Назначение, устройство и принцип работы радиально-сверлильных станков (стр. 1 из 2). Радиальный сверлильный станок
Радиально-сверлильный станок: технические характристики, особенности работы
Для выполнения широкого спектра самых разных задач используется радиально-сверлильный станок, который активно используется как в небольших ремонтных цехах, так и на больших промышленных объектах для крупносерийного производства.
При помощи данного типа оборудования можно выполнять не только сверление и рассверливание и ремонт, но и зенкирование, развертывание, а также нарезку резьбы при помощи метчика.
Если дополнительно использовать самый разный специальный инструмент, то на оборудовании данного типа можно также выполнять некоторые функции, которые характерны для расточных станков.

Технические характеристики данного агрегата зависят от типа используемой модели.
Среди радиально-сверлильных станков на производствах достаточно часто используются 2м55, 2к52, а также 2а554, ас2532, 2н55 и 2532л.
Все модели, несмотря на то, что предназначены для выполнения однотипных работ, имеют между собой некоторые технические различия, которые главным образом относятся к мощности оборудования и типу выполняемых работ.

Следует отметить, что при помощи радиально-сверлильных устройств выполняется самый разный ремонт деталей различного назначения.
Радиально-сверлильныйнастольный станок состоит из самых разных элементов и систем, которые и обеспечивают выполнение им соответствующих задач по своему прямому назначению.
Особенности и технические характеристики устройства
Станки радиально-сверлильного типа относятся к металлорежущему классу оборудования и предназначены, главным образом, для механической обработки самых разных деталей, как из стали, так и из цветных металлов.
Данный настольный агрегат относится к оборудованию второго класса по принятой классификации всего металлорежущего оборудования.
Среди основных характеристик популярных моделей 2м55, 2к52, 2а554, ас2532, а также 2н55 и 2532л можно отметить возможность выполнять сверление под различными углами.
Видео:
Оборудование данного класса преимущественно используется при черновой, получистовой, а также чистовой обработке самого разного вида поверхностей, его характеристики соответствуют данному виду работ.
Настольный станок 2к52 и другие могут успешно работать как с цилиндрическими и коническими, так и с торцевыми и резьбовыми типами поверхностей различных видов металлов.
Основными рабочими инструментами оборудования данного класса являются сверла, зенкера, развертки, а также самые разные метчики.
Кроме этого, при выполнении специфических видов обработки может дополнительно использоваться и специальный инструмент.
Станки 2м55, 2к52, 2а554, ас2532, а также 2н55 и 2532л имеют отличительную особенность, которая заключается в том, что они, главным образом, предназначены для проведения обработки внутренних цилиндрических, а также конических поверхностей в тех деталях, которые имеют достаточно крупные размеры и неправильные формы.

Ремонт заготовок на станках радиально-сверлильного класса осуществляется максимально удобным способом.
Деталь, перед выполнением сверления, жестко раскрепляется на рабочем столе в специальном креплении.
При этом режущий инструмент плавно перемещается относительно плоскости самой обрабатываемой заготовки.
Настольный станок данного типа, вне зависимости от своей модели, имеет высокие характеристики по мощности, что дает возможность проводить обработку, в том числе и стальных поверхностей.
За счет своих функциональных возможностей, оборудование этого класса нашло широкое применение на самых разных типах производства, в том числе автомобилестроении и самолетостроении.

Устройство и конструктивные особенности
Радиально-сверлильные станки, относящиеся ко второй группе всех металлорежущих агрегатов, могут выполняться в четырех различных исполнениях.
Так, настольные станки 2м55 и 2к52 выпускаются в стационарном исполнении для общего применения.
Видео:
В свою очередь, устройства 2а554 и ас2532 дополнительно оснащены колонной, которая может при необходимости перемещаться по специальным направляющим вдоль поверхности заготовки.
Более крупные радиально-сверлильные агрегаты 2н55 и 2532л, в отличие от ас2532 или 2а554 перемещаются по специальному рельсовому пути.
Также есть станки, относящиеся к радиально-сверлильному классу, которые устанавливаются непосредственно на самой заготовке возле обрабатываемой плоскости.
Данные станки могут производить не только ремонт металлических заготовок, но и обрабатывать чистовые поверхности с высокой точностью.
Для того чтобы работать на радиально-сверлильных станках, необходимо иметь соответствующую квалификацию и хорошо знать устройство агрегата, а также соблюдать правила безопасности при работе на оборудовании этого класса и уметь производить мелкий ремонт и обслуживание.
Каждый настольный станок радиально-сверлильного класса обязательно состоит из жесткого основания, цилиндрической колонны, а также траверсы и сверлильной головки.
Именно на основании происходит фиксация детали, которая подлежит обработке.
К нему же крепится и вертикальная колонна, которая может осуществлять при необходимости заданное вращение. Горизонтальная траверса станка располагается непосредственно на колонне.
Она способна при необходимости перемещаться в горизонтальной плоскости. В свою очередь, на самой горизонтальной траверсе крепится сверлильная бабка под рабочий шпиндель.
Она осуществляет движение в горизонтальной плоскости по отношению к обрабатываемой заготовке. Шпиндель в радиально-сверлильных станках служит для фиксации рабочего инструмента.
Настольный агрегат данного типа достаточно прост в своем управлении. Достаточно легко производится и его обслуживание во время эксплуатации, а также при необходимости ремонт.
Работа и эксплуатация
В устройствах этого типа коробки скоростей и рабочих передач находятся в сверлильной бабке.
Соответственно и все основные органы в агрегатах 2м55, 2к52, 2а554, а также ас2532, 2н55 и 2532л располагаются непосредственно на ее лицевой поверхности.
Видео:
Основным движением, при котором осуществляется резания в устройствах данного класса, принято считать вращение используемого рабочего инструмента.
Необходимое вращательное движение он получает через передачу непосредственно от электродвигателя, который также обеспечивает при необходимости вспомогательное движение используемого рабочего инструмента.
Параметры заданной обработки перед началом работ выставляются с помощью специальных рукояток, расположенных на коробке передач.
Точно таким же образом происходит управление подачей. Основные рабочие характеристики агрегата описываются несколькими показателями.
В первую очередь, имеет значение условный диаметр максимального значения, который может быть обработан сверлом.
Также учитывается основной номер присоединенного конуса, который располагается внутри шпинделя.
Берется во внимание и наибольшее перемещение самого шпинделя.
В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель.
При эксплуатации станков сверлильного типа данного класса обязательно учитывается количество ступеней, отвечающих за рабочее вращение в шпинделе.
Видео:
На функциональные возможности станка оказывает большое влияние и мощность используемого электрического двигателя.
Стоит отметить и то, что на стоимость устройств из этой категории влияет, в первую очередь, функциональный набор, все его технологические возможности, а также техническое состояние.
Ремонт сверлильного станка должен проводиться профессиональными мастерами, которые хорошо разбираются в устройстве и принципе действия агрегатов этого класса.
При эксплуатации агрегата в обязательном порядке необходимо регулярно проводить его техническое обслуживание.
Это поможет продлить срок службы устройства и сделает его эксплуатацию безопасной.
Обязательным условием работы на устройствах этого класса является строгое соблюдение правил по технике безопасности, которые должен соблюдать каждый оператор.
В любом случае, настольный сверлильный станок этого класса считается надежным и достаточно функциональным оборудованием, при помощи которого можно производить качественную обработку различных металлических поверхностей.
Назначение, устройство и принцип работы радиально-сверлильных станков
Федеральное агентство по образованию
ГОУ ВПО Российский государственный
профессионально-педагогический университет
Институт экономики и управления
КОНТРОЛЬНАЯ РАБОТА
Назначение, устройство и принцип работы радиально-сверлильных станков
Пояснительная записка
КР.060800.05.ПЗ
Работу выполнил:
студентка гр.сЭУм-213 Е.А.Лазарева
Руководитель
к.т.н., доцент В.И.Вешкурцев
ЕКАТЕРИНБУРГ-2007
Содержание
Ведение
1 Общая характеристика радиально-сверлильных станков
2 Назначение. Устройство. Принцип работы станка 2А554
3 Общий вид станка
4 Технические данныерадиально-сверлильного станка
Заключение
Приложение
Список литературы
Введение
Современные металлорежущие станки – это доволоно разнообразные и широко распространенные машины, позволяющие выполнять сложные технологические процессы.
Станок — машина для обработки различных материалов. Металлорежущий станок — машина, предназначенная для обработки металлических материалов резанием. Основная классификация металлорежущих станков построена по технологическим признакам. В каждую из девяти групп, внесены станки по определенному характерному признаку. Сверлильные и расточные станки по классификатору относятся ко второй группе, внутри которой их делят на следующие типы: 1 – вертикально-сверлильные станки; 2 – одношпиндельные полуавтоматы; 3 – многошпиндельные полуавтоматы; 4 – координатно-расточные станки; 5 – радиально-сверлильные станки; 6 – горизонтально-расточные; 7 – алмазно-расточные; 8 – горизонтально-сверлильные станки; 9 – разные сверлильные.
Модели станков обозначают буквами и цифрами. Использование классификации позволяет записать модель станка в виде определенного набора цифр и букв. Первая цифра обозначает номер группы, вторая — тип, последующие одна или две цифры характеризуют какой-либо отличительный параметр. Буква, стоящая после первой цифры, указывает на модернизацию основной базовой модели станка, а буквы в конце — определяют модификацию (класс точности, систему управления и др.). В станках с программным управлением в обозначение вводят индексы Ц, Т, Ф1 ... Ф4, которые обозначают, что этот станок с цикловой (Ц) или оперативной (Т) системами, с цикловой индексацией и преднабором координат (Ф1), с позиционной и прямоугольной (Ф2), контурной (ФЗ) и универсальной (Ф4) системами. Иногда станкостроительные заводы отступают от этой классификации, но каждому заводу присвоен свой индекс из одной или двух букв, после которого проставляется порядковый номер модели станка.
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезания дисков из листового материала и т. д. Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами.
Общая характеристика радиально-сверлильных станков
Радиально сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Установка станка на фундамент влияет на основные показатели его работоспособности. Станок радиально-сверлильный устанавливают на фундаментах с креплением анкерными болтами – на клиньях с заливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых) без заливки.
Обрабатываемую заготовку устанавливают на приставном столе или непосредственно на фундаментной плите. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу вместе с поворотной наружной колонной и перемещая шпиндельную головку по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Радиально-сверлильный станок 2А554
Назначение: Сверлильный станок 2А554 (рис. 1.1) предназначен для сверления в сплошном материале, рассверливания, зенкерования, развертывания, подрезки торцов, нарезания резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность радиально-сверлильного станка 2А554 и расширяет круг возможных операций, позволяет производить на нем выточку внутренних канавок, вырезку круглых пластин из листа и т. д.
Радиально-сверлильные станки 2А554, 2А554-1, 2А554-2 (d — 50-63 мм)могут использоваться для сверления, рассверливания, зенкерования и нарезки резьб.
Устройство: Компоновка станков традиционная для радиально-сверлильных станков и включает (рис.1.2): колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя; рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной; сверлильную головку с возможностью горизонтального перемещения по направляющим рукава; шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки.
Движения в станке: Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательном движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т.д.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы по окончании перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Все органы управления сосредоточены на панели управления сверлильной головки.Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов.
Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьбы и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления.
Стандартное напряжение электрической сети — 380В, 50Гц. За дополнительную плату возможна установка электроаппаратуры для других значений напряжения сети.
Реверсирование вращения шпинделя осуществляется переключением двусторонней фрикционной муфтой. Муфта является предохранительной, она срабатывает при перегрузке, а также отключается при достижении заданной глубины сверления.
Гильза со шпинделем уравновешивается спиральными пружинами, которые регулируются вручную рукояткой через червячную передачу. Быстрое перемещение невращающегося шпинделя можно осуществлять от электродвигателя. Тонкую ручную подачу шпинделя можно осуществлять маховичком. Штурвал служит для быстрого ручного перемещения или грубой подачи шпинделя, а также для включения и выключения механической подачи.
Перемещение сверлильной головки вдоль траверсы может осуществляться вручную маховичком или от гидромотора.
Вертикальное перемещение траверсы осуществляется от электромотора.. Зажим сверлильной головки на траверсе и траверсы на гильзе осуществляется гидроцилиндрами через рычажные механизмы. Зажим гильзы на колонне осуществляется плунжером-рейкой и передачей винт – гайка.
Общий вид станка 2А554
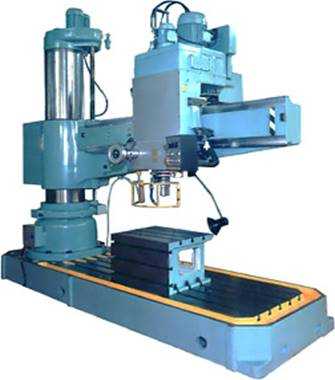
Рис. 1. Внешний вид радиально-сверлильного станка 2А554
Технические данные радиально-сверлильного станка2А554, 2А554-2, 2А554-1:
Заключение
mirznanii.com
2А55 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
Сведения о производителе радиально-сверлильных станков 2А55
Производителем радиально-сверлильных станков 2А55 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства ОЗРСС
Радиально-сверлильные станки. Общие сведения
Синонимы: radial drilling machine.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей вызывает большие неудобства и потерю времени. Поэтому при обработке большого количества отверстий в таких деталях применяют радиально-сверлильные станки. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение.
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.
Основными формообразующими движениями при сверлильных операциях являются:
- v - главное — вращательное движение
- s - движение подачи пиноли шпинделя станка
Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
К вспомогательным движениям относятся:
- поворот траверсы и закрепление ее на колонне
- вертикальное перемещение и закрепление траверсы на нужной высоте
- перемещение и закрепление шпиндельной головки на траверсе
- переключение скоростей и подач шпинделя
Основными узлами радиально-сверлильных станков являются:
- фундаментная плита
- колонна
- траверса (рукав)
- механизм перемещения и зажима рукава на колонне
- механизм перемещения и зажима шпиндельной головки на рукаве
- шпиндельная головка
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя.
2А55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок общего назначения 2А55 служит для сверления, рассверливания, зенкерования, подрезки торцов в обоих направлениях, развертывания, растачивания отверстий и нарезания резьбы метчиками в крупных деталях, перемещение которых по столу станка осуществлять тяжело, а в некоторых случаях и невозможно.
Радиальный сверлильный станок 2А55 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Основные параметры радиально-сверлильного станока 2А55:
- Максимальный диаметр сверления в стали 45: Ø50 мм
- Наибольшая глубина сверления: 350 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 1500 мм
- Мощность электродвигателя: 4,5 кВт
- Масса станка: 4100 кг
Шпиндель станка 2а55 получает 19 ступеней вращения от коробки скоростей, что обеспечивает свободный выбор скоростей резания в диапазоне от 30 до 1900 об/мин.
Конец шпинделя - конус морзе КМ5 исполнение 1 (для установки хвостовика инструмента с лапкой) - по ГОСТ 24644 (Концы шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков).
Механизм подач обеспечивает 12 подач шпинделя в диапазоне от 0,05 до 2,2 мм/об.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Компоновка станков традиционная для радиально-сверлильных станков и включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, закрепленную на фундаменте
- Колонна, поворачивающаяся вокруг вертикальной оси на подшипниках цоколя
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача обеспечивается гильзой шпинделя. Все остальные перемещения - позиционирующие
- Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Модификации радиально-сверлильного станка 2а55
2М55, 2М55-1, 2Н55, 2Ш55 - радиально-сверлильный станок диаметром сверления 50 мм
2А554, 2А554-2 - радиально-сверлильный станок диаметром сверления 50 мм
2А554-1 - радиально-сверлильный станок диаметром сверления 63 мм
2Н55Ф2, 2М55Ф2 - радиально-сверлильный станок с ЧПУ
Современные аналоги радиально-сверлильного станка 2а55
2С550, 2С550А, SRB50 - Ø50 - производитель Стерлитамак - М.Т.Е. Стерлитамакский станкостроительный завод, ОАО
2К550 - Ø50 - производитель Гомельский завод станочных узлов, РУП
АС2550 - Ø50 - производитель Астраханский станкостроительный завод, ОАО
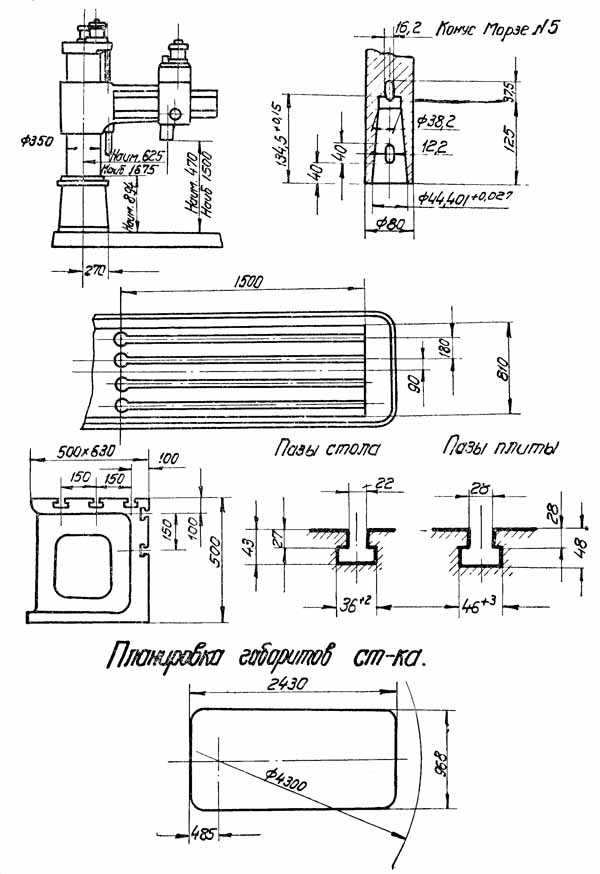
Габарит рабочего пространства радиально-сверлильного станка 2А55
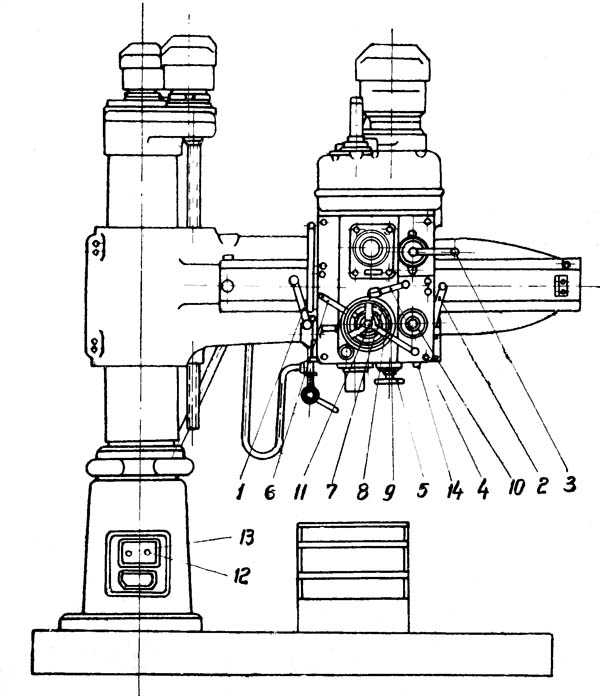
Общий вид и размещение составных частей сверлильного станка 2А55
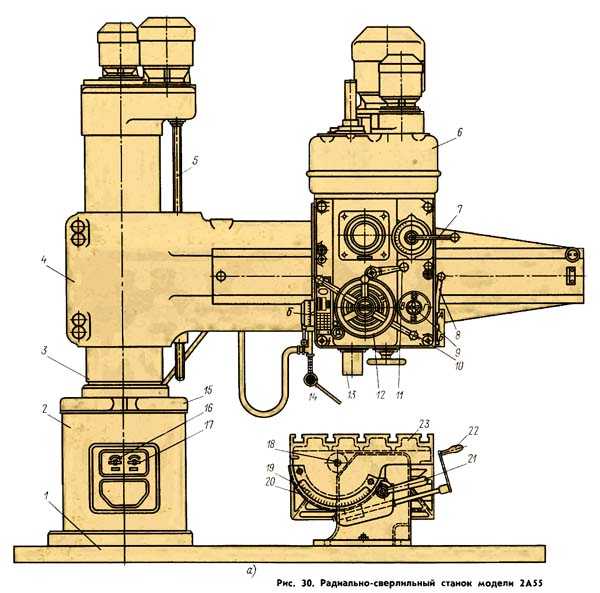
Общий вид и компановка радиально-сверлильного станка 2А55 Рис. 30
Размещение составных частей сверлильного станка 2А55. Смотреть в увеличенном масштабе
Общий вид и компоновка станка показаны на рис. 30, а.
Основные узлы станка: нижняя плита 1, колонна 2, гильза 3, траверса (рукав) 4, шпиндельная бабка 6 и стол 23.
При работе на радиально-сверлильных станках обрабатываемая заготовка устанавливается на столе 23 или непосредственно на нижней плите 1 станка. Так как заготовка в этом случае неподвижна, то после окончания обработки каждого отверстия необходимо перемещать шпиндель станка в поперечном направлении для обработки других отверстий.
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим путем с помощью коробки скоростей в диапазоне от 30 до 1500 об/мин (12 скоростей). Привод подачи радиально-сверлильного станка выполнен от главного двигателя Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи F = 20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне производится автоматически. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает значительное сокращение вспомогательного времени при работе на станке.
Изменение положения шпинделя осуществляется поворотом траверсы 4 и гильзы 3 вокруг оси колонны 2 вручную. При этом шпиндель 13 перемещается по дуге окружности. Кроме того, вращением маховичка 12 вручную шпиндельную бабку и шпиндель можно перемещать по направляющим траверсы относительно оси колонны в радиальном направлении.
Путем поворота траверсы и радиального перемещения шпиндельной бабки можно установить шпиндель в любое место, расположенное на расстоянии 450—1500 мм от оси колонны 2.
Размещение органов управления радиально-сверлильным станком 2А55
Перечень органов управления сверлильного станка 2А55
- Рукоятка переключения скоростей шпинделя
- Рукоятка управления реверсивной муфтой
- Рукоятка переключения подач
- Рукоятка отключения механической и включения ручной подачи шпинделя
- Маховичок ручной подачи шпинделя
- Рукоятка ускоренного подвода шпинделя и включения механической подачи
- Кнопка механизма настройки на глубину сверления
- Кнопка блокировки механизма подачи при нарезании резьбы
- Маховичок перемещения сверлильной головки по рукаву
- Рукоятка крестового элекгропереключателя, переключающая электродвигатели сверлильной головки и механизма подъема рукава
- Кнопочная станция гидравлического зажима сверлильной головки и колонны
- Включение электросети станка
- Включение насоса охлаждения
- Включение местного освещения
- Четырехгранник регулировочного натяжения пружины противовеса шпинделя (находится с задней стороны сверлильной головки)
Кинематическая схема радиально-сверлильного станка 2А55
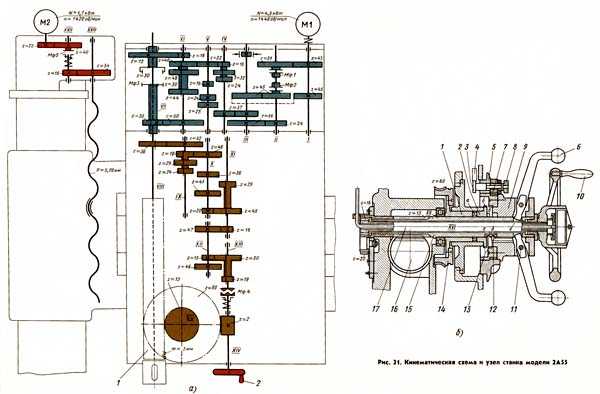
Кинематическая схема радиально-сверлильного станка 2А55 Рис. 31
Кинематическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Кинематическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Движения в станке: основные — главное движение и вертикальные подачи шпинделя; вспомогательные — быстрый подъем или опускание шпинделя, подъем и опускание рукава, перемещение шпиндельной бабки по направляющим рукава и поворот рукава. Последние два движения осуществляются вручную.
Кинематическая цепь привода главного движения. Для правого вращения шпинделя VIII надо установить рукоятку 8 (см. рис. 30, а) в положение А, а для левого вращения — в положение Б. В первом случае включается муфта Мф1, а во втором — муфта Мф2
Конструкция и характеристика работы основных узлов станка 2А55
Нижняя плита 1 (рис. 30, а) служит для крепления станка к фундаменту и установки на плиту либо стола 23, либо непосредственно крупных обрабатываемых заготовок. Внутренняя полость плиты используется как резервуар для охлаждающей жидкости. По периметру плиты сделаны канавки для улавливания охлаждающей жидкости. На верхней обработанной поверхности плиты имеются Т-образные пазы для крепления стола или непосредственно обрабатываемой заготовки.
Колонна 2 жестко закреплена на нижней плите 1 болтами. На колонне помещен переключатель 16 электродвигателя насоса охлаждающей жидкости и переключатель 17 для включения и отключения станка от электрической сети. Электродвигатель и насос для подачи охлаждающей жидкости расположены на нижней плите за колонной. От насоса жидкость по шлангам и наконечнику 14 подается на инструмент.
Гильза 3 для облегчения поворота вращается на колонне 2 на двух радиальных и одном упорном подшипниках качения. Поэтому при отпущенном зажимном хомуте 15 поворот гильзы вместе с траверсой легко производить вручную. Хомут 15 охватывает конические выступы гильзы и колонны. При затяжке хомута поворотом вала с эксцентриком от гидропривода гильза 3 жестко закрепляется на колонне 2. Такое закрепление гильзы производят каждый раз после перемещения шпинделя к следующему обрабатываемому отверстию.
Траверса 4 служит для подъема и опускания шпиндельной бабки 6 со шпинделем на высоту, удобную для обработки детали.
Траверса перемещается по цилиндрическим направляющим гильзы 3 при вращении ходового винта 5 (рис. 30, а). От поворота траверсы относительно гильзы его удерживает специальная шпонка. Зажим и разжим траверсы на гильзе происходит автоматически. На винте 8 (рис. 30,б) располагаются две гайки — грузовая 4 и вспомогательная 1. Грузовая гайка может свободно вращаться на подшипниках 5 и 6 вместе с винтом, не производя вертикального перемещения траверсы.
Вспомогательная гайка соединена с планкой 7. Так как эта планка заходит в шпоночный паз а траверсы, то вспомогательная гайка 1 вращаться не может — при вращении винта 8 она поднимается или опускается вместе с планкой 7, поворачивая рычаг 3.
При включении электродвигателя М2 (рис. 31, а) грузовая гайка 4 (рис. 30, 6) вращается вместе с винтом 8, не перемещая траверсы. В это время вспомогательная гайка 1 перемещается по винту 8, поворачивая рычаг 3 и перемещая планку 7 по пазу а. Вместе с рычагом 3 поворачиваются ось 2 и кулачок 1 (рис. 30, в).
При повороте выступ кулачка 1 сходит с ролика 5, освобождая рычаг 6 и соединенный с ним штифтом 4 рычаг 3. Рычаг 6 освобождает два болта 7 и 9, зажимающие нижнюю часть рукава, а рычаг 3 освобождает такие же болты, зажимающие верхнюю его часть.
Зубчатый сектор рычага 1 (рис. 30, г) поворачивает зубчатое колесо 2 и барабанный переключатель 3 для реверса приводного электродвигателя в момент выключения рукояткой 9 (рис. 30, а) крестового переключателя.
Во время освобождения траверсы от зажима ее на гильзе планка 7 (рис. 30, б) перемещается гайкой 1 до положения, при котором ее выступ г (или 6) доходит до зуба в гайке 4. С этого момента планка 7 удерживает выступом в гайку 4 от вращения, вследствие чего винт 8 поднимает или опускает траверсу по цилиндрическим направляющим гильзы. При этом гайки 1 и 4 совместно перемещаются по винту 8 и поэтому дальнейшего поворота рычага 3 не происходит.
После подъема или опускания траверсы в нужное положение рукоятку 9 (рис. 30, а) крестового переключателя переводят в нейтральное положение. При этом барабанный переключатель 3 (рис. 30, г) включает кратковременное обратное вращение приводного электродвигателя до положения, при котором рычаг 3 (рис. 30, б) расположится горизонтально.
При обратном вращении электродвигателя планка 7 отойдет от зуба в грузовой гайки 4, освободив ее для свободного вращения вместе с винтом 8, и кулачок 1 (рис. 30, в), поворачиваясь на оси 2, нажмет своим выступом на ролик 5, повернув рычаг 6 по часовой стрелке, а рычаг 3 против часовой стрелки. При повороте рычага 6 болт 9 нажмет гайкой 8 на правый выступ б траверсы, а болт 7 нажмет головкой а на левый выступ в траверсы, вследствие чего разрезная часть траверсы, изображенная на рис. 30, г, сожмется, и траверса жестко закрепится на гильзе в установленном положении. Одновременно рычаг 3 (рис. 30, в) зажимает такими же двумя болтами верхнюю часть траверсы.
При зажатой траверсе рычаг 3 (рис. 30, б) занимает горизонтальное положение, а барабанный переключатель 3 (рис. 30, г) повернут в положение, при котором он выключит приводной электродвигатель.
В шпиндельной бабке 6 (рис. 30, а) помещены шпиндель 13, механизмы главного движения и подач, гидропривод и механизм зажима шпиндельной бабки на направляющих траверсы. На шпиндельной бабке расположены рукоятки управления станком.
Для перемещения шпиндельной бабки по направляющим траверсы нужно отключить гидравлический зажим и вращать вручную маховиком 10 (рис. 31, б) вал 17 и шестерню z = 16. Шестерня z = 16 передает вращение колесу z = 22, находящемуся в зацеплении с рейкой, закрепленной на траверсе. За каждый оборот маховика 10 шпиндельная бабка перемещается в радиальном направлении на величину Sр = 1 * π * 16 * 2 = 100 мм/об.
После перемещения шпиндельной бабки она зажимается на траверсе гидравлическим зажимом.
Вертикальная подача шпинделя производится при вращении червячного колеса 14 (z = 60) (рис. 31, б). Это колесо закреплено на ступице 1, которая торцовыми зубьями а соединена с обоймой 2. Ступица и обойма вместе с червячным колесом при отключенной муфте 13 свободно вращаются на валу 15.
Кроме этого, на валу 15 расположена головка 9 с двумя рукоятками 6; рукоятки могут поворачиваться на осях 11. Короткие плечи рукояток входят в пазы е вала 15.
Для включения подачи шпинделя рукоятки 6 нужно повернуть «от себя». При этом оси 11 головка 9 переместятся также «от себя» и внутренние зубья в головки 9 зацепятся с наружными зубьями б обоймы 2. Муфта 13 включится, передавая вращение от червячного колеса 14 на зубчатое колесо 2 = 13 и гильзу 16 шпинделя.
Для отключения подачи нужно рукоятки 6 повернуть «на себя». При этом короткие плечи рукояток остаются в пазах е вала 15, а длинные плечи перемещают «на себя» оси 11 и головку. 9. Зубья в головки 9 отходят от зубьев б обоймы 2 — муфта 13 отключится, выключив подачу.
Положения муфты 13 фиксируются пружинящей шпонкой 12, которая при отключенном положении муфты заходит в паз д, а при включенном — в паз г.
Автоматическое выключение подач при сверлении отверстий на заданную глубину. Для автоматического выключения подачи на лимбе 5 (рис. 31, б) помещен упор 3 с кнопкой 8, имеющей эксцентрическую втулку, на которую надет зубчатый фиксатор 7. Поворотом кнопки 8 отводят фиксатор 7 из зацепления с наружными зубьями головки 9, после чего лимб 5 можно свободно поворачивать на этой головке.
После установки лимба 5 в соответствии с заданной глубиной сверления кнопкой 8 поворачивают эксцентрическую втулку и закрепляют фиксатором 7 лимб 5 на головке 9. Затем поворотом рукоятки б «от себя» включают муфту 13.
При включенной муфте 13 головка 9 вращается вместе с лимбом 5 и помещенным на лимбе упором 3, В конце хода упор 3 нажмет на ролик 4, который при помощи рычага автоматически отключит муфту Мф4 (рис. 31, а), и подача прекратится. Подача выключается при выдвинутой «от себя» кнопке 8 (рис. 31, б). При вытянутой «на себя» кнопке 8 упор 3 проходит мимо ролика 4, не выключая подачу.
Стол 23 станка легко устанавливается и снимается с нижней плиты 1. На рис. 30, а показан поворотный стол, верхнюю плоскость которого можно устанавливать под нужным углом к горизонтали. Для этого рукояткой 21 освобождают поворотную часть стола от зажима, а рукояткой 22 поворачивают вокруг оси 18 зубчатый сектор 20 и соединенную с ним поворотную часть стола. Отсчет поворота стола производят по шкале 19. Стол в установленном положении зажимают рукояткой 21.
Электрооборудование и электрическая схема радиально-сверлильного станка 2А55
Электрооборудование и электрическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Электрооборудование радиально-сверлильного станка 2А55. Общие сведения
Электрооборудование станка в нормальном исполнении рассчитано на питание от сети 3-фазного тока напряжением 380 или 220 в. частотой 50 пер/сек. По особому заказу электрооборудование может поставляться на другие напряжения и частоту 60 пер/сек., а также в тропическом исполнении.
Станок оборудован пятью электродвигателями (рис.21 и 22).
- 1М - электродвигатель привода шпинделя, тип: А051—4; 4,5 кВт 1440 (1730) об/мин или А0951-4Т; 4,5 кВт 1440 (1730) об/мин в тропическом исполнении
- 2М - электродвигатель перемещения рукава, тип: А041—4; 1,7 кВт 1420 (1710) об/мин или А041-4Т; 1,7 кВт 1420 (1710) об/мин в тропическом исполнении
- ЗМ1, ЗМ2 - электродвигатель зажима колонны и головки ДПТ22-4; 0,5 кВт. 1410 (1690) oб/мин
- Электродвигатель насоса охлаждения, тип: ПА-22; 0,125 кВт 2800 (3400) об/мин или ПА-22Т; 0,125 кВт. 2800 (3400) об/мин в тропическом исполнении
Общая защита от токов короткого замыкания предусматривается предохранителями, установленными в распределительном шкафу потребителя на силу тока 25 А при напряжениях сети 380 ... 440 В и 3 А при напряжении 220 В.
Питание цепей управления в станках нормального исполнения производится сетевым напряжением, а в станках тропического исполнения через трансформатор пониженным напряжением 127 в.
Станок снабжен встроенным светильником местного освещения ЛО с лампой на напряжение 36 в.
По особому заказу может быть установлена лампа на напряжение 24 в.
Вводный щит находится в цоколе колонны (рис. 21), на нем размещены вводной пакетный выключатель ВВ, пакетный выключатель ВН и плавкие предохранители 1П электронасоса охлаждения. Четыре остальных электродвигателя и аппаратура управления ими размещены на подвижных частях станка. Питание и защитное заземление их осуществляется через кольцевой токоприемник КТ, расположенный в верхней части колонны. Электродвигатель вращения шпинделя 1М имеет тепловую защиту. Двигатель перемещения рукава 2М, двигатели зажима колонны и головки ЗМ1 и ЗМ2, работающие в кратковременном режиме, тепловой защиты не имеют и снабжены плавкими предохранителями 2П.
Управление двигателями сверлильной головки 1М и перемещения рукава 2М производится от крестового переключателя КП, не имеющего самовозврата в нулевое положение.
Двигатель перемещения рукава 2М выполняет две функции: перемещает рукав и по окончании перемещения зажимает его на колонне. Это осуществляется автоматическим реверсированием двигателя по окончании перемещения рукава и соответствующей конструкцией механизма перемещения (рис. 10).
В связи с тем, что для большинства операций, выполняемых на станке, характерна малая длительность, электродвигатель привода шпинделя может быть нагружен сверх нормальной мощности 4,5 кВт. Допустимая перегрузка определяется на общих основаниях в зависимости от режима работы-
Принципиальная электросхема станка 2а55
Питание от сети через вводной пакетник ВВ подается на кольцевой токоприемник КТ и через предохранители 1П и пакетник ВН к электронасосу 4М (рис. 23)
Напряжение с контактных колец снимается щетками и подастся к контактам реверсивному магнитному пускателю 1K1—1K2 двигателя привода шпинделя 1М. Через предохранители 2П к реверсивному магнитному пускателю 2К1—2К2 двигателя перемещения рукава 2М и к реверсивному магнитному пускателю 3K1—ЗК2 двигателей зажима колонны и головки 3M1 и ЗМ2.
Одновременно напряжение поступает на цепи управления и местного освещения.
Цепь управления питается через нормально закрытые контакты теплового реле РТ и контакты реле нулевой защиты РН. При нажатии кнопки 1КУ «зажать», включается пускатель ЗK1 который своими контактами замыкает цепь катушки реле РН. Реле РН, включившись, переходит на самопитание и подготавливает питание цепей управления после прекращения нажатия 1КУ.
При исчезновении» напряжения реле РН отключается, предотвращая возможность самозапуска двигателей, включенных крестовым переключателем КП. Восстановление питания цепи управления при появлении напряжения производится повторным нажатием кнопки 1КУ «Зажим».
Включение двигателей 1М и 2М достигается замыканием соответствующих контактов крестового переключателя КП в зависимости от требуемого направления вращения.
При включении КП на перемещение рукава начинает вращаться двигатель 2М, при этом винт перемещения сначала вращается вхолостую, перемещая сидящую на нем гайку 4 (рис. 10). В это время производится отжим рукава и с помощью автоматического переключателя ПАЗ подготавливается автоматический реверс двигателя 2М после выключения крестового переключателя. Реверс необходим (ля автоматического зажима рукава после окончания перемещения, что достигается холостым вращением винта в обратном направлении до зажима рукава и разрыва цепи управления переключателем ПАЗ.
При подъеме и опускании рукава крайние положения ограничиваются конечным выключателем KB, разрывающим цепи катушек 2K1 и 2К2.
Магнитные пускатели 3K1 и ЗК2 двигателей зажима 3M11 и ЗМ2 работают только в период нажатия кнопок 1КУ и 2КУ.
Лампа местного освещения ЛО включается посредством однополюсного выключателя ВО.
На станках в обычном исполнении рукоятка фрикциона в исходном положении нажимает на конечный выключатель ограничителя холостого хода ВХХ, который разрывает цепь управления двигателем 1М. При включении фрикциона ВХХ освобождается и •восстанавливает цепи управления двигателем 1М. На станках тропического исполнения ограничитель холостого хода ВХХ не устанавливается.
Блокировки и защиты в электрооборудовании станка 2а55
Общая защита электрооборудования станка от токов короткого замыкания осуществляется предохранителями, установленными в распределительном шкафу потребителя.
Тепловое реле РТ защищает двигатель привода шпинделя от перегрузки при длительной перегрузке.
Плавкие предохранители 1П, 2П, ЗП защищают от токов короткого замыкания цепи двигателей 4М, 2М, ЗМ1; и ЗМ2 и цепи управления и местного освещения.
Реле нулевой защиты РН предохраняет двигатели 1М и 2М от самозапуска при включенном крестовом переключателе и восстановлении подачи напряжения после временного перерыва.
Конечный выключатель КВ ограничивает верхнее и нижнее положения рукава на колонне.
Переключатель зажима ПАЗ обеспечивает автоматический реверс двигателя 2М перемещения рукава при отключении крестового переключателя КП для зажима рукава на колонне.
Примечание. * Здесь и ниже обозначение электрооборудования соответствует принципиальной электросхеме.
**В скобках указаны обороты электродвигателей при частоте 60 пер/сек.
2А55 станок радиально-сверлильный. Видеоролик.
Технические характеристики сверлильного станка 2А55
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | |||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450...1500 | 400...1600 | 375...1600 | 375...1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470...1500 | 450...1600 | 450...1600 | 450...1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360 | 360 | 360 | 360 |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | |||
| Шпиндель | ||||
| Диаметр гильзы шпинделя, мм | 90 | |||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30...1900 | 20...2000 | 20...2000 | 18...2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 37,4...1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | |||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,05...2,2 | 0,056...2,5 | 0,056...2,5 | 0,045...5,0 |
| Число ступеней рабочих подач | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0...5,0 | |||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | |
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 |
| Зажим вращения колонны | Гидр | Гидр | Гидр | Гидр |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр |
| Электрооборудование. Привод | ||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт | 0,5 | 0,5 | - | - |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт | - | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | - | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | - | - | - | 0,55 |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2625 968 3265 | 2545 1000 3315 | 2665 1020 3430 | 2665 1030 3430 |
| Масса станка, кг | 4100 | 4100 | 4700 | 4700 |
Связанные ссылки
Каталог-справочник радиально-сверлильных станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Радиально-сверлильный станок: технические характеристики, схема
Содержание статьи:
Радиально-сверлильные станки предназначены для обработки заготовок с большими габаритами. Они отличаются от аналогичных моделей оборудования компоновкой и функциональными возможностями. Специфика применения – производственные участки по изготовлению изделий большого размера.
Назначение и конструкция оборудования

Пример многофункционального радиально-сверлильного станка
Главной особенностью станков этого типа является необязательное перемещение заготовки по рабочему столу для формирования отверстий на ней. Для этого в конструкции станка предусмотрен блок смещения шпиндельной головки в горизонтальной и вертикальной плоскостях.
Этот тип конструкции предназначен для сверления, зенкования и развертывания отверстий в стальных заготовках. Для выполнения этих функций оборудование включает в себя опорную плиту, на которую установлена несущая колонна. Она необходима для фиксации рукава, вдоль которого смещается шпиндельный блок с электродвигателем главного вращательного движения.
Для выполнения своих функций радиально-сверлильный станок должен иметь следующие параметры:
- жесткий зажим рукава на колонне. Это необходимо для снижения вибрации и повышения устойчивости положения сверла во время обработки;
- простой и надежный механизм смещения рукава по высоте колонны. Чаще всего для этого устанавливается гидравлическая система. Дополнительно применяется зажим для фиксации;
- компоненты должны находиться в доступной зоне для рабочего. Учитывая специфику конструкции, а в частности – высоту около 2м, компоновка оборудования должна предусматривать простоту выполнения ремонтных и обслуживающих работ.
Поворот колонны осуществляется за счет небольшого усилия оператора. Это уменьшает трудоемкость работы и увеличивает производительность. Для улучшения этих показателей рекомендуется выбирать модель с преселективным узлом. Благодаря ему можно предварительно настроить смену режимом без остановки оборудования.
Дополнительную жесткость конструкции может обеспечить двухколонная компоновка. Это положительным образом сказывается на точности обработки, но увеличивает массу конструкции.
Перечень основных технических характеристик
Расположение систем в станке
Радиально-сверлильные станки относятся к классу профессионального оборудования. Их производительность и точность обработки обусловлены сложной компоновкой, которая влечет за собой большие габариты и вес. Поэтому ознакомление с техническими и эксплуатационными характеристиками является обязательным.
Для крепления заготовки рекомендуется использовать специальные магнитные плиты. Чаще всего они не входят в стандартную комплектацию оборудования. Поэтому их необходимо приобретать отдельно. Важно, чтобы их габариты соответствовали размерам рабочего стола.
Анализ возможностей радиально-сверлильного станка следует начать с ознакомления с основными техническими характеристиками:
- максимальный диаметр сверления. Зависит от материала изготовления детали;
- параметры смещения рабочей головки по рукаву;
- максимальная и минимальная высоты рукава;
- угол поворота рукава по оси колонны;
- частота вращения шпиндельной головки;
- количество скоростей и оборотов шпинделя;
- число рабочих подач;
- номинальная мощность электродвигателей – главного привода и для перемещения рукава по колонне.
Дополнительно необходимо учитывать наличие устройств зажима рукава в колонне и рабочей головки. Эти функции повысят надежность работы оборудования.
Наличие противовеса облегчает ручной режим настройки параметров радиально-сверлильного станка. Поэтому за его состоянием необходимо следить наиболее тщательно.
Особенности эксплуатации

Радиально-сверлильный станок на производственной линии
Практически все модели радиально-сверлильных станков имеют большую массу – от 3,5 до 6 т. Для их установки необходимо предварительно подготовить устойчивую площадку. Чаще всего это ж/б платформа.
Перед началом работы необходимо проверить состояние всех узлов и агрегатов. В особенности это касается гидравлической системы зажимов и перемещений рукава по колонне. После этого можно приступать к полноценной эксплуатации оборудования.
Правила работы на радиально-сверлильном агрегате:
- ознакомиться с принципом функционирования оборудования, изучить его кинематическую схему;
- применять сверла, рекомендованные производителем агрегата;
- соблюдать меры безопасности, изложенные в инструкции по эксплуатации.
В качестве примера можно ознакомиться с видеоматериалом, в котором показаны способы сверления отверстий в швеллере с помощью этого оборудования:
stanokgid.ru
Станок радиально-сверлильный 2М55 - Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание - как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
2А554 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
Сведения о производителе радиально-сверлильных станков 2А554
Производителем радиально-сверлильных станков 2А554 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства ОЗРСС
2А554 радиально-сверлильный станок. Назначение и область применения
Радиально-сверлильный станок модели 2А554 заменил устаревшую модель станка этой же серии 2М55.
Радиально-сверлильный станок общего назначения 2А554 служит для сверления, рассверливания, зенкерования, подрезки торцов в обоих направлениях, развертывания, растачивания отверстий и нарезания резьбы метчиками в крупных деталях, перемещение которых по столу станка осуществлять тяжело, а в некоторых случаях и невозможно.
Радиальный сверлильный станок 2А554 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Сосредоточение всех органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима рукава, наличие системы предохранительных устройств, исключающих поломку станка вследствие перегрузок, позволяют максимально сократить вспомогательное время и достичь высокой производительности.
Компоновка станков традиционная для радиально-сверлильных станков и включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, на которой неподвижно закреплена внутренняя колонна
- На внутренней колонне на подшипниках монтируется наружная, вращающаяся колонна, на которой размещается рукав со сверлильной головкой.
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача обеспечивается гильзой шпинделя. Все остальные перемещения - позиционирующие
- Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Модификации радиально-сверлильного станка 2А554
2М55, 2М55-1, 2Н55, 2Ш55, - радиально-сверлильный станок диаметром сверления 50 мм
2А554-2 - радиально-сверлильный станок диаметром сверления 50 мм
2А554-1 - радиально-сверлильный станок диаметром сверления 63 мм
2Н55Ф2, 2М55Ф2 - радиально-сверлильный станок с ЧПУ
2Н554Ф1, 2М554Ф1-29 - радиально-сверлильный станок с УЦИ
Габарит рабочего пространства радиально-сверлильного станка 2А554
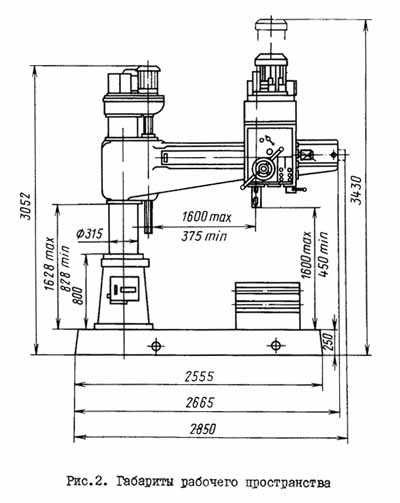
Габарит рабочего пространства сверлильного станка 2а554
Посадочные и присоединительные базы радиально-сверлильного станка 2А554
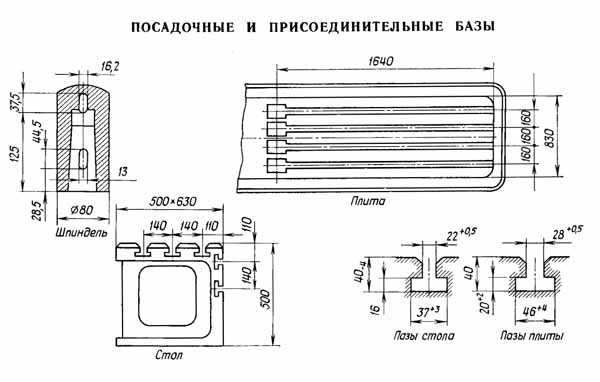
Посадочные и присоединительные базы сверлильного станка 2а554
Общий вид радиально-сверлильного станка 2А554

Фото радиально-сверлильного станка 2а554
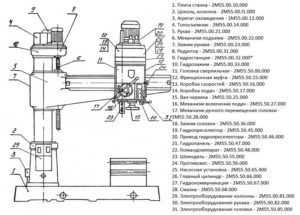
Расположение составных частей радиально-сверлильного станка 2А554
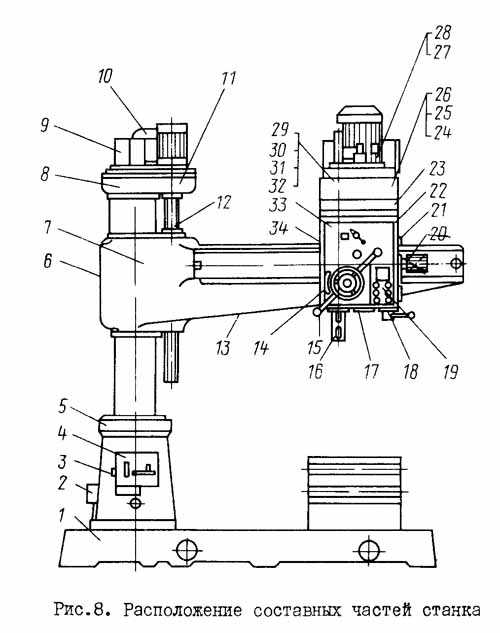
Расположение составных частей сверлильного станка 2а554
Спецификация составных частей радиально-сверлильного станка 2А554
- Плита - 2M55.00.I0.000
- Агрегат охлаждения - 2M55.00.12.000
- Заземление станка - 2М55.00.86.000
- Электрооборудование колонны - 2M55.00.81.000
- Цоколь, колонна - 2М55.00.11.000
- Зажим рукава - 2М55.00.23.000
- Рукав - 2M55.00.2I.000
- Гидрозажим - 2М55.00.33.000
- Токосъемник - 2M55.00.I4.000
- Гидростанция - 2М55.00.32.000
- Редуктор - 2M55.00.3I.000
- Механизм подъема - 2М55.00.22.000
- Электрооборудование рукава - 2А554.00.94.000
- Механизм ручного перемещения головки - 2А554.50.28.000
- Устройство штурвальное - 2А554.50.26.000
- Шпиндель - 2А554.50.55.000
- Механизм подач - 2А554.50.25.000
- Рукоятка управления фрикционной муфтой - 2М55.50.48.000
- Электрооборудование головки - 2А554.50.95.000
- Привод ускоренного отвода шпинделя - 2А554.50.95.000
- Противовес - 2А554.50.37.000
- Зажим головки - 2М55.50.36.000
- Установка насосная - 2А554.50.65.000
- Смазка - 2М55.50.68.000
- Гидрокоммуникация - 2А554.50.67.000
- Цилиндр главный - 2М55.50.66.000
- Привод гидропреселектора - 2М55.50.46.000
- Гидропреселектор - 2А554.50.45.000
- Муфта фрикционная - 2M55.50.I5.000
- Коробка скоростей - 2A554.50.I6.000
- Коробка подач (24 ступени) - 2A554.50.I7.000
- Коробка подач (12 ступеней) - 2А554.50.18.000
- Головка сверлильная - 2А554.50.00.000
- Гидропанель - 2А554.50.47.000
Расположение органов управления радиально-сверлильного станка 2А554
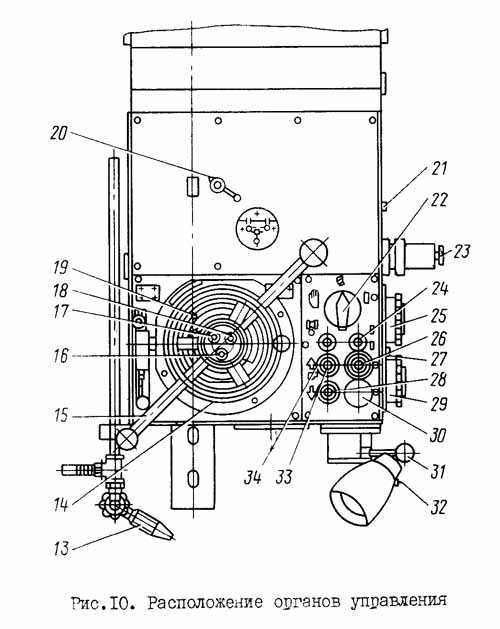
Расположение органов управления сверлильным станком 2а554
Перечень органов управления радиально-сверлильного станка 2А554
- Станок включен; станок выключен
- Заземление
- Выключатель вводной
- Выключатель электронасоса охлаждения
- Кран включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
- Рукоятка ручного ускоренного подвода шпинделя и включения механической подачи
- Кнопка отжима сверлильной головки
- Кнопка отжима колонны и сверлильной головки
- Кнопка зажима колонны и сверлильной головки
- Кнопка зажима лимба для настройки глубины сверления
- Рукоятка переключения диапазона подач
- Рукоятка натяжения пружин противовеса
- Переключатель автоматизированных циклов
- Маховик тонкой ручной подачи шпинделя
- Кнопка отключения шпинделя от коробки скоростей
- Рукоятка предварительного набора скоростей
- 26. Кнопка пуска главного электродвигателя
- Лампа сигнальная фильтра гидросистемы
- Кнопка управления опусканием рукава
- Рукоятка предварительного набора подач
- Кнопка "Общий стоп"
- Рукоятка управления пусковой реверсивной муфтой и переключения скоростей и подач
- Включатель освещения
- Кнопка управления подъемом рукава
- Лампа сигнальная предварительного набора скоростей, подач
Устройство и работа радиально-сверлильного станка 2А554. Общая компоновка станка
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в вице отдельного силового агрегата и состоит из коробки скоростей и подач, механизмов подачи и ускоренного етвода шпипделя, шпинделя с противовесом и других узлов. Она перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и закреплена насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станком сосредоточены на сверлильной головке. На панели цоколя размещены только кнопки вводного выключателя, подключающего станок к внешней электросети, и выключателя управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки установлена электроарматура.
Электроаппаратура смонтирована в нише, выполненной с обратной стороны рукава.
Кинематическая схема радиально-сверлильного станка 2А554
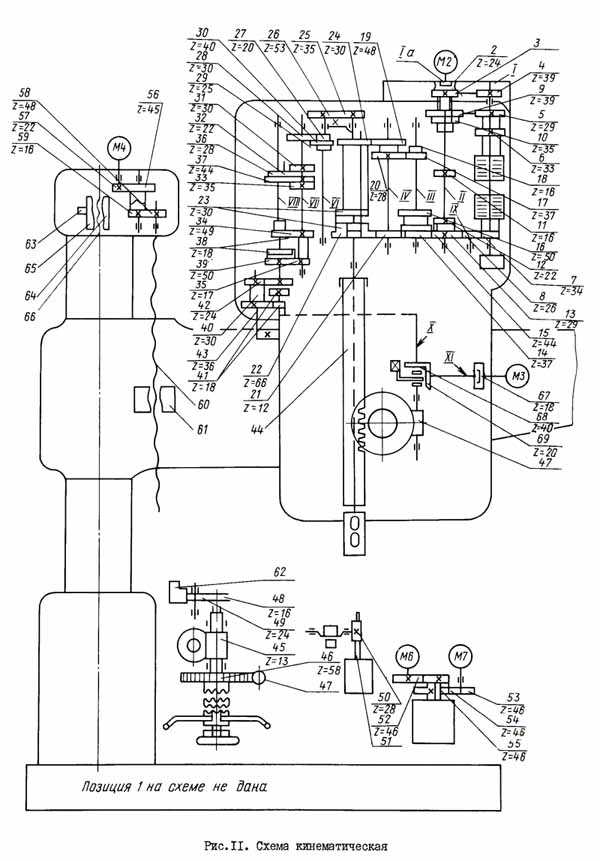
Кинематическая схемай сверлильного станка 2а554
Кинематическая схема станка (рис.11) состоит из следующих кинематических цепей:
- вращения шпинделя;
- движения подач;
- вертикального перемещения рукава;
- перемещения сверлильной головки по рукаву;
- ускоренных перемещений шпинделя.
Шпиндель получает вращение от электродвигателя через промежуточную передачу, пусковую фрикционную муфту и коробку скоростей с четырьмя передвижными зубчатыми блоками. Промежуточная передача обеспечивает определенную частоту вращения вала фрикционной муфты в различных исполнениях станка (например, для частоты тока 60 Гц). Фрикционная муфта соединяется с коробкой скоростей либо зубчатыми колесами 9-10, либо через паразитное зубчатое колесо 8 и зубчатое колесо 13. В последнем случае коробка скоростей получает обратное вращение, т.е. шпиндель вращается против часовой стрелки. Таким образом, каждым двум ступеням частот вращения шпинделя в направлении по часовой стрелке соответствует одна ступень оборотов против часовой стрелки.
Передвижные блоки коробки скоростей (три двойных и один тройной) обеспечивают получение 24 ступеней частоты вращения шпинделя, в интервале 18...2000 мин-1.
Двойной блок на гильзе шпинделя имеет также третье положение, когда оба зубчатых колеса выведены из зацепления. При этом шпиндель легко проворачивается от руки.
Коробка подач получает вращение от шпинделя через зубчатые колеса 25-26. Один тройной и два двойных блока обеспечивают получение 12 ступеней подач в интервале 0,056...2,5 мм/об. Еще 12 ступеней подач получаются включением переборного зубчатого колеса 42.
Таким образом, коробка подач обеспечивает получение 24 ступеней подач в интервале 0,045... 5 мм/об. Предусмотрен вариант исполнения станка с 12 подачами в интервале 0,056...2,5 мм/об. Вал УШ коробки подач шлицевой муфтой связан с вертикальным валом механизма подач X, несущим на себе специальную регулируемую муфту, обеспечивающую размыкание цепи подач при достижении предельного усилия подачи при резании, размыкание цепи тонкой ручной подачи при включении механической подачи и включение тонкой ручной подачи при срабатывании перегрузочного устройства. Зубчатая муфта перегрузочного устройства соединена с червяком 47, который через червячное колесо 46 с помощью штурвального устройства соединяется с реечным зубчатым колесом 45, находящемся в зацеплении с рейкой 44 пиноли шпинделя.
Грубая ручная подача осуществляется вращением реечного вала с зубчатым колесом 45 с помощью штурвальных рукояток.
Ускоренное перемещение шпинделя осуществляется от электродвигателя через зубчатую муфту 67, - зубчатые колеса 69, 68 на червяк, червячное колесо зубчатое колесо и зубчатую рейку пиноли шпинделя.
Перемещение головки по рукаву осуществляется с помощью маховика, сидящего на валу, проходящем через отверстие реечного вала подачи. На другом конце вала имеется зубчатое колесо 48, которое через накидное зубчатое колесо 49 соединяется с рейкой 62, неподвижно укрепленной на рукаве.
Вертикальное перемещение рукава производится от отдельного электродвигателя через редуктор 57, 56, 59, 58,укрепленный на верхней части колонны, винт подъема 60 и гайку 61, расположенную в рукаве.
Изменение направления перемещения рукава производится реверсированием электродвигателя.
В табл.7 указан перечень зубчатых колес к кинематической схеме.
Коробка скоростей радиально-сверлильного станка 2А554
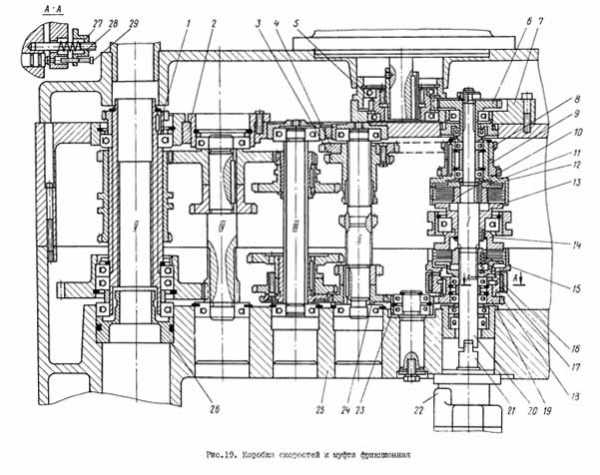
Коробка скоростей сверлильного станка 2а554
Муфта фрикционная и тормоз
В цепи привода шпинделя между главным электродвигателем и коробкой скоростей расположена фрикционная муфта (рис. 19), которая предназначена для включения вращения и реверсирования шпинделя, а также для предохранения элементов привода от перегрузки. Муфта является, кроме того, важным звеном системы преселективного управления переключением частоты вращения и подач. Узел фрикционной муфты состоит из двух муфт - верхней, обеспечивающей прямое вращение шпинделя, и нижней - для вращения шпинделя в обратном направлении. Обе муфты собраны на одном валу 20.
Вращение от электродвигателя через зубчатую муфту сообщается зубчатому колесу 5. Зубчатое колесо 5, размещенное в корпусе 7, находится в постоянном зацеплении с зубчатым колесом 6, сидящем на валу 20 фрикционной муфты.
На шлицах вала 20 укреплены упорные шайбы 11 и 16 и ведущие элементы муфты 10 и 15, которые несут на себе ведущие диски. Особая конструкция элементов 10 и 15, а также ведущих дисков позволяет выдерживать в нейтральном положении муфты гарантированный зазор между каждой парой дисков.
Между ведущими дисками размещаются ведомые, тлеющие специальные выступы, которыми они заходят в пазы ведомых чашек 12 и 18. Ведомые диски, также как и ведущие, выполнены из закаленной легированной стали и шлифованы. Верхняя ведомая чашка 12 несет на себе зубчатые колеса 8 и 9, а нижняя ведомая чашка 18, являющаяся одновременно тормозным барабаном, неподвижно связана с зубчатым колесом обратного вращения 19.
На валу 20 перемещается нажимной элемент с чашками 13 и 14. При движении нажимного элемента вверх ведущие и ведомые диски сжижаются между чашками 11 и 13, вследствие чего ведомая чашка с зубчатыми колесами 8 и 9 начинает вращаться со скоростью ведущего элемента. При движении нажимного элемента вниз сжимаются диски между чашками 14 и 16 - зубчатое колесо 19 получает вращение со скоростью ведущего элемента.
Нажимной элемент приводится в движение вилкой гидроцилиндра (см. рис.23).
Чашку 18 (рис.19) охватывает разрезное тормозное кольцо I7 с капроновым вкладышем. Эффект торможения достигается за счет пружины 28, стягивающей тормозное кольцо. Растормаживание происходит гидравлически при поступлении масла в полость цилиндра тормоза. Управление тормозом и муфтой сблокировано таким образом, что в нейтральном положении муфты чашка 18 затормаживается, а в рабочем (включена верхняя или нижняя муфта) чашка 18 расторможена.
Под фрикционной муфтой размещен гидронасос 22 сверлильной головки, получающий вращение от вала 20 через муфту 21.
Коробка скоростей
Коробка скоростей (рис.19) расположена в верхней части сверлильной головки и предназначена для сообщения шпинделю 24-х ступеней частоты вращения. Различные скорости сообщаются шпинделю за счет включения соответствующих подвижных вдоль оси валов зубчатых блоков. На первом валу коробки скоростей смонтирована фрикционная муфта, служащая для замыкания кинематической цепи между приводным электродвигателем и шпинделем.
С верхней муфтой коробка скоростей соединяется подвижным блоком зубчатых колес 3 и 4. С нижней муфтой коробка скоростей связана зубчатым колесом 24, закрепленным на валу 10 на шпонке, черев паразитное зубчатое колесо 23.
Нижние опоры валов II,III,IV,V смонтированы непосредственно в расточках корпуса 25 сверлильной головки. Осевое положение этих опор определяется стопорными кольцами. Верхние опоры всех валов размещены в специальных стаканах, расположенных в расточках крышки 2 сверлильной головки.
Вал У представляет собой полую чугунную гильзу, во внутреннее шлицевое отверстие которой входит хвостовик шпинделя.
В нижней части гильзы установлен отражатель 26, предотвращающий вытекание масла из картера коробки скоростей. На гильзе закреплено зубчатое колесо I, служащее для передачи вращения валам коробки подач.
Все зубчатые колеса изготовлены из качественных сталей, их зубья закалены до высокой твердости и шлифованы, что обеспечивает бесшумную работу и передачу высоких нагрузок.
Коробка подач
Коробка подач (рис.20) расположена между шпинделем и механизмом подачи и получает вращение от шпинделя через зубчатое колесо I, сквозь шлицевое отверстие которой пропущен вал УI. Нижними опорами валов УI и УII служат гнезда, расположенные в промежуточной плите 4. Нижняя опора вала УШ расположена в расточке зубчатого колеса 2. Верхние опоры валов расположены в гнездах, установленных в отверстиях крышки сверлильной головки. На валу УП расположено переборное зубчатое колесо 3. В зоне механизма подачи (под коробкой подач (см. рис.21) располагается дополнительная переборная группа. Все зубчатые колеса коробки подач изготовлены из качественной стали, а их зубчатые венцы термически обработаны.
Механизм подачи
Механизмы подачи и включения подачи представлены на рис.21, 22.
Механизм подачи состоит из двух узлов: вертикального червячного вала (рис.21) и горизонтального вала подачи (рис. 22).
Вал I (рис.21) связан с последним зубчатым колесом коробки подач и передает вращение червяку 7 через соединительные муфты 5,6,8, имеющие зубья треугольного профиля. Муфта служит для предохранения цепи подачи от перегрузки и отключения механической подачи при достижении заданной глубины сверления.
Предохранительная муфта механизма подачи отрегулирована заводом-изготовителем на передачу шпинделем максимального осевого усилия 20000 Н. Муфта обеспечивает нормальную работу станка, поэтому регулировать ее пружину потребителем целесообразно только в случае ремонта.
Муфта 5 через рычажный механизм управляется гидроцилиндром 12, поршень которого воздействует на зубчатый рычаг 10. Последний, взаимодействуя с рейкой 9, переключает зубчатую муфту 5.
Дня осуществления быстрых перемещений при невращающемся шпинделе на боковой стенке сверлильной головки установлен электродвигатель 4, связанный с червяком 7 зубчатой передачей 2 и 3 зубчатыми муфтами 13; 14» Управление электродвигателем и цилиндром 12 сблокировано таким образом, что включение вращения электродвигателя может происходить только при разомкнутых муфтах подачи-5,-6 и включенных муфтах 13 и 14.
Червяк I (рис.22) находится в зацеплении с червячным колесом 25, свободно вращающимся на подшипниках, размещенных на неподвижно укрепленной ступице 19.
Сквозь ступицу 19 проходит полый реечный вал-шестерня 23. Задней опорой вала-шестерни служит игольчатый подшипник, расположенный в гнезде 24.
Реечный вал 23 входит в зацепление с зубьями,выполненными непосредственно на стакане шпинделя 18.
На шлицевую часть реечного вала 23 насажена втулка 3, имеющая два торцовых паза» в которых находятся ползушки 26. Зубья ползушек 26 тлеют специальный треугольный профиль, согласованный с профилем зубьев муфты 2. Внутри ползушек имеются пружины 28, под действием которых ползушки 26 всегда стремятся выйти из зацепления с внутренними зубьями муфты 2.
На подшипниках реечного вала смонтирована головка переключения 9, имеющая два паза, в которых на осях II закреплены рычагк штурвала 16. Зубчатые секторы штурвальных рычагов 16 входят в зацепление с реечной частью толкателя 8, находящегося в расточке реечного вала 23.
В положении штурвала "от себя" толкатель 8 выдвинут вперед. При этом левая часть толкателя 8 воздействует на ползушки 26 через ролики 27, заставляя ползушки своими зубьями войти во впадины зубьев муфты 2. Шпинделю сообщается механическая подача. Если перевести штурвал в положение "на себя", толкатель 8 уходит назад, и против роликов 27 оказываются углубления, куда ролики заталкиваются под воздействием пружин 28. При этом зубья ползушек выходят из зацепления с зубьями муфты 2. В таком положении при повороте штурвала 16 вращается реечный вал 23, сообщая шпинделю ручное перемещение (грубая ручная подача).
На втулке 5 свободно посажен лимб 6, После настройки глубины сверления он стопорится гайкой 7. На лимбе 6 укреплен кулачок 15, который воздействует на микропереключатель 17. Последний выключает механическую подачу при достижении заданной глубины.
В пазах втулки 13 перемещаются ползушки 14, которые служат для соединения головки переключения 99 с реечным валом. Пазы толкателя 8 выполнены таким образом, что в положении штурвала 16 "от себя" замыкается муфта 2, и одновременно размыкается муфта 4, а в положении штурвала 16 "на себя", наоборот, муфта 2 размыкается, а муфта 4 замыкается.
Таким образом, при механической подаче я ускоренном возврате шпинделя (муфта 2 разомкнута) исключена опасность травмирования оператора штурвальными рукоятками 16.
Совместно с механизмом подачи выполнен механизм ручного перемещения сверлильной головки, состоящий из маховика 10, полого вала - шестерни 22 и паразитного зубчатого колеса 20. Последняя находится в зацеплении с рейкой, закрепленной на рукаве.
Сквозь вал-шестерню проходит кабельная трубка 21, на переднем конце которой закреплена кнопочная станция II с кнопками зажима и отжима сверлильной головки и колонны.
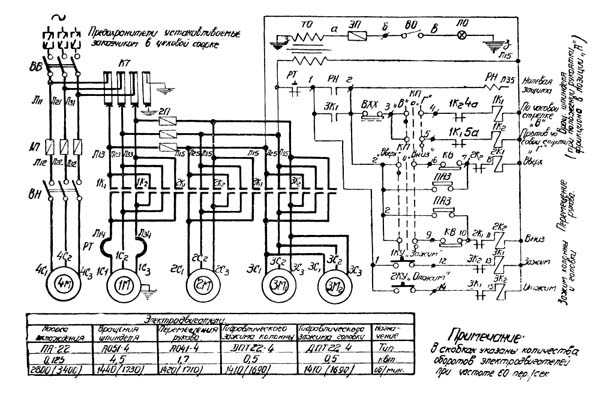
Схема электрическая силовой части радиально-сверлильного станка 2А554
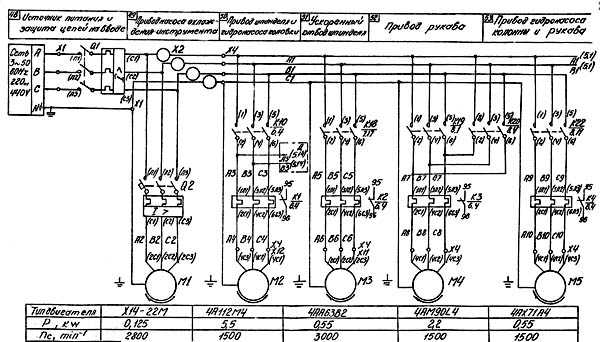
Электрическая схема сверлильного станка 2а554
Схема электрическая силовой части радиально-сверлильного станка 2А554. Смотреть в увеличенном масштабе
Электродвигатели радиально-сверлильного станка 2А554
- М1 - Привод насоса охлаждения инструмента - XI4-22M; 0,125 кВт; 3000 об/мин
- М2 - Привод шпинделя и гидронасоса головки - 4А112МЧУ3; 5,5 кВт; 1500 об/мин
- МЗ - Ускоренный отвод шпинделя - 4АА63В2У3; 0,55 кВт; 3000 об/мин
- М4 - Привод рукава - 4A90 4У3; 2,2 кВт; 1500 об/мин
- М5 - Привод гидронасоса колонии и рукава - 4АХ71А4У3; 0,55 кВт; 1500 об/мин
- М6 - Привод набора скоростей - РД-09; 0,015 кВт; 9 об/мин
- М7 - Привод набора подач - РД-09; 0,0I5 кВт; 9 об/мин
2А554 станок радиально-сверлильный. Видеоролик.
Технические характеристики сверлильного станка 2А554
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | |||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450...1500 | 400...1600 | 375...1600 | 375...1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470...1500 | 450...1600 | 450...1600 | 450...1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360 | 360 | 360 | 360 |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | |||
| Шпиндель | ||||
| Диаметр гильзы шпинделя, мм | 90 | |||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30...1900 | 20...2000 | 20...2000 | 18...2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 37,4...1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | |||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,05...2,2 | 0,056...2,5 | 0,056...2,5 | 0,045...5,0 |
| Число ступеней рабочих подач | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0...5,0 | |||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | |
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 |
| Зажим вращения колонны | Гидр | Гидр | Гидр | Гидр |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр |
| Электрооборудование. Привод | ||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт | 0,5 | 0,5 | - | - |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт | - | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | - | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного отвода шпинделя, кВт | - | - | - | 0,55 |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2625 968 3265 | 2545 1000 3315 | 2665 1020 3430 | 2665 1030 3430 |
| Масса станка, кг | 4100 | 4100 | 4700 | 4700 |
Связанные ссылки
Каталог-справочник радиально-сверлильных станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Радиально сверлильные станки отечественного производства
Сверлильно-радиальный станок являет собой оборудование, которое можно встретить и на мелко-, и на крупносерийном предприятии. Среди существующих на сегодняшний день вариантов исполнения вертикально-сверлильных машин этот пользуется заметной популярностью. Ключевая конструктивная особенность станка состоит в том, что оси отверстий шпинделя и обрабатываемой детали совмещаются не только в круговом, но и в радиальном направлении.

Существует много вариантов подобных агрегатов. Этот факт породил следующую классификацию сверлильно-радиальных станков, включающую такие типы:
- Машины общего целевого назначения.
- Мобильные станки, применимые для заготовок нестандартных размеров. Чаще всего такую технику невозможно переместить из одного цеха в другой без использования крана.
- Самоходные машины на передвижных тележках.
Радиально-сверлильный станок способен выполнять целый ряд операций, которые можно выделить такой ряд:
- Создание отверстий методом сверления в самых разных материалах, будь то древесина, пластик или металл.
- Зенкерование и рассверливание.
- Создание внутренней резьбы.
- И масса операций, которые можно выполнять как с помощью стандартного набора инструментов, так и посредством опциональных приспособлений.
Работа за сверлильно-радиальным станком требует высокой концентрации и немалых усилий в физическом плане. Выполнение ряда операций, таких как фиксирование заготовок, управление машиной, осуществление подачи шпинделя вручную и многое другое требуют от оператора максимальной ответственности и достойного уровня квалификации. Это очень важно, поскольку мастер является ключевым фактором производительности. Но не только человеческий фактор оказывает влияние на конечный результат работы. Автоматизация процесса дает возможность в значительной мере повысить продуктивность единицы оборудования.
Автоматизация радиально-сверлильного станка может касаться как отдельных операций, так и всех приемов обработки в комплексе. Такой подход к организации труда приносит плоды – увеличивается эффективность труда и снижается трудоемкость рабочего процесса.
В настоящее время радиально-сверлильные станки поставляются на мировой рынок огромным числом компаний, каждая из которых стремится сделать свой агрегат более производительным, эргономичным, экономичным и удобным в работе. Но при всем этом многообразии современных агрегатов совсем не падает популярность машин, спроектированных и произведенных во времена Советского Союза. Одними из таких являются модели 2М55, 2К52 и 2А554, которые мы и рассмотрим ниже.
2М55
Станок радиально-сверлильный 2М55 – одна из самых успешных разработок Одесского Станкостроительного Завода. Эта машина соответствует высокому классу точности и являет собой очень производительный и надежный агрегат своего времени.
Одно из преимуществ станка радиально-сверлильного 2М55 – наличие большой рабочей плиты, чьи габариты составляют 1000х2555 миллиметров. С помощью этой машины мастер может работать с самыми разными заготовками без каких-либо проблем. Предельный диаметр сверления для этой машины – 50 миллиметров при условии сверления стальной заготовки толщиной 45 миллиметров или 63 миллиметра при работе с чугуном, что расширяет функциональность модели.
 Агрегат оснащен шестью электрическими моторами. Двигатель основного привода отличается мощностью в 4.5 кВт. Кроме того, конструкцией предусмотрен мотор перемещения рукава, 55-ваттный двигатель привода гидравлического зажима колонны, мотор гидравлического зажима головки, мотор насоса и двигатель набора скоростей.
Агрегат оснащен шестью электрическими моторами. Двигатель основного привода отличается мощностью в 4.5 кВт. Кроме того, конструкцией предусмотрен мотор перемещения рукава, 55-ваттный двигатель привода гидравлического зажима колонны, мотор гидравлического зажима головки, мотор насоса и двигатель набора скоростей.
Габариты модели 2М55 составляют 2665х1020х3430 миллиметров, а масса станка поистине исполинская – 4.7 тонны.
2А554
Радиально-сверлильный станок 2А554 также является детищем вышеупомянутого Одесского завода. Эта модель пришла на смену морально устаревшей 2М55. Именно поэтому по техническим параметрам этот агрегат во многом сопоставим со своим «прародителем», но имеет некоторые доработки и усовершенствования.
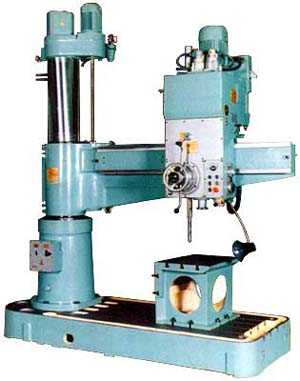
Рассмотрим конструктивные отличия радиально-сверлильного станка 2А554 от модели 2М55:
- Число передач шпинделя прямого вращения увеличено с 21 до 24.
- Пределы подач на 1 оборот расширены до 0,045-5,0 миллиметров;
- Число ступеней подач увеличено в 2 раза до 24;
- Добавлен седьмой электрический двигатель – мотор привода ускоренного перемещения шпинделя.
- Суммарная мощность всех электрических двигателей составляет 8.9 кВт.
Данный агрегат во многом совпадает со своим «предшественником», в том числе и по параметрам массы и габаритов.
2К52
Радиально сверлильный станок 2К52 – это мощный агрегат, соответствующий высокому классу точности, который производился на белорусских мощностях в соответствии с проектами одесского бюро. Его предельный условный диаметр сверления стали составляет 25 миллиметров. При этом диапазон расстояний от шпинделя до направляющей колонны составляет 300-800 миллиметров. Разумеется, по параметру производительности эта модель отстает от описанных выше, но для мелко- и крупносерийного производства, где требуется сверление средних по размеру отверстий, 2К52 может оказаться незаменимы помощником.

Габариты рабочей плиты данного агрегата составляют 800х630 миллиметров. Частота оборотов шпинделя достигает показателя в 1600 за минуту. Конструкцией предусмотрено восемь встроенных скоростей шпинделя, а число ступеней рабочих подач — три.
Радиально-сверлильные станки 2К52 комплектуются 1.5-киловаттным двигателем главного движения. При этом в машине имеется также встроенный электрический двигатель зажима колонны и мотор насоса системы охлаждения. Масса станка составляет 1250 кг, а его габариты – 1760х915х1970 миллиметров.
Выводы
Таким образом, нам удалось получить общее представление о том, что являет собой советская техника радиально-сверлильного типа. Среди ее отличительных черт стоит отметить невероятную выносливость, которая подтверждается тем фактом, что некоторые из этих агрегатов до сих пор исправно служат мастерам по всему СНГ. Но, разумеется, в моральном и технологическом плане данные модели бесконечно устарели и отстали от европейских аналогов.

И если вы стремитесь к максимизации производительности труда, а не к экономии, то стоит обратить внимание на более современные разработки отечественных и зарубежных компаний.
Рекомендуем почитать
prostostanok.ru