Как согнуть профильную трубу для теплицы: простейшие способы и правила изготовления заготовок. Загнуть профильную трубу своими руками
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений «зеленые домики» с металлической основой совершенно напрасно предпочитают покупать. Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
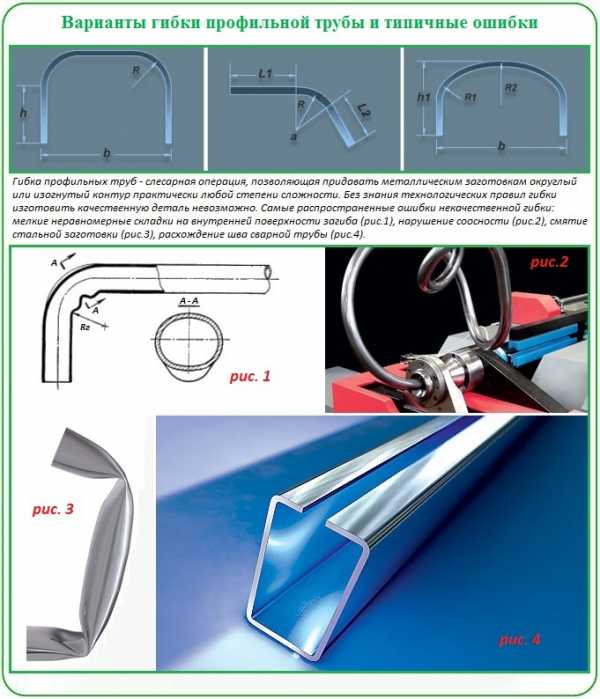
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
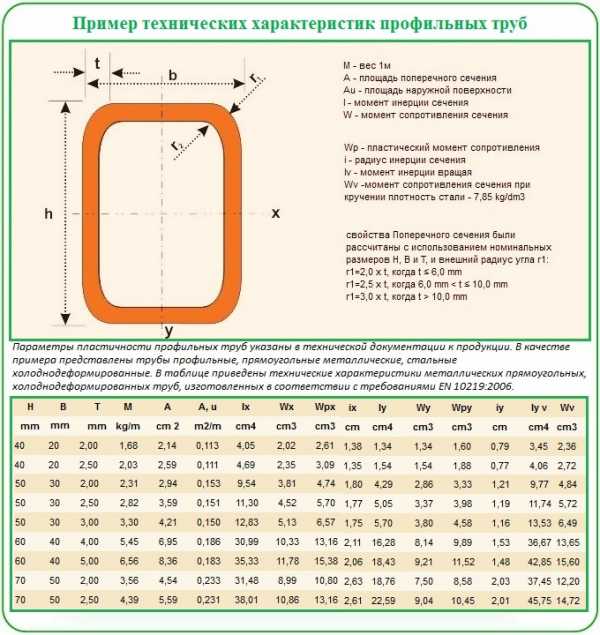
Зачем нужно знать характеристики профиля?
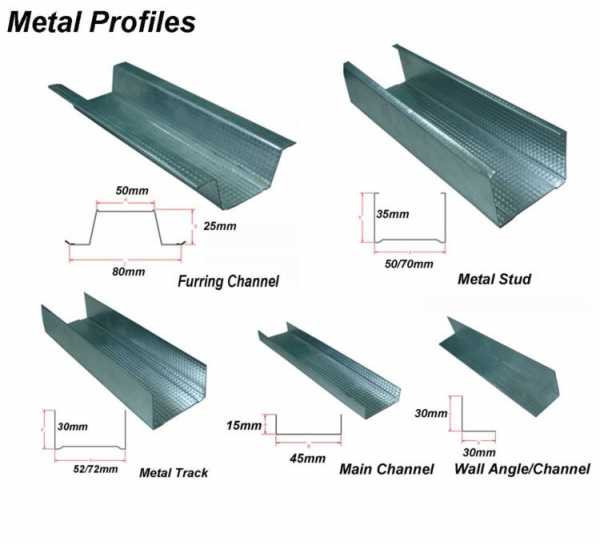
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.

Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
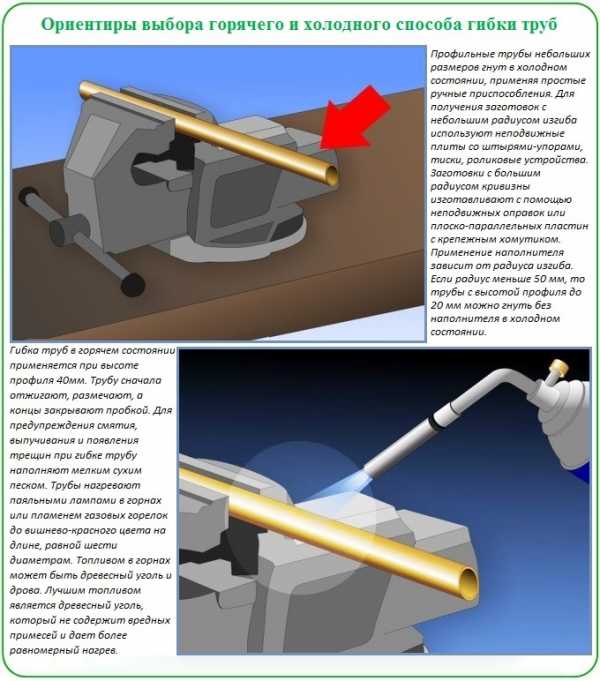
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 — гибка с нагревом
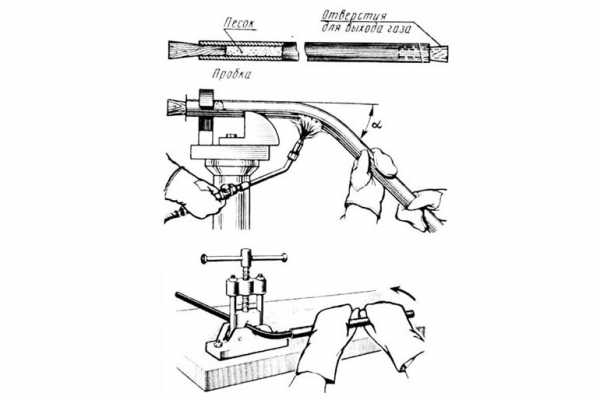
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.

Вариант #2 — холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.

Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
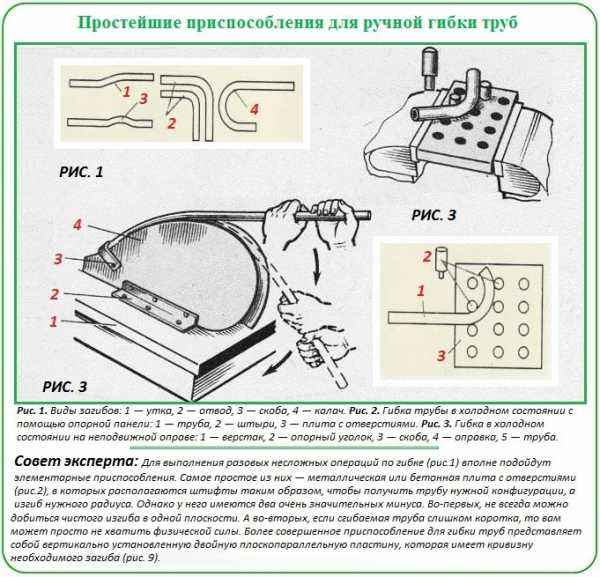
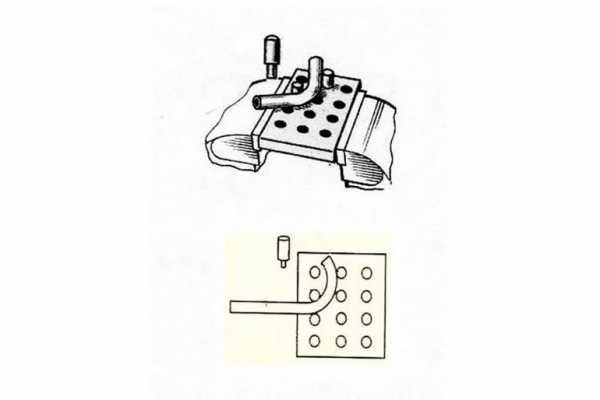
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
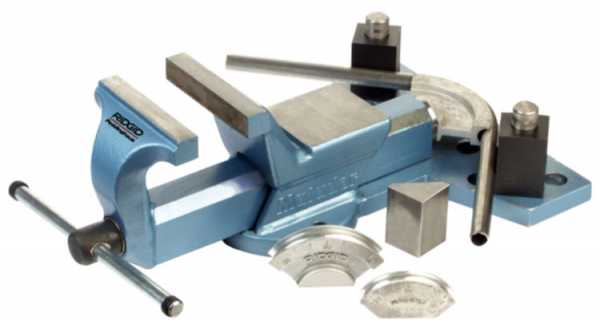
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
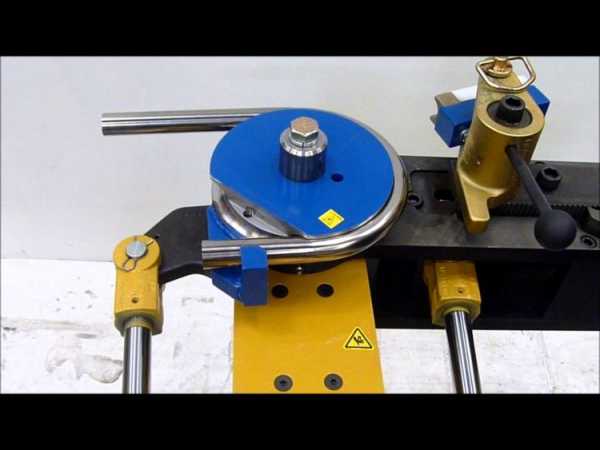
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
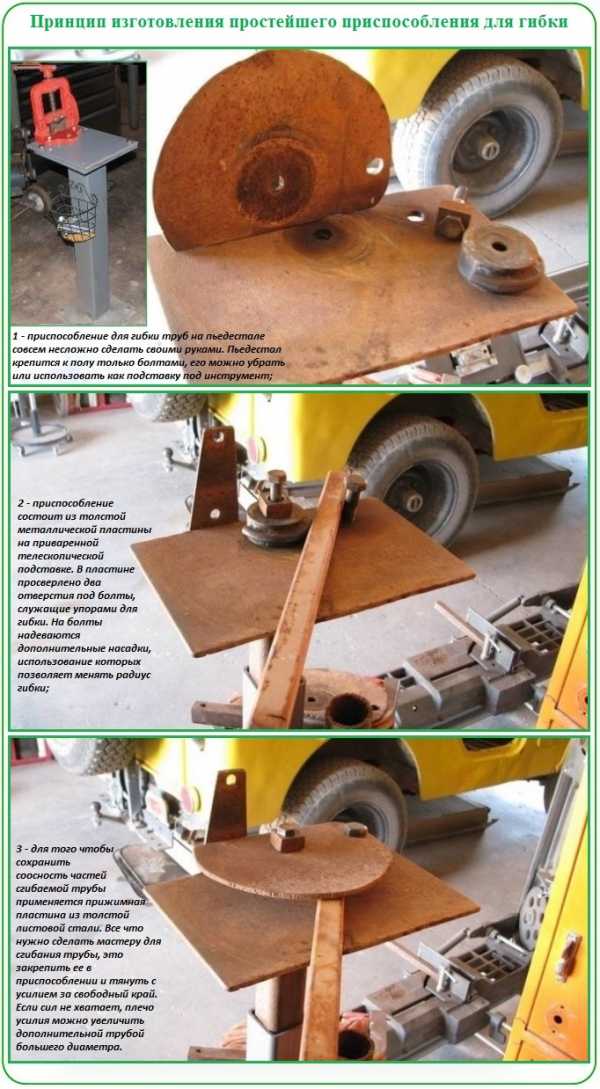
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

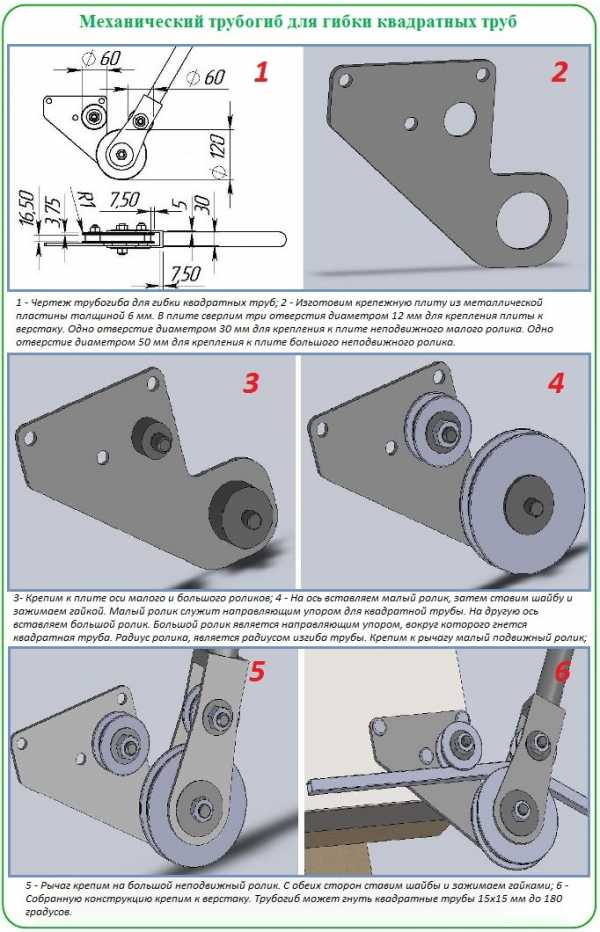
Использование ручного профилегиба
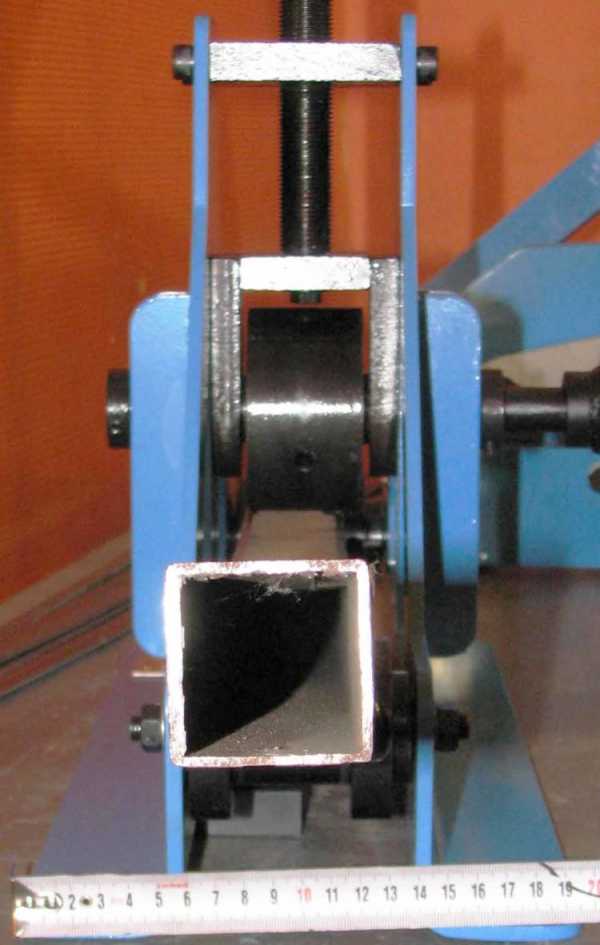
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу — многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Оцените статью: Поделитесь с друзьями!vasha-teplitsa.ru
Как согнуть профильную трубу в домашних условиях

Профильная труба – это труба, имеющая квадратное или прямоугольное сечение. Поэтому, возможно, вы подумаете, что согнуть ее практически невозможно. Хотя на самом деле, зная, как согнуть профильную трубу, это процесс покажется вам почти пустяком.
Однако приступая к работе, надо точно знать, что именно вы хотите в результате получить. Гнуть трубу, как говорится «на глазок» — это лишняя трата и своего времени, и физических сил.
Неаккуратно приложенные усилия могут разрушить профильную трубу, даже несмотря на то, что она сделана из металла.
Станок для гибки труб
Так как согнуть профильную трубу надо очень аккуратно, чтобы по возможности не изменилось ее сечение и, конечно же, связанные с ним свойства (жесткость и прочность), то лучше всего воспользоваться для этих целей специальным станком, который называют профилегибом. Покупать такой станок для разовых работ финансово невыгодно, поэтому можно просто обратиться в фирму, которая это оборудование уже имеет и ее работники выполнят ваш заказ быстро и качественно. Стоимость таких работ может варьироваться, но в любом случае это будет гораздо дешевле, чем купить трубогиб для личного использования.

При использовании станка сгибание трубы обычно производится равномерно по всей ее длине.
Действовать следует постепенно, чтобы не появились изломы и не произошло сплющивание профиля, которое невозможно уже будет устранить.
При правильном приложении усилий вам удастся избежать также и таких дефектов, как появление гофрированных участков. Труба останется гладкой, так как трубогиб одновременно и растягивает, и изгибает ее, в то время как сжимающее усилие также возникает постепенно и действует постоянно, а не рывками.
Однако чтобы добиться повышенного качества работы, стоит воспользоваться методом изгиба с использованием плюсов гидростатического давления. Для этого профильную трубу необходимо полностью заполнить жидкостью, закрыв затем ее оба конца специальными заглушками. Сгибать на станке такую трубу следует начинать с ее центра, а не с края, постепенно уменьшая радиус изгиба до достижения нужной формы.
Гнем вручную

Другой вариант – воспользоваться ручным трубогибом, подходящим для выбранного вами сечения трубы. К сожалению, применение этого приспособления требует значительных физических усилий, которые «по плечу» не каждому из нас, так как согнуть профильную трубу, стенки которой имеют толщину в несколько миллиметров, достаточно сложно.
К тому же, если профильная труба имеет большое сечение, то согнуть ее вручную у вас не получится, так как к ручной трубогиб рассчитан только на строго определенные размеры трубы.
Домашний вариант
Если ни одного из вышеуказанных трубогибов (ни ручного, ни в виде станка) у вас нет, можете воспользоваться еще одним способом – согнуть трубу в домашних условиях с помощью «болгарки» и сварки.

В этом случае процесс будет выглядеть следующим образом и займет довольно много времени:
- Прежде всего, необходимо рассчитать радиус изгиба профильной трубы, который вам необходим.
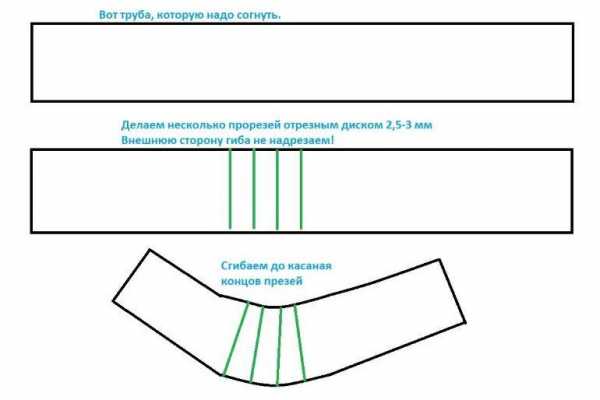
- Нанесите на трубу отметки, по которым вы ее будете разрезать, чтобы затем изогнуть до нужной формы. Помните, что чем чаще будут пропилы, тем более плавным будет конечный изгиб профильной трубы.
- С помощью «болгарки» выполните пропилы трех сторон, все время оставляя четвертую сторону сечения нетронутой.
- Аккуратно изогните трубу до нужной формы. Для облегчения процесса можно воспользоваться своеобразным лекалом, выпиленным из дерева, внешний край которого будет повторять нужную форму изгиба. Приложите край (целую четвертую сторону) профильной трубы к нему, закрепите и приступайте к сгибанию до нужной кривизны.
- С помощью сварочного аппарата заварите пропилы. Швы должны быть достаточно аккуратными и прочными.
- Отшлифуйте места сварки, чтобы в итоге у вас получилась ровная поверхность.
Так как согнуть профильную трубу таким способом быстро у вас не получится, использовать «болгарку» и сварку лучше только для единичных работ или для сгибания труб большого сечения. Если же вам необходимо выполнить довольно большое количество изогнутых профильных труб, лучше сначала смастерить самодельный трубогиб.
Трубогиб своими руками
Создать трубогиб своими руками не очень сложно, если вы, конечно же, знаете принцип его действия и основные элементы конструкции. В качестве подсказки при этом вы можете воспользоваться вот этим видео:
Пружина для изгибания трубы
Мастера знают еще один способ, как согнуть профильную трубу. Для этого они используют специально изготовленную пружину квадратного сечения, сделанную из стальной проволоки толщиной в 2-4 мм. Внешний размер пружины должен быть на 1-2 мм меньше внутреннего сечения профильной трубы.
Готовую пружину помещают в трубу. Затем с помощью паяльной лампы нагревают тот участок трубы, который необходимо согнуть (не забывая про специальные защитные перчатки и клещи), прикладывают его к болванке, имеющей необходимый радиус, закрепляют и надавливают до получения необходимого изгиба.
www.stroitelstvosovety.ru
Как согнуть профильную трубу в домашних условиях без трубогиба?
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.

Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.

После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.

С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
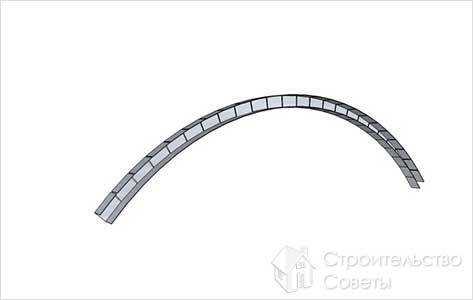
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму. Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.

Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.

Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
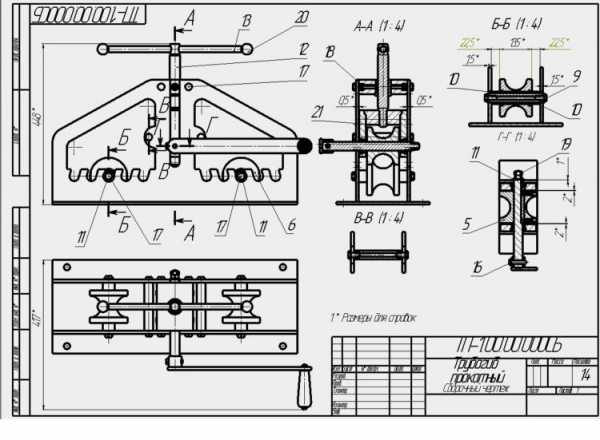
Изготовление гибочного станка своими руками
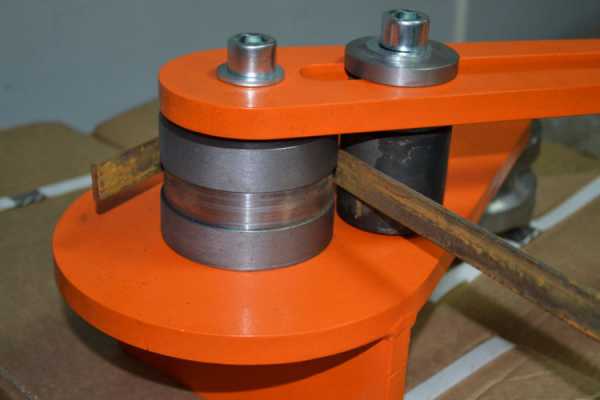
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.

На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
Загрузка...vseotrube.ru
Как согнуть профильную трубу в домашних условиях без трубогиба: видео

Создание изгиба профильной трубы профессиональным строителем или обычным хозяином часто может встретиться в процессе стройки или ремонта любого загородного дома и коттеджа. Решившись выполнить сгибание профильной трубы собственными руками в бытовых условиях, хозяин всегда озадачивается о том, как правильно и надежно устроить тепличную конструкцию, крытую террасу или курилку.

При создании таких конструкций используют именно профильные изделия, так как они намного популярнее перед трубами с традиционной круглой формы.
Трубы, имеющие обыкновенное сечение в виде круга сгибаются с помощью обычного гидравлического трубогиба со специальными башмаками и роликами для круглых заготовок. При этом изогнуть профильные детали на таком станке не представляется возможным, так как его исполнительные устройства для круглых форм просто-напросто испортят профиль – заготовка растрескается, поломается, или совсем раздавится.
Способы сгиба профильных элементов
Профильную трубу можно без всяких дефектов изогнуть и своими руками. Для изготовления таких гнутых профильных деталей существует много приемов. Одним из распространенных вариантов является сгибание профильной заготовки с помощью специальных устройств – так называемых профилегибов. Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
 как согнуть профильную трубу без трубогиба
как согнуть профильную трубу без трубогибаВ случае редкой необходимости изготовления гнутых профилей в бытовых условиях предлагается приобрести на рынке специальные трубогибы для ручной работы, используемые как для труб с круглым сечением, так и для профильных заготовок. Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
При одноразовой необходимости выполнения сгибов на заготовках покупать даже ручные механизмы нерационально. В этом случае рекомендуется приобрести на рынке уже изготовленный элемент или можно сделать заказ в мастерской либо на соответствующем предприятии, где за сравнительно невысокую плату смогут изготовить любую деталь из собственного профильного материала.

При таком решении задачи можно не только снизить стоимость работ и не потратить личное время и силы, но и достичь необходимого результата – получить деталь с качественным и правильным сгибом определенного диаметра или формы.
В каждом строительном и не только деле всегда существуют народные методы. Изгиб профильных заготовок собственными руками – не исключение. Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.

При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения. Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки.

Изготовление сгиба
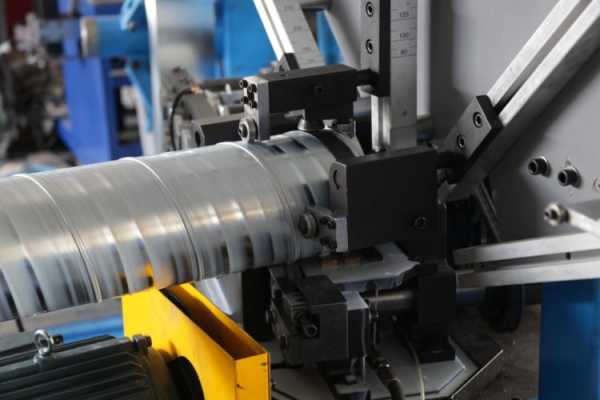
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.

Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.

Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.

С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.

Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Сгибаем без трубогиба
Сделать изгиб прямоугольной заготовки без трубогиба можно еще посредством хорошо высушенного и тщательно просеянного песка. Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
При слишком резких изгибах – когда радиус небольшой, участок сгибания рекомендуется разогреть посредством горелочного устройства. Благодаря набитому до краев в трубу песку сохранится форма сечения изделия.
После выполнения сгибания необходимо выжечь одну из пробок, высыпать песок изнутри и вырвать вторую пробку.
o-trubah.com
самая эффективная методика + инструкция с фото
Что бы обустроить свой частный участок, зачастую требуются теплицы или же беседки, но для этого необходимо согнуть профильную трубку.

Многие люди думают, что это выполнить невозможно своими руками. Но, все же существует несколько давно проверенных методов, которые помогут сделать Вам это, без всяких трудностей.

Краткое содержимое статьи:
Нюансы, которые следует учесть при сгибании трубы
Профильной трубой люди называют изделие, которое имеет, например квадратную форму, и внутри нее пустота.
Конечно изогнуть трубу и не повредить ее при этом, задача не из простых, но все же выполнить ее реально. Все это становится возможным, если использовать специальное приспособление.

Когда Вы начнете сгибать трубу, необходимо следить за внешней стенкой, так как от нагревания она может дать трещины.
Именно поэтому производить изгиб необходимо плавно и медленно, тогда риск того, что труба придёт в негодность резко уменьшается. После изгиба трубы обязательно необходимо проверить края, что бы они смотрели в одну сторону, если же этого не произошло поправьте их аккуратно.

Помните о том, что сгибать трубу необходимо начинать с конца, тогда она легче будет поддаваться изменению профиля.

Сгиб профильных трубок при помощи сварки
Сделать сгиб в трубе можно с помощью болгарки. Ее применяют для того, чтобы сделать надрезы. Для этого Вам необходимо зафиксировать трубу в специальных тисках. Далее аккуратно делаются надрезы в тех местах где будут расположены сгибы трубы.

И дело осталось за малым согнуть профиль в местах надрезах. После проделанной работы, необходимо заварить образовавшиеся отверстия, используя при этом сварку. На последнем этапе места сгиба следует зашлифовать.
Использование песка для сгибания профильной трубы
При помощи использования песка Вы сможете получить трубу необходимого для Вас радиуса.

Для этого Вам понадобиться зафиксировать один из краев трубы в земле, далее наполнить трубку песком.

После это разогреваем специальную паяльную лампу, и проводим ею там, где хотим получить изгиб.
Не следует спешить сгибать трубу, так как труба может не успеть нагреться и как последствие может просто лопнуть. С помощью такого горячего метода вместо песка можно использовать воду.
Сгиб трубы при помощи пружистого метода
Благодаря этому методу Вы сможете сохранить целостность стенок Вашей профильной трубы. Что бы осуществить данный метод, необходимо провести подготовительные работы.

Вам понадобится подготовить пружины, которые будут изготовлены из проволоки.

Далее изготовляем шаблон, по которому и будем осуществлять сгиб трубы. Сгиб трубы будет осуществлен благодаря тому, что внутри трубы будет расположена пружина, которая поможет не только согнуть трубу, но и предотвратить ее излом.

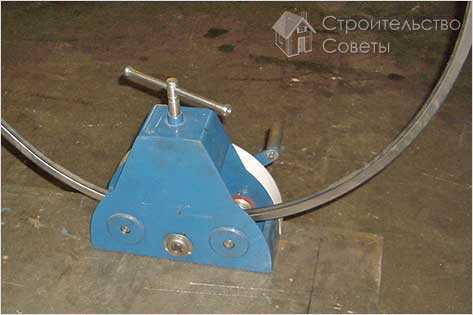
Сгиб профильной трубы при помощи трубогиба
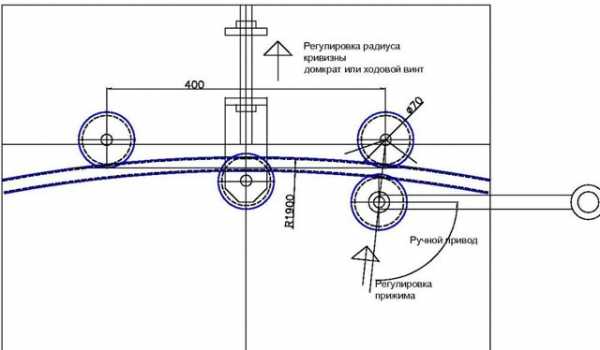
Трубогиб – это изготовленная своими руками конструкция, которая состоит из нескольких валиков, которые зажаты между столбиками.
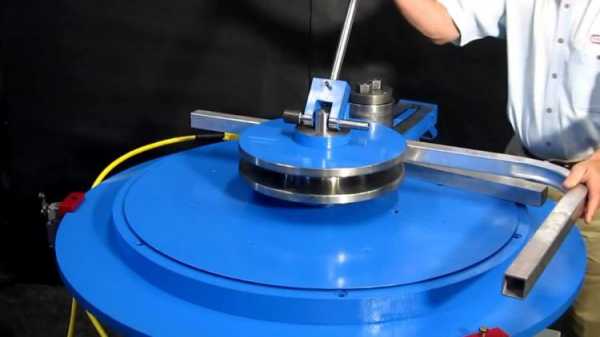
В этой конструкции посредине занимает место каретка, которая изготавливается из уголков, а сверху конструкции располагается площадка в виде квадрата.

Что бы согнуть трубу необходимо ее разместить между валиками и протянуть ее на то расстояние, которое необходимо. После такого первого проката трубка станет похожа на дугу.
Далее следует выполнить те же действия, только уже с другой стороны. Данный набор действий необходимо повторить около 4 – х раз для идеального результата.

После ознакомления со статьей ВЫ понимаете, что согнуть трубу не предоставляет особой сложности и специальных дорогих приспособлений. Главное следовать инструкции и приложить минимум усилий и у Вас обязательно все получиться!

Фото примеры как гнуть профильную трубу












stroykadomainfo.ru
Как согнуть профильную трубу в домашних условиях
Каркасные конструкции, ограждения и другие сооружения из труб надежны и практичны. При этом профильные трубы не только более эстетичны, но и обладают большей жесткостью. Как согнуть профильную трубу без образования складок и снижения прочности – не самый простой вопрос, однако и эту задачу можно решить в бытовых условиях.Ручная гибка профильных труб
Профессиональный гидравлический трубогиб – достаточно дорогое оборудование, которое не окупится при разовой или периодической эксплуатации Его приобретение экономически нецелесообразно, поэтому следует решить, как согнуть профильную трубу в домашних условиях без применения дорогостоящей техники.

Для того, чтобы деформировать прочный прокат требуется приложить значительные усилия, но можно упростить задачу, используя несложные приспособления.
Использование пружины
Для реализации такого способа гибки профильных труб навивают пружину с квадратными звеньями. Каждая сторона звена такой пружины должна быть на несколько миллиметров меньше соответствующей стороны сечения профильной трубы. Готовую пружину помещают внутрь трубы и постепенно нагревают паяльной лампой место будущего сгиба. Для точного соблюдения радиуса лучше использовать болванку или шаблон, к которому прикладывают заготовку. Следует также позаботиться о собственной безопасности, работая в перчатках и используя клещи. Чтобы удерживать нагретую трубу.
Простейшие приспособления
Самый простой домашний способ гибки труб предполагает соединение в одной конструкции лекала будущего готового изделия и упора для удобства выполнения работ. Оба этих элемента фиксируются на единой основе, образуя своеобразный рабочий стенд. Изготавливая такой простой, но функциональный самодельный трубогиб, следует принимать во внимание:
- Элементы стенда могут изготавливаться из твердых пород дерева или из металла. Дерево проще в обработке, но металл долговечнее и подходит для работы даже со стальными трубами.
- Если шаблон изготавливается из дерева, его рабочий торец (поверхность, на которую «ложится» сгибаемая труба) выполняется с уклоном, чтобы избежать соскальзывания изделия. При использовании металлического шаблона необходимо укомплектовать стенд фиксаторами.
- Для возможности изготавливать изделия с разными радиусами кривизны можно сделать шаблон съемным и заменять его на другой при необходимости.
- Универсальный самодельный трубогиб можно сделать, используя съемные металлические крючки-фиксаторы.
- Расширить возможности простейшего приспособления возможно, если применять лебедку.
Перечисленные выше рекомендации помогут решить, как сделать трубогиб просто и достаточно быстро, не обременяя в то же время бюджет непредвиденными расходами.

Существуют несложные способы упростить работу:
- Увеличить прикладываемое усилие легко с помощью рычага, просто вставив в конец трубы металлический стержень.
- Использовать гидростатические силы, для чего сгибаемую трубу заполняют водой и закрывают заглушками. Сгибать такую трубу следует с центра.
Видео по теме:
Сварной способ
Как согнуть профильную трубу без трубогиба, особенно, если у нее достаточно большая толщина стенок? При наличии определенных навыков для этих целей можно использовать болгарку и сварочный аппарат. Точность радиуса кривизны, как и в других случаях, соблюдается при помощи болванки.
Последовательность действий
- На профильной трубе отмечается участок будущего изгиба.
- На этом отрезке выполняются распилы болгаркой – пропиливаются три стенки, четвертая остается нетронутой. Расстояние между распилами выбирается произвольно. Чем меньше промежутки, тем более плавным и точным будет изгиб, но увеличится объем работ при сварке на следующем этапе.
- Труба с распилами прикладывается к болванке и аккуратно сгибается.
- Пропилы завариваются.
- Сварные швы шлифуются до получения ровной поверхности.


Согнуть профильную трубу своими руками таким способом не сложно, можно получить любой необходимый радиус и даже конструкции сложных форм.
Прокатные модели
Если вас интересует, как сделать трубогиб для частого применения, стоит обратить внимание на прокатные самодельные станки. Самым сложным в изготовлении таких конструкций является производство в домашних условиях деталей с высокой точностью.

Для продвижения (прогона) трубы используются ролики или подшипники.
- При необходимости гнуть алюминиевые или гибкие трубы, можно изготовить рабочие элементы из твердой древесины. Возможный вариант материала для изготовления роликов в этом случае – полиуретан. Преимущества дерева и полиуретана – небольшая стоимость, легкость изготовления в домашних условиях и простота замены при износе или повреждении.
- Если древесина не выдерживает интенсивной эксплуатации или самодельный трубогиб предполагается использовать для работы со стальными трубами, лучше использовать металлические рабочие детали.
- Расстояние между роликами влияет на работу оборудования – большие промежутки требуют приложения меньших усилий для деформации, но ограничивают возможности с точки зрения радиуса изгиба. При большом расстоянии между роликами значительный отрезок трубы вовсе не деформируется.
- Если дооснастить простую конструкцию боковыми роликами с возможностью изменения их положения, инструмент станет более универсальным.
- Боковые фиксаторы, обеспечивающие перпендикулярное положение трубы относительно осей роликов, позволяют избежать закручивания заготовки в спираль.
- Для равномерного сгиба без деформаций трубу требуется «прокатать» несколько раз (для небольшого радиуса – до 50-100 прогонов). Желательно при этом обеспечить одинаковую скорость движения и прикладываемые усилия.
Видео инструкция устройства трубогиба:
Как согнуть профильную трубу с помощью такого устройства?
При затягивании прижимного ролика труба начинает движение через трубогиб. На один прогон приходится половина оборота фиксирующей полосы. Если необходимо согнуть трубу со сварным швом, важно, чтобы при каждом проходе он находился с одной и той же стороны.
banivl.ru
Как согнуть профильную трубу без трубогиба: видео-инструкция
В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос – а как согнуть профильную трубу в домашних условиях? На сегодняшний день есть несколько достаточно эффективных методик, и при наличии определенной сноровки с задачей можно справиться, не обращаясь в мастерскую к профессионалам.

Изготовить подобные детали можно и самостоятельно
Способ 1. Использование трубогибочных машин
Когда мы говорим о гибке профильных труб, то чаще всего подразумеваем формирование из заготовки дуги определенного радиуса. Чем больше этот радиус, тем легче наша задача, поскольку так внутренняя полость будет подвергаться меньшим деформациям (читайте также статью «Защитная асмольно-полимерная лента для труб»).
Обратите внимание! Изгибать круглые и профильные трубы под прямым углом не получится: излом практически гарантирован. Для этой цели обычно применяют либо сварное соединение, либо специальные переходники, позволяющие состыковать два отдельных отрезка.

Ручной станок для обработки профильных и круглых заготовок
Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручной или стационарный профилегибочный станок. Он представляет собой устройство с несколькими валиками, которые воздействуют на заготовку, придавая ей нужную форму.
Инструкция по работе на трубогибе достаточно проста:
- Деталь нужного размера укладываем в станок и зажимаем в креплениях.
- Включаем электродвигатель или начинаем вращать рукоятку.
- Рабочие валики смещают ось трубы в направлении изгиба, при этом одновременно выполняется растягивание одной из стенок.
- На противоположную стенку воздействует гибочный шаблон, придавая заготовке нужную форму.
- Для снижения деформации внутренней полости часто применяют гидравлическую стабилизацию: края детали закрываются заглушками, а вовнутрь под небольшим давлением закачивается жидкость.

Стационарный трубогиб
Чтобы повысить эффективность всех операций, стоит соблюдать такие правила:
- Чем медленнее мы производим обработку, тем ниже риск излома или неконтролируемой деформации деталей.
- При работе следует принимать во внимание ограничения по толщине стенки и сечению трубы, актуальные для вашей модели станка.
- Толстые трубы лучше изгибать в заводских условиях после предварительного прогрева: за счет увеличения пластичности металла повышается качество обработки.
Цена бытовых устройств данного типа стартует примерно со 100 долларов. Вот почему для обработки небольшого количества деталей можно либо арендовать аппарат на несколько дней, либо воспользоваться услугами мастеровой.
Народные средства
Способ 2. Подрезка и сварка

Несколько надрезов облегчат работу
Однако трубогибочный аппарат под рукой есть далеко не всегда. Вот почему любому мастеру стоит заранее изучить, как загнуть профильную трубу в домашних условиях с применением более распространенных инструментов.
Если целостность внутренней полости для нас не является критичной, можно воспользоваться угловой шлифовальной машинкой и сварочным аппаратом:
- На деталь наносим разметку, выделяя участок, по которому будет проходить линия изгиба.
- С внутренней стороны с помощью болгарки с отрезным диском делаем несколько пропилов не менее чем на 3/4 сечения.
- Взявшись за концы детали, формируем изгиб.
Совет! при необходимости излишки металла вырезаем той же болгаркой.
- Фиксируем заготовку в шаблоне и свариваем края разрезов.
- После того как металл остынет, меняем диск болгарки на шлифовальный и полируем обработанную поверхность.

Дуги, подвергнутые сварке и полировке
Способ 3. Внутренняя пружина
Если сохранение целостности стенок является принципиальным, то для выполнения стоящей перед нами задачи нужно своими руками изготовить специальную пружину:

Фото квадратной пружины с плотной навивкой
- Берем стальную проволоку диаметром до 4 мм. Чем толще стенки трубы, тем прочнее должна быть проволока.
- Используя полнотелую стальную болванку, навиваем пружину квадратного сечения. Размер стороны квадрата подбираем таким образом, чтобы полученная конструкция без труда проходила во внутреннюю полость трубы.
- Закладываем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- Используя шаблон или круглую болванку подходящего диаметра, формируем дугу. При этом пружина внутри защитит деталь от излома и сохранит ее профиль.
Данная методика является довольно трудоемкой, поскольку изготовление пружины отнимает много времени и сил. С другой стороны, использовать эластичную вставку можно многократно, так что описанный способ вполне подходит для выполнения масштабных работ.
Способ 4. Заполнение песком или водой
Если же под рукой нет подходящей стальной проволоки, а необходимость в изготовлении дуги из трубчатой заготовки стоит довольно остро, стоит воспользоваться одной из методик, предполагающих внутреннее заполнение.
В качестве заполнителя можно использовать жидкость:
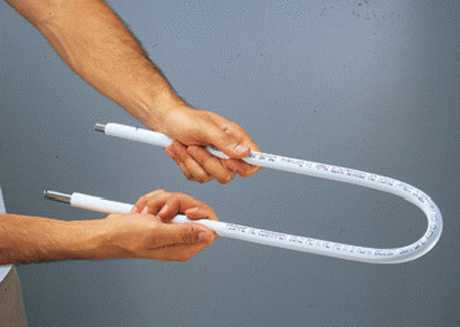
- Перед тем как гнуть профильную трубу из меди с тонкими стенками (иногда они используются в отопительных системах), ее полость заливаем водой, герметично закрыв оба торца.
- После заливки выносим изделие на холод или помещаем в морозильную камеру. Ожидаем до тех пор, пока вода полностью замерзнет.
- Используя болванку или шаблон, производим загиб трубы, после чего вынимаем пробки и сливаем воду.
Обработка заготовки с прогревом
В теплое время года, а также при обработке толстостенных заготовок воду заменяем песком:
- Материал просеиваем, удаляя все загрязнения, после чего тщательно прокаливаем на огне.
- Один край заготовки затыкаем деревянной пробкой.
- Засыпаем в полость сухой песок, тщательно уплотняя его путем постукивания по земле или верстаку.
- Устанавливаем пробку на другой конец детали и выполняем гибку. Если не спешить, то песок за счет поддержания внутреннего давления не позволит сформироваться внутреннему излому.
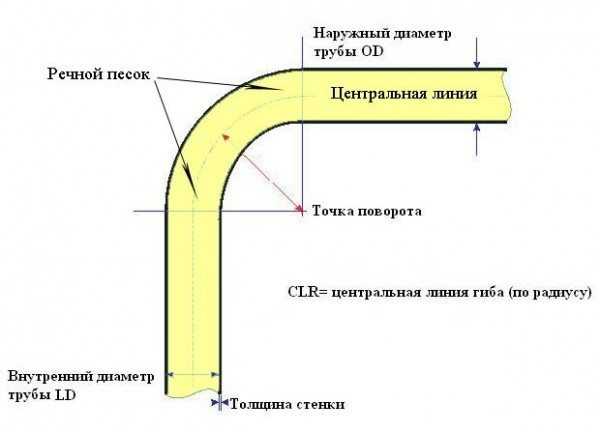
Схема гиба
Вывод
Если вы хотя бы периодически работаете с металлом, то знать о том, как согнуть профильную трубу без трубогиба, вам нужно обязательно. Конечно, все описанные методы не смогут в полной мере заменить качественное профессиональное оборудование, но в критической ситуации они способны прийти на помощь, позволив решить поставленную задачу максимально оперативно (см.также статью «Дефлектор на трубу – что это такое и зачем он нужен»).
Если вы захотите ознакомиться с технологией обработки более подробно, рекомендуем просмотреть видео в этой статье.
gidroguru.com