ГОСТ 6727-80. Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия (с Изменениями N 1-4). Вр арматура гост
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия (с Изменениями N 1-4), ГОСТ от 15 мая 1980 года №6727-80
ГОСТ 6727-80
Группа В71
МКС 77.140.65ОКП 12 1400
Дата введения 1983-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР РАЗРАБОТЧИКИ
Е.М.Киреев, К.Г.Залялютдинов, Х.Н.Белалов, Н.А.Галкина, Т.А.Коршунова, К.В.Михайлов, В.И.Бондаренко, В.М.Скубко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.05.80 N 2108
3. ВЗАМЕН ГОСТ 6727-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ (май 2003 г.) с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1984 г., июне 1987 г., октябре 1988 г., феврале 1990 г. (ИУС 3-85, 10-87, 1-89, 5-90)
Переиздание (по состоянию на апрель 2008 г.)Настоящий стандарт распространяется на проволоку из низкоуглеродистой стали холоднотянутую периодического профиля класса Вр-1 для армирования железобетонных конструкций. (Измененная редакция, Изм. N 2, 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. (Исключен, Изм. N 3).
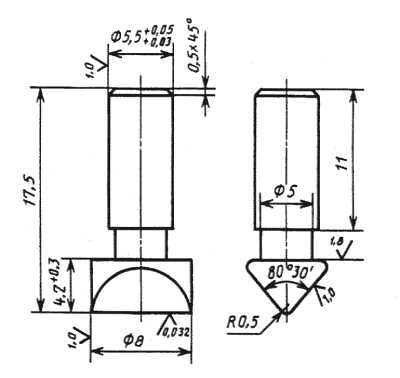
1.2. Основные параметры и размеры проволоки должны соответствовать указанным в табл.1.Обозначения размеров проволоки приведены на чертеже.
Таблица 1
мм
Номи-нальный диаметр проволоки | Номи- нальный размер | Предельные отклоненияна размер | Глубина вмятин | Предельные отклонениядо глубины вмятин | Номи- нальный шаг вмятин | Предельные отклоненияпо шагу вмятин | Длина выступа | Предельные отклоненияпо длине выступа |
3,0 | 3,0 | +0,03 -0,09 | 0,15 | +0,05-0,02 | 2,0 | ±0,2 | 0,6 | ±0,2 |
4,0 | 4,0 | +0,04-0,12 | 0,20 | 2,5 | 0,8 | |||
5,0 | 5,0 | +0,05 -0,15 | 0,25 | 3,0 | 1,0 |
Примечание. Номинальный шаг вмятин и радиус сопряжения поверхности вмятин с выступами являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.(Измененная редакция, Изм. N 2, 3).
1.3. Радиус сопряжения поверхности вмятин с выступами для проволоки всех диаметров должен быть равен (2,5±0,5) мм.Допускается относительное смещение противоположных вмятин до 0,5 и расположение их по винтовой линии оси проволоки.(Измененная редакция, Изм. N 2).
1.4. Разность размеров и не должна превышать поля допуска на размер . Пример условного обозначения проволоки номинальным диаметром 3,0 мм:
Проволока 3 Вр-1 ГОСТ 6727-80.
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Проволока изготовляется из катанки по ОСТ 14-15-193. (Измененная редакция, Изм. N 1, 2).
2.2. Механические свойства проволоки должны соответствовать указанным в табл.2.
Таблица 2
Номинальный диаметр проволоки, мм | Разрывное усилие , гН (кгс) | Усилие, соответствующее условному пределу текучести , гН (кгс) | Число перегибов | Относительное удлинение , % | |
не менее | |||||
3,0 | 39(400) | 35(355) | 4 | ||
4,0 | 71(720) | 62(630) | 2,5 | ||
5,0 | 106(1085) | 97(985) | 3,0 | ||
(Измененная редакция, Изм. N 1, 3).
2.3. На поверхности проволоки не должно быть трещин, плен, закатов, раковин.Допускаются риски и царапины глубиной не более половины предельных отклонений на размер и налет ржавчины.(Измененная редакция, Изм. N 3).
2.4. Проволока изготовляется в мотках массой 500-1500 кг. Допускается изготовление проволоки в мотках массой 20-100 кг. Каждый моток должен состоять из одного отрезка проволоки. Проволока должна быть свернута в мотки неперепутанными рядами.(Измененная редакция, Изм. N 2).
2.5. Линейная плотность проволоки должна соответствовать указанной в табл.3.
Номинальный диаметр проволоки, мм | Линейная плотность, кг, не более |
3,0 | 0,052 |
4,0 | 0,092 |
5,0 | 0,144 |
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки приведены в приложении 2. (Измененная редакция, Изм. N 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного диаметра, оформленной одним документом о качестве, в котором следует указывать:- товарный знак или наименование и товарный знак предприятия-изготовителя;- условное обозначение проволоки;- результаты испытаний;- количество мотков;- номер партии;- массу нетто партии;- изображение государственного Знака качества для проволоки высшей категории качества. (Измененная редакция, Изм. N 1, 2, 3).
3.2. Размер , разность размеров и и качество поверхности проволоки проверяют на каждом мотке.(Измененная редакция, Изм. N 3).
3.3. Для проверки механических свойств проволоки и параметров профиля проволоки от партии должно быть отобрано 3% мотков, но не менее 5 мотков. (Измененная редакция, Изм. N 2).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенной выборке. Результаты повторной проверки распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для каждого вида испытаний отбирают по одному образцу с одного конца мотка.
4.2. Качество поверхности проволоки контролируется невооруженным глазом.
4.3. Размеры и проволоки измеряют микрометром по ГОСТ 6507. Величина разности размеров и определяется как среднее арифметическое значение трех измерений, проведенных на участке длиной 1 м. (Измененная редакция, Изм. N 2, 3).
4.4. Параметры профиля проволоки определяют как среднее арифметическое трех измерений, проведенных на участке длиной 1 м с каждой стороны.Глубина вмятин измеряется микрометром по ГОСТ 6507, оборудованным специальной пяткой (приложение 1).Длина выступа измеряется отсчетным микроскопом МПБ-2, изготовленным по технической документации.При разногласиях в измерении параметров профиля проволоки контроль проводится по линейной плотности проволоки (табл.3).Линейная плотность проволоки определяется как частное от деления массы двух образцов длиной 1 м, взвешенных с погрешностью до 0,001 кг, на их длину, измеренную с погрешностью до 0,001 м.
(Измененная редакция, Изм. N 2, 3).
4.5. Испытание проволоки на растяжение проводят по ГОСТ 12004.
4.6. Испытание проволоки на перегиб проводят по ГОСТ 1579. Проволока диаметром 3,0 и 4,0 мм испытывается на валиках диаметром 20 мм, а диаметром 5,0 мм - на валиках диаметром 30 мм.При испытании проволоки образец зажимается так, чтобы вмятины были обращены к губкам прибора.
4.5, 4.6. (Измененная редакция, Изм. N 2).
4.7. Глубину рисок и царапин определяют удалением их зачисткой с последующим сравнительным измерением в зачищенном и незачищенном местах.(Измененная редакция, Изм. N 2, 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток массой 500-1500 кг должен быть равномерно перевязан по окружности не менее чем в четырех местах, а моток массой 20-100 кг - не менее чем в трех местах.По требованию потребителя моток массой 500-1500 кг должен иметь промежуточные вязки, расположенные внутри мотка.В качестве увязочных материалов применяется катанка по ОСТ 14-15-193 или термически обработанная проволока по нормативно-технической документации.Концы мотка должны быть аккуратно уложены и легко находимы.(Измененная редакция, Изм. N 2, 4).
5.1a. Мотки проволоки массой 20-100 кг связывают в бухты.Масса грузового места не должна превышать 1500 кг. По согласованию изготовителя с потребителем допускается увеличение массы грузового места.Грузовые места формируют в транспортные пакеты по ГОСТ 24597 и ГОСТ 21650. (Введен дополнительно, Изм. N 2).
5.2. К каждому мотку (бухте) должен быть прочно прикреплен ярлык, на котором указывают:- товарный знак или наименование и товарный знак предприятия-изготовителя;- условное обозначение проволоки;- номер партии;- клеймо технического контроля;- изображение государственного Знака качества для проволоки высшей категории качества. (Измененная редакция, Изм. N 1, 2).
5.3. Проволоку перевозят транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными и малотоннажными или мелкими отправками. Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
5.4. Хранение проволоки - по условиям 5 ГОСТ 15150.
5.3, 5.4. (Измененная редакция, Изм. N 2).
5.5. Транспортирование проволоки, отправляемой в районы Крайнего Севера и приравненные к ним местности, проводится по ГОСТ 15846.
(Измененная редакция, Изм. N 3).
5.6. Транспортная маркировка - по ГОСТ 14192. (Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). Специальная пятка к микрометру типа МК по ГОСТ 6507 для измерения глубины вмятин
ПРИЛОЖЕНИЕ 1Обязательное
Материал - сталь ШХ15, У10А, У12А. Твердость - HRC48-50.
ПРИЛОЖЕНИЕ 2 (справочное). Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки
ПРИЛОЖЕНИЕ 2 Справочное
Номинальный диаметр проволоки, мм | Расчетная площадь поперечного сечения, мм | Теоретическая линейная плотность, кг* |
3,0 | 7,07 | 0,052 |
4,0 | 12,57 | 0,092 |
5,0 | 19,63 | 0,144 |
________________ * Письмом Росстандарта от 22.12.2017 N 2122-ОГ/03 разъясняется следующее: в Приложении 2, а именно шапке таблицы допущена опечатка - Теоретическая линейная плотность измеряется в кг/м. - Примечание изготовителя базы данных.ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 2, 3).Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2008
docs.cntd.ru
ГОСТ 6727-80* «Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОВОЛОКА ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ХОЛОДНОТЯНУТАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Технические условия Hard drawh low-carbon steel wire for reinforced concrete. Technical requirements |
ГОСТ 6727-80* Взамен ГОСТ 6727-53 |
Постановлением Государственного комитета СССР по стандартам от 14 мая 1980 г. № 2108 срок действия установлен
с 01.01.83
до 01.01.88
Срок действия продлен до 01.01.93, ИУС 10-87
* Переиздание с Изменением № 1, утвержденным в декабре 1984 г. (ИУС 3-85)
Настоящий стандарт распространяется на проволоку из низкоуглеродистой стали холоднотянутую периодического профиля класса Вр1 для армирования железобетонных конструкций.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
Пункт 1.1
(Измененная редакция. Изм. № 2)
(Исключен. Изм. № 3)
1.2. Основные параметры и размеры проволоки должны соответствовать указанным в табл. 1.
Обозначения размеров проволоки приведены на чертеже.
(Измененная редакция. Изм. № 2)
Таблица 1
мм
|
Номинальный диаметр проволоки |
Номинальный размер а |
Предельные отклонения на размер а |
Глубина вмятин h |
Предельные отклонения по глубине вмятин |
Номинальный шаг вмятинs |
Предельные отклонения по шагу вмятин |
Длина выступа b |
Предельные отклонения по длине выступа |
|
3,0 |
3,0 |
+0,03 -0,09 |
0,15 |
|
2,0 |
|
0,6 |
|
|
4,0 |
4,0 |
+0,04-0,12 |
0,20 |
+0,05-0,02 |
2,5 |
±0,2 |
0,8 |
±0,2 |
|
5,0 |
5,0 |
+0,05-0,15 |
0,25 |
|
3,0 |
|
1,0 |
|
(Измененная редакция. Изм. № 3)
Примечание. Номинальный шаг вмятин s и радиус сопряжения поверхности вмятин с выступами R являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.
(Измененная редакция. Изм. № 2)
1.3. Радиус сопряжения поверхности вмятин с выступами R для проволоки всех диаметров должен быть равен (2,5 ± 0,5) мм.
Допускается относительное смещение противоположных вмятин до 0,5s и расположение их по винтовой линии оси проволоки.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
1.4. Разность размеров а и а1 не должна превышать поля допуска на размер а.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
Пример условного обозначения проволоки номинальным диаметром 3,0 мм:
Проволока 3 Bp1 ГОСТ 6727-80.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Проволока должна изготовляться из катанки по ОСТ 14-15-193-86.
(Измененная редакция. Изм. № 1)
(Измененная редакция. Изм. № 2)
2.2. Механические свойства проволоки должны соответствовать указанным в табл. 2.
Таблица 2
|
Номинальный диаметр проволоки, мм |
Разрывное усилие Р, rН (кгс) |
Усилие, соответствующее условному пределу текучести Р0,2, rН (кгс) |
Число перегибов |
Относительное удлинение d100, % |
|
|
не менее |
|||
|
3,0 |
39 (400) |
35 (355) |
4 |
2,0 |
|
4,0 |
71 (720) |
62 (630) |
|
2,5 |
|
5,0 |
106 (1085) |
97 (985) |
|
3,0 |
(Измененная редакция. Изм. № 2)
Примечания:
1. Проволока с нормированным относительным удлинением изготовляется по требованию потребителя.
2. Допускается для проволоки первой категории качества в партии до 5 % мотков с пониженным разрывным усилием не более чем на 5 %.
(Измененная редакция. Изм. № 1)
(Измененная редакция. Изм. № 2)
2.3. На поверхности проволоки не должно быть трещин, плен, закатов, раковин.
Допускаются риски и царапины глубиной не более половины предельных отклонений на размер а и налет ржавчины.
(Измененная редакция. Изм. № 3)
2.4. Проволока изготовляется в мотках массой 500 - 1500 кг. Допускается изготовление проволоки в мотках массой 20 - 100 кг. Каждый моток должен состоять из одного отрезка приволоки. Проволока должна быть свернута в мотки неперепутанными рядами.
(Измененная редакция. Изм. № 2)
2.5. Линейная плотность проволоки должна соответствовать указанной в табл. 3.
(Измененная редакция. Изм. № 2)
Таблица 3
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки приведены в справочном приложении 2.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки, оформленной одним документом о качестве, в котором следует указывать:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
результаты испытаний;
количество мотков;
номер партии;
массу нетто партии;
изображение государственного Знака качества для проволоки высшей категории качества.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
3.2. Размер а, разность размеров а и а1 и качество поверхности проволоки проверяют на каждом мотке.
(Измененная редакция. Изм. № 3).
3.3. Для проверки механических свойств проволоки и параметров профиля проволоки от партии должно быть отобрано 3 % мотков, но не менее 5 мотков.
(Измененная редакция. Изм. № 2)
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенной выборке. Результаты повторной проверки распространяют на всю партию.
4.1. Для каждого вида испытаний отбирают по одному образцу с одного конца мотка.
4.2. Качество поверхности проволоки контролируется невооруженным глазом.
4.3. Размеры а и а1 проволоки измеряют микрометром по ГОСТ 6507-78.
Величина разности размеров а и а1 определяется как среднее арифметическое значение трех измерений, проведенных на участке длиной 1 м.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
4.4. Параметры профиля проволоки определяют как среднее арифметическое трех измерений, проведенных на участке длиной 1 м с каждой стороны.
Глубина вмятин h измеряется микрометром по ГОСТ 6507-78, оборудованным специальной пяткой (обязательное приложение 1).
Длина выступа b1 (измеряется отсчетным микроскопом МПБ-2, изготовленным по технической документации.
При разногласиях в измерении параметров профиля проволоки контроль проводится по линейной плотности проволоки (табл. 3).
Линейная плотность проволоки определяется как частное от деления массы двух образцов длиной 1 м, взвешенных с погрешностью до 0,001 кг, на их длину, измеренную с погрешностью до 0,001 м.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
4.5. Испытание проволоки на растяжение проводят по ГОСТ 12004-81.
(Измененная редакция. Изм. № 2)
4.6. Испытание проволоки, на перегиб проводят по ГОСТ 1579-80. Проволока диаметром 3,0 и 4,0 мм испытывается на валиках диаметром 20 мм, а диаметром 5,0 мм - на валиках диаметром 30 мм.
При испытании проволоки образец зажимается так, чтобы вмятины были обращены к губкам прибора.
(Измененная редакция. Изм. № 2)
4.7. Глубину рисок и царапин определяют удалением его зачисткой с последующим сравнительным измерением в зачищенном и незачищенном местах.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
5.1. Каждый моток массой 500 - 1500 кг должен быть равномерно перевязан по окружности не менее чем в четырех местах, а моток массой 20 - 100 кг - не менее чем в трех местах.
По требованию потребителя моток массой 500 - 1500 кг должен иметь промежуточные вязки, расположенные внутри мотка.
В качестве увязочных материалов применятся катанка по ОСТ 14-15-193-86, ГОСТ 4231-70 или термически обработанная проволока из нормативно-технической документации.
Концы мотка должны быть аккуратно уложены и легко находимы.
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 4)
5.1a. Мотки проволоки массой 20 - 100 кг связывают в бухты.
Масса грузового места не должна превышать 1500 кг по согласованию изготовителя с потребителем допускается увеличение массы грузового места.
Грузовые места формируют в транспортные пакеты по ГОСТ 21929-76, ГОСТ 24597-81, ГОСТ 21650-76.
(Введен дополнительно. Изм. № 2)
5.2. К каждому мотку (бухте) должен быть прочно прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
номер партии;
клеймо технического контроля;
изображение государственного Знака качества для проволоки высшей категории качества.
(Измененная редакция. Изм. № 2)
5.3. Проволока транспортируется транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными и малотоннажными или мелкими отправками.
Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102-75, ГОСТ 20435-75, ГОСТ 22225-76.
(Измененная редакция. Изм. № 2)
5.4. Хранение проволоки - по условиям 5 ГОСТ 15150-69.
(Измененная редакция. Изм. № 2)
5.5. Транспортирование проволоки, отправляемой в районы Крайнего Севера и районы, приравниваемые к ним, проводится по ГОСТ 15846-79.
(Введен дополнительно. Изм. № 2)
(Измененная редакция. Изм. № 3)
5.6. Транспортная маркировка - по ГОСТ 14192-77.
(Введен дополнительно. Изм. № 2)
Материал - сталь ШХ15, У10А, У12А. Твердость - НRC48-50
|
Номинальный диаметр проволоки, мм |
Расчетная площадь поперечного сечения, мм2 |
Теоретическая линейная плотность, кг |
|
3,0 |
7,07 |
0,052 |
|
4,0 |
12,57 |
0,092 |
|
5,0 |
19,63 |
0,144 |
(Измененная редакция. Изм. № 2)
(Измененная редакция. Изм. № 3)
СОДЕРЖАНИЕ
files.stroyinf.ru
ГОСТ 6727-80
ГОСТ 6727-80
Группа В71
МКС 77.140.65ОКП 12 1400
Дата введения 1983-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР РАЗРАБОТЧИКИ
Е.М.Киреев, К.Г.Залялютдинов, Х.Н.Белалов, Н.А.Галкина, Т.А.Коршунова, К.В.Михайлов, В.И.Бондаренко, В.М.Скубко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.05.80 N 2108
3. ВЗАМЕН ГОСТ 6727-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ (май 2003 г.) с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1984 г., июне 1987 г., октябре 1988 г., феврале 1990 г. (ИУС 3-85, 10-87, 1-89, 5-90)
Переиздание (по состоянию на апрель 2008 г.)Настоящий стандарт распространяется на проволоку из низкоуглеродистой стали холоднотянутую периодического профиля класса Вр-1 для армирования железобетонных конструкций. (Измененная редакция, Изм. N 2, 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. (Исключен, Изм. N 3).
1.2. Основные параметры и размеры проволоки должны соответствовать указанным в табл.1.Обозначения размеров проволоки приведены на чертеже.
Таблица 1
мм
Номи-нальный диаметр проволоки | Номи- нальный размер | Предельные отклоненияна размер | Глубина вмятин | Предельные отклонениядо глубины вмятин | Номи- нальный шаг вмятин | Предельные отклоненияпо шагу вмятин | Длина выступа | Предельные отклоненияпо длине выступа |
3,0 | 3,0 | +0,03 -0,09 | 0,15 | +0,05-0,02 | 2,0 | ±0,2 | 0,6 | ±0,2 |
4,0 | 4,0 | +0,04-0,12 | 0,20 | 2,5 | 0,8 | |||
5,0 | 5,0 | +0,05 -0,15 | 0,25 | 3,0 | 1,0 |
Примечание. Номинальный шаг вмятин и радиус сопряжения поверхности вмятин с выступами являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.(Измененная редакция, Изм. N 2, 3).
1.3. Радиус сопряжения поверхности вмятин с выступами для проволоки всех диаметров должен быть равен (2,5±0,5) мм.Допускается относительное смещение противоположных вмятин до 0,5 и расположение их по винтовой линии оси проволоки.(Измененная редакция, Изм. N 2).
1.4. Разность размеров и не должна превышать поля допуска на размер . Пример условного обозначения проволоки номинальным диаметром 3,0 мм:
Проволока 3 Вр-1 ГОСТ 6727-80.
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Проволока изготовляется из катанки по ОСТ 14-15-193. (Измененная редакция, Изм. N 1, 2).
2.2. Механические свойства проволоки должны соответствовать указанным в табл.2.
Таблица 2
Номинальный диаметр проволоки, мм | Разрывное усилие , гН (кгс) | Усилие, соответствующее условному пределу текучести , гН (кгс) | Число перегибов | Относительное удлинение , % | |
не менее | |||||
3,0 | 39(400) | 35(355) | 4 | 2,0 | |
4,0 | 71(720) | 62(630) | 2,5 | ||
5,0 | 106(1085) | 97(985) | 3,0 | ||
(Измененная редакция, Изм. N 1, 3).
2.3. На поверхности проволоки не должно быть трещин, плен, закатов, раковин.Допускаются риски и царапины глубиной не более половины предельных отклонений на размер и налет ржавчины.(Измененная редакция, Изм. N 3).
2.4. Проволока изготовляется в мотках массой 500-1500 кг. Допускается изготовление проволоки в мотках массой 20-100 кг. Каждый моток должен состоять из одного отрезка проволоки. Проволока должна быть свернута в мотки неперепутанными рядами.(Измененная редакция, Изм. N 2).
2.5. Линейная плотность проволоки должна соответствовать указанной в табл.3.
Таблица 3
Номинальный диаметр проволоки, мм | Линейная плотность, кг, не более |
3,0 | 0,052 |
4,0 | 0,092 |
5,0 | 0,144 |
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки приведены в приложении 2. (Измененная редакция, Изм. N 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного диаметра, оформленной одним документом о качестве, в котором следует указывать:- товарный знак или наименование и товарный знак предприятия-изготовителя;- условное обозначение проволоки;- результаты испытаний;- количество мотков;- номер партии;- массу нетто партии;- изображение государственного Знака качества для проволоки высшей категории качества. (Измененная редакция, Изм. N 1, 2, 3).
3.2. Размер , разность размеров и и качество поверхности проволоки проверяют на каждом мотке.(Измененная редакция, Изм. N 3).
3.3. Для проверки механических свойств проволоки и параметров профиля проволоки от партии должно быть отобрано 3% мотков, но не менее 5 мотков. (Измененная редакция, Изм. N 2).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенной выборке. Результаты повторной проверки распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для каждого вида испытаний отбирают по одному образцу с одного конца мотка.
4.2. Качество поверхности проволоки контролируется невооруженным глазом.
4.3. Размеры и проволоки измеряют микрометром по ГОСТ 6507. Величина разности размеров и определяется как среднее арифметическое значение трех измерений, проведенных на участке длиной 1 м. (Измененная редакция, Изм. N 2, 3).
4.4. Параметры профиля проволоки определяют как среднее арифметическое трех измерений, проведенных на участке длиной 1 м с каждой стороны.Глубина вмятин измеряется микрометром по ГОСТ 6507, оборудованным специальной пяткой (приложение 1).Длина выступа измеряется отсчетным микроскопом МПБ-2, изготовленным по технической документации.При разногласиях в измерении параметров профиля проволоки контроль проводится по линейной плотности проволоки (табл.3).Линейная плотность проволоки определяется как частное от деления массы двух образцов длиной 1 м, взвешенных с погрешностью до 0,001 кг, на их длину, измеренную с погрешностью до 0,001 м.
(Измененная редакция, Изм. N 2, 3).
4.5. Испытание проволоки на растяжение проводят по ГОСТ 12004.
4.6. Испытание проволоки на перегиб проводят по ГОСТ 1579. Проволока диаметром 3,0 и 4,0 мм испытывается на валиках диаметром 20 мм, а диаметром 5,0 мм - на валиках диаметром 30 мм.При испытании проволоки образец зажимается так, чтобы вмятины были обращены к губкам прибора.
4.5, 4.6. (Измененная редакция, Изм. N 2).
4.7. Глубину рисок и царапин определяют удалением их зачисткой с последующим сравнительным измерением в зачищенном и незачищенном местах.(Измененная редакция, Изм. N 2, 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток массой 500-1500 кг должен быть равномерно перевязан по окружности не менее чем в четырех местах, а моток массой 20-100 кг - не менее чем в трех местах.По требованию потребителя моток массой 500-1500 кг должен иметь промежуточные вязки, расположенные внутри мотка.В качестве увязочных материалов применяется катанка по ОСТ 14-15-193 или термически обработанная проволока по нормативно-технической документации.Концы мотка должны быть аккуратно уложены и легко находимы.(Измененная редакция, Изм. N 2, 4).
5.1a. Мотки проволоки массой 20-100 кг связывают в бухты.Масса грузового места не должна превышать 1500 кг. По согласованию изготовителя с потребителем допускается увеличение массы грузового места.Грузовые места формируют в транспортные пакеты по ГОСТ 24597 и ГОСТ 21650. (Введен дополнительно, Изм. N 2).
5.2. К каждому мотку (бухте) должен быть прочно прикреплен ярлык, на котором указывают:- товарный знак или наименование и товарный знак предприятия-изготовителя;- условное обозначение проволоки;- номер партии;- клеймо технического контроля;- изображение государственного Знака качества для проволоки высшей категории качества. (Измененная редакция, Изм. N 1, 2).
5.3. Проволоку перевозят транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными и малотоннажными или мелкими отправками. Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
5.4. Хранение проволоки - по условиям 5 ГОСТ 15150.
5.3, 5.4. (Измененная редакция, Изм. N 2).
5.5. Транспортирование проволоки, отправляемой в районы Крайнего Севера и приравненные к ним местности, проводится по ГОСТ 15846.
(Измененная редакция, Изм. N 3).
5.6. Транспортная маркировка - по ГОСТ 14192. (Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). Специальная пятка к микрометру типа МК по ГОСТ 6507 для измерения глубины вмятин
ПРИЛОЖЕНИЕ 1Обязательное
Материал - сталь ШХ15, У10А, У12А. Твердость - HRC48-50.
ПРИЛОЖЕНИЕ 2 (справочное). Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки
ПРИЛОЖЕНИЕ 2 Справочное
Номинальный диаметр проволоки, мм | Расчетная площадь поперечного сечения, мм | Теоретическая линейная плотность, кг* |
3,0 | 7,07 | 0,052 |
4,0 | 12,57 | 0,092 |
5,0 | 19,63 | 0,144 |
________________ * Письмом Росстандарта от 22.12.2017 N 2122-ОГ/03 разъясняется следующее: в Приложении 2, а именно шапке таблицы допущена опечатка - Теоретическая линейная плотность измеряется в кг/м. - Примечание изготовителя базы данных.ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 2, 3).Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2008
docs.cntd.ru
Арматура вр 1 гост 6727 80. Арматура гост. Armatura-Tonna.ru
Проволока арматурная
Проволока арматурная ВР-1 ГОСТ 6727-80 изготавливается двух классов.- круглая В-1
- периодического профиля Вр-1
Испытание проволоки ВР-1 ГОСТ 6727-80 на растяжение проводят по ГОСТ 10446-80. На поверхности не должно быть трещин, плен, закатов, раковин.
Допускаются риски и царапины глубиной не более половины предельных отклонений по диаметру и налет ржавчины.
Проволоку ВР-1 ГОСТ 6727-80 принимают партиями. Партия должна состоять из проволок ВР одного класса и диаметра, оформленной одним документом о качестве.
Диаметр и качество поверхности проверяется на каждом мотке.
Проволока арматурная должна быть свернута в мотки не перепутанными рядами. Каждый моток должен быть равномерно перевязан по окружности мягкой проволокой не менее чем в трех местах. Концы мотка должны быть аккуратно уложены и легко находимы.
Проволока арматурная ВР 4. Купить арматурную проволоку ВР 5. Геометрические размеры и механические свойства.
h-глубины вмятины, мм
s-шаг вмятины, мм
Номинальный шаг вмятин s и радиус сопряжения поверхности вмятин с выступами R являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.
Радиус сопряжения поверхности вмятин с выступами R для проволоки всех диаметров должен быть равен (2,5+0,5) мм.
Допускается относительное смещение противоположных вмятин до 0,5S и расположение их по винтовой линии оси проволоки.
Разность размеров a и a1 не должна превышать поля допуска на размер a.
Проволока ВР-1 ГОСТ 6727-80 поставляется в бухтах массой 500 - 1200 кг.
Пример условного обозначения:
Проволока арматурная ГОСТ 6727-80 ВР 1 номинальным диаметром 4,0 мм:
Проволока 4 ВР 1 ГОСТ 6727-80
Проволока Вр 5 6727-80 арматурная номинальным диаметром 5,0 мм:
Проволока 5 ВР 1 ГОСТ 6727-80
Проволока вр 4. проволока вр 5 по ГОСТ 6727-80 обозначает диаметр проволоки вр. Проволока вр 1 диаметром 3, 4 и 5 мм используется при производстве легких сеток.
Предлагаем к поставке проволоку стальную, арматурную, колючую, проволоку пружинную и др. которая используется как в качестве готового изделия, так и полуфабриката для производства других металлоизделий: канатов, сетки, крепежа, электродов.
Предлагаем услуги по перемотке проволоки из бухт в небольшие мотки по 15-50 кг. Возможна перемотка проволоки в мотки по размерам заказчика.
Также, предлагаем услуги по термической обработке. отжигу стальной проволоки.
Проволока арматурная Вр-1
Проволока арматурная служит для армирования железобетона. ГОСТ 6727-80 делит арматурную проволоку на классы:
Вр I (вр- I )- это холоднотянутая низкоуглеродистая стальная проволока. предназначенная для ненапрягаемой арматуры (без натяжки) - обыкновенная арматурная проволока. Такую проволоку ВР для армирования изготовливают согласно ГОСТ 6727-80(скачать можно здесь).
Вр II (вр- II ) - это холоднотянутая углеродистая стальная проволока. предназначенная для предварительно напряженных железобетонных конструкций (высокопрочная арматурная проволока). Данный вид арматурной проволоки изготавливается согласно ГОСТ 7348-81(скачать можно здесь)
Проволока может быть круглой- В или ребристой- Вр.
Проволока ВР-1 для армирования железобетонных изделий изготавливается в соответствии с ГОСТ 6727-80 из низкоуглеродистой стали. Для изготовления холоднотянутой низкоуглеродистой проволоки периодического профиля ВР-1 используется катанка по ОСТ 14-15-193.
 Проволока изготавливается в мотках 500-1500 кг. 20-100 кг. Каждый моток проволоки должен состоять из одного отрезка. Проволока в мотках должна быть свёрнута не перепутанными рядами.Поверхность проволоки не должна содержать раковин, трещин, расслоений. Не должно быть надрывов и трещин видимых невооруженным взглядом. На поверхности проволоки ВР-1 допускаются риски и вмятины глубиной не более предельного отклонения диаметра, а также налет ржавчины.
Проволока изготавливается в мотках 500-1500 кг. 20-100 кг. Каждый моток проволоки должен состоять из одного отрезка. Проволока в мотках должна быть свёрнута не перепутанными рядами.Поверхность проволоки не должна содержать раковин, трещин, расслоений. Не должно быть надрывов и трещин видимых невооруженным взглядом. На поверхности проволоки ВР-1 допускаются риски и вмятины глубиной не более предельного отклонения диаметра, а также налет ржавчины.
В настоящее время проволока ВР-1 является одним из самых популярных материалов применяемых в строительстве.Проволока ВР-1 применяется в армировании железобетонных изделий и конструкций. армировании фундаментов, перекрытий. Проволока ВР-1 нашла широкое применение в изготовлении сварных и кладочных сеток. Кроме того проволока ВР-1 применяется при заливке полов, для армирования кирпичной кладки. Проволока ВР-1 используется при изготовлении объемных сварных арматурных каркасов с точечным видом сварки.
Использование проволоки Вр-1 для изготовления сеток
Изготовление сварной арматурной сетки осуществляется методом контактно-точечной или электродуговой сварки в соответствии с ГОСТ 23279-85 (скачать можно здесь). Сырьем для производства сварной сетки служит металлическая проволока Вр-1 (ГОСТ 6727-80) или стальная оцинкованная проволока (ГОСТ 3282-74) диаметром от 3 до 40 мм. Полотно сетки представляет собой проволоки, расположенные перпендикулярно друг к другу с образованием квадратных или прямоугольных ячеек и соединенные сваркой в местах пересечения. Сварная стальная сетка может поставляться в рулонах или в картах (листах) различного раскроя в зависимости от параметров сетки
1. Сетка арматурная кладочная: относится к классу легких сварных сеток; изготовление кладочной сетки осуществляется из металлической проволоки Вр-1 диаметром 3-5 мм с различными размерами ячеек (48, 50, 90,  100, 120, 150, 200, 250 и 300 мм) и шагом ячеек 10 мм. Производство кладочной сетки регламентируется ГОСТ 23279-85. В основном, поставляется в картах квадратной или прямоугольной формы, длиной 1,5 или 2 метра и различной шириной. Арматурная кладочная сетка - строительная сетка, предназначенная для упрочнения строений и равномерного распределения тяжести конструкций. Основное применение кладочной сетки – перевязка стен в зданиях и сооружениях на каждом 4-5 слое кирпичной кладки. Строительная кладочная сетка применяется для изготовления железобетонных изделий с ненормированной прочностью, для армирования каменных и кирпичных конструкций, при строительстве заборов и ограждений, при проведении фасадных работ. Металлическая кладочная сетка незаменима при проведении ремонтных работ и отделке внутренних помещений: для работ по укладке кафеля и штукатурки. Из арматурной кладочной сетки изготавливают клетки и вольеры для животных, производят каркасы для парников и теплиц.
100, 120, 150, 200, 250 и 300 мм) и шагом ячеек 10 мм. Производство кладочной сетки регламентируется ГОСТ 23279-85. В основном, поставляется в картах квадратной или прямоугольной формы, длиной 1,5 или 2 метра и различной шириной. Арматурная кладочная сетка - строительная сетка, предназначенная для упрочнения строений и равномерного распределения тяжести конструкций. Основное применение кладочной сетки – перевязка стен в зданиях и сооружениях на каждом 4-5 слое кирпичной кладки. Строительная кладочная сетка применяется для изготовления железобетонных изделий с ненормированной прочностью, для армирования каменных и кирпичных конструкций, при строительстве заборов и ограждений, при проведении фасадных работ. Металлическая кладочная сетка незаменима при проведении ремонтных работ и отделке внутренних помещений: для работ по укладке кафеля и штукатурки. Из арматурной кладочной сетки изготавливают клетки и вольеры для животных, производят каркасы для парников и теплиц.
2. Сетка арматурная дорожная: относится к классу легких сварных сеток, изготавливается из металлической  проволоки Вр-1 диаметром 4-5 мм с размерами ячеек 100x100, 150x150 и 200x200 мм (возможны нестандартные размеры). Производство дорожной арматурной сетки осуществляется в соответствии с ГОСТ 23279-85, продажа - в картах типовых размеров 1,5x2, 3x2 и 6х2 метра. Сварная дорожная армирующая сетка применяется:
проволоки Вр-1 диаметром 4-5 мм с размерами ячеек 100x100, 150x150 и 200x200 мм (возможны нестандартные размеры). Производство дорожной арматурной сетки осуществляется в соответствии с ГОСТ 23279-85, продажа - в картах типовых размеров 1,5x2, 3x2 и 6х2 метра. Сварная дорожная армирующая сетка применяется:
- при строительстве / ремонте временных и постоянных дорог – сетка предотвращает образование трещин, увеличивает сопротивляемость дорожного покрытия к внешним нагрузкам и перепадам температур;
- в качестве армирующей сетки для стяжки - при бетонировании полов в производственных цехах, гаражных комплексах, складских помещениях и других местах с повышенными нагрузками на пол;
- для укрепления конструкции мостов.
Проволока ВР-1 ГОСТ 6727-80
Стальная проволока с низким содержанием углерода, применение которой практически не ограничено, изготовленная с учетом требований ГОСТ 6727-80, является одним из наиболее распространенных видов метизов. Данная продукция широко используется в различных отраслях промышленности. Такая проволока производится номинальным диаметром 3, 4, 5 мм.
Проволока имеет двухсторонний периодический профиль, изготовляется из стали марки Ст 1 3 кп, пс. Содержание углерода не должно превышать 0,22%. Согласно требований на всей поверхности проволоки не должно быть раковин, трещин, закатов. Допускается наличие небольших царапин и рисок, а также небольшой налет ржавчины.
Маркировка проволоки производится с помощью буквенно-цифрового индекса:
Проволока 4 вр 1 ГОСТ ГОСТ6727-80, где:
Масса погонного метра проволоки в зависимости от диаметра имеет следующие показатели:
- 3,0 мм (поперечное сечение 7,07 мм) – 0,052 кг;
- 4,0 мм (поперечное сечение 12,57 мм) – 0,092 кг;
- 5,0 мм (поперечное сечение 19,63 мм) – 0,144кг
Низкоуглеродистая стальная проволока ГОСТ6727-80, качественные характеристики которой так востребованы, наиболее часто используется для создания арматурных каркасов и кладочных арматурных сеток при возведении фундаментов зданий и сооружений, перекрытий. Очень часто, арматурные сетки, изготовленные из проволоки методом точечной сварки, применяют для укрепления стен из кирпича и других стеновых материалов. Сетки из такой проволоки относятся к категории легких сеток. Широко используется в качестве арматуры при производстве железобетонных изделий.
Потребителям отгрузка проволоки осуществляется в мотках, весом от 20 до 100 кг и от 500 до 1500 кг. Каждая бухта проволоки, весом до 100 кг, перевязывается не менее чем в трех местах, а бухты весом до 1500 кг в четырех местах. Каждый моток, независимо от длины должен состоять из одного цельного куска, концы которого должны быть легко находимы. По заказу потребителей бухты могут превышать массу 1500 кг.
Согласно ГОСТ 6727-80, вес одной бухты проволоки не должен быть больше 1500 кг. На каждом мотке имеется ярлык, на котором имеется следующая информация:
- товарный знак или наименование завода-изготовителя;
- марка проволоки;
- номер произведенной партии;
- клеймо (отметка) технического контроля.
Хранение проволоки низкоуглеродистой ГОСТ 6727-80, осуществляется согласно ГОСТ15150 (условие 5).
Карта сайта Проволока вязальная Сетка сварная оцинкованная для клеток Услуги по перемоту проволоки в маленькие мотки
Орел, ул.Раздольная, д. 105 (4862) 33-74-66; (4862) 48-58-05 E-mail: [email protected] Skype: metizniki
© ООО Компания Промальянс 2008- Вся информация защищена. Копирование материалов запрещено.
Источники: http://www.metizorel.ru/prov6727.html, http://flotilya.ucoz.ru/publ/armatura/provoloka_armaturnaja_vr_1/3-1-0-14, http://www.metizniki.ru/provoloka/nizkouglerodistaya-stalnaya-provoloka-GOST-6727-80/
Комментариев пока нет!armatura-tonna.ru
ГОСТ 7348-81 (СТ СЭВ 5728-86) Проволока из углеродистой стали для армирования предварительно напряженных железобетонных конструкций. Технические условия (с Изменениями N 1, 3, 4), ГОСТ от 21 января 1981 года №7348-81
ГОСТ 7348-81(СТ СЭВ 5728-86)
Группа В72
ОКП 12 2400
Дата введения 1983-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.01.81 N 138
3. Стандарт содержит все требования СТ СЭВ 5728-86
4. ВЗАМЕН ГОСТ 7348-63, ГОСТ 8480-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-93)
7. ИЗДАНИЕ с Изменениями N 1, 3, 4, утвержденными в феврале 1986 г., декабре 1987 г., январе 1990 г. (ИУС 5-86, 3-88, 5-90)Настоящий стандарт распространяется на холоднотянутую проволоку из углеродистой стали для армирования предварительно напряженных железобетонных конструкций.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Проволока подразделяется:
по виду:круглая - В,периодического профиля - Вр;по состоянию изготовления:с отпуском,с отпуском под напряжением (стабилизированная) - Р;по точности изготовления на группы: 1, 2, 3.Стабилизированная проволока изготовляется только круглая. Проволока в зависимости от диаметра и величины условного предела текучести изготовляется классов прочности: 1500, 1400, 1300, 1200, 1100, 1000.Примечание. Проволока классов прочности 1100 и 1000 изготовляется до 01.01.93.(Измененная редакция, Изм. N 3, 4).
1.2. Номинальный диаметр, предельные отклонения по нему, глубина вмятин, номинальный шаг вмятин и предельные отклонения по нему должны соответствовать указанным в табл. 1.Обозначения размеров проволоки периодического профиля приведены на чертеже.
Таблица 1
мм
Проволока круглая и периодического профиля | Проволока периодического профиля | |||||
Номинальный диаметр | Пред. откл. | Глубина вмятин , не менее | Шаг вмятин А | |||
Группа 1 | Группа 2 | Группа 3 | номин. | пред. откл. | ||
3,0 | ±0,04 | ±0,06 | -0,12 | 0,15 | 6,5 | +0,5-1,0 |
4,0 | ±0,04 | ±0,08 | -0,16 | 0,19 | ||
5,0 | ±0,05 | ±0,08 | -0,16 | 0,24 | ||
6,0 | ±0,05 | ±0,08 | -0,16 | 0,30 | 7,0 | |
7,0 | ±0,05 | ±0,10 | -0,20 | 0,35 | ||
8,0 | ±0,06 | ±0,10 | -0,20 | 0,40 | ||
Примечание. Номинальный диаметр проволоки периодического профиля соответствует номинальному диаметру круглой проволоки до нанесения на ее поверхность профиля.
1.3. Радиус цилиндрической поверхности вмятин для проволоки всех диаметров класса Вр должен быть равен (8±0,5) мм.Допускается относительное смещение диаметрально противоположных вмятин до 2 мм.
1.4. Овальность сечения круглой проволоки не должна превышать предельных отклонений диаметра.Примеры условного обозначенияПроволока диаметром 5 мм, класса прочности 1400, круглая, стабилизированная, группы точности 1:
Проволока 5В1400-Р1 ГОСТ 7348-81
То же, диаметром 3 мм, класса прочности 1500, периодического профиля, группы точности 1, с отпуском:
Проволока 3Вр1500-1 ГОСТ 7348-81.
1.2.-1.4. (Измененная редакция, Изм. N 3).
1.5. Расчетная площадь поперечного сечения и теоретическая масса 1000 м проволоки приведены в приложении 2.(Введен дополнительно, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться из углеродистой стали марок 65, 70, 75, 80, 85 по ГОСТ 14959 или по нормативно-технической документации в соответствии с требованиями настоящего стандарта.
2.2. Механические свойства проволоки должны соответствовать указанным в табл.2.
Таблица 2
Номи-нальный диаметр , мм | Класс проч-ности, Н/мм | Номинальное временное сопротивление,Н/мм | Разрыв-ное усилие, Н (кгс) | Усилие , Н (кгс) | Относительное удлинение после разрыва, , % | Число перегибов проволоки при диаметре валиков 30 мм | |
круглой | периоди-ческого профиля | ||||||
не менее | |||||||
3,0 | 1500 | 1780 | 12600 | 10600 | 4 | 9 | 8 |
(1285) | (1080) | ||||||
4,0 | 1400 | 1700 | 21400 | 18000 | 4 | 7 | 6 |
(2180) | (1830) | ||||||
5,0 | 1400 | 1670 | 32800 | 27500 | 4 | 5 | 3 |
(3340) | (2800) | ||||||
6,0 | 1400 | 1670 | 47300 | 39700 | 5 | - | - |
(4820) | (4050) | ||||||
7,0 | 1300 | 1570 | 60400 | 50700 | 6 | - | - |
(6160) | (5170) | ||||||
8,0 | 1200 | 1470 | 74000 | 62000 | 6 | - | - |
(7540) | (6320) | ||||||
Примечания:
1. Нормы по номинальному временному сопротивлению являются справочными значениями.
2. Модуль упругости Е равен (200±20) ГПа.
3. Нормы по механическим свойствам для проволоки диаметром 6,0-8,0 мм вводятся с 01.01.93.До 01.01.93 механические свойства проволоки диаметром 6,0; 7,0; 8,0 мм должны соответствовать указанным в табл.2а.
Таблица 2а
Номи-наль-ный диа-метр , мм | Класс проч-ности, Н/мм | Номина-льноевре-менное сопро-тивле-ние, Н/мм (кгс/мм) | Раз-рыв-ное уси-лие, Н (кгс) | Уси-лие, Н (кгс) | Относи-тельное удлине-ние после разрыва, , % | Число пере-гибов при диа-метре вали-ков 30 мм | Класс про- чно-сти, Н/мм | Номина-льное времен-ное сопроти-вление, Н/мм(кгс/мм) | Раз-рыв-ное уси-лие, Н (кгс) | Уси-лие , Н (кгс) | Отно-ситель-ное удли-нение после раз-рыва, , % | Число пере-гибов при диа-мет-ре вали-ков 30 мм |
круглая | периодического профиля | |||||||||||
не менее | ||||||||||||
6,0 | 1300 | 1570 | 44340 (4520) | 35470 (3620) | 5 | - | 1200 | 1470 | 41570 (4240) | 33260 (3390) | 5 | - |
7,0 | 1200 | 1470 | 56590(5770) | 45270(4620) | 6 | - | 1100 | 1370 | 52820 (5390) | 42250 (4310) | 6 | - |
8,0 | 1100 | 1370 | 68980 (7030) | 55180(5630) | 6 | - | 1000 | 1270 | 64050(6530) | 51240 (5230) | 6 | - |
(Измененная редакция, Изм. N 3, 4).
2.3. Проволока диаметром 6,0 мм и свыше должна выдерживать испытание на изгиб на 180°. При этом на ней не должно быть надрывов и трещин, видимых без применения увеличительных средств.(Измененная редакция, Изм. N 3).
2.4. На поверхности проволоки не должно быть раковин, трещин, расслоений и плен. Допускаются риски и вмятины глубиной не более предельного отклонения диаметра, а также налет ржавчины.
2.5. Проволока должна быть свернута в мотки неперепутанными рядами. Каждый моток должен состоять из одного отрезка.Масса мотка должна быть не менее 100 кг для проволоки диаметром до 6,0 мм и не менее 120 кг для проволоки диаметром 6,0 мм и более.Допускается до 10% мотков пониженной массы, но не менее 30 кг.По требованию потребителя проволоку допускается изготовлять в прутках мерной длины.Наличие сварных соединений на готовой проволоке не допускается.(Измененная редакция, Изм. N 1, 3, 4).
2.6. Проволоку изготовляют с нормированным значением прямолинейности.Проволоку считают прямолинейной, если при свободном укладывании отрезка проволоки на плоскость она образует сегмент с основанием 1 м и высотой не более 90 мм - для проволоки 3,0 и 4,0 мм и высотой не более 60 мм - для проволоки диаметром от 5,0 до 8,0 мм. По требованию потребителя высота сегмента не должна быть более 30 мм.(Измененная редакция, Изм. N 3).
2.7. (Исключен, Изм. N 1).
2.8. Потери напряжений от релаксации в стабилизированной проволоке при начальной нагрузке 0,7 от фактического разрывного усилия не должны превышать 2,5% после 1000 ч выдержки под напряжением при нормальной температуре. Требования по релаксации вводятся с 01.01.90.(Введен дополнительно, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного класса прочности, одного вида и состояния изготовления, одной точности изготовления и одного диаметра и оформленной одним документом о качестве, содержащим:товарный знак или наименование и товарный знак предприятия-изготовителя;номер партии;условное обозначение проволоки;количество мотков;массу нетто партии.(Измененная редакция, Изм. N 3).
3.2. Диаметр круглой проволоки и качество ее поверхности проверяют на каждом мотке (прутке).
3.3. Для проверки разрывного усилия, относительного удлинения, числа перегибов, глубины, а также испытания на изгиб от каждой партии должно быть отобрано 10% мотков (прутков), но не менее 5.Для проверки усилия, соответствующего условному пределу текучести и прямолинейности, от каждой партии должно быть отобрано 3% мотков (прутков), но не менее 3.Проверку релаксационной стойкости проводят периодически не реже одного раза в 6 мес на 3 мотках от партии, прошедшей приемосдаточные испытания.(Измененная редакция, Изм. N 1, 4).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке из числа мотков, не проходивших испытание. Результаты повторных испытаний распространяются на всю партию.(Измененная редакция, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для каждого вида испытаний от отобранного мотка (прутка) отрезают по одному образцу.
4.2. Качество поверхности проволоки проверяют визуально.
4.3. Диаметр и овальность проволоки класса В измеряют микрометром по ГОСТ 6507 в двух взаимно перпендикулярных направлениях сечения проволоки, а проволоки класса Вр до нанесения на ее поверхность профиля с погрешностью не более 0,01 мм.Глубину вмятин проволоки класса Вр измеряют микрометром по ГОСТ 6507, оборудованным специальной пяткой (приложение 1), по методике измерения, аттестованной по ГОСТ 8.010*. Допускается использование микрометра по ГОСТ 4380.________________* На территории Российской Федерации действует ГОСТ Р 8.563-96.Параметры профиля проволоки класса Вр определяют как среднее арифметическое трех измерений.(Измененная редакция, Изм. N ....*)._________________* Соответствует оригиналу. - Примечание "КОДЕКС".
4.4. Испытание проволоки на растяжение проводят по ГОСТ 12004.
4.5. Испытание проволоки на перегиб проводят по ГОСТ 1579. Испытание на изгиб проводят при температуре (20 ) °С до параллельности сторон при помощи нажимной оправки диаметром, равным пяти диаметрам испытываемой проволоки.При испытании проволоки класса Вр образцы устанавливаются так, чтобы вмятины были обращены к зажимным губкам или оправке.(Измененная редакция, Изм. N 3).
4.6. Для контроля прямолинейности образец укладывается на плоскую поверхность. К свободно лежащему образцу проволоки подводится планка длиной 1 м, в середине которой установлена под прямым углом линейка с ценой деления 1 мм. С помощью этой линейки измеряется высота сегмента, образованного проволокой и планкой.
4.7. Радиус цилиндрической поверхности вмятин и шаг вмятин является справочными величинами для конструирования и изготовления профилирующего инструмента и на проволоке не проверяются. (Измененная редакция, Изм. N 2).
4.8. Расчетная площадь поперечного сечения проволоки дана в приложении 2.
4.9. Испытание проволоки на релаксацию проводят по ГОСТ 28334.
(Введен дополнительно, Изм. N 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток должен быть равномерно перевязан по окружности мягкой проволокой не менее чем в трех местах. Концы мотка должны быть аккуратно уложены и легко находимы.Прутки должны упаковываться в пучки, перевязанные в двух местах.
5.1а. Мотки проволоки массой 30-120 кг связываются в бухты массой не более 1500 кг.Масса грузового места не должна превышать 1500 кг.Формирование транспортных пакетов проводится по ГОСТ 21650, ГОСТ 24597.(Введен дополнительно, Изм. N 3).
5.2. Проволоку транспортируют без смазки и упаковки. По требованию потребителя мотки могут упаковываться для предохранения проволоки от воздействия влаги и агрессивных сред.(Измененная редакция, Изм. N 3).
5.3. К каждому мотку (пучку) должен быть прикреплен ярлык, на котором указывают:товарный знак или наименование и товарный знак предприятия-изготовителя;номер партии;условное обозначение проволоки;клеймо технического контроля.
5.4. Проволока транспортируется транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными, малотоннажными или мелкими отправками.Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
5.5. Хранение проволоки - по условиям 5 ГОСТ 15150.
5.3.-5.5. (Измененная редакция, Изм. N 3).
5.6. Проволока, отправляемая в районы Крайнего Севера и труднодоступные районы, упаковывается и транспортируется по ГОСТ 15846.
5.7. Транспортная маркировка - по ГОСТ 14192.
5.6, 5.7. (Введены дополнительно, Изм. N 3).
ПРИЛОЖЕНИЕ 1 (обязательное). Специальная пятка к микрометру типа МК по ГОСТ 6507
ПРИЛОЖЕНИЕ 1Обязательное
Материал - сталь ШХ15, У10А, У12А. Твердость - НRC 48-50.
ПРИЛОЖЕНИЕ 2 (справочное). Расчетная площадь поперечного сечения и теоретическая масса 1000 м проволоки
ПРИЛОЖЕНИЕ 2Справочное
Таблица 2
Номинальный диаметр, мм | Площадь поперечного сечения, мм | Масса 1000 м, кг |
3,0 | 7,07 | 55,5 |
4,0 | 12,57 | 98,7 |
5,0 | 19,63 | 154,1 |
6,0 | 28,27 | 221,9 |
7,0 | 38,48 | 302,1 |
8,0 | 50,27 | 394,6 |
Примечания:
1. Расчетная площадь поперечного сечения и теоретическая масса 1000 м проволоки вычислены по номинальному диаметру.
2. Плотность стали принята равной 7,85 кг/дм.Приложение 2. (Измененная редакция, Изм. N 3).Текст документа сверен по:официальное изданиеПроволока металлическая. Часть 1: Сб.ГОСТов. -М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
ГОСТ 6727-80. Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций
ГОСТ 6727-80 распространяется на стальную холоднотянутую низкоуглеродистую проволоку периодического профиля класса Вр.1, применяемую для армирования железобетонных изделий и конструкций. Стандартом предусмотрены технические требования, определены основные размеры и параметры, правила приемки, способы испытания и порядок маркировки, упаковки, хранения и транспортировки. Действует ГОСТ 6727-80 с 15.05.80г.
ГОСТ 6727-80
УДК 669.14-426-124.2:006.354
Группа В71
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА СССР
ПРОВОЛОКА ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ХОЛОДНОТЯНУТАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Cold-drawn low-carbon steel wire for reinforced concrete. Specifications
ОКП 12 1400
Дата введения 1983-01-01
Информационные данные
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ Е.М. Киреев, К.Г. Залялютдинов, Х.Н. Белалов, Н.А. Галкина, Т.А. Коршунова, К.В. Михайлов, В.И. Бондаренко, В.М. Скубко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.05.80 № 2108
3. ВЗАМЕН ГОСТ 6727-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
ГОСТ 1579-93 |
4.6 |
|
ГОСТ 6507-90 |
4.3, 4.4, приложение 1 |
|
ГОСТ 12004-81 |
4.5 |
|
ГОСТ 14192-96 |
5.6 |
|
ГОСТ 15102-75 |
5.3 |
|
ГОСТ 15150-69 |
5.4 |
|
ГОСТ 15846-79 |
5.5 |
|
ГОСТ 20435-75 |
5.3 |
|
ГОСТ 21650-76 |
5.1a |
|
ГОСТ 22225-76 |
5.3 |
|
ГОСТ 24597-81 |
5.1a |
|
ОСТ 14-15-193-86 |
2.1, 5.1 |
5. Ограничение срока действия снято по протоколу 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями № 1, 2, 3, 4, утвержденными в декабре 1984 г., июне 1987 г., октябре 1988 г., феврале 1990 г. (ИУС 3-85, 10-87,1-89, 5-90)
Настоящий стандарт распространяется на проволоку из низкоуглеродистой стали холоднотянутую периодического профиля класса Вр-1 для армирования железобетонных конструкций.
(Измененная редакция, Изм. № 2, 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. (Исключен, Изм. № 3).
1.2. Основные параметры и размеры проволоки должны соответствовать указанным в табл. 1.
Обозначения размеров проволоки приведены на чертеже.
Таблица 1
мм
|
Номинальный диаметр проволоки |
Номинальный размер a |
Предельные отклонения на размер a |
Глубина вмятин h |
Предельные отклонения до глубины вмятин |
Номинальный шаг вмятин s |
Предельные отклонения по шагу вмятин |
Длина выступа b |
Предельные отклонения по длине выступа |
|
+0,03 |
||||||||
|
3,0 |
3,0 |
-0,09 |
0,15 |
2,0 |
0,6 |
|||
|
+0,04 |
||||||||
|
4,0 |
4,0 |
-0,12 |
0,20 |
2,5 |
0,8 |
|||
|
+0,05 |
+0,05 |
±0,2 |
±0,2 |
|||||
|
5,0 |
5,0 |
-0,15 |
0,25 |
-0,02 |
3,0 |
1,0 |
Примечание. Номинальный шаг вмятин s и радиус сопряжения поверхности вмятин с выступами R являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.
(Измененная редакция, Изм. № 2, 3).
1.3. Радиус сопряжения поверхности вмятин с выступами R для проволоки всех диаметров должен быть равен (2,5±0,5) мм.
Допускается относительное смещение противоположных вмятин до 0,5S и расположение их по винтовой линии оси проволоки.
(Измененная редакция, Изм. № 2).
1.4. Разность размеров a и a1 не должна превышать поля допуска на размер a.
Пример условного обозначения проволоки номинальным диаметром 3,0 мм:
Проволока 3 Вр1 ГОСТ 6727-80.
(Измененная редакция, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока изготовляется из катанки по ОСТ 14-15-193.
(Измененная редакция, Изм. № 1, 2).
2.2. Механические свойства проволоки должны соответствовать указанным в табл. 2.
Таблица 2
|
Номинальный диаметр проволоки, мм |
Разрывное усилие P, гН (кгс) |
Усилие, соответствующее условному пределу текучести P0,2, гН (кгс) |
Число перегибов |
Относительное удлинение d100, % |
|
не менее |
||||
|
3,0 |
39(400) |
35(355) |
4 |
2,0 |
|
4,0 |
71(720) |
62(630) |
2,5 |
|
|
5,0 |
106(1085) |
97(985) |
3,0 |
|
(Измененная редакция, Изм. № 1, 3).
2.3. На поверхности проволоки не должно быть трещин, плен, закатов, раковин.
Допускаются риски и царапины глубиной не более половины предельных отклонений на размер a и налет ржавчины.
(Измененная редакция, Изм. № 3).
2.4. Проволока изготовляется в мотках массой 500-1500 кг. Допускается изготовление проволоки в мотках массой 20-100 кг. Каждый моток должен состоять из одного отрезка проволоки. Проволока должна быть свернута в мотки неперепутанными рядами.
(Измененная редакция, Изм. № 2).
2.5. Линейная плотность проволоки должна соответствовать указанной в табл. 3.
Таблица 3
|
Номинальный диаметр проволоки, мм |
Линейная плотность, кг, не более |
|
3,0 |
0,052 |
|
4,0 |
0,092 |
|
5,0 |
0,144 |
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки приведены в приложении 2.
(Измененная редакция, Изм. № 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного диаметра, оформленной одним документом о качестве, в котором следует указывать:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение проволоки;
- результаты испытаний;
- количество мотков;
- номер партии;
- массу нетто партии;
- изображение государственного Знака качества для проволоки высшей категории качества.
(Измененная редакция, Изм. № 1, 2, 3).
3.2. Размер a, разность размеров a и a1 и качество поверхности проволоки проверяют на каждом мотке.
(Измененная редакция, Изм. № 3).
3.3. Для проверки механических свойств проволоки и параметров профиля проволоки от партии должно быть отобрано 3% мотков, но не менее 5 мотков.
(Измененная редакция, Изм. № 2).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенной выборке. Результаты повторной проверки распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для каждого вида испытаний отбирают по одному образцу с одного конца мотка.
4.2. Качество поверхности проволоки контролируется невооруженным глазом.
4.3. Размеры a и a1 проволоки измеряют микрометром по ГОСТ 6507.
Величина разности размеров a и a1 определяется как среднее арифметическое значение трех измерений, проведенных на участке длиной 1 м.
(Измененная редакция, Изм. № 2, 3).
4.4. Параметры профиля проволоки определяют как среднее арифметическое трех измерений, проведенных на участке длиной 1 м с каждой стороны.
Глубина вмятин h измеряется микрометром по ГОСТ 6507, оборудованным специальной пяткой (приложение 1).
Длина выступа b измеряется отсчетным микроскопом МПБ-2, изготовленным по технической документации.
При разногласиях в измерении параметров профиля проволоки контроль проводится по линейной плотности проволоки (табл. 3).
Линейная плотность проволоки определяется как частное от деления массы двух образцов длиной 1 м, взвешенных с погрешностью до 0,001 кг, на их длину, измеренную с погрешностью до 0,001 м.
(Измененная редакция, Изм. № 2, 3).
4.5. Испытание проволоки на растяжение проводят по ГОСТ 12004.
4.6. Испытание проволоки на перегиб проводят по ГОСТ 1579. Проволока диаметром 3,0 и 4,0 мм испытывается на валиках диаметром 20 мм, а диаметром 5,0 мм - на валиках диаметром 30 мм.
При испытании проволоки образец зажимается так, чтобы вмятины были обращены к губкам прибора.
4.5, 4.6. (Измененная редакция, Изм. № 2).
4.7. Глубину рисок и царапин определяют удалением их зачисткой с последующим сравнительным измерением в зачищенном и незачищенном местах.
(Измененная редакция, Изм. № 2, 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток массой 500-1500 кг должен быть равномерно перевязан по окружности не менее чем в четырех местах, а моток массой 20-100 кг - не менее чем в трех местах.
По требованию потребителя моток массой 500-1500 кг должен иметь промежуточные вязки, расположенные внутри мотка.
В качестве увязочных материалов применяется катанка по ОСТ 14-15-193 или термически обработанная проволока по нормативно-технической документации.
Концы мотка должны быть аккуратно уложены и легко находимы.
(Измененная редакция, Изм. № 2, 4).
5.1a. Мотки проволоки массой 20-100 кг связывают в бухты.
Масса грузового места не должна превышать 1500 кг. По согласованию изготовителя с потребителем допускается увеличение массы грузового места.
Грузовые места формируют в транспортные пакеты по ГОСТ 24597 и ГОСТ 21650.
(Введен дополнительно, Изм. № 2).
5.2. К каждому мотку (бухте) должен быть прочно прикреплен ярлык, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение проволоки;
- номер партии;
- клеймо технического контроля;
- изображение государственного Знака качества для проволоки высшей категории качества.
(Измененная редакция, Изм. № 1, 2).
5.3. Проволоку перевозят транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными и малотоннажными или мелкими отправками.
Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
5.4. Хранение проволоки - по условиям 5 ГОСТ 15150.
5.3, 5.4. (Измененная редакция, Изм. № 2).
5.5. Транспортирование проволоки, отправляемой в районы Крайнего Севера и районы, приравниваемые к ним, проводится по ГОСТ 15846.
(Измененная редакция, Изм. № 3).
5.6. Транспортная маркировка - по ГОСТ 14192.
(Введен дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Обязательное
Специальная пятка к микрометру типа МК по ГОСТ 6507 для измерения глубины вмятин
Материал - сталь ШХ15, У10А, У12А.
Твердость - HRC48-50
ПРИЛОЖЕНИЕ 2
Справочное
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки
|
Номинальный диаметр проволоки, мм |
Расчетная площадь поперечного сечения, мм2 |
Теоретическая линейная плотность, кг |
|
3,0 |
7,07 |
0,052 |
|
4,0 |
12,57 |
0,092 |
|
5,0 |
19,63 |
0,144 |
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 2, 3).
www.avtobeton.ru
ГОСТ 7348-81* «Проволока из углеродистой стали для армирования предварительно напряженных железобетонных конструкций Технические условия.»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОЛОКА
ИЗ УГЛЕРОДИСТОЙ СТАЛИ
ДЛЯ АРМИРОВАНИЯ
ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 7348-81
(СТ СЭВ 5728-86)
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОВОЛОКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛЯ АРМИРОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Технические условия Carbon sleel wire for reinforcement of preslressed concrete constructions. Specifications |
ГОСТ 7348-81 (СТ СЭВ 5728-86) |
Дата введения 01.01.83
Настоящий стандарт распространяется на холоднотянутую проволоку из углеродистой стали для армирования предварительно напряженных железобетонных конструкций.
1.1. Проволока подразделяется:
по виду:
круглая — В,
периодического профиля — Вр;
по состоянию изготовления:
с отпуском,
с отпуском под напряжением (стабилизированная) — Р;
по точности изготовления на группы: 1, 2, 3.
Стабилизированная проволока изготовляется только круглая. Проволока в зависимости от диаметра и величины условного предела текучести изготовляется классов прочности: 1500, 1400, 1300, 1200, 1100, 1000.
Примечание. Проволока классов прочности 1100 и 1000 изготовляется до 01.01.93.
(Измененная редакция, Изм. № 3, 4).
1.2. Номинальный диаметр, предельные отклонения по нему, глубина вмятин, номинальный шаг вмятин и предельные отклонения по нему должны соответствовать указанным в табл. 1.
Обозначения размеров проволоки периодического профиля приведены на чертеже.
Таблица 1
мм
|
Номинальный |
Проволока круглая и периодического профиля |
Проволока периодического профиля |
||||
|
диаметр d |
Пред. откл. |
Глубина |
Шаг вмятин А |
|||
|
|
Группа 1 |
Группа 2 |
Группа 3 |
вмятин h, не менее |
номин. |
пред. откл. |
|
3,0 |
±0,04 |
±0,0б |
–0,12 |
0,15 |
|
|
|
4,0 |
±0,04 |
±0,08 |
–0,16 |
0,19 |
6,5 |
|
|
5,0 |
±0,05 |
±0,08 |
–0,16 |
0,24 |
|
+0,5 |
|
6,0 |
±0,05 |
±0,08 |
–0,16 |
0,30 |
|
–1,0 |
|
7,0 |
±0,05 |
±0,10 |
–0,20 |
0,35 |
7.0 |
|
|
8,0 |
±0,06 |
±0,10 |
–0,20 |
0,40 |
|
|
Примечание. Номинальный диаметр проволоки периодического профиля соответствует номинальному диаметру круглой проволоки до нанесения на ее поверхность профиля.
1.3. Радиус цилиндрической поверхности вмятин R для проволоки всех диаметров класса Bр должен быть равен (8±0,5) мм.
Допускается относительное смещение диаметрально противоположных вмятин до 2 мм.
1.4. Овальность сечения круглой проволоки не должна превышать предельных отклонений диаметра.
Примеры условного обозначения
Проволока диаметром 5 мм, класса прочности 1400, круглая, стабилизированная, группы точности 1:
Проволока 5В1400—Р1 ГОСТ 7348-81
То же, диаметром 3 мм, класса прочности 1500, периодического профиля, группы точности 1, с отпуском:
Проволока ЗВр1500—1 ГОСТ 7348-81.
1.2. — 1.4. (Измененная редакция, Изм. № 3).
1.5. Расчетная площадь поперечного сечения и теоретическая масса 1000 м проволоки приведены в приложении 2.
(Введен дополнительно, Изм. № 3).
2.1. Проволока должна изготовляться из углеродистой стали марок 65, 70, 75, 80, 85 по ГОСТ 14959-79 или по нормативно-технической документации в соответствии с требованиями настоящего стандарта.
2.2. Механические свойства проволоки должны соответствовать указанным в табл. 2.
До 01.01.93 механические свойства проволоки диаметром 6,0; 7,0;
8,0 мм должны соответствовать указанным в табл. 2а.
(Измененная редакция, Изм. № 4).
2.3. Проволока диаметром 6,0 мм и свыше должна выдерживать испытание на изгиб на 1800. При этом на ней не должно быть надрывов и трещин, видимых без применения увеличительных средств.
(Измененная редакция. Изм. № 3).
2.4. На поверхности проволоки не должно быть раковин, трещин, расслоений и плен. Допускаются риски и вмятины глубиной не более предельного отклонения диаметра, а также налет ржавчины.
2.5. Проволока должна быть свернута в мотки неперепутанными рядами. Каждый моток должен состоять из одного отрезка. Масса мотка должна быть не менее 100 кг для проволоки диаметром до 6,0 мм и не менее 120 кг для проволоки диаметром 6,0 мм и более.
Допускается до 10 % мотков пониженной массы, но не менее 30 кг.
По требованию потребителя проволоку допускается изготовлять в прутках мерной длины.
Наличие сварных соединении на готовой проволоке нс допускается.
(Измененная редакция, Изм. № 1, 3, 4).
2.6. Проволоку изготовляют с нормированным значением прямолинейности.
Проволоку считают прямолинейной, если при свободном укладывании отрезка проволоки на плоскость она образует сегмент с основанием 1 м и высотой не более 90 мм — для проволоки 3,0 и 4,0 мм и высотой не более 60 мм — для проволоки диаметром от 5,0 до 8,0 мм. По требованию потребителя высота сегмента не должна быть более 30 мм.
(Измененная редакция, Изм. № 3).
2.7. (Исключен, Изм. № 1).
2.8. Потери напряжений от релаксации в стабилизированной проволоке при начальной нагрузке 0,7 от фактического разрывного усилия не должны превышать 2,5 % после 1000 ч выдержки под напряжением при нормальной температуре. Требования по релаксации вводятся с 01.01.90.
(Введен дополнительно, Изм. № 3).
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного класса прочности, одного вида и состояния изготовления, одной точности изготовления и одного диаметра и оформленной одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
номер партии;
условное обозначение проволоки;
количество мотков;
массу нетто партии.
(Измененная редакция, Изм. № 3).
3.2. Диаметр круглой проволоки и качество се поверхности проверяют на каждом мотке (прутке).
3.3. Для проверки разрывного усилия, относительного удлинения, числа перегибов, глубины, а также испытания на изгиб от каждой партии должно быть отобрано 10 % мотков (прутков), но не менее 5.
Для проверки усилия, соответствующего условному пределу текучести и прямолинейности, от каждой партии должно быть отобрано 3 % мотков (прутков), но не менее 3.
Проверку релаксационной стойкости проводят периодически не реже одного раза в б мес. на 3 мотках от партии, прошедшей приёмо-сдаточные испытания.
(Измененная редакция, Изм. № 1, 4).
3.4. При получении неудовлетворительных результатов испытании хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке из числа мотков, не проходивших испытание. Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 3).
4.1. Для каждого вида испытаний от отобранного мотка (прутка) отрезают по одному образцу.
4.2. Качество поверхности проволоки проверяют визуально.
4.3. Диаметр и овальность проволоки класса В измеряют микрометром по ГОСТ 6507-90 в двух взаимно перпендикулярных направлениях сечения проволоки, а проволоки класса Вр до нанесения на ее поверхность профиля с погрешностью не более 0,01 мм.
Глубину вмятин h проволоки класса Вр измеряют микрометром по ГОСТ 6507-90, оборудованным специальной пяткой (приложение 1), по методике измерения, аттестованной по ГОСТ 8.010-90. Допускается использование микрометра по ГОСТ 4380-93.
Параметры профиля проволоки класса Вр определяют как среднее арифметическое трех измерений.
(Измененная редакция, Изм. № 1).
4.4. Испытание проволоки на растяжение проводят по ГОСТ 12004-81.
4.5. Испытание проволоки на перегиб проводят по ГОСТ 1579-93. Испытание на изгиб проводят при температуре ((20) 0С до параллельности сторон при помощи нажимной оправки диаметром, равным пяти диаметрам испытываемой проволоки.
При испытании проволоки класса Вр образцы устанавливаются так, чтобы вмятины были обращены к зажимным губкам или оправке.
(Измененная редакция, Изм. № 3).
4.6. Для контроля прямолинейности образец укладывается на плоскую поверхность. К свободно лежащему образцу проволоки подводится планка длиной 1 м, в середине которой установлена под прямым углом линейка с ценой деления 1 мм. С помощью этой линейки измеряется высота сегмента, образованного проволокой и планкой.
4.7. Радиус цилиндрической поверхности вмятин R является справочной величиной для конструирования и изготовления профилирующего инструмента и на проволоке не проверяются.
4.8. Расчетная площадь поперечного сечения проволоки дана в приложении 2.
4.9. Испытание проволоки на релаксацию проводят по ГОСТ 28334-89.
(Введен дополнительно, Изм. № 4).
5.1. Каждый моток должен быть равномерно перевязан по окружности мягкой проволокой не менее чем в трех местах. Концы мотка должны быть аккуратно уложены и легко находимы.
Прутки должны упаковываться в пучки, перевязанные в двух местах.
5.1а. Мотки проволоки массой 30—120 кг связываются в бухты массой не более 1500 кг.
Масса грузового места не должна превышать 1500 кг.
Грузовые места формируют в транспортные пакеты по ГОСТ 21650-76, ГОСТ 24597-81.
(Введен дополнительно, Изм. № 3).
5.2. Проволоку транспортируют без смазки и упаковки. По требованию потребителя мотки могут упаковываться для предохранения проволоки от воздействия влаги и агрессивных сред.
(Измененная редакция, Изм. № 3).
5.3. К каждому мотку (пучку) должен быть прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
номер партии;
условное обозначение проволоки;
клеймо технического контроля.
5.4. Проволока транспортируется транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными, малотоннажными или мелкими отправками.
Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102-75, ГОСТ 20435-75, ГОСТ 22225-76.
5.5 Хранение проволоки — по условиям 5 ГОСТ 15150-69.
5.3. — 5.5. (Измененная редакция, Изм. № 3).
5.6. Проволока, отправляемая в районы Крайнего Севера и труднодоступные районы, упаковывается и транспортируется по ГОСТ 15846-79.
5.7. Транспортная маркировка — по ГОСТ 14192-77.
5.6, 5.7. (Введены дополнительно, Изм. № 3).
Специальная пятка к микрометру типа МК
по ГОСТ 6507-90
Материал - сталь IIIХ15, У10А. У12А.
Твердость —-HRC 48-50
Таблица 2
Расчетная площадь поперечного сечения и
теоретическая масса 1000 м проволоки
|
Номинальный диаметр, мм |
Площадь поперечного сечения, мм2 |
Масса 1000 м, кг |
|
3,0 |
7,07 |
55,5 |
|
4,0 |
12,57 |
98,7 |
|
5,0 |
19,63 |
154,1 |
|
6,0 |
28,27 |
221,9 |
|
7,0 |
38,48 |
302,1 |
|
8,0 |
50,27 |
394,6 |
Примечания:
1. Расчетная площадь поперечного сечения и теоретическая масса 1000 м проволоки вычислены по номинальному диаметру.
2. Плотность стали принята равной 7,85 кг/дм3.
Приложение 2. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ: Х.Н. Белалов, Г.В. Баталов, Н.А. Галкина, Е.М. Киреев, К.В. Михайлов, Т.И. Мамедов, В.М. Скубко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.01.81 № 138
3. Стандарт содержит все требования СТ СЭВ 5728-86
4. ВЗАМЕН ГОСТ 7348-63, ГОСТ 8480-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по решению Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4—94)
7. ПЕРЕИЗДАНИЕ (август 1995 г.) с Изменениями № 1, 3, 4, утвержденными в феврале 1986 г., декабре 1987 г., январе 1990 г. (ИУС 5—86, 3—88, 5—90)
содержание
files.stroyinf.ru










