных соединений. А так как характеристики прочности определяются обычно на сравнительно небольших образцах в лабораторных условиях, то нередко возникает вопрос, каким образом учитывать эту разницу в размерах ( или, как часто говорят, масштабный фактор) при оценке прочности реальных конструкций. При учете особенностей, связанных с масштабным фактором необходимо иметь в виду, что для элементов больших размеров, изготовленных, например, из листов большой толщины, свойства металла в отдельных участках характеризуются некоторой неоднородностью. В большей степени неоднородность свойств отмечается для литых деталей. Для проката местное изменение свойств наблюдается в меньшей мере, однако с ним также необходимо считаться. Нормы на некоторые характеристики механической прочности устанавливаются в зависимости от толщины проката. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
толщина металла сварного шва - это... Что такое толщина металла сварного шва?
толщина металла сварного шва3.30 толщина металла сварного шва (weld metal thickness): Толщина металла сварного шва без усиления.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Толщина линии шрифта
- толщина металла шва
Смотреть что такое "толщина металла сварного шва" в других словарях:
Размер сварного шва — Size of weld Размер сварного шва. (1) Проплавление соединения в сварном шве с разделанными кромками. (2) Номинальные длины сторон углового сварного шва. (3) Толщина свариваемого металла, измеряемая у корня фланца. См. рис. (Источник: «Металлы и… … Словарь металлургических терминов
размер сварного шва — 1. Проплавление соединения в сварном шве с разделанными кромками. 2. Номинальные длины сторон углового сварного шва. 3. Толщина свариваемого металла, измеряемая у корня фланца. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом… … Справочник технического переводчика
толщина — 3.1 толщина (thickness) d: Линейный размер, измеряемый перпендикулярно к лицевым граням изделия. Источник: ГОСТ Р ЕН 823 2008: Изделия теплоизоляционные, применяемые в строительстве. Методы измерения толщины 3.3 тол … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 15607-2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила — Терминология ГОСТ Р ИСО 15607 2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила оригинал документа: 3.22 дефект (imperfection): Нарушение сплошности сварного шва или отклонение от установленной… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Слой — составная часть конструкции и (или) изделия, полученная соединением между собой заготовок по длине и (или) ширине клеевыми прослойками. Источник: СТО 36554501 003 2006: Деревянные клееные конструкции несущие. Общие технические требования 3.6 слой … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
M46 (танк) — У этого термина существуют и другие значения, см. M46 … Википедия
normative_reference_dictionary.academic.ru