Закалка клинков воздухом. Закалка стали на воздухе. Закалка на воздухе стали
Закалка стали – способы, температура, правила
Одним из наиболее распространенных способов термообработки металлов является закалка стали. Именно при помощи закаливания формируются требуемые характеристики готового изделия, а ее неправильное выполнение может привести к излишней мягкости металла (непрокаливание) или к его чрезмерной хрупкости (перекаливание). В нашей статье речь пойдет о том, что такое правильная закалка и что нужно сделать, чтобы ее выполнить.

Закалка стали
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
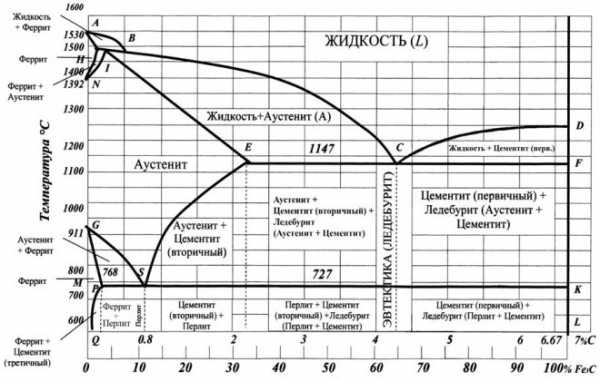
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.

На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.
Объемная закалка толстостенных заготовок
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.
Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.

Охлаждение в масляной ванне
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.
Закалка и отпуск стали в домашних условиях
Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Закалка стали на воздухе. Закалка с обработкой стали холодом
Закалка клинков воздухом
Большой Бро 04-10-2012 15:45Вообщем прочитал "Собрание сочинений Аносова" (книгу можно скачать в сети) и нашел интересный момент: http://www.zlatoust.ru/a/anosov/zakalka_anosov.html (здесь лишь глава).Ну понятно что некоторые стали закаливают на открытом воздухе: Х12мф, быстрорезы...Ясно что Аносов имел ввиду лишь нелигированные углеродистые стали. вообщем подумав решил попробовать. Беру подшипник, оттягиваю, нормализую, калю. Сточил в "ноль". Рез испытывал на старых валенках. Ну режит, правда не фонтан, короче не понравилось.Прошло время, опять книга в руки попала, загорелось! Лежал у меня в кузнице клинок, (из напильника), отожженый, слесаренный, обух в обмазке, кромка в 1,5 мм, так руки и не дошли до него. А тут после ковки еще угля много в горне, вообщем решил еще попробовать. В качестве воздухонагнетателя использовал пылесос "Буран" без шланга, струя мощная.Нагрел со стороны РК и закалил. Правда окалины так и не отскачило (по Аносову). Попробовал надфилем - берет, мелким напильником - берет но трудно. Выточил в 0.2 мм, заточил. На этот раз валенки резал очень хорошо, капроновый трос режит. Действительно рез агрессивный, но тупится на деревяхи быстро. Разделывал этим ножом корову - очень хорошо показал себя на шкуре, т.е. он не то чтобы режит, а "рвет".
Вот тут есть один момент на счет "рвет". Вначале заточил на алмазе, потом довел РК мелким оселком, заусенец очень трудно сточить. После бритвенной заточки тупится быстро! Начинает мылить. Кстати некоторым сталям это тоже присуще. Взял крупнее брусок - режит дольше и сразу появляется агрессивность.
Так вот, во время ошкуривания КРС нож все же попралялся (на обычном бруске с приклеенной крупной наждачкой), однако работать таким лезвием намного приятнее и быстрее. Вообщем о чем я? Тут как бы не все так просто, я думаю что дополнительная ТО может улучшить результат. Просто правда мы привыкли к твердости, хотя где то она и не нужна. Кто нибудь делал подобное? Позже еще допишу некоторые соображения...
Nemec 04-10-2012 16:02Кирсан вроде писал, что экспериментировал с Р6М5, отпустив её по самое немогу. Резала хорошо и точилась "об пятку".
SkandIvan 04-10-2012 16:16quote:мы привыкли к твердости, хотя где то она и не нужнавсё правильно,тёзка.Твердость ножа должна соответствовать разрезаемому материалу-резать мясо и жилы можно и 50 НРС,нpellete.ru
температура, режимы, технология, твердость стали после закалки
Для придания стали определенных эксплуатационных качеств на протяжении многих десятилетий проводится термообработка. Сегодня, как и несколько столетий назад, закалка стали предусматривает нагрев металла и его последующее охлаждение в определенной среде. Температура нагрева стали под закалку должна быть выбрана в соответствии с составом металла и механическими свойствами, которые нужно получить. Допущенные ошибки при выборе режимов закалки приведут к повышению хрупкости структуры или мягкости поверхностного слоя. Именно поэтому рассмотрим способы закалки стали, особенности применяемых технологий, а также многие другие моменты.

Закалка стали
Какой бывает закалка метала?
Для чего нужна закалка стали знали еще древние кузнецы. Правильно выбранная температура закалки стали позволяет изменять основные эксплуатационные характеристики материала, так как происходит преобразование структуры.
Закалка – термообработка стали, которая сегодня проводится для улучшения механических качеств металла. Процесс основан на перестроении атомной решетки за счет воздействия высокой температуры с последующим охлаждением.
Технология закалки стали позволяет придать недорогим сортам металла более высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий, повышается прибыльность налаженного производства.
Основные цели, которые преследуются при проведении закалки:
- Повышение твердости поверхностного слоя.
- Увеличение показателя прочности.
- Уменьшение пластичности до требуемого значения, что существенно повышает сопротивление на изгиб.
- Уменьшение веса изделий при сохранении прочности и твердости
Существуют самые различные методы закалки стали с последующим отпуском, которые существенно отличаются друг от друга. Наиболее важными режимами нагрева можно назвать:
- Температуру нагрева.
- Время, требующееся для нагрева.
- Время выдержки металла при заданной температуре.
- Скорость охлаждения.
Изменение свойств стали при закалке может проходить в зависимости от всех вышеприведенных показателей, но наиболее значимым называют температуру нагрева. От нее зависит то, как будет происходить перестроение атомной решетки. К примеру, время выдержки при закалке стали выбирается в соответствии с тем, какой прочностью и твердостью должно обладать зубчатое колесо для обеспечения длительной эксплуатации в условиях повышенного износа.

Цвета закалки стали
При рассмотрении того, какие стали подвергаются закалке стоит учитывать, что температура нагрева зависит от уровня содержания углерода и различных примесей. Единицы закалки стали представлены максимальной температурой, а также временем выдержки.
При рассмотрении данного процесса изменения основных эксплуатационных свойств следует учитывать нижеприведенные моменты:
- Закалка направлена на повышение твердости. Однако с увеличением твердости металл становится и более хрупким.
- На поверхности может образовываться слой окалины, так как потеря углерода и других примесей у поверхностных слоев больше, чем в середине. Толщина данного слоя учитывается при расчета припуска, максимальных размеров будущих деталей.
Выполняется закалка углеродистой стали с учетом того, с какой скоростью будет проходить охлаждение. При несоблюдении разработанных технологий может возникнуть ситуация, когда перестроенная атомная решетка перейдет в промежуточное состояние. Это существенно ухудшит основные качества материала. К примеру, охлаждение со слишком большой скоростью становится причиной образования трещин и различных дефектов, которые не позволяют использовать заготовку в дальнейшем.
Процесс закалки сталей предусматривает применение камерных печей, которые могут нагревать среду до температуры 800 градусов Цельсия и поддерживать ее на протяжении длительного периода. Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей.
Отдельная технология разрабатывается для случая, когда заготовка имеет тонкие стены и грани. Представлена она поэтапным нагревом.
Полную закалку используют обычно для сталей и деталей, которые не подвержены растрескиванию или короблению.
Зачастую технология поэтапного нагрева предусматривает достижение температуры 500 градусов Цельсия на первом этапе, после чего выдерживается определенный промежуток времени для обеспечения равномерности нагрева и проводится повышение температуры до критического значения. Холодная закалка стали не приводит к перестроению всей атомной сетки, что определяет только несущественное увеличение эксплуатационных характеристик.
Как ранее было отмечено, есть различные виды закалки стали, но всегда нужно обеспечить равномерность нагрева. В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
Методы предотвращения образования окалины и критического снижения концентрации углерода
Назначение закалки стали проводится с учетом того, какими качествами должна обладать деталь. Процесс перестроения атомной сетки связан с большими рисками появления различных дефектов, что учитывается на этапе разработки технологического процесса.
Даже наиболее распространенные методы, к примеру, закалка стали в воде, характерно появления окалины или существенного повышения хрупкости структуры при снижении концентрации углерода. В некоторых случаях закалка стали проводится уже после финишной обработки, что не позволяет устранить даже мелкие дефекты. Именно поэтому были разработаны технологии, которые снижают вероятность появления окалины или трещин. Примером можно назвать технологию, когда закалка стали проходит в среде защитного газа. Однако сложные способы закалки стали существенно повышают стоимость проведения процедуры, так как газовая среда достигается при установке печей с высокой степенью герметичности.
Более простая технология, при которой проводится закалка углеродистой стали, предусматривает применение чугунной стружки или отработанного карбюризатора. В данном случае сталь под закалку помещают в емкость, заполненную рассматриваемыми материалами, после чего только проводится нагрев. Температура закалки несущественно корректируется с учетом созданной оболочки из стружки. Технология предусматривает обмазывание емкости снаружи глиной для того, чтобы избежать попадание кислорода, из-за чего начинается процесс окислений.
Температура нагрева стали при термообработке
Как ране было отмечено, термообработка предусматривает и охлаждение сталей, для чего может использоваться не только водяная, но, к примеру, и соляная ванная. При использовании кислот в качестве охлаждающей жидкости одним из требований является периодическое раскисление сталей. Данный процесс позволяет исключить вероятность снижения показателя концентрации углерода в поверхностном слое. Чтобы провести процесс раскисления используется борная кислота или древесный уголь. Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности.
Рассматривая данные методы термической обработки с последующим охлаждением следует отметить, что они существенно повышают себестоимость заготовки. Однако сегодня охлаждение в воде или закалка при заполнении камеры кислородом не позволяют повысить показатели свойств стали без появления дефектов.

Закалка стали — технологический процесс
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Детали после финишной обработки подобным образом не охлаждаются.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.

Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Закалка стали
Закалка стали
Закалкой стали называется операция термической обработки, заключающаяся в нагреве её по крайней мере выше критической точки Ac1(T.e. до аустенито-ферритного, аустенитного или аустенито-цементитного), выдержке и последующем охлаждении в различных средах с целью получения при комнатной температуре неустойчивых продуктов распада аустенита, а следовательно, повышения твёрдости и прочности.
Для углеродистых сталей точка Ас1 соответствует линии на диаграмме «железо-цементит» и составляет 727°С, В связи с тем, что нагрев ниже этой температуры не приводит к изменению исходной отожженной структуры стали, последующее охлаждение с любой скоростью так же не изменяет ни структуры, ни свойств стали. Следовательно такая операция не является закалкой.
В большинстве случаев основная цель закалки - повышение твёрдости и прочности - достигается превращением аустенита в одну из самых прочных структур - мартенсит. Его образование требует быстрого охлаждения с температуры закалки.
Выбор температуры закалки.
В зависимости от температуры нагрева закалка может быть полной и неполной.
В случае, если нагрев производится выше линии GSE диаграммы (точки асз и Аcm), то полученная при этом однофазная структура аустенита при охлаждении со скоростью больше некоторой критической превращается в чистый мартенсит. Такую закалку называют полной.
При неполной закалке нагрев стали осуществляется выше линии РSК(точка Ac1), но ниже линии GSE. При этом в доэвтектоидных сталях образуется структура аустенит + феррит, а в заэвтектоидных - аустенит + цементит. В таком случае даже охлаждение с очень высокой скоростью не может обеспечить чисто мартенситной структуры, так как избыточные фазы (феррит или цементит) сохраняются в структуре без изменений, В результате в доэвтектоидных сталях получается структура мартенсит + феррит, а в заэвтектоидных – мартенсит + цементит.
Твёрдость мартенсита, представляющего собой пересыщенный твёрдый раствор углерода в -железе, зависит от содержания в нём углерода (рис 1). В среднеуглеродистых и высокоуглеродистых сталях она составляет 55…65 НRС или 550…680НВ.
Феррит одна из самых мягких и малопрочных фаз в сталях. Его твёрдость не превышает 80...100 НВ. Цементит же - весьма твёрдая фаза (около 1000 HV или более 700 НВ). Следовательно присутствие избыточного феррита в структуре закалённой стали резко снижает её твёрдость, в то время как цементит способствует получению более высокой твёрдости.
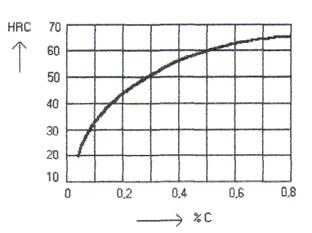
Рис. 1 Зависимость твёрдости мартенсита от содержания углерода в стали.
Таким образом, для доэвтектоидных сталей целесообразно производить полную закалку на чистый мартенсит, а для заэвтектоидных - неполную, которая кроме мартенсита сохраняет в структуре некоторое количество цементита. Для эвтектоидной стали возможна только полная закалка.
Следует иметь в виду, что нагрев стали при закалке до температур, значительно превышающих критические точки Ac3 и Аcm, вообще не желателен, так как может привести к сильному обезуглероживанию и окислению поверхности деталей, укрупнению зерна аустенита и увеличению внутренних напряжений. В итоге после закалки с таких температур твёрдость поверхности оказывается заниженной, наблюдается повышенная деформация детали, получающийся мартенсит имеет грубое строение и обладает повышенной хрупкостью.
Всё это позволяет придти к выводу, что в зависимости от состава стали её нагрев под закалку целесообразно осуществлять до температур, лежащих на 30... 50 0С выше линии GSK (рис 2)
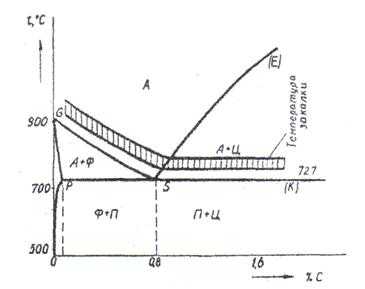
Рис. 2. Оптимальный интервал температур нагрева под закажу углеродистых сталей.
Скорость охлаждения при закалке
Структура и свойства закаленной стали в большей степени зависят не только от температуры нагрева, но и от скорости охлаждения. Получение закалочных структур обусловлено переохлаждением аустенита ниже линии PSK, где его состояние является неустойчивым. Увеличивая скорость охлаждения, можно обеспечивать его переохлаждение до весьма низких температур и превратить в различные структуры с разными свойствами. Превращение переохлажденного аустенита может идти как при непрерывном охлаждении, так и изотермически, в процессе выдержки при температурах ниже точки Ar1 (т.е. ниже линии PSK).
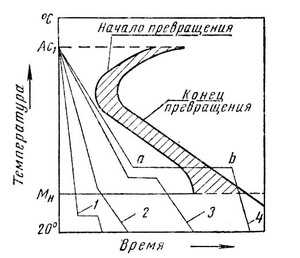
Влияние степени переохлаждения на устойчивость аустенита и скорость его превращения в различные продукты представляют графически в виде диаграмм в координатах «температура-время». В качестве примера рассмотрим такую диаграмму для стали эвтектоидного состава (рис 3). Изотермический распад переохлажденного аустенита в этой стали происходит в интервале температур от Ar1 (727 °С) до Мн (250 °С), где Мн -температура начало мартенситного превращения. Мартенситное превращение в большинстве сталей может идти только при непрерывном охлаждении.
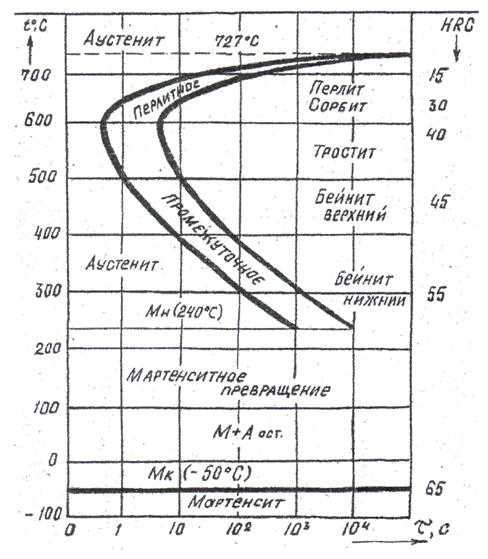
Рис.3 Диаграмма распада аустенита для стали эвтектоидного состава.
На диаграмме (см. рис 3) нанесены две линии, имеющие форму буквы «С», так называемые «С-кривые». Одна из них (левая) указывает время начало распада переохлажденного аустенита при разных температурах, другая (правая) - время окончания распада, В области, расположенной левее линии начала распада, существует переохлажденный аустенит. Между С-кривыми имеется как аустенит, так и продукты его распада. Наконец, правее линии конца распада существуют только продукты превращения.
Превращение переохлажденного аустенита при температурах от Ar1 до 550 0С называют перлитным. Если аустенит переохлажден до температур 550...Mн, - его превращение называется промежуточным.
В результате перлитного превращения образуются пластинчатые структуры перлитного типа, представляющие собой феррито-цементитные смеси различной дисперсности. С увеличением степени переохлаждения в соответствии с общими законами кристаллизации возрастает число центров. Уменьшается размер образующихся кристаллов, т.е. возрастает дисперсность феррито-цементитной смеси. Так если превращение происходит при температурах, лежащих в интервале Ar1...650°C, образуется грубая феррито-цементитная смесь, которую называют собственно перлитом. Структура перлита является стабильной, т.е. неизменяемой с течением времени при комнатной температуре.
Все остальные структуры, образующиеся при более низких температурах, т.е. при переохлаждениях аустенита, относятся к метастабильным. Так при переохлаждении аустенита до температур 650...590°С он превращается в мелкую феррито-цементитную смесь, называемую сорбитом.
При ещё более низких температурах 590... 550 °С образуется тростит -весьма дисперсная феррито-цементитная смесь. Указанные деления перлитных структур в известной степени условно, так как дисперсность смесей монотонно возрастает с понижением температуры превращения. Одновременно с этим возрастают твёрдость и прочность сталей. Так твёрдость перлита в эвтектовдной стали составляет 180...22- НВ (8...19 HRC), сорбита - 250...350 НВ (25...38 НRС), тростита - 400...450 НВ (43...48HRC).
При переохлаждении аустенита до температур 550...МН он распадается с образованием бейнита. Это превращение называется промежуточным, так как в отличие от перлитного оно частично идет по так называемому мартенситному механизму, приводя к образованию смеси цементита и несколько пересыщенного углеродом феррита. Бейнитная структура отличается высокой твёрдостью 450...550 НВ.
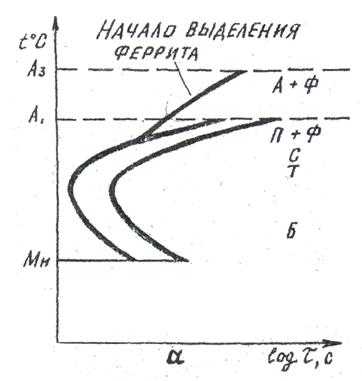
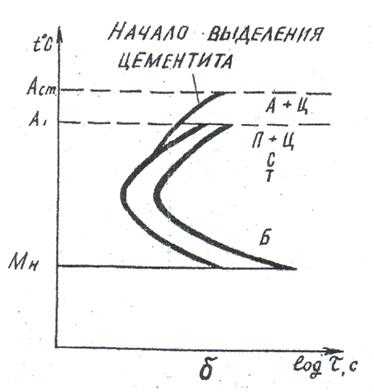
Рис.4 Диаграмма распада аустенита для доэвтектоидной (а) и заэвтектоидной (б) сталей.
На диаграммах распада аустенита для доэвтектоидных и заэвтектоидных сталей (рис.4.) имеется дополнительная линия, показывающая время начала выделения из аустенита избыточных кристаллов феррита или цементита. Выделение этих избыточных структур происходит только при небольших переохлаждениях. При значительном переохлаждении аустенит превращается без предварительного выделения феррита или цементита, В этом случае содержание углерода в образовавшейся смеси отличается от эвтектоидного.
В случае непрерывного охлаждения аустенита с различной скоростью его превращение развивается не при постоянной температуре, а в некотором интервале температур. Для того, чтобы определить структуры, получающиеся при непрерывном охлаждении, нанесём на диаграмму распада аустенита кривые скорости охлаждения образцов углеродистой эвтектоидной стали (рис.5.).
Из этой диаграммы видно, что при очень малой скорости охлаждения V1 которая обеспечивается охлаждением вместе с печью (например, при отжиге), получается структура перлита. При скорости V2 (на воздухе) превращение идёт при несколько более низких температурах. Образуется структура перлит, но более дисперсный. Такая обработка называется нормализацией и широко применяется для малоуглеродистых сталей (иногда и для среднеуглеродистых) взамен отжига в качестве смягчающей.
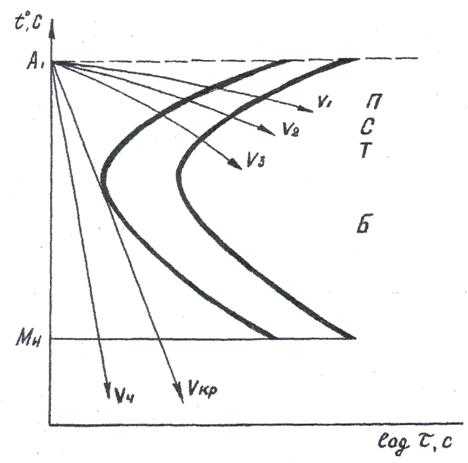
Рис.5. Кривые распада аустенита при непрерывном охлаждении эвтектоидной стали.
При скорости V3 (охлаждение в масле) превращение аустенита идёт при таких температурах, которые обеспечивают получение сорбитной структуры, а иногда и троститной.
Если аустенит охлаждать с очень большой скоростью (V4), то он переохлаждается до весьма низкой температуры, обозначенной на диаграммах, как Мн. Ниже этой температуры происходит бездиффузионное мартенситное превращение, приводящее к образованию структуры мартенсита. Для углеродистых сталей такую скорость охлаждения обеспечивает, например, вода
В общем случае минимальная скорость охлаждения, при которой весь аустенит переохлаждается до температуры Мн и превращается в мартенсит, называется критической скоростью закалки. На рис.5, она обозначена, как Vкр и является касательной к С-кривой. Критическая скорость закалки - важнейшая технологическая характеристика стали. Она определяет выбор охлаждающих сред для получения мартенситной структуры.
Величина критической скорости закалки зависит от химического состава стали и некоторых других факторов. Так, например, у некоторых легированных сталей даже охлаждение на воздухе обеспечивает скорость больше критической.
При закалке на мартенсит необходимо учитывать, что эта структура имеет большой удельный объём и её образование сопровождается как заметным увеличением объёма закаливаемого изделия, так и резким увеличением внутренних напряжений, которые в свою очередь приводят к деформации или даже к образованию трещин. Всё это в сочетании с повышенной хрупкостью мартенсита требует проведения дополнительной термической обработки закалённых деталей - операции отпуска.
Также по теме:
Отпуск стали. Термообработка, обычно проводящаяся после закалки.
Свойства легированных сталей. Структура, свойства и применение.
svarder.ru
Термическая обработка стали: нагревы и охлаждения
Операции термической обработки стали, основой которых является нагрев до некоторой температуры и выдержка при ней были рассмотрены ранее. К ним относятся: отпуск, обработка на твердый раствор и отжиг. Далее рассмотрим операции термической обработки стали, которые включают как нагрев, так и регламентируемое охлаждение с различной интенсивностью – от охлаждения на спокойном воздухе до резкого охлаждения водой.
Нормализация стали
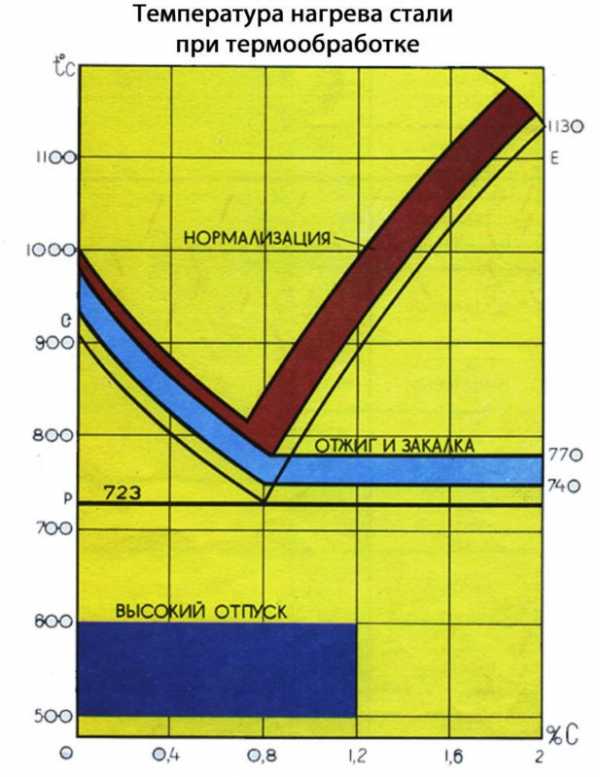
Нормализацией стали называют обработку стали на твердый раствор при температуре не менее, чем на 55 ºС выше верхней критической температуры с последующим охлаждением на воздухе. Температура нормализации зависит от содержания углерода в стали как это показано на рисунке. Целью нормализации обычно является улучшить зеренную структуру и, кроме того, немного упрочнить сталь.
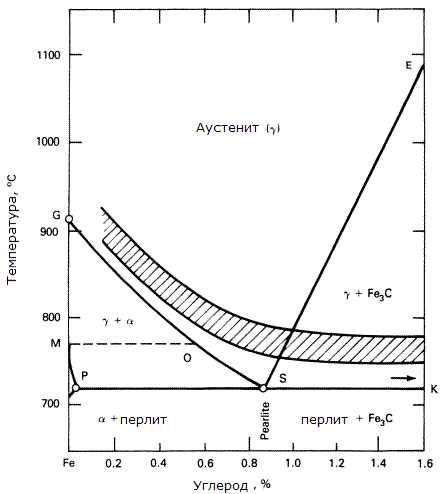 Рисунок – Упрощенная диаграмма железо-углерод.Заштрихованная полоса – интервал нагрева стали для нормализации и закалки
Рисунок – Упрощенная диаграмма железо-углерод.Заштрихованная полоса – интервал нагрева стали для нормализации и закалки
При нормализации изделия располагают так, чтобы при охлаждении садки после нагрева воздух мог свободно циркулировать вокруг каждого изделия. Если потоки воздуха вокруг нагретых изделий затруднены, то операция термической обработки будет ближе к отжигу, чем к нормализации. Ускоренное охлаждение вентиляторами или сжатым воздухом может дать результат больше похожий на закалку.
Микроструктура, которая возникает при нормализации, является смесью феррита и перлита, обычно с низкими остаточными напряжениями и почти без коробления. Некоторые изделия после нормализации подвергают отпуску, чтобы получить небольшое дополнительное умягчение стали, а также дополнительное снижение остаточных напряжений. Однородная нормализованная структура обычно хорошо обрабатывается резанием.
Закалка стали
Чтобы получить более высокую прочность и твердость, чем при нормализации, необходимо применять такую скорость охлаждения стали от температуры аустенитизации, которая обеспечивала бы превращение аустенита в бейнит и мартенсит, а не в феррито-перлитную смесь. Такую операцию называют закалкой. Закалка заключается в аустенитизации стали при температурах, показанных на рисунке 1, а затем достаточно быстром охлаждении для того, чтобы феррит и перлит не успели образоваться.
Закалочные среды
Максимально достижимая твердость закаленной стали твердость зависит практически только от содержания углерода. Она достигается путем охлаждения со скоростью равной или выше критической скорости охлаждения для данного сплава. В качестве закалочной среды применяют воду, соляные растворы, масло, водо-полимерные растворы и, в некоторых случаях, инертные газы.
Закалка стали в воде и масле
Обычно при закалке стали применяют воду и солевые растворы. Там где это возможно применяется более дешевая вода. Однако закалка, например, высокоуглеродистых сталей, требует применения масла. При закалке стальных изделий сложной формы для минимизации коробления и растрескивания также часто применяют масло. Охлаждение сталей маслом почти всегда медленнее, чем водой.
Закалка стали в растворах органических полимеров
Некоторые органические полимеры при добавлении в воду дают ей закалочные свойства, схожие с теми, которыми обладает масло. Основное преимущество этих растворов заключается в том, что они отнимают тепло более медленно, чем вода, но без опасности возгорания, которая характерна для масла. Недостатком полимерных растворов является то, что они требуют строгого контроля концентрации, температуры и перемешивания для достижения стабильных результатов закалки. Степень жесткости закалки в соляных ваннах может изменяться в широких пределах и зависит от типа полимера, его концентрации, температуры ванны и интенсивности перемешивания раствора в ходе закалки.
Прерванная закалка стали
В некоторых случаях требуется закаливать сталь в воде или солевом растворе для получения высокой поверхностной твердости изделия. Однако охлаждение водой или солевым раствором до полной закалки стали может привести к короблению изделия или образованию закалочных трещин. Если нет необходимости упрочнять сталь по всему поперечному сечению, то часто применяют так называемую прерванную закалку. По-английски ее еще называют «slack quenching», слабая или ослабленная закалка. Прерванная закалка обычно включает закалку в воде в течение определенного времени, а затем изделие переносят в масляную ванну для завершения превращения.
Закалка углеродистых и низколегированных сталей всегда сопровождается отпуском.
Отпуск закаленной стали
Отпуском называется процесс нагрева закаленной стали до температуры ниже нижней критической температуры с последующим охлаждением до комнатной температуры. Целью отпуска является снизить внутренние напряжения и уменьшить твердость и тем самым получить более высокую пластичность, чем в случае закаленных изделий без отпуска. Отпуск немного модифицирует структуру мартенсита и это изменение используют для «регулировки» прочности, твердости, вязкости и других механических свойств до заданных величин.
Углеродистые и низколегированные стали отпускают в температурном интервале от 175 до 700 °С. Длительность выдержки может различаться от 30 минут до нескольких часов. Более длинное время отпуска при данной температуре или более высокая температура при данной выдержке увеличивает степень умягчения стали. При одной и той же температуре мартенсит снижает свою прочность и твердость более значительно, чем перлит, а скорость изменения свойств стали при отпуске зависит от ее химического состава.
Отпускная хрупкость стали
Некоторые легированные стали при отпуске при температуре ниже 595 °С могут страдать к отпускному охрупчиванию. Для таких сталей нахождения в интервале температур отпускной хрупкости стараются избежать или проходить его с высокой скоростью.
steel-guide.ru
температура, виды и способы :: SYL.ru
Термообработка металла – это обязательный процесс в металлургии. Благодаря правильно проведенной термической обработке стали можно добиться улучшения тех или иных механических характеристик изделия. На эту тему можно говорить довольно долго. Давайте разберемся с вами, что же представляет собой закалка стали, для чего она нужна и какова технология. На первый взгляд все это может показаться крайне сложным, однако если разобраться более подробно, это не так.
Немного общих сведений
Закалка представляет собой процесс изменения кристаллической решетки стали и ее сплавов путем достижения критической температуры, которая для каждого материала своя. Как правило, при достижении необходимого температурного порога следует резкое охлаждение. В качестве охлаждающей жидкости может выступать вода или масло, но об этом более подробно мы поговорим немного позже.
Стоит заметить, что для инструментальных сталей чаще применяется неполная закалка. Суть ее заключается в том, что достигается температура, при которой образуются избыточные фазы. Для других марок стали используется полная закалка. В этом случае температура нагрева увеличивается на 50 градусов. Цветные металлы подвергаются термообработке без полиморфного превращения, а сталь – с полиморфным превращением.
Снятие закалки
Отпуск – технологический процесс охлаждения изделия, суть которого заключается в получении более пластичного и менее хрупкого материала. При этом прочность стараются сохранить на прежнем уровне. Для этого изделие помещают в печь с температурой от 150 до 650 градусов, где она постепенно остывает. Существует три вида отпуска:
- Низкотемпературный – придает обрабатываемому изделию высокую износостойкость, однако такая сталь хуже воспринимает динамические нагрузки. Процесс протекает под температурой 260 градусов. Низкотемпературному отпуску подвергаются изделия из низколегированных и углеродистых сталей (режущие и измерительные инструменты).
- Среднетемпературный – протекает при температуре от 350 до 500 градусов. Чаще всего используется отпуск пружин, рессор, штампов и т. п. Такое изделие будет обладать хорошей упругостью и выносливостью.
- Высокотемпературный отпуск протекает при температуре 500-680 градусов. После окончания процесса изделие будет обладать высокой прочностью и пластичностью. Высокотемпературный отпуск подходит для дальнейшего изготовления деталей, воспринимающих большие нагрузки (зубчатое колесо, вал и т.п.).
Закалка стали в домашних условиях
Если у вас появилась необходимость повысить прочность домашнего инструмента, то вовсе не обязательно бежать к кузнецу, ведь можно обойтись собственными силами. Для этого вам понадобится минимум оборудования и знаний. В качестве примера давайте возьмем топор. Если изделие было изготовлено еще в СССР, то можете быть уверены в том, что оно сделано на совесть. Однако современные топоры качеством не блещут. Заминание или выкрашивание свидетельствует о том, что технология закалки не была соблюдена. Но ничто нам не мешает все сделать самостоятельно.
Для этого разжигаем костер с углями. Последние должны быть как можно белей. Это говорит об их высокой температуре. Предварительно подготовьте две емкости. Одну наполните маслом, можно обычной отработкой машинного, вторую чистой холодной водой. Когда кромка станет малинового цвета, топор нужно доставать. Для удержания можно использовать кузнечные клещи или что-то в этом роде. Быстро окунаете топор в масло и держите три секунды, затем на столько же достаете и опять окунаете. Так нужно делать до потери яркого цвета. После окунаете топор в воду, не забывайте ее помешивать. На этом закалка стали в домашних условиях закончена. А сейчас пойдем дальше.
Подробно о нагреве металла
Весь процесс закалки условно можно разделить на три этапа:
- нагрев стали;
- выдержка – необходима для завершения всех структурных превращений и сквозного прогрева;
- охлаждение (скорость регулируется).
Если говорить об изделиях, изготовленных из углеродистых сталей, то их закалка осуществляется в камерных печах. При этом не требуется предварительный подогрев, что обусловлено устойчивостью материала к короблению и растрескиванию. Сложные изделия, к примеру резкие переходы и тонкие грани, требуют предварительного подогрева. Это делают:
- в соляных печах с 3-хкратным погружением на 3-4 секунды;
- в отдельных печах при температуре 400-500 градусов по Цельсию.
Нужно понимать, что технология подразумевает равномерный нагрев. Если за один подход это обеспечить нельзя, то необходима выдержка для сквозного прогрева. Чем больше изделий находится в печи, тем дольше необходимо их греть. К примеру, одна дисковая фреза диаметром 2,4 см требует выдержки 13 минут, а десяток таких же изделий, необходимо нагревать уже 18 минут.
Способы закалки стали
В настоящее время активно используется:
- Закалка в одном охладителе. Суть ее заключается в том, что изделие помещается в закалочную жидкость, где оно и находится до полного своего охлаждения. Такую закалку можно реализовать в домашних условиях.
- Закалка в двух средах – метод подходит для обработки углеродистых сталей. Суть метода заключается в том, что деталь сначала погружается в воду (быстро охлаждающая среда), а затем в масло.
- Струйчатая – суть метода в том, что обрабатываемая деталь обрызгивается струей воды. Такой способ закалки используют тогда, когда необходимо закалить только часть детали. Кроме того, не образуется паровая рубашка, что увеличивает эффективность.
- Ступенчатая – охлаждение стали осуществляется в закалочной среде при температуре выше мартенситной. После этого идет выдержка. На этом этапе деталь должна иметь одинаковую температуру во всех сечениях, которая должна соответствовать температуре закалочной ванны.

Защита изделия от внешних воздействий
Довольно часто возникает необходимость защиты деталей от таких вредных воздействий, как окалина и потеря углерода. Для этого чаще всего используют специальные газы, которые подают в печь, где находится обрабатываемая деталь. Конечно, это возможно только при полной герметизации печи. В большинстве случаев источником газа является специальный генератор, который работает на углеводородных газах (метан, аммиак и др.).
В любом случае полная закалка стали должна проходить под защитой. Если газ подвести не получается, то имеет смысл использовать герметичную тару. В качестве герметика используется глина, которая не дает проходить воздуху внутрь. Перед этим желательно осыпать деталь чугунной стружкой.
Соляные ванны
Полная или поверхностная закалка стали должна проходить в соляных ваннах. Они защищают обрабатываемое изделие от окисления, однако не от обезуглероживания. По этой простой причине они подвергаются раскислению бурой или кровяной солью несколько раз за 8-12 часов. Соляные ванны, функционирующие при температуре 760-1000 градусов, эффективно раскисляются древесным углем. Для этого необходимо стакан, имеющий много отверстий, заполнить просушенным древесным углем. Затем стакан закрывают крышкой во избежание всплытия угля и опускают на дно соляной ванной. С течением времени количество языков пламени постепенно уменьшается. По сути, чем больше таких раскислений приходится на одно изделие, тем лучше будет защита от обезуглероживания.
Необходимо периодически проверять степень раскисления. Для этого берут обычное стальное лезвие и кладут его на 5-7 минут в ванну. Если оно будет ломаться, а не гнуться, то ванна считается достаточно раскисленной. Стоит заметить, что некоторые виды закалки стали не нуждаются в выполнении подобных мероприятий.
Охлаждающие жидкости
Несложно догадаться, что в качестве основной жидкости для охлаждения стальных изделий используют воду. При этом, добавляя соль или мыло, можно изменять скорость охлаждения детали. Были зарегистрированы случаи, когда закалочный бак использовался не по назначению, скажем для мытья рук. Количество попавшего мыла было достаточно для того, чтобы процесс охлаждения прошел не так, и изделие не получило требуемых свойств.
Чтобы деталь охлаждалась равномерно по всей поверхности, температура в баке не должна быть меньше 20 и выше 30 градусов. Кроме того, нельзя использовать проточную воду. Есть существенные недостатки такого охлаждения, которые заключаются в растрескивании и короблении изделия. Поэтому водяное охлаждение чаще всего используют для несложных неответственных деталей и инструментов, или имеющих цементированное покрытие. Под водяным охлаждением проходит закалка углеродистой стали.
Охлаждение конструкционной и легированной стали
Конструкционная сталь более качественная, а большая часть изделий имеет сложную конфигурацию. Для охлаждения используют 50% раствор каустической соды, которую предварительно разогревают до температуры 50-60 градусов. После закалки в таком растворе детали будут иметь светлый цвет, что говорит о том, что технология была соблюдена. Важно не перегреть раствор каустической соды выше 60 градусов.
Легированная сталь закаляется в минеральном масле. Это же касается и очень тонких изделий из углеродистой стали, например кромок режущих инструментов. Ключевой особенностью данного метода является то, что скорость охлаждения не зависит от температуры масла. Так, процесс будет протекать одинаково как при 20, так и при 120 градусах.
О температуре отпуска
Структура стали после закалки может несколько отличаться, в зависимости от выбранной температуры отпуска. Но нужно понимать, что температура должна выбираться в зависимости от марки стали. К примеру, если нужно получить изделие твердостью 60 HRC, то отпуск проводят при температуре не выше 200 градусов. В этом случае замечается небольшое снижение твердости и уменьшение внутренних напряжений. А вот быстрорежущая сталь должна отпускаться при температуре не ниже 540 градусов. При этом можно говорить о существенном увеличении твердости изделия.
Заключение
Температура закалки стали никогда не должна превышать 1 300 градусов, что считается критическим порогом. Цвет изделия при достижении этой точки будет белый, а нормальный – обычно красный или малиновый. Минимальная температура закалки стальных деталей 550 градусов. При этом изделие будет ярко-красного цвета.
Кстати, стоит заметить, что закалка нержавеющей стали проходит под температурой в 1050-1080 градусов в воде. Механические свойства изделия по окончании процесса характеризуются тем, что несколько понижается прочность и твердость, но значительно увеличивается пластичность и вязкость. На этом можно заканчивать разговор на данную тему. Как вы видите, для получения необходимых механических свойств, важно соблюдать технологию, ведь малейшие отклонения приводят к нежелательным результатам. В случае если все будет сделано правильно, пусть даже в домашних условиях, вы заметите существенные изменения в положительную сторону.
www.syl.ru
описание процесса термообработки, температуры и виды закалки, способы охлаждения и дефекты
Без термообработки в работе с металлами не обойтись. Оттого насколько правильно была проведена термическая обработка зависят качественные характеристики металлического изделия. Его прочность и долговечность в службе. В этой статье вы сможете узнать как правильно проводить термообработку (закалку) стальных изделий
Закалка стали
Закаливание является операцией по термической обработке металла. Она состоит из нагревания металла до критической температуры, при которой изменяется кристаллическая решетка материала, либо до температуры, при которой происходит растворение фазы в матрице, существующей при низкой температуре.
Важно понимать:
- После достижения критической температуры металл подвергается резкому охлаждению.
- После закаливания сталь приобретает структуру мартенсита (по имени Адольфа Мартенса) и поэтому обретает твердость.
- Благодаря закаливанию прочность стали повышается. Металл становится еще тверже и более износостойким.
- Следует различать обычную закалку материала и закалку для получения избытка вакансий.
Режимы закалки различаются по скорости протекания процесса и температуре нагревания. А также имеются различия по длительности выдержки при данном температурном режиме и скорости охлаждения.
Выбор температуры для закалки
Решение, при какой температуре производить закалку металла обусловлено химическим составом стали.
Закалка бывает двух видов:
- полная;
- неполная.
Руководствуясь диаграммой критических точек можно видеть, что доэвтектоидную сталь при процессе полного закаливания следует нагревать выше точки Ас3 на 30–50 градусов. В результате у стали будет структура однородного аустенита. Впоследствии под действием процесса охлаждения он превратится мартенсит.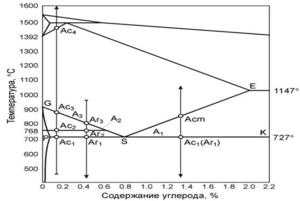
Рисунок №1. Критические точки.
Неполное закаливание чаще применяется для инструментальной стали. Цель неполного закаливания — достигнуть температуры, при которой проходит процесс образования избыточных фаз. Нагревание стали происходит в температурном промежутке от Ас1 — Ас2. При этом в структуре мартенсита сохранится какое-то количество феррита, оставшегося после закаливания стали.
Для закаливания заэвтектоидной стали лучше придерживаться температуры на 20–30 градусов больше Ас1 — неполная закалка. Из-за этого при нагревании и охлаждении будет сохраняться цементит, что повышает твердость мартенсита. При закалке не следует нагревать заэвтектоидную сталь свыше положенной температуры. Это может сказаться на твердости.
Скорость охлаждения
Структура мартенсита получается при быстром охлаждении аустенита в тот момент, когда температура стали способствует наименьшей устойчивости аустенита (около 650-550 градусов).
При переходе в зону температур, в которой происходит мартенситное превращение (ниже 240 градусов) применяется замедленное охлаждение. В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
Для проведения успешной термической обработки очень важно правильно выбрать среду закаливания. Часто в качестве закалочной среды могут применяться:
- вода;
- раствор едкого натрия (5–10 %) или поваренной соли;
- минеральное масло.
Для закаливания углеродистой стали лучше использовать воду, температура которой 18 градусов. Для закалки легированной стали подойдет масло.
Характеристики стали: закаливаемость и прокаливаемость
Не следует смешивать важные характеристики стали — закаливаемость и прокаливавемость.
Закаливаемость
Эта характеристика говорит о способности стали к обретению твердости после закаливания. Существуют виды стали, которые плохо поддаются закалке и после процесса термообработки сталь становится недостаточно твердой. Про такой материал говорят — «не принял закалку».
Способность к твердости у мартенсита связана со степенью искаженности его кристаллической решетки. Меньшее содержание углерода в мартенсите способствует меньшим искажениям в кристаллической решетки, а, значит, твердость стали будет ниже. Если в стали содержится углерода менее 0.3%, то у такого сплава закаливаемость низкая, и обычно такие сплавы не подвергаются закалке.
Прокаливаемость
Эта характеристика может сказать о том, насколько глубоко сталь закалилась. При закаливании поверхность стальной детали остывает быстрее нежели сердцевина. Это происходит потому что поверхность находится в непосредственном контакте с жидкостью для охлаждения, которая отнимает тепло. А центральная часть стальной детали отдает свое тепло через толщу металла и поверхность, где ее и поглощает охлаждающая жидкость.
На прокаливаемость влияет критическая скорость закаливания — чем она (скорость) ниже, тем глубже прокаливается сталь. К примеру, крупнозернистая сталь, у которой небольшая критическая скорость закалки, прокаливается глубже, чем мелкозернистая сталь, у которой высокая критическая скорость закалки.
Глубина прокаливаемости зависит от исходной структуры закаливаемого сплава, температуры нагрева и закалочной среды. Прокаливаемость стали определяется по излому, микроструктуре и твердости.
Виды закалки стали
Способов закаливания металла существует множество. Их выбор обусловлен составом стали, характером изделия, необходимой твердостью и условиями охлаждения. Часто используется ступенчатая, изотермическая и светлая закалка.
Закаливание в одной среде
Обратившись к графику кривых охлаждения для различных способов закалки, можно видеть, что закалке в одной среде соответствует кривая 1. Выполнять такое закаливание просто. Однако, подойдет она не для каждой стальной детали. Из-за быстрого понижения температуры у стали переменного сечения в температурном интервале возникает температурная неравномерность и большое внутреннее напряжение. От этого стальная деталь может покоробиться и растрескаться.
Рисунок №2. Кривые охлаждения.
Большое содержание углерода в стальных деталях может вызвать объемные изменения структурных напряжений, а это, в свою очередь, грозит появлением трещин.
Заэвтектоидные стали, имеющие простую форму, лучше закаливать в одной среде. Для закалки более сложных форм применяется закалка в двух средах или ступенчатая закалка.
Закаливание в двух средах (на рисунке №2 это кривая 2) применяется для инструментов, изготовленных из высокоуглеродистой стали. Сам метод состоит в том, что сталь вначале охлаждается в воде до 300-400 градусов, после чего ее переносят в масляную среду, где она прибывает пока полностью не охладится.
Ступенчатая закалка
При ступенчатом закаливании (кривая 3) стальная деталь помещается вначале в соляную ванну. Температура самой ванны должна быть выше температуры, при которой происходит мартенситное превращение (240–250 градусов). После соляной ванны сталь перемешают в масло, либо на воздух. Используя ступенчатою закалку можно не бояться, что деталь покоробится или в ней образуются трещины.
Недостаток такой закалки заключает в том, что ее можно применять лишь для заготовок из углеродистой стали с небольшим сечением (8–10 мм). Ступенчатая закалка может применяться для деталей из легированной стали с большим сечением (до 30 мм).
Изотермическая закалка
Изотермическому закаливанию на графике соответствует кривая 4. Закаливание проводится аналогично ступенчатой закалке. Однако, в горячей ванне сталь выдерживается дольше. Это делается так, чтобы вызвать полный распад аустенита. На схеме выдержка показывается на S-образной линии точками a и b. Сталь, прошедшая изотермическую закалку, может охлаждаться с любой скоростью. Средой охлаждения могут служить расплавленные соли.
Преимущества изотермического закаливания:
- сталь почти не поддается короблению;
- не появляются трещины;
- вязкость.
Светлая закалка
Для проведения такого закаливания требуется специально оборудованная печь, снабженная защитной средой. На производстве, чтобы получить чистую и светлую поверхность у закаленной стали следует использовать ступенчатую закалку. После нее сплав охлаждается в расплавленной едкой щелочи. Перед процессом закалки стальная деталь нагревается в соляной ванне из хлористого натрия с температурой на 30–50 градусов выше точки Ас1 (см «Схему критических точек»). Охлаждение детали проходит в ванне при 180–200 градусов. Охлаждающей средой служит смесь состоящая из 75% смесь едкого калия, 25% едкого натрия, в которую добавляется 6–8% воды (от веса соли).
Закалка с самоотпуском
 Применяется при производстве инструментальной стали. Основная идея закалки заключается в изъятии стальной детали из охлаждающей среды до момента ее полного охлаждения. Изъятие происходит в определенный момент. В сердцевине стальной детали сохраняется определенное количество тепла. За его счет и производится последующий отпуск. После того как за счет внутреннего тепла стальное изделие достигнет нужной температуры для отпуска, сталь помещают в закалочную жидкость, для окончательного охлаждения.
Применяется при производстве инструментальной стали. Основная идея закалки заключается в изъятии стальной детали из охлаждающей среды до момента ее полного охлаждения. Изъятие происходит в определенный момент. В сердцевине стальной детали сохраняется определенное количество тепла. За его счет и производится последующий отпуск. После того как за счет внутреннего тепла стальное изделие достигнет нужной температуры для отпуска, сталь помещают в закалочную жидкость, для окончательного охлаждения.
Р исунок №3 — Т аблица побежалости.
Отпуск контролируется по цветам побежалости (см рисунок №3), которая формируется на гладкой поверхности металла при 220–330 градусах.
При помощи закалки самоотпуском изготавливаются кувалды, зубила, слесарные молотки и другие инструменты, от которых требуется высокая твердость на поверхности с сохранением внутренней вязкости.
Способы охлаждения при закаливании
При быстром охлаждении стальных изделий при закалке существует угроза возникновений больших внутренних напряжений, что приводит к короблению материала, а иногда и трещинам. Для того чтобы этого избежать там, где возможно, стальные детали лучше охлаждать в масле. Углеродистую сталь, для которой такое охлаждение невозможно, лучше охлаждать в воде.
Кроме среды охлаждения на внутренне напряжение изделий из стали влияет, каким образом они погружаются в охлаждающую среду. А именно:
- изделия, имеющие толстую и тонкую часть, лучше погружать в закалочную жидкость сначала объемистой частью;
- если изделие имеет вытянутую форму (сверла, метчики), нужно погружать строго вертикально, в противном случае они могут покоробиться.
Иногда требуется закалить не всю деталь, а только ее часть. Тогда применяется местная закалка. Изделие нагревается не полностью, зато в закалочную жидкость погружают всю деталь.
Дефекты при закаливании стали
- Недостаточная твердость. Возникает если была низкая температура нагрева, малая выдержка при рабочей температуре или имело место недостаточная скорость охлаждения. Можно исправить: применить более энергичную среду; сделать отжиг, а затем закалить.
- Перегрев. Происходит если стальная деталь нагревается до температуры, превышающей допустимую. При перегреве образуется крупнозернистая структура, что приводит к хрупкости детали. Можно исправить: с помощью отжига и закалки при нужной температуре.
- Пережог. При нагреве стальной детали до высокой температуры, близкой к температуре плавления (1200–1300 градусов) в окислительной атмосфере. Внутрь стальных изделий проникает кислород, по границам зерен формируются окислы. Такая сталь не исправляется.
- Окисление и обезуглероживание. В этом случае на поверхности стальных деталей образуются окалины (окислы), а в поверхностных слоях стали выгорает углерод. Этот брак исправить невозможно. Для предупреждения брака следует пользоваться печами с защитной атмосферой.
- Коробление и трещины. Возникают из-за внутренних напряжений. Трещины — это неисправимый брак. Коробление можно удалить при помощи рихтовки или правки.
Заключение
Самое важно при закалке металла это четкое соблюдение технологии. Любой отклонение в сторону приводит к нежелательным последствиям. Если делать все правильно, то даже в домашних условиях можно провести процесс закаливания стали.
Оцените статью: Поделитесь с друзьями!stanok.guru