Устройство горизонтально-фрезерного станка с ЧПУ. Вертикальный фрезерный станок с чпу
Вертикально-фрезерные станки: устройство, описание, видео
Процесс фрезерования позволяет получать детали различной формы и размеров. Наиболее распространенным вариантом фрезерного станка по металлу можно назвать вариант исполнения, когда шпиндель расположен вертикально. Подобное оборудование стали называть вертикально-фрезерными станками.
Консольные вертикально-фрезерные станки изготавливают на базе горизонтально-фрезерных с небольшим изменением коробки скоростей и станины.

Вертикально-фрезерный станок
Этап развития станков до появления ЧПУ
Все станки можно разделить на две группы:
- Группа, в которой установка режимов работы, подача и другие действия проводятся человеком.
- Группа обрабатывающих станков по металлу, работа которых полностью или частично автоматизирована при помощи блока с числовым программным управлением.
Фрезерный станок с вертикально расположенным шпинделем без ЧПУ используются уже на протяжении нескольких десятилетий. Наиболее популярными стали следующие модели: 6Т12, 6М12П, 6Р12, 6Р12Б. Эти представители группы фрезерных станков были очень распространены в бывшем СССР. Только после того, как было доказано расчетами и на практике превосходство ЧПУ с экономической точки зрения и другим характеристикам, эти станки по металлу стали заменять новыми. Тем не менее, 6Р12 можно встретить практически на всех крупных машиностроительных заводах.
Если провести краткое описание характеристик этого оборудования, то можно выделить следующие их особенности:
- проводят обработку практически всех металлов и сплавов, в том числе и чугуна. по этому показателю ограничением является устойчивость используемого режущего инструмента к стиранию, разрушению при обработке с указанными режимами работы определенного типа материала.
- схожая конструкция: наличие фрезерной бабки, стола, салазок, шпинделя, станины.
- надежность и неприхотливость – качества, которые обусловили популярность указанных выше станков. на момент производства эти станки экспортировались во многие страны мира.
- при помощи них можно проводить фрезерование, сверление, растачивание. Кроме этого отметим появление механизма поворота головки на угол 45° относительно стала. Эта особенность позволила создавать элементы, которые расположены относительно плоскости основания под определенным углом.
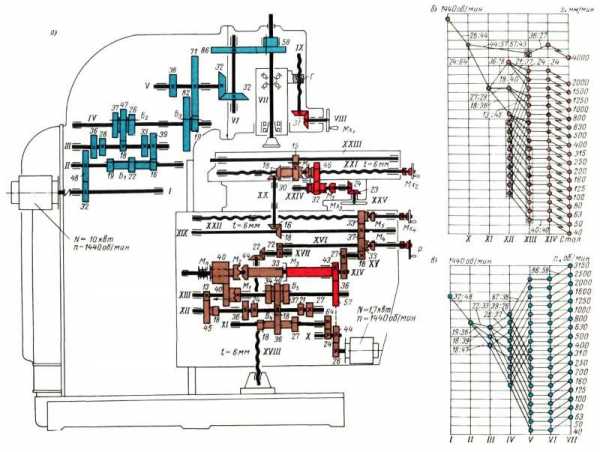
Кинематическая схема консольно-фрезерного станка 6Н12
Отличительной особенностью оборудования можно назвать возможность использования определенных показателей характеристик обработки: величину подачи, скорость вращения инструмента и т.д. Кроме этого все модели отличаются размером стола. Этот показатель определяет возможность обработки заготовок определенных размеров и веса.
В расшифровке первая цифра означает группу фрезерных станков, следующая буква обозначает модернизацию основной модели, вторая по счету цифра подгруппу вертикально-фрезерных станков, последняя цифра размер стола. Остальные характеристики можно найти в спецификации.
Консольные и бесконсольные модели
Основным отличием всех вертикально-фрезерных станков по металлу можно назвать наличие или отсутствие консоли. Практически все современные варианты исполнения с ЧПУ относятся к консольному типу. Однако ранее довольно популярными были бесконсольные станки по следующим причинам:
- Отсутствие консоли обуславливало то, что основанием для стола становился пол завода или бетонная плита.
- Использование в качестве основания для салазок пола или бетонной плиты приводило к значительному повышению жесткости конструкции, к ее удешевлению.
- Повышение жесткости конструкции обуславливало возможность обработки больших и тяжелых деталей.
Однако по причине того, что основание стола не может учитываться в создаваемых программах обработки, точность обработки была значительно меньше, чем у моделей с консолями. Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки.
Вертикально-фрезерные станки в эпохе информационных технологий
Принцип работы рассматриваемых фрезерных станков по металлу обуславливал малую подвижность шпиндельной бабки (это проводилось только в наладочных целях). Фрезерование плоских поверхностей проводиться путем изменения положения стола с жестко закрепленной заготовкой относительно первоначальной координаты. Именно подобная особенность обуславливает малую точность обработки.
Всеми процессами, от установки режимов резания, до управления положения стола руководит фрезеровщик. Человеческий фактор определяет высокий процент брака по современным меркам, а также ухудшение производительности.
Затронув показатель производительности, отметим, что при конструировании станков несколько десятков лет назад не учитывалась возможность использования режущего инструмента, изготовленного из сверхтвердого материала, а также многие модели не имеют системы подачи СОЖ (смазывающе-охлаждающей жидкости). Поэтому при использовании подобных станков также нельзя повысить производительность.
Вертикально-фрезерные станки 6Т12, 6М12П, 6Р12, 6Р12Б изготавливались на заводах СССР. Уже на протяжении многих лет эти заводы прекратили свое существование, и рассматриваемые модели другие представители сферы станкостроения не выпускают из-за экономической невыгодности.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ все же производят вертикально-фрезерные станки с механическим управлением, к примеру, JET JVM-836 TS. При их проектировании и производстве используется современное оборудование, что позволило добиться высокой точности позирования всех элементов конструкции, ее жесткости, а это благоприятно повлияло на показатель возможной точности, достигаемой при фрезеровании. Кроме этого практически все элементы конструкции стали работать от электрических приводов. Исключением можно назвать приводы подачи стола и шпинделя, которые ставят механического типа (однако проводится их дублирование электрическим приводом для возможности задания постоянной величины подачи).
Отдельное внимание заслуживают варианты исполнения с ЧПУ, к примеру, станок Haas TM-2. Применение современных технологий позволило сделать практически весь процесс автоматизированным (после ввода программы и закрепления заготовки, до ее снятия не требуется вмешательство оператора). Описание подобных фрезерных комплексов включает следующие характеристики:
- Работа на высоких скоростях вращения шпинделя, использование больших показателей подачи, движение шпинделя в двух плоскостях, высокая скорость позиционирования вместе с автоматизацией процесса позволяют получить высокоточные детали за минимальное время.
- Сложная система подачи СОЖ и удаление стружки из зоны резания.
- Максимальная защита окружающих.
- Возможность фрезерования по сложным траекториям.
Если рассматривать вопрос достоинств и недостатков, характеристики современных фрезерных станков по металлу при вертикальном расположении шпинделя, стоит указывать определенные модели, так как у них много различий и описание имеет различное содержание. Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
В заключение отметим, что приведенный фрезерный станок по металлу в этом пункте, несмотря на свою сложную конструкцию, относится к вертикально-фрезерной группе, так шпиндель расположен в вертикальной плоскости. Стоимость этой модели около 50 000 $, она способно создавать готовые детали с одним перебазированием, то есть заготовка один раз должна быть перестановлена так, чтобы можно было обработать поверхность, которая при предыдущем этапе фрезерования была основанием.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Вертикально- фрезерный станок с ЧПУ- 6Р13Ф3- конструкция и кинематика. » Портал инженера
Главное движение. Шпиндель VIII получает вращение от асинхронного электродвигателя Ml (N=7,5 кВт, Л7 = 24,3 с-1) через коробку скоростей с тремя блоками зубчатых колес Б1, Б2, БЗ и передачи Z= 39—39, Z=42—41— 42 в шпиндельной головке. Механизм переключения блоков обеспечивает получение 18-и частот вращения и позволяет выбирать требуемую частоту вращения без прохождения промежуточных ступеней. Кинематическую цепь для минимальной частоты вращения шпинделя можно рассчитать следующим образом:nmin = 24,3 • 31/49 • 16/38 • 17/46 • 19/69 • 39/39 х 42/41 •41/42=0,66 с-1.Инструмент в оправке крепят вне станка с помощью сменных шомполов. Оправка имеет наружный конус 50 и внутренний конус Морзе № 4. Для крепления инструмента с конусами Морзе № 2 и № 3 применяют сменные втулки. Зажим инструмента осуществляется электромеханическим устройством. Смазывание подшипников и зубчатых колес коробки скоростей осуществляется от плунжерного насоса, расположенного внутри коробки скоростей.
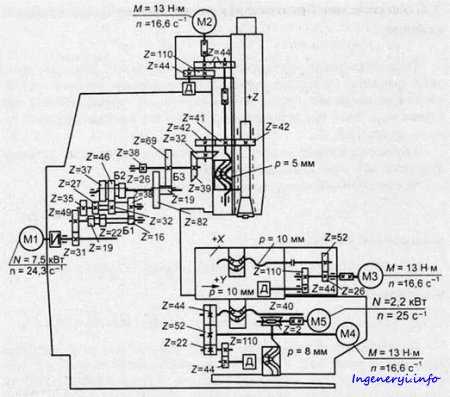 |
Рис. 7. Кинематическая схема вертикально-фрезерного станка мод. 6Р13ФЗ
Движение подач. Вертикальная подача ползуна со смонтированным в нем шпинделем осуществляется от высокомоментного двигателя М2 (М = 13 Н • м, n = 16,6 с-1) через зубчатую пару Z= 44—44 и передачу «винт—гайка качения» с шагом р = 5 мм. Предусмотрено ручное перемещение ползуна. На валу установлен датчик Д обратной связи — вращающийся трансформатор типа ВТМ-1В.Поперечная подача салазок осуществляется от высокомоментного двигателя М4 (М = 13 Н • м, п - 16,6 с-1) через беззазорный редуктор Z= 22—52—44 и «винт—гайку качения» с шагом р = 10 мм.Продольная подача стола происходит от высокомоментного электродвигателя МЗ через беззазорный редуктор Z=26—52 и «винт—гайку качения» XIII с шагом p=10 мм. В редукторах продольного и поперечного перемещений установлены датчики Д обратной связи и вращающиеся трансформаторы типа ВТМ-1В. Зазор направляющих стола и салазок выбирают клиньями. Зазор в передачах «винт—гайка качения» устраняют поворотом обеих гаек в одну сторону.
Основными узлами станка мод. 6Р13ФЗ являются: основание, станина, консоль, стол с салазками и шпиндельная головка со шпинделем.
Назначение станка – наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно- и многозаходных резьб с нормальным и увеличенным шагом. Станок применяется в еденичном и мелкосерийном производстве.Техническая характеристика: наибольший диаметр обрабатываемой заготовки, расстояние между центрами, пределы частот вращения шпинделя, число продольных и поперечных подач, пределы подач, пределы шагов нарезаемых резьб, наибольший диаметр обрабатываемого прутка. На рис. 8 показан общий вид токарно-винторезного станка. Станина 1, установленная на передней 2 и задней 8 тумбах, несет на себе все остальные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем 5, на переднем конце которого закрепляется патрон. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины обрабатываемой детали на требуемом расстоянии от передней бабки. Режущий инструмент закрепляют в резцедержателе суппорта 7.
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 11 и получающих вращение от ходового вала 9 или кодового винта 10. Первый используется при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 3. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.
Источник: https://life-prog.ru/
Обсудить на форумеingeneryi.info
Горизонтально фрезерный станок - с ЧПУ
Ни одно, как мелкое, так и промышленное предприятие по производству стальных изделий и выполнению работ по дереву не обходится без фрезерных станков. Процесс фрезерования является первым и ключевым в обработке стальных и деревянных заготовок.
Горизонтально-фрезерный станок с ЧПУ
Самыми востребованными среди данной категории агрегатов являются горизонтально фрезерные станки.
Особенности горизонтально фрезерного станка
Горизонтально-фрезерный станок – один из первых агрегатов, применяемых для обработки металлических заготовок и различных работ по дереву. С их помощью выполняется фрезерование, расточка, шлифование, а иногда и сверление. Однако комплектация и технические характеристики подобных агрегатов приблизительно одинаковы.
Главная особенность горизонтального консольно-фрезерного устройства – горизонтальное расположение шпинделя. Сама же рабочая поверхность может перемещаться под разными углами относительно фрезы.
Горизонтально фрезерный станок, как и другие промышленные агрегаты, не обошел стороной технический прогресс. Кроме привычных станков, где все работы фрезой выполняет оператор, появились новые агрегаты по металлу и дереву с ЧПУ (числовым программным управлением).
Такое устройство не требует вмешательства оператора в сам процесс обработки заготовок. Оператор станков с ЧПУ должен иметь навыки не столько работы по металлу или дереву, как знания в области компьютерных технологий и программ.
Читайте также: сфера применения фрезерных станков с ЧПУ по металлу.
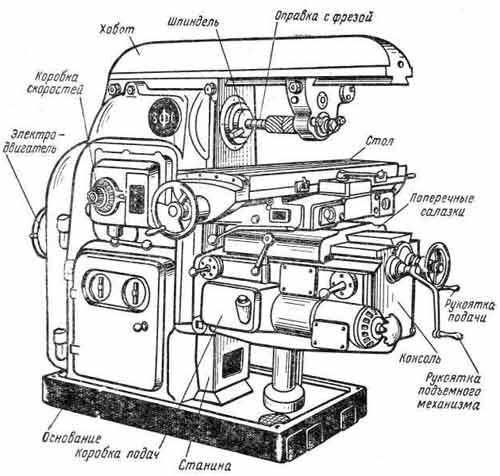
Устройство горизонтально-фрезерного станка
На компьютере создается 3Д модель будущей детали, прорисовывается траектория фрезы и прочие технические характеристики, программа переносится на станок, а все работы по обработке заготовки станок выполняет под управлением ЧПУ без вмешательства человека.
Читайте также: «Занимаемся сборкой сверлильного станка для печатных плат».
к меню ↑
Базовая комплектация
Своим основанием данное устройство имеет станину, на которой располагаются остальные рабочие элементы агрегата. Станина должна быть максимально прочной и виброустойчивой, поэтому изготавливают ее из чугуна или высокопрочной стали.
На станине устанавливаются следующие узлы и механизмы:
- коробка передач. С ее помощью настраивается скорость вращения фрезы;
- консоль. Устройство для перемещения рабочей поверхности консольно-фрезерного агрегата по вертикальным направляющим;
- рабочий стол. Данное устройство оснащается зажимными механизмами или тисками для установки заготовок по металлу или дереву. Рабочий стол консольно-фрезерного станка сделан таким образом, чтобы перемещать его можно было в трех направлениях: продольно по направляющим салазок; поперечно с помощью перемещения самих салазок по направляющим консоли; вертикально, движением консольно-опорного механизма по направляющим станины;
- шпиндель. Главное вращающееся устройство, на котором находится оправка для фиксации фрез;
- хобот. Элемент корпуса, на котором крепится подвеска со шпинделем;
- фрезерная оправка крепится на конце шпинделя;
- двигатель. Промышленные агрегаты оснащаются трехфазным двигателем, бытовые – двухфазным. Мощность двигателя должна быть не ниже 1200—1500 Вт, чтобы обеспечить нужную скорость вращения шпинделя. Горизонтально фрезерный станок по металлу или дереву должен поддерживать скорость вращения фрезы от 400 до 4500 оборотов в минуту;
- дополнительное оборудование. Кроме перечисленной выше комплектации станки могут дополнительно оснащаться платами ЧПУ, стружкоотсосами, магнитными столами для беззажимного крепления заготовок.

Консоль управления горизонтально-фрезерным станком
к меню ↑Фрезы
Очень важно, чтобы горизонтально фрезерный станок позволял производить быструю замены фрез, так как каждый режущий инструмент выполняет лишь свою узкопрофильную функцию. К тому же, крепление фрезы должно быть максимально жестким.
Любые вибрации или выгибы режущего инструмента приведут к порче фрез и заготовок при работе по металлу или дереву. Для прочности крепления фрезы оправка должна быть установлена на подвеске. Само крепление производится с помощью колец и гаек.
data-ad-client="ca-pub-8514915293567855"data-ad-slot="5929285318">
- обработку горизонтальных поверхностей фрезерный станок 6р81, 6р82 и другие его аналоги производит при помощи цилиндрической фрезы;
- вертикальные работы по металлу или дереву устройство выполняет при помощи торцевых или дисковых фрез;
- комбинированная обработка требует смены нескольких различных по функциональности режущих инструментов.
Читайте также: что такое широкоуниверсальный фрезерный станок?
Для повышения точности выполнения фрезерных работ по металлу или дереву фрезерный станок 6м82 рекомендуется оснастить платой ЧПУ.к меню ↑
Типы станков
Отметим, что консольно-фрезерные станки бывают как бытовыми, так и профессиональными. Они позволяют обрабатывать заготовки весом от нескольких грамм до тысяч килограмм.

Плоские фрезы для фрезерного станка
Исходя из размеров оборудования, консольно-фрезерные станки по металлу или дереву делятся на три группы:
- первая группа – легкое оборудование весом до 1 тонны;
- вторая группа – среднее оборудование вес которого находится в пределах от 1 до 10 тонн;
- третья группа – тяжелые агрегаты, весом от 10 до 100 тонн;
- существует и четвертая группа – специальные станки, вес которых превышает 100 тонн.
Любой из указанных выше агрегатов может быть оснащен ЧПУ.
Вторым критерием подразделения консольно-фрезерных агрегатов на группы является способ управления. Управление станком может быть ручным, полуавтоматическим или автоматическим с помощью ЧПУ.
- Станки с ручным управлением требуют полного контроля со стороны фрезеровщика. Он должен установить заготовку, включить станок, подвести режущий инструмент, регулировать траекторию и скорость движения фрезы, выключить станок, снять деталь.
- Полуавтоматические устройства настраиваются на выполнение определенной циклической задачи. Оператор устанавливает заготовку и запускает станок. Агрегат самостоятельно выполняет запрограммированный цикл и останавливается. Рабочий должен после этого снять деталь с фиксатора и выключить станок.
- Автоматические агрегаты оснащены ЧПУ. В данном случае, фрезеровщик должен уметь пользоваться не столько станком, сколько компьютером и соответствующими программами. Его задача – создать 3д модель будущей детали и прорисовать траекторию движения фрезы, а так же другие технические параметры работы станка. После перенесения числового кода на станок, установки заготовки и запуска агрегата, станок с ЧПУ самостоятельно выполнит все работы. Задача оператора лишь наблюдать за его работой.

Горизонтально-фрезерный станок 6Р80Г с ручным управлением
к меню ↑Правила эксплуатации горизонтально-фрезерных агрегатов
В техническом паспорте любой модели консольно-фрезерного станка прописываются правила его установки, сборки, особенности эксплуатации. Однако существуют и общие правила, касающиеся любого типа оборудования с ручным управлением или с ЧПУ. Эти требования относятся к организации технического процесса и соблюдению рабочими правил безопасности.
Первая задача инженера на производстве – правильно выбрать и подготовить место установки агрегата. Оно подбирается в зависимости от габаритов и массы станка. Важным является так же наличие компенсации вибраций агрегата со стороны платформы, на которую он устанавливается. Пол под станком должен быть жестким, обычно его заливают из прочного железобетона. Дополнительно могут устанавливаться опоры с компенсационными подушками.
Сборка и техническое обслуживание любого агрегата должно производиться специалистом. Эксплуатация агрегата с малейшими техническими неисправностями категорически запрещена!

Сборку и наладку станка должен проводить обученный специалист
Так же к общим эксплуатационным требованиям горизонтально-фрезерных станков относят:
- Оператор горизонтально-фрезерного агрегата должен производить работы в специальной одежде. Использование же защитных перчаток или рукавиц категорически запрещено.
- Все работы на станке фрезеровщик должен производить в защитных очках.
- Если заготовка для фрезерования весит более 20 кг, ее установка на рабочий стол производится с помощью подъемных механизмов.
- При возникновении нестандартной вибрации или колебания станок должен быть немедленно остановлен. Чаще всего подобное нарушение в работе бывает вызвано неправильной установкой фрезы.
- Часто на устройствах горизонтально-фрезерного типа устанавливают дополнительно стружкоотсос. Но даже в этом случае рабочий должен тщательно очистить станок от стружки и пыли.
Горизонтально-фрезерный станок AWEA AH-630 (видео)
data-full-width-responsive="true"data-ad-client="ca-pub-8514915293567855"data-ad-slot="8040443333">
Главная страница » Фрезерныеostanke.ru