Станок токарный 1и611п технические характеристики. Станок 1и611п технические характеристики
Токарный станок 1И611П - классика жанра от ИЖМАШ
Токарный станок ИЖ 1И611П – знаменитое детище предприятия «ИЖМАШ». Этот агрегат отличается высокой точностью и предназначен для широкого спектра задач. Модель рассчитана на работу с черным и цветным металлом, что подтверждает ее универсальность. Токарному станку 1И611П можно доверить ряд работ, связанных с использованием центров, а также кулачковых и цанговых патронов. Среди специфических операций, которые способна выполнять эта модель, отметим точение конусов, создание резьбы.
Где же находит себе применение агрегат 1И611П? В основном он используется в мелком производстве. Техника идеально подходит для проведения чистовых операций. Этот агрегат спроектирован для удобной эксплуатации в высотных зданиях и передвижных ремонтных мастерских. При этом назвать его мобильным довольно трудно – масса станка составляет 1120 кг.
Особенности токарного станка ИЖ 1И611П
Чтобы определить сферу применения этой техники, стоит выделить ряд ее ключевых особенностей, среди которых:
- Большой выбор скоростей и подач, что позволяет мастеру выбрать наиболее подходящий метод обработки конкретной заготовки.
- Возможность производить фрезеровку, обработку концевым инструментом, внутреннее и наружное шлифование.
- Коробка скоростей ИЖ 1И611П по своей конструкции напоминает коробку, используемую во фрезерных станках. Также модель оснащена удобной рукоятью переключения подач.
- Передняя бабка имеет закругленные углы, что типично для агрегатов, производимых в 1960-е годы на советских мощностях.
- Направляющие станка отличаются высокой прочностью и могут похвастаться предельной точностью и долговечностью. И все это благодаря тщательной шлифовке и закалке. Агрегат также укомплектован независимой системой смазки направляющих, которую питает электрическая гидростанция.
- Встроенная коробка подач позволяет производить нарезание резьбы различного формата, будь то дюймовая, метрическая или модульная резьба. Мастеру нет необходимости каждый раз заменять шестерни.
- Преселективная коробка передач обеспечивает мягкое и более быстрое переключение.
- Конструкция станка такова, что необходимость сервисного обслуживания машины с задней ее части отсутствует, что особенно удобно в ограниченных по площади цехах.
- Наличие контейнера, укомплектованного электрическим оборудованием и резервуаром для смазочно-охлаждающей жидкости.
- Наличие встроенного сборника для металлической стружки, который при необходимости быстро опустошается.
- Наличие предохранителя, препятствующего перегрузкам механизма подач.
- Встроенный верньер, позволяющий предельно точно определять смещение суппорта в поперечном направлении.
- Мнемоническое управление подачами агрегата.
- Резцовая головка, которая фиксируется без малейших зазоров, что гарантируем мастеру необходимую жесткость и точность в работе.
- Система автоматической смазки ходового винта в процессе создания резьбы.
- Шпиндельный узел, который спроектирован таким образом, что его не нужно разбирать в случае необходимости сменить ремни привода.
Технические характеристики
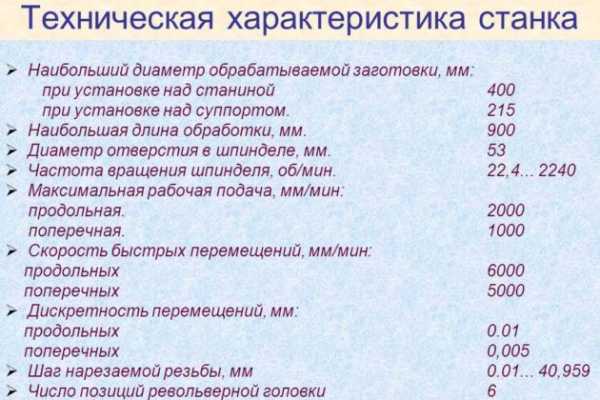
Токарный станок 1И611П соответствует классу точности «П» по государственному стандарту. Максимальный диаметр заготовки при обработке над станиной и суппортом – 250 и 125 миллиметров соответственно. Предельно возможная длина обрабатываемой заготовки – 500 миллиметров.
В токарном станке ИЖ 1И611П предусмотрено три электрических двигателя. Мощность мотора основного привода – 3 кВт. Мощность двигателя гидростанции и охлаждающего насоса – 0.08 и 0.05 кВт соответственно. Эта модель, как уже было сказано, имеет довольно серьезный вес и габариты. Масса станка – 1120 кг, размеры – 1770х970х1300 миллиметров.
Подводя итоги
Токарный станок ИЖ 1И611П – очень популярная на вторичном рынке модель. На данный момент она представляет собой бюджетный агрегат, с помощью которого можно выполнять широкий список токарных работ, среди которых есть и весьма специфичные. Отличные эксплуатационные показатели, высокая надежность и точность обработки – основные преимущества этой машины. Несмотря на то, что агрегаты 1И611П не столь производительны, эргономичны и удобны, как их современные аналоги, они продолжают пользоваться спросом среди мастеров, и вполне заслуженно.
Если вам нужен крепкий проверенный временем токарный станок – обязательно обратите внимание на детище Ижевского машиностроительного завода. ИЖ 1И611П – это недорогой и простой в обслуживании станок, который вы легко найдете в хорошем состоянии на вторичном рынке.
Рекомендуем почитать
prostostanok.ru
Токарно-винторезный станок 1И611П: характеристики, устройство, паспорт
Полное название станка звучит следующим образом «Универсальный высокоточный токарно-винторезный станок 1И611П». Станок относится к патриархам машиностроения. Токарный станок ИЖ 1И611П разработал и выпустил Ижевский станкостроительный завод «ИжмашСтанко» еще в 1960 году. Эта модель станка относится к одной из самых популярных еще со времен СССР. Но, невзирая на то, что прошло уже больше полвека станок 1И611П и в настоящее время применяется на многих предприятиях и выполняет работы по металлу различной сложности.

Токарный станок ИЖ 1И611
Предназначение станка
Токарный станок по металлу 1И611П разработан для выполнения работ по обработке металлов. Его назначение предусматривает работу с любыми видами металлов. Особенно его часто используют на предприятиях мелкого производства. Он может обрабатывать металлические детали с высокой точностью. Компактная конструкция станка позволяет устанавливать его в помещениях расположенных в высотных зданиях. Станок имеет вес всего 1120 кг, поэтому он нашел применение в оснащении как автомобильных, так и железнодорожных передвижных мастерских.
Скачать паспорт (инструкцию по эксплуатации) станка ИЖ 1И6111П
Токарный станок ИЖ 1И611П и его технические характеристики обеспечивают выполнение следующих работ:
- все виды токарных и фрезерных работ;
- шлифование изделий из различных материалов;
- работы с использованием концевого инструмента, который закрепляется в сверлильном патроне.
Устройство станка позволяет работать с заготовками, имеющими цилиндрическую или коническую форму. Его возможности позволяют нарезать метрические, дюймовые и модульные резьбы.
 Внешний вид станка 1И611
Внешний вид станка 1И611  Таблички станка
Таблички станка Устройство станка – основные узлы и механизмы
Паспорт и схема станка предусматривает следующие важные узлы и механизмы.
Станина
Станина является основным базовым узлом и служит основанием для установки на ней отдельных узлов и механизмов. Для станков 1И611П паспорт и технология регламентирует изготовление станины из хромоникелевого чугуна. На станине установлены направляющие, две из которых имеют призматические, а две плоские формы. Они закаляются высокочастотными токами и тщательно отшлифовываются. Сама станина монтируется на монолитной трубе. В передней части расположена полка, которая служит защитой ходового винта от попадания на него эмульсии и стружки. Во внутренней части станины расположен электродвигатель и редуктор главного хода, а также механизмы систем охлаждения и смазки. В тумбе станины размещена емкость для сбора смазочно-охлаждающей жидкости. В правой части станины смонтирована панель, на которой расположены аппараты электрического управления.
Передняя бабка.
Она предназначена для закрепления и поддержания заготовок при их обработках. Кинематическая схема станка состоит из перебора, клиновых ремней и зубчатой муфты. Внутри передней бабки располагается коробка скоростей, управление которой осуществляется рукоятками, смонтированными на ее внешней стороне. Этими рукоятками осуществляется регулировка числа оборотов шпиндельного узла.
На корпусе бабки прикреплена табличка, на которой нанесена схема положений рукоятки выбора скорости. Шпиндель 1И611П вращается в корпусе бабки. Для вращения шпинделя применяются подшипники шпинделя 1И611П. Подшипники шпинделя 1И611П могут применяться как качения, так и скольжения. На конце шпинделя закреплен патрон. С целью предотвращения преждевременного износа, подшипники шпинделя 1И611П периодически должны осматриваться и очищаться от старой смазки. Их промывают, просушивают и заполняют свежей смазкой. Промывают подшипники бензином.
Передаточный момент на шпиндель передается клиноременной передачей состоящей из четырех ремней. Шпиндель может вращаться с 12 окружными скоростями. Вращение передается от приемного шкива и зубчатой муфты.
Кинематическая схема станка 1И611
Задняя бабка
На станке ИЖ 1И611П задняя бабка предназначена для фиксации длинных деталей, если их необходимо располагать в обрабатывающем центре. В станке 1И611П задняя бабка служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Если на станке 1И611П схема предусматривает всегда одинаковую по конструкции переднюю бабку, то задняя бабка, обычно имеет несколько модификаций. Конструкции их могут предусматривать обычные или встроенные вращающие центры. Например, вращающими центрами может комплектоваться токарный станок ИЖ 1И611П, технические характеристики которого позволяют скоростную обработку деталей. Для таких станков применяется несколько другая кинематическая схема.

Задняя бабка станка 1И611
Шпиндель
Шпиндель представляет собой полый вал, отверстие которого имеет коническую форму. Шпиндельный узел считается главным узлом станка, так как все основные механизмы необходимы для того, чтобы работал шпиндель. Он предназначен для закрепления в нем различных инструментов. Паспорт станка и инструкция по эксплуатации дает полный перечень применяемого инструмента и приспособлений, которые могут закрепиться в шпинделе данной модели станка. Шпиндель имеет резьбу, посредством которой на нем закрепляется планшайба.
Обработка металлов на станке возможна только при условии надежной работы шпинделя. Очень важно, чтобы подшипники шпинделя 1И611П не имели люфта и слабины. В обратном случае это может привести к тому, что резцедержатель 1И611П и инструмент, закрепленный в нем, будет дрожать, а это приведет к нарушению точности обработки.
Суппорт и фартук
Суппорт – это устройство, служащее для закрепления и перемещения различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель 1И611П, который перемещается вместе с ним. Режущий инструмент помещается в резцедержку и закрепляется сверху болтами. Резцедержатель 1И611П имеет форму цилиндра. Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Нижнюю часть суппорта токарного станка ИЖ 1И611П занимает устройство фартука. Фартук связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта. С помощью винта происходит продольное перемещение каретки суппорта. Ходовой вал придает суппорту поступательное движение при других видах обработки деталей.
На наружной стороне фартука размещена панель управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Движение суппорта может осуществляться в ручном режиме или автоматическом, коробкой передач. В фартуке размещены муфты, обеспечивающие подачу суппорта, как в прямом, так и в реверсном направлении. Для предотвращения одновременного включения винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Коробка подач
Коробка подач является промежуточным узлом между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Гитара размещена в левой торцевой части коробки подач. Эти все механизмы предназначены для изменения шага при нарезании резьбы. Настройки механизма содержит руководство по эксплуатации станка (паспорт). Изменение шага подач осуществляется вручную, механическим переключателем. Рабочие положения переключателя приведены в таблице, которая размещена на наружной части станка.

Коробка подач станка
Коробка скоростей
С помощью коробки скоростей происходит регулировка вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка расположена во внутренней части передней бабки. Передача движения может происходить с разными вращающими моментами. Паспорт станка предусматривает трехступенчатое изменение скорости шпинделя. Для управления вращательным движением шпинделя на станке предусмотрена фрикционная муфта. Для такого управления предусмотрены две рукоятки, одна рабочая, другая ее дублирует. С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
Электрическая схема станка
Электрическая схема станка приведена в руководстве по эксплуатации (паспорт). Жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями: один двигатель приводит в движение главные механизмы, связанные с прямым назначением станка, а два других двигателя обеспечивают работу системы смазки и охлаждения.
Электрическая схема станка 1И611
Для работы основного привода применяется одно напряжение сети, которое согласовывается с заказчиком в процессе заказа станка. Что же касается вспомогательных электрических узлов, то их питание осуществляется следующими классами напряжений: для местного освещения применяется 36 В; для цепей управления 127 В, а для цепей торможения 60 В.
Электросхема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи.
Обзор эксплуатационных требований для электрооборудования:
- подшипники двигателей должны осматриваться и смазываться с периодичностью не реже 2 раз в год. Для промывки подшипников, перед заменой смазки, следует применять только бензин, желательно авиационных марок;
- электродвигатели и пусковую аппаратуру следует по графику очищать от пыли и грязи. Нельзя допускать, чтобы масло или другие агрессивные жидкости попадали на изоляцию электрооборудования. Это может привести к ее разрушению;
- не реже одного раза в 10 дней следует проверять надежность всех контактных соединений электрической схемы;
- периодически очищать сердечники электроаппаратуры от коррозии. Наличие на них коррозии приводит к сильному гудению этих аппаратов;
- в случае выключения станка системами защиты, включать его повторно можно только тогда, когда будет установлена причина отключения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок токарный 1и611п технические характеристики
Станок токарно-винторезный 1И611П

Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 1И611П применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1И611П — наиболее массовая модель, которую производил завод. Он выпускался с 1964 по 1982 год — 18 лет. Габаритные размеры рабочего пространства остались теми же: наибольший диаметр изделия, устанавливаемого над станиной — Ø250 мм, межцентровое расстояние — 500 мм.
Шпиндель имет 24 ступени оборотов вращения: 12 скоростей шпиндель получает от от редуктора на приемный шкив через клиноременную передачу, 12 скоростей через перебор коробки скоростей в передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет централизованную систему смазки, работающую от электрической гидростанции.
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | 1И611П |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки над станиной, мм | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 125 |
| Наибольшая длина заготовки (РМЦ), мм | 500 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 25 |
| Наибольший диаметр прутка, мм | 24 |
| Число ступеней частот прямого вращения шпинделя | |
| Частота прямого вращения шпинделя, об/мин | 20..2000 |
| Число ступеней частот обратного вращения шпинделя | |
| Частота обратного вращения шпинделя, об/мин | |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 |
| Подачи | |
| Наибольшая длина хода каретки, мм | 500 |
| Число ступеней продольных подач | |
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 |
| Число ступеней поперечных подач | |
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,2..30 |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Электрооборудование | |
| Количество электродвигателей на станке | 3 |
| Мощность электродвигателя главного привода, кВт | 3 |
| Тип электродвигателя главного привода | АОЛ2-32-4 |
| Мощность электродвигателя быстрых перемещений, кВт | нет |
| Тип электродвигателя быстрых перемещений | нет |
| Мощность электродвигателя гидростанции, кВт | 0,08 |
| Тип электродвигателя гидростанции | АОЛ-012-4 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,05 |
| Насос охлаждения (помпа) | ПА-22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1770_970_1300 |
| Масса станка, кг | 1120 |
upk-group.ru
Токарно-винторезный станок 1И611П и его особенности

Токарный станок ИЖ 1И611П – устройство, выпускаемое еще в 60-х годах прошлого столетия, за более чем полувековую историю показал высокую эффективность. Аппарат предназначен для выполнения токарно-винторезных работ в центре или патронах. На нем легко проводить обработку как черных, так и цветных металлов.
Технические характеристики этого станка дают ему долгое время оставаться популярным, так как он имеет возможность точной обработки деталей.
Дополнительно он зарекомендовал себя надежностью и универсальностью.
Конструктивные особенности
Токарно-винторезный станок 1И611П обладает следующими характеристиками особенностями конструкции:
- Возможность запрограммировать автоматический режим.
- Отсутствие зазора между креплением резцовой головки, придающее жесткость устройству.
- Механизм защиты, предохраняющий от перегрузки в процессе использования.
- Точность расположения суппорта во время движения, благодаря присутствию верньеры.
- При формировании резьбы имеется возможность смазки деталей специальной жидкостью, поступающей из емкости, находящейся в задней части прибора.
- Присутствие множества скоростей и режимов, которые подходят разным видам работ.
- Конструкция станка предусматривает контейнер для охлаждения и электрики.
- Имеется специальная емкость для сбора стружки.
- Станина изготовлена из особого сплава, а ее движущие части закалены.
- Встроенная коробка переключения скоростей.
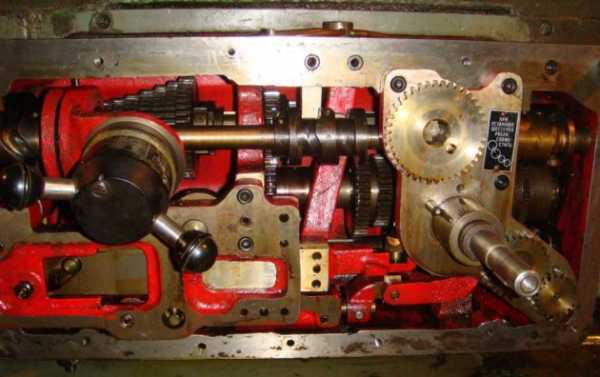
Коробка скоростей токарного станка 1и611п
Обработка деталей проводится только с тыльной стороны, что дает возможность его эксплуатации в небольших помещениях без изменения качества работы станка.
Токарный станок иж 1и611п более пятидесяти лет используется в производстве металлических деталей, но, несмотря на это, сегодня он считается эффективным механизмом, качественно производящим обработку различных деталей.
Назначение
Качественное производство и многие другие достоинства токарного аппарата ИЖ 1И611П, позволяют использовать его сегодня для выполнения различных операций:
- токарные работы в цангах, кулачках и центрах;
- наружные и внутренние шлифовальные работы;
- фрезерная обработка изделий;
- обработка с помощью сверлильного патрона с концевым механизмом.

Сверлильный патрон с концевым механизмом
Конструктивные особенности винторезного станка ИЖ 1И611П дают возможность производить на нем работы с металлическими деталями, имеющими разнообразную форму: цилиндр, конус.
А также производить модульную, метрическую и дюймовую резьбу.
Технические характеристики
Чтобы детально рассмотреть и оценить возможности оборудования, оценить его недостатки и достоинства, необходимо детально изучить отдельные его составляющие, описанные в руководстве по эксплуатации токарного станка.
Редуктор – он контролирует скорость кручения шпинделя. Он включает четырехосную коробку передач, с установленными шестеренками, разных размеров.
Его привод – это основная движущая часть станка, приходящая в работу с помощью электричества, он соединен с редуктором при помощи фланцев.Эта часть конструкции движется по тумбе, прикрепляясь к ней болтами.
Токарный редуктор оснащен переселективным агрегатом, управляемым маховиком и отвечающим за переключение скоростей. Оператор способен установить необходимое число оборотов, включив определенный режим работы станка 1И611П.
Размер обрабатываемой детали не должен превышать 25 см, над суппортом этот параметр снижается до 12,5 см, а ее длина должна быть равна или меньше 0,5 м.
Шпиндель имеет следующие особенности:
- Отверстие диаметром 2,5 см.
- Ход вращения изменяется с 20 до 2 тыс. оборотов в минуту.
- Крепление конусовидного инструмента имеет размер морзе.
Коробка подачи – закрытая часть станка, позволяет производить нарезку длиной от 0,02 до 4,8 см, не приводя в действие дополнительные шестеренки. А также имеет максимальный ход каретки – 50 см. И скорость продольно – 0,01–1,8 оборота, поперечно – 0,005–0,9 оборота в минуту.
Особенности дополнительных деталей
Передняя бабка 1И611П смонтирована следующим образом:
- Шкиф, установленный по центру.
- Шпиндельный узел, имеющий 20 типов оборотов.
- Рукоятка для переключения муфты и шестерни.
- Трензель с приспособлениями для повышения размера шага.
- Задняя бабка обеспечивает зажатие длинной детали, способствуя высокоточной ее обработке.
- Задняя бабка может сдвигаться на 1 см в обе стороны от центра, манипуляция позволяет использовать более широкий радиус обработки деталей.
- Конусная линейка обеспечивает возможность обработки конусных деталей.
- Гитара – располагается с левой стороны коробки передач, для изготовления резьбы, требует установки шестеренок.
- Фартук – обеспечивает перемещение суппорта. Состоит из ходового валика и винта, обеспеченными блокирующим механизмом.

Инструкцию для этого процесса можно найти в паспорте устройства.
Недостатком токарного винторезного устройства следует считать отсутствие возможности создания питчевой резьбы на нем. Но учитывая то, что применяется она очень редко, стоит упустить этот момент.
Перед началом работы на токарном станке требуется тщательно изучить инструкцию и соблюдать все правила эксплуатации механизма.
Электрическая схема
Особенностью электрической схемы станка ИЖ 1И611П является использование трех видов электродвигателей. Главный работает при помощи силовой установки, имеющей мощность 3 кВт.

Электродвигатель 3 кВт
Другие обеспечивают работу электростанции и системы охлаждения. Подключить его необходимо в сеть с напряжением – 380В, требуется установка дополнительных источников освещения.
Все три двигателя работают самостоятельно, не синхронно, являются трехфазными. Смазывающий двигатель запускается магнитным устройством.
Только после его включения стоит начинать использование двигателя станка. Он управляется при помощи рукояти, снабженной двумя положениями: вперед или назад.
Когда двигатель включен, начинается автоматическая работа счетчика времени, отвечающего за динамическое торможение цепи, используя второй пускатель. Он отмечен буквой «T», запускается только тогда, когда рукоять находится в нейтральном положении.
Охлаждающий насос включается, когда работает смазывающий двигатель.

Охлаждающий насос токарного станка
Маркировка на нем – «BH». Освещение включается с помощью переключателя «BO». Приостановить ход двигателя можно посредством тумблера «KT».
Система управления
Для правильной работы на токарном станке 1И611П требуется изучить его характеристики, особенности и управление при помощи технического паспорта устройства. Следует знать такие детали:
- Смазка деталей, в том числе ходового винта производится автоматически.
- Прежде чем начать обработку детали, необходимо выставить режим и скорость вращения шпинделя.
- Ремни привода меняются без разборки шпиндельного модуля.
- Траектория движения суппорта обусловлена направлением рукоятки управления по мнемоническому принципу действия.
- Верньер придает большую точность суппорту, требующему установки специального механизма для фрезерной работы.

Важно и удобно в конструкции отсутствие модулей и рычагов для управления станком на тыльной стороне. Это способствует более удобному расположению оборудования на площадках небольшого размера, а также повышает его эксплуатационные характеристики.
Благодаря своим особенностям с течением времени 1И611П не потерял популярность и до сих пор используется на производстве.
Видео по теме: «Токарно-винторезный станок 1и611п»
promzn.ru
1и611п токарный станок
Станок 1и611п иж прост по конструкции, детали обрабатываются в трехкулачковом или поводковом патроне или на планшайбе. Технические характеристики станка позволяют обрабатывать прутки от 6 до 14мм, которые закрепляются в цанговом зажиме. Патроны быстросъемные, прижимаются к фланцу с помощью четырех гаек.
Особенности станка
- Шпиндельный узел оснащен преселектором, который позволяет изменять скорость вращения шпинделя без остановки станка
- Станок оснащен износостойкими направляющими, прошедшими термообработку токами высокой частоты и последующую шлифовку
- Возможно дооснащение станка фрезерным приспособлением
- Предусмотрена защита от перегрузок
- Автоматическая подача СОЖ в зону резания
Автоматизация работы
Токарную обработку можно автоматизировать с помощью применения упоров. Индикаторный упор перемещается в нужное положение (в зависимости от обрабатываемого диаметра заготовки) в пазу планки, установленной на каретке продольной подачи. С применением этого приспособления подача может отключаться автоматически (подробнее в инструкции по эксплуатации).

Рисунок - 1и611п станок токарный
Точение конуса
Отличительной особенностью станка является наличие конусной линейки, с помощью которой можно получить конические поверхности без смещения задней бабки. При обработке верхняя часть суппорта скользит по линейке, обеспечивая необходимый угол наклона .
Электрооборудование
Станок оснащен тремя трехфазными асинхронными электродвигателями. Питание происходит от общей силовой цепи предприятия. Цепи управления требуют напряжения цепи 127В, сеть местного освещения – 36В. Защита станка осуществляется электромагнитными пускателями, плавкими предохранителями и тепловыми реле.
Скачать паспорт на 1и611п токарно-винторезный станок повышенной точности
www.stanoktehpasport.ru
Токарно-винторезный станок 1и611п — Ремонт станков, модернизация и запчасти к станкам - ИжСтанк
 Токарный станок 1и611п является токарно-винторезным оборудованием повышенного класса. Благодаря особенностям строения с помощью данного оборудования можно выполнять токарные, фрезерные работы, а также шлифовальные манипуляции и обработку деталей концевыми приспособлениями, монтирующимися в предназначенном для сверления патроне.
Токарный станок 1и611п является токарно-винторезным оборудованием повышенного класса. Благодаря особенностям строения с помощью данного оборудования можно выполнять токарные, фрезерные работы, а также шлифовальные манипуляции и обработку деталей концевыми приспособлениями, монтирующимися в предназначенном для сверления патроне.
Технические особенности модели 1и611п
После покупки станка 1и611п, Ваш цех будет пополнен оснащением со следующими характеристиками:
- наличие контейнера сварного типа, внутри которого размещен резервуар для смазки и встроенного электрооборудования;
- высокая точность и жесткость работы;
- удобная система отвода стружки, повышающая безопасность трудящегося;
- устойчивая чугунная станина;
- автоматическая подача смазки на винт при нарезании резьбы.
И это далеко не полный список положительных характеристик, которыми обладает данный вид оборудования.
Благодаря сложности конструкции и полному соответствию параметров составляющих общепринятым нормам становится возможным выполнение работ с максимальной точностью.
Ремонт станков руками профессионалов
Несмотря на надежность и высокое качество исполнения, ремонт токарного станка 1и611п все же является привычным делом. Специалисты компании «ИжСтанк» готовы провести любые ремонтные работы, которые позволят продлить срок эксплуатации оснащения, а также снизить энергозатратность и повысить качество проведения работ.
Помимо планового ремонта компания «ИжСтанк» также занимается модернизацией и сбытом отремонтированного оборудования и продает по доступной цене запчасти для станка 1и611п.
Станок 1и611п, отремонтированный в цехах «ИжСтанк», ни чем не уступает по рабочим характеристикам новым аналогам, но при этом имеет более доступную стоимость, чем вновь изготовленный вариант оборудования.
Все ремонтные работы выполняются с четким соблюдением норм, прописанных в ГОСТ, ОСТ и ТУ, что позволяет избежать ошибок и неточностей в процессе выполнения работ.
Заказать ремонт модели 1и611п или приобрести станок, прошедший капремонт, можно, связавшись с представителем «ИжСтанк» по телефону.
www.izhstank.ru
i-perf.ru
Токарный станок ИЖ 1И611П: технические характеристики
Содержание статьи:
Станок 1И611П для токарных работ выпускался Ижевским заводом «Ижмаш» с середины 60-х годов прошлого века. Он предназначен для токарно-винтовой обработки стальных деталей и заготовок. Благодаря своим техническим данным относится к классу повышенной точности.
Конструктивные особенности станка
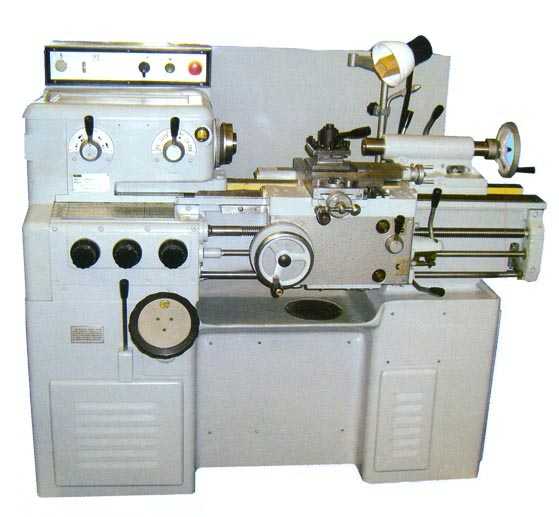
Внешний вид станка
Схема станка и конструкция позволяют выполнять несколько типов работ: токарные, фрезерные и шлифовальные. Несмотря на свои относительно небольшие габариты (117*97*130 см) оборудованием ИЖ 1И611П комплектуются как мелкосерийные производства, так и ремонтные мастерские. Это обусловлено хорошими рабочими и эксплуатационными качествами.
Среди особенностей конструкции можно выделить возможность переключения передачи по преселективному методу. Это значит, что работник может заранее установить необходимый режим, который включится автоматически.
Кроме этого, станок ИЖ 1И611П обладает такими особенностями и характеристиками:
- жесткость конструкции обеспечивается методом крепления резцовой головки. Благодаря новаторскому решению зазор полностью отсутствует.
- защитное устройство, предохраняющее оборудование от возможных перегрузок во время работы;
- наличие верньеры. Это приспособление необходимо для обеспечения точного положения суппорта при поперечном движении;
- продуманная система смазки детали при формировании резьбы. Для этого на ходовой винт подается специальная жидкость из резервуара, расположенного в задней части станка;
- конструкция агрегата предусматривает выполнение всех типов обслуживающих и ремонтных работ только с тыльной части. Это позволяет эксплуатировать оборудование в небольших помещениях или стесненных условиях без изменения фактических характеристик.
Дополнительно можно отметить систему отвода сформировавшейся стружки, которая не препятствует нормальному обзору детали, не налипает на резце во время выполнения обработки.
Для большей устойчивости станина токарного станка ИЖ 1И611П изготовлена из чугуна с хромоникелевым прикрытием. Это не только предотвращает ржавление поверхности, но и гасит большую часть колебаний.
Технические характеристики
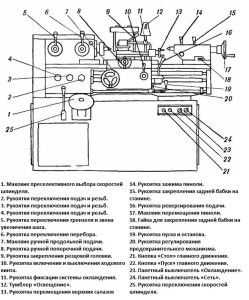
Схема конструкции
Описание технических параметров следует делать по отдельным блокам оборудования. Таким образом, можно определить эксплуатационные возможности оборудования, выявить его «слабые» и «сильные» стороны, которыми обладает станок 1И611П.
Для работы станка в конструкции предусмотрен особый редуктор. Помимо преселективного устройства он отличается от аналогов четырехосной коробкой скоростей, привод которой выполняется с помощью фланца электродвигателя. Оператор самостоятельно устанавливает требуемое число оборотов, после которых следует активировать следующий режим работы станка ИЖ 1И611П.
Максимальный размер детали, установленной над станиной, составляет 25 см. Если же обработка происходит над суппортом – этот параметр не должен превышать 12,5 см. Длина заготовки не может быть более 50 см.
Характеристики шпинделя:
- сквозное отверстие – 2,5 см. Максимальный размер прутка составляет 2,4см;
- изменение частоты вращения, об/мин варьируется от 20 до 2000;
- размер конуса соответствует Морзе 4.
Не менее важны параметры и характеристики подачи. Они определяют оптимальный режим обработки заготовки, возможность выполнения тех или иных операций.
Размеры суппорта
Для определения эксплуатационных параметров суппорта и режимов подачи рекомендуется ознакомиться с паспортом оборудования. Ниже приведены общие данные об этом элементе станка ИЖ 1И611П:
- ход каретки – до 50 см;
- рабочие подачи, об/мин. Продольные от 0,01 до 1,8. Поперечные от 0,005 до 0,9;
- пределы шага сформированной резьбы. Метрические — 0,2-48; дюймовые – 24-0,5; модульные – 0,2-30.
Несмотря на хорошие технические характеристики, на станке ИЖ 1И611П отсутствует возможность формирования питчевой резьбы. Однако она не настолько востребована, чтобы быть определяющей при выборе модели оборудования.
Для работы используется 3 вида электродвигателей. Главный привод осуществляется с помощью силовой установки мощностью 3кВт. Остальные необходимы для работы гидростанции и системы подачи охлаждающей жидкости. Подключение осуществляется к сети 380 В. Дополнительно устанавливается местное освещение.
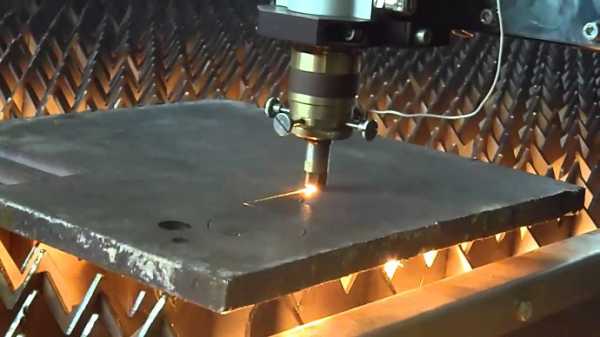
В видеоматериале показан пример выполнения операций точения и сверления на токарном станке:
stanokgid.ru
Мой чермет - "круглый" ИЖ 1И611П.
Купил станок, чтобы освоить нелегкую профессию токаря и увеличить свои возможности в плане ремонта различной техники, которым постоянно приходится заниматься (и, похоже, мне это нравится ).Начнем с момента покупки. Хотел ИТ1М, но как-то не сложилось. Рассказывать нет смысла.В общем, подвернулся ИЖ. Решил, что для начала пойдет. Судя по другим пользователям на форуме, станок «для дома, для семьи» в самый раз. Что могу сказать о покупке. Заявленные характеристики были такие: Станочек с техникума, всё рабочее, салазки чистые, без запилов, люфтов нет. Множество раз перекрашенный.
Вот такой он у меня:
То, что станок с техникума в определенном смысле подкупало, потому что план на нем не делали, и значит, работал он мало, направляющие должны быть не изношены. При оценке на глаз это подтвердилось. Все как в описании, направляющие чистые, запилов нет, ступенек нет, вершины трапеции одинаковой ширины, сильного критического износа не видно, в прочем как не видно следов шлифовки и шабровки на всей их длине. «Бодболгарили» и пошкурили? Может быть. Износ должен быть, но меня такое положение дел устроило. На мой взгляд, ремонт направляющих самая дорогая и хлопотная процедура, поэтому данный вопрос меня волновал больше всего.
Направляющие мне понравились, за то от кривых рук студентов ждал других, скрытых неисправностей. Они будут обязательно! То, что покрашен обильно вообще волнует мало, так как на работоспособность это не влияет. Ободрать и покрасить заново – самое простое, что может быть при ремонте.
А вот по поводу «всё рабочее» промашка вышла. Станок у меня первый и я доверился продавцу и токарю, которого привез с собой на осмотр. Продавец свой с форума, токарь человек опытный… По их заключению станок в порядке и если ремонт нужен, то незначительный, мелочи. Подключать не стали, так как в том месте где стоял станок не было возможности. Надо было заказывать манипулятор и везти к другому гаражу. Мой токарь рекомендовал. Торговаться не умею. Купил. Финансовую сторону обсуждать не буду. Но можно... Нет, нужно было скинуть!
По результатам детального осмотра станка при свете у себя в гараже я понял, что основные косяки выявлены не были.Патрон – хлам. Обратные кулачки, приложенные к нему продавцом, вообще не от него. Обратите внимание на отломанные направляющие кулачков. Видны трещины. Прямые кулачки предназначены разве что конуса зажимать.
При включении станка в сеть выяснилось, что маслостанция не работает. При снятии оказалось, что медная трубка к передней бабке перетерта шкивом КПП. Это плохой признак. Значит станок работал без масла. Результат, думаю, всем понятен. Электродвигатель оказался сгоревший (об этом потом)
Шпиндель! Как думаете, в каком состоянии подшипники, если маслостанция не работала, а шпиндель работал? Думаю под замену пойдут. На глаз люфта нет, шума при вращении тоже. Радиальное биение фланца патрона при вращении шпинделя меньше сотки. Это я померял. Люфты буду мерить и смотреть потом.
Электрика в шкафу минимальна.
Салазки малого продольного суппорта сломаны. Была отломана вдоль одна направляющая. Продавец честно в этом признался. Говорил, что было сломано и «честно» заявил, что сломанные салазки были найдены в закромах и заменены. Оказалось, что салазки заварены. Шов положили со стороны поворотной подошвы и прошлифовали. От односторонней сварки направляющую потянуло наружу. Угол неподвижной части салазок перестал соответствовать углу подвижной. На глаз люфт в суппорте миллиметр, если не больше. Клинья провалились внутрь. Не хватило, чтобы выбрать люфт.
Винт продольной подачи выглядит хорошо. Но при включении коробки подач и вращении шпинделя есть положения, в которых винт перестает вращаться - поломаны зубья шестерен. Похоже я даже нашел каких, но об этом расскажу, когда разберу переднюю бабку. Маточная гайка присутствует и вроде работает, но состояние оценю после чистки. Гребенка в порядке.
Станция СОЖ присутствует. Не подключена. Работоспособность неизвестна. Не до неё сейчас.
Ремни и шкив КПП в порядке.
КПП работает. Основной электродвигатель тоже. Передачи переключаются. Пока косяков не видно, но проверил поверхностно, так как маслостанция не работает и бабка без масла. По чуть покрутил.
Задняя бабка не от этого станка. Но главное, что она есть. Без видимых люфтов и задиров. Двигается, фиксируется. Остальное подгоним. Все ручки, крышки, решетки в комплекте.
Гитара дюймовая. Метрической шестерни нет.
Скромный скарб, прилагающийся к станку (на фото забыл обратные кулачки и ещё один вращающийся центр, торчащий в задней бабке)
Останки конусной линейки
Вывод простой - ремонт будет не простой. Да и не сложный. Люди - людей делают! А тут какой-то станок. Будем работать, а куда деваться?
www.chipmaker.ru
Токарный станок ИЖ 1И611П: технические характеристики
Невзирая на то, что с момента выпуска первого экземпляра токарного станка ИЖ 1И611П прошло порядка 50 лет, оборудование не утратило своей актуальности и широко используется в цехах предприятий промышленности. Факторами, определяющими долголетие модели, являются надежность, точность металлообработки, разнообразие выполняемых операций.
Назначение станка
Оборудование применяется для производства широкого спектра работ с заготовками из любых металлов. Токарно-винторезный станок ИЖ 1И611П позволяет выполнять такие операции:
- фрезеровку;
- шлифовку поверхностей, в том числе и внутренних;
- точение в центрах, в патронах с зажимными элементами цангового либо кулачкового типа;
- обработку металла резанием.
Технические возможности 1И611П позволяют выполнять любые операции с цилиндрическими и конусообразными деталями (за исключением обработки давлением), нарезку винтовой, модульной или дюймовой резьбы повышенной точности. Оборудование отличается компактными размерами (1,77х1,3х0,97 м) и обладает массой 1120 кг, что допускает его использование не только на крупных предприятиях, но и в передвижных железнодорожных и автомобильных ремонтных мастерских, цехах, расположенных в высотных зданиях. Универсальность применения и надежность станка обусловлены следующими особенностями конструкции:
- крепление головы резца осуществляется без зазоров, что позволяет добиться исключительной жесткости узла;
- отсутствие потребности в замене шестерни гитары при необходимости изменения типа резьбы;
- размещение емкости с охлаждающей эмульсией и электрооборудования в отдельном контейнере;
- система отведения стружки в специальный стружкосборник.
Технические характеристики
Характеристики станка токарного по металлу 1И611П предусматривают возможность работы с деталями и болванками длиной до 500 мм с максимальным диаметром:
- до 250 мм — над станиной;
- до 125 мм – над суппортом.
Вращение шпиндельного модуля осуществляется с частотой 20-2000 об/мин в прямом направлении. В шпинделе имеется отверстие диаметром 25 мм, посадочный конус по шкале конусности отвечает категории Морзе 5. Подачи выполняются суппортом в пределах:
- поперечные – от 0,005 до 0,9 мм на каждый оборот;
- продольные – 0,01-1,8 мм/об.
Максимальное расстояние передвижения каретки составляет 500 мм, причем суппорт не приспособлен к быстрым перемещениям. Основные компоненты в электрической схеме – трехфазные электродвигатели:
- смазочного насоса – мощностью 0,08 кВт;
- насоса жидкостного охлаждения – 0,125 кВт;
- главного привода – 3 кВт.
Конструкция, важнейшие узлы и элементы
Станина
Базовый элемент, отлитый из чугуна, на котором размещаются ключевые узлы и механизмы. Станина поставлена на массивную подставку и имеет четыре направляющие: по паре плоских и призматической формы. В качестве основания передней бабки используется фронтальная призма.
С лицевой стороны установлена полка, предназначенная для ограждения ходового винта от жидкого охладителя и отходов металлообработки. Внутри размещен редуктор главного хода и электрический двигатель, элементы систем охлаждения и смазки. В тумбе установлен сосуд для использованных смазочных и охлаждающих материалов. Органы электрического управления станком находятся на правой панели.
Передняя бабка
Узел, использующийся для фиксации и удержания детали в процессе ее обработки. По центру передней бабки располагается шкив, соединяющийся с редуктором четырьмя приводными ремнями. Кинематическая схема также включает в себя зубчатую муфту и перебор. Переключение шестерней перебора и муфты осуществляется при помощи смонтированных с внешней стороны рукояток. Специальный блокировочный механизм предотвращает синхронный запуск муфты и перебора.

Внутри рассматриваемого элемента станка размещена коробки подач и скоростей, служащие для регулирования оборотов шпинделя (всего 12 вариантов). На корпусе узла также имеется рукоять для переключения трензеля и звена перемены шага резьбы.
Задняя бабка
Элемент конструкции, использующийся для подтягивания и крепления деталей и болванок значительной длины в целях обеспечения соосности и недопущения радиального биения, фиксации плашек, разметчиков, разверток и прочих зенкерных инструментов. Задняя бабка крепится к направляющим станины посредством эксцентрика. Для обработки конических деталей корпус может быть смещен в ту или иную сторону от центральной оси на 10 мм.
Перемещение пиноли и ее фиксация осуществляется посредством рукоятки. Устройство задней бабки может предусматривать наличие как обычного, так и встроенного вращающегося центра, которым комплектуются токарные станки ИЖ 1И611П, чьи технические характеристики допускают скоростную металлообработку. В агрегатах такой модификации используется иная кинематическая схема и, соответственно, чертежи задней бабки станка токарного 1И611П отличаются.
Шпиндель
Основной элемент агрегата, представляющий собой пустотелый вал с конической прорезью, применяющийся для крепления металлообрабатывающего инструмента и приспособлений. Крепление планшайбы на шпинделе осуществляется при помощи резьбового соединения.
Совет: Полный список используемого инструмента приводится в техпаспорте и инструкции по работе с токарным станком ИЖ 1И611П.
Качественная и безопасная металлообработка выполняется лишь при надежном креплении шпинделя. Люфты и наличие слабины в подшипниках могут вызвать дрожание резцедержателя, что существенно снизит точность выполняемых операций.
Суппорт и фартук
Суппорт представляет собой специальное устройство, необходимое для крепления и передвижения рабочего инструмента, использующихся в процессе обработки деталей. Продольное перемещение элемента осуществляется при помощи каретки, поперечное – посредством салазок. На суппорте также размещен резцедержатель цилиндрической формы, перемещающийся совместно с ним.
Инструмент для обработки резанием устанавливается в резцедержателе через боковое отверстие и крепится сверху с помощью болтов. Внизу суппорта расположен фартук, соединенный с ходовым винтом и валом и обеспечивающий поступательное движение всего узла. Продольное передвижение каретки осуществляется при вращении винта. Поступательное движение суппорта при иных способах металлообработки выполняется через ходовой вал. Приведение суппорта в движение производится вручную либо автоматически, через коробку передач.
С внешней стороны фартука имеется панель, с помощью которой осуществляется управление подачей суппорта, а также муфты, осуществляющие прямую либо реверсную подачу. Для исключения совместной работы
moistanki.ru
1и611п технические характеристики — sovetskyfilm.ru
1И611 — Станок токарно-винторезный повышенной точности

Технические характеристики:
Станки модели 1и611 предназначены для обтачивания и растачивания в центрах или пратроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической. модульной, дюймовой, многозаходной и точной резьб
Класс точности: ПВысота центров, мм: 130Наибольший диаметр изделия, устанавливаемого над станиной, мм: 250
Наибольший диаметр обрабатываемого изделия, мм:
прутка 24над нижней частью суппорта 125
Расстояние между центрами, мм: 500Наибольшая длина обточки, мм: 500
Шаг нарезаемой резьбы (наименьший…наибольший):
метрической, мм 0,2…48дюймовой, число ниток на 1″ 24…0,5модульной, в модулях 0,2…30Число резцов в резцедержателе: 4
Наибольшее перемещение суппорта (продольн. / поперечн.), мм:
от руки 500 / 180по валику 500 / —по винту 500 / 180
Выключающие упоры: ЕстьЦена одного деления лимба (продольн. / поперечн.), мм: 0,1 / 0,02Перемещение на один оборот лимба (продольн. / поперечн.), мм: 20 / 3Конус в пиноле задней бабки: Морзе №3Наибольшее перемещение пиноли, мм: 85Вес станка, кг: 1120
Габаритные размеры, мм:
длина, мм 1770ширина, мм 970высота, мм 1300
Завод изготовитель: З-д Ижмаш (г.Ижевск)
Станок 1И611П для токарных работ выпускался Ижевским заводом «Ижмаш» с середины 60-х годов прошлого века. Он предназначен для токарно-винтовой обработки стальных деталей и заготовок. Благодаря своим техническим данным относится к классу повышенной точности.
Конструктивные особенности станка
Внешний вид станка
Схема станка и конструкция позволяют выполнять несколько типов работ: токарные, фрезерные и шлифовальные. Несмотря на свои относительно небольшие габариты (117*97*130 см) оборудованием ИЖ 1И611П комплектуются как мелкосерийные производства, так и ремонтные мастерские. Это обусловлено хорошими рабочими и эксплуатационными качествами.
Среди особенностей конструкции можно выделить возможность переключения передачи по преселективному методу. Это значит, что работник может заранее установить необходимый режим, который включится автоматически.
Кроме этого, станок ИЖ 1И611П обладает такими особенностями и характеристиками:
- жесткость конструкции обеспечивается методом крепления резцовой головки. Благодаря новаторскому решению зазор полностью отсутствует.
- защитное устройство, предохраняющее оборудование от возможных перегрузок во время работы;
- наличие верньеры. Это приспособление необходимо для обеспечения точного положения суппорта при поперечном движении;
- продуманная система смазки детали при формировании резьбы. Для этого на ходовой винт подается специальная жидкость из резервуара, расположенного в задней части станка;
- конструкция агрегата предусматривает выполнение всех типов обслуживающих и ремонтных работ только с тыльной части. Это позволяет эксплуатировать оборудование в небольших помещениях или стесненных условиях без изменения фактических характеристик.
Дополнительно можно отметить систему отвода сформировавшейся стружки, которая не препятствует нормальному обзору детали, не налипает на резце во время выполнения обработки.
Для большей устойчивости станина токарного станка ИЖ 1И611П изготовлена из чугуна с хромоникелевым прикрытием. Это не только предотвращает ржавление поверхности, но и гасит большую часть колебаний.
Технические характеристики
Описание технических параметров следует делать по отдельным блокам оборудования. Таким образом, можно определить эксплуатационные возможности оборудования, выявить его «слабые» и «сильные» стороны, которыми обладает станок 1И611П.
Для работы станка в конструкции предусмотрен особый редуктор. Помимо преселективного устройства он отличается от аналогов четырехосной коробкой скоростей, привод которой выполняется с помощью фланца электродвигателя. Оператор самостоятельно устанавливает требуемое число оборотов, после которых следует активировать следующий режим работы станка ИЖ 1И611П.
Максимальный размер детали, установленной над станиной, составляет 25 см. Если же обработка происходит над суппортом – этот параметр не должен превышать 12,5 см. Длина заготовки не может быть более 50 см.
- сквозное отверстие – 2,5 см. Максимальный размер прутка составляет 2,4см;
- изменение частоты вращения, об/мин варьируется от 20 до 2000;
- размер конуса соответствует Морзе 4.
Не менее важны параметры и характеристики подачи. Они определяют оптимальный режим обработки заготовки, возможность выполнения тех или иных операций.
Для определения эксплуатационных параметров суппорта и режимов подачи рекомендуется ознакомиться с паспортом оборудования. Ниже приведены общие данные об этом элементе станка ИЖ 1И611П:
- ход каретки – до 50 см;
- рабочие подачи, об/мин. Продольные от 0,01 до 1,8. Поперечные от 0,005 до 0,9;
- пределы шага сформированной резьбы. Метрические — 0,2-48; дюймовые – 24-0,5; модульные – 0,2-30.
Несмотря на хорошие технические характеристики, на станке ИЖ 1И611П отсутствует возможность формирования питчевой резьбы. Однако она не настолько востребована, чтобы быть определяющей при выборе модели оборудования.
Для работы используется 3 вида электродвигателей. Главный привод осуществляется с помощью силовой установки мощностью 3кВт. Остальные необходимы для работы гидростанции и системы подачи охлаждающей жидкости. Подключение осуществляется к сети 380 В. Дополнительно устанавливается местное освещение.
В видеоматериале показан пример выполнения операций точения и сверления на токарном станке:
Сведения о производителе токарно-винторезного станка 1И611П
Изготовитель и разработчик токарного станка модели 1И611П — Ижевский станкостроительный завод ИжмашСтанко . основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарные станки с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- ИЖ-250, ИЖ-250П — токарно-винторезный станок повышенной точности Ø 250
- 1И611П — токарно-винторезный станок повышенной точности Ø 250
- 1ИС611В — токарно-винторезный станок высокой точности Ø 250
- 95ТС-1 (ИС1-1) — токарно-винторезный станок повышенной точности Ø 250
- 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 — токарно-винторезный станок высокой точности Ø 240
- ИТ42 — токарный станок с ЧПУ Ø 320
1И611П Станок токарно-винторезный повышенной точности универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1И611П обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Главное отличие от многих других токарных станков — коробка скоростей, конструктивно схожа с коробкой скоростей фрезерных станков 675-676 и рукоятка включения продольной — поперечной подачи.
Станок производился с середины 60х годов. В отличие от современных станков имеет закруглённые углы на передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет автономную систему смазки, работающую от электрической гидростанции.
Старые модели, на вторичном рынке имеются изобильно. Это весьма массовое изделие. Цены колеблются от 25 000руб до 130 000руб и более.
Особенности конструкции токарного станка 1И611П
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре;
- Преселективное управление скоростями шпинделя позволяет подготовить последующее переключение во время работы станка;
- Исключается необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях;
- Сварной контейнер со встроенным электрооборудованием и емкостью СОЖ;
- Объемный стружкосборник. удобное удаление стружки;
- Механизм-верньер для точного отсчета поперечного перемещения суппорта;
- фрезерное приспособление. устанавливаемое на поперечной каретке суппорта;
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки;
- Ходовой винт смазывается автоматически при нарезании резьбы;
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
- Предохранительное устройство от перегрузки механизма подач;
- Механизм останова. расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
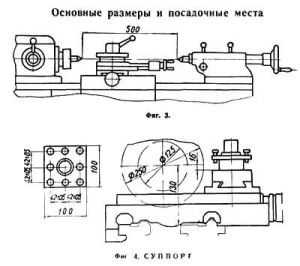
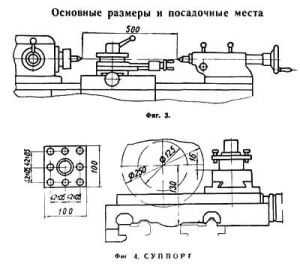
Габаритные размеры рабочего пространства станка 1И611П
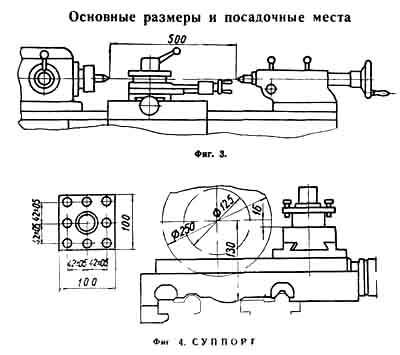
Общий вид токарно-винторезного станка 1И611П


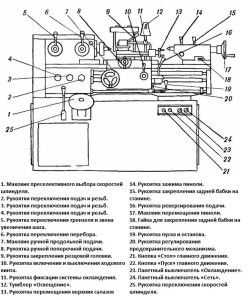
Расположение органов управления токарно-винторезным станком 1И611П
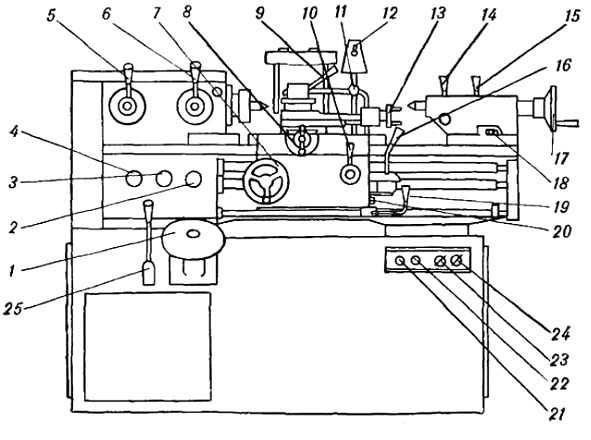
Спецификация органов управления токарно-винторезным станком 1И611П
- Маховик преселективного выбора скоростей шпинделя;
- Рукоятки переключения подач и резьб;
- Рукоятки переключения подач и резьб;
- Рукоятки переключения подач и резьб;
- Рукоятка переключения трензеля и звена увеличения шага;
- Рукоятка переключения перебора;
- Маховик ручной продольной подачи;
- Рукоятка ручной поперечной подачи;
- Рукоятка закрепления резцовой головки;
- Рукоятка включения и выключения ходового винта;
- Рукоятка фиксации системы охлаждения;
- Тумблер «Освещение»;
- Рукоятка перемещения верхних салазок;
- Рукоятка зажима пиноли;
- Рукоятка закрепления задней бабки на станине;
- Рукоятка реверсирования подачи;
- Маховик перемещения пиноли;
- Гайка для закрепления задней бабки на станине;
- Рукоятка пуска и останова;
- Рукоятка регулирования предохранительного механизма;
- Кнопка «Стол» главного движения;
- Кнопка «Пуск» главного движения;
- Пакетный выключатель «Охлаждение»;
- Пакетный выключатель «Сеть»;
- Рукоятка переключения скоростей шпинделя.
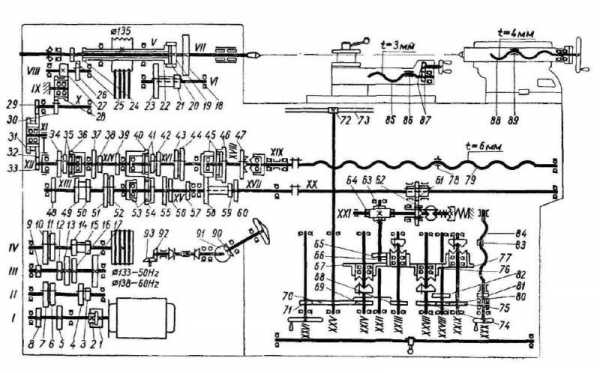
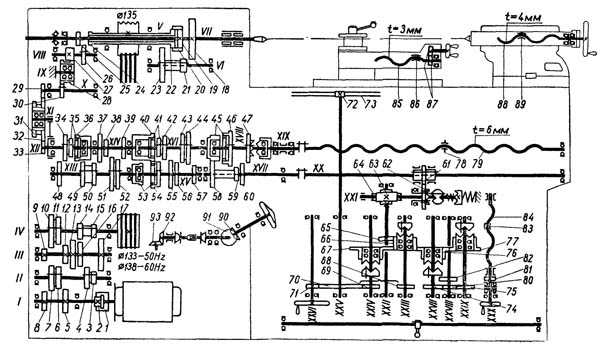
Схема кинематическая токарно-винторезного станка 1И611П
Конструкция токарно-винторезного станка 1И611П

Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя. Редуктор имеет плоские направляющие для перемещения по направляющим тумбы при натяжении ременной передачи и закрепляется с помощью плит крепежными болтами.
Изменение чисел оборотов осуществляется преселективным устройством, позволяющим производить выбор чисел оборотов во время работы станка. Выбор чисел оборотов производится посредством маховика, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Переключение скоростей осуществляют следующим образом: предварительно маховиком устанавливают требуемое число оборотов шпинделя, в нужный момент включения осуществляют с ‘помощью рукоятки в два этапа — вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают пока не снизится число оборотов шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, производя, таким образом, включение требуемой скорости.
При работе на низких скоростях шпинделя (ниже 100 об/мин) включение может быть произведено сразу — движением рукоятки до отказа. В случае, если, по каким-либо причинам (остановился двигатель и т. д.) после первой попытки переключения не произошло, необходимо отпустить ручку и повторить переключение снова.


В середине бабки на гильзе находится шкив. Движение на шпиндель от редуктора передается четырьмя клиновыми ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 12 — через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение перебора на ходу не рекомендуется.
В корпусе передней бабки имеется звено увеличения шага (8:1) и трензель, с которого вращение через гитару передается на коробку подач.

Коробка подач закрытого типа позволяет без применения сменных шестерен нарезать метрические резьбы всех стандартных шагов от 0,2 до 48 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 0,5, модульные с модулем 0,2-30 мм и получать подачи в пределах от 0,02 до 6 мм/об. Величина поперечных подач равна половине продольных.
Для нарезания резьб повышенной точности механизм подач позволяет произвести прямое соединение ходового винта с гитарой, минуя механизм подач. При этом каждый шаг подбирается только сменными шестернями гитары.
Гитара крепится на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1. 2.
Передаточное отношение гитары 5:8 соответствует настройке на метрическую резьбу. Для нарезания модульных, дюймовых резьб и резьб повышенной точности (минуя механизм коробки подач) на гитаре предусмотрена возможность установки сменных шестерен.
В руководстве приводятся данные для настройки станка на нарезание резьб повышенной точности, а также специальных резьб, не указанных в таблице настройки механизма подач.
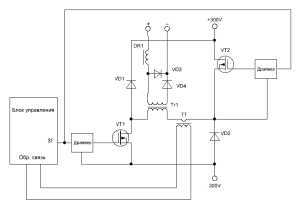
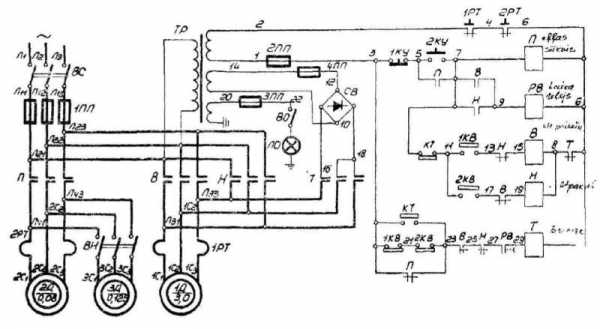
Схема электрическая принципиальная токарно-винторезного станка 1И611П
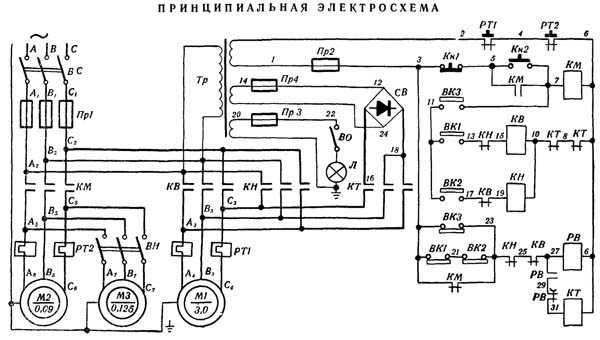
На станке установлены три трехфазных асинхронных электродвигателя:
- Электродвигатель главного привода 1Д.
- Электродвигатель смазки 2Д.
- Электродвигатель насоса охлаждения ЗД.
Электродвигатели и аппаратура рассчитаны на включение в сеть с частотой и номинальным напряжением, соответствующим заказу. Напряжение местного освещения 36 в. и цепи управления 127 в. Динамическое торможение напряжением 60 в. постоянного тока.
Описание работы электросхемы станка
Подключение электрической части станка к сети осуществляется пакетным выключателем ВС. Затем кнопкой 2КУ через магнитный пускатель П происходит включение электродвигателя смазки 2Д. После этого рукояткой валика управления, который связан с конечными выключателями 1KB и 2KB, осуществляется включение главного привода 1Д через реверсивный магнитный пускатель В (вперед) или Н (назад).
После включения одного из пускателей В или Н включается реле времени РВ и замыкает свой нормально разомкнутый контакт, подготавливая цепь для динамического торможения через пускатель Т. Пускатель Т включается после установки рукоятки валика управления в нейтральное положение через нормально замкнутые контакты конечных выключателей 1KB, 2KB и магнитных пускателей В, Н. При этом катушка реле времени отключается, а его контакт размыкается с выдержкой времени и отключает пускатель Т. Величина выдержки времени настраивается на время, необходимое для полного останова электродвигателя главного привода 1Д, но не более 2,5 сек, так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора.
Динамическое торможение происходит путем подачи постоянного тока через селеновый выпрямитель СВ в обмотку статора электродвигателя.
Конечный выключатель КТ служит для притормаживания электродвигателя 1Д в момент переключения шестерен редуктора на ходу.
Включение электронасоса охлаждения производится пакетным выключателем ВН при работающем электродвигателе смазки 2Д. Включение освещения осуществляется тумблером ВО.
Токарно-винторезный универсальный станок 1И611П. Видеоролик.
Технические характеристики токарно-винторезных станков 1И611П
Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную.
Виды сварочных аппаратов – обзор популярных моделей
Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по.
Ленточнопильный станок (ленточные пилы)
Цветные металлы и сплавы
Конструкционные стали и сплавы
Разработанный и созданный еще во времена Советского Союза, это аппарат и сегодня продолжает пользоваться повышенным спросом среди любителей, а также профессионалов.
Как известно, токарный станок 1и611п, созданный лучшими инженерами СССР, был в свое время одним из наиболее распространенных и известных агрегатов. С момента распада Союза прошло более 20-ти лет, а этот аппарат по-прежнему является одной из составляющих парка промышленного оборудования практически во всех бывших союзных республиках. Кроме того, его можно встретить и в небольшой мастерской, и в гараже любителя токарного дела. Год начала производства — 1981-ый. То есть, эта модель является одной из самых молодых в «семействе».

Описание технического устройства
Главные достоинства, которыми характеризуется токарный станок ИЖ 1и611п — комфортность в работе и нетребовательность в смысле ухода. Используя его, можно осуществлять следующие технологические операции:
- обработка деталей, имеющих сложный профиль;
- растачивание и обтачивание;
- обработка торцевых частей;
- нарезка резьб (модульных, метрических, дюймовых, многозаходных, в том числе, высокой точности).

Данная модель характеризуется наличием разделенного привода (основного). В нижней части станины находится коробка скоростей. На ПБ вращение передается посредством передачи ременного типа. Поэтому вращение шпинделя характеризуется особой плавностью. В оснащение аппарата входит также преселективное управление механизмом коробки и мнемоническая ручка рукояти управления [подачами].
Особенность конструкции
От многих подобных аппаратов рассматриваемый отличает коробка скоростей. По своему обустройству она очень схожа с той, которой комплектуются фрезерные агрегаты. Плюс джойстик, отвечающий за включение подачи (продольной или поперечной).
Кроме того, конструкция и исполнение модели признаны весьма удачными. И тому существует ряд доказательств.
Во-первых, мы говорим о подкаленных направляющих. Они надежны и в высшей степени точны. Во-вторых, комплектация, в которой идет базовая версия, не требует обязательного приобретения каких-либо дополнительных элементов: набор базовых операций можно производить без проблем. Например, те же метрические резьбы легко нарезаются в стандартной настройке (а вот для выполнения дюймовых нужно будет заменить гитарные шестерни).
В-третьих, несмотря на то что оборудование является «леворуким», оно весьма удобно в эксплуатации.
Также можно отметить следующие моменты:
- работающая от электрической маслостанции система смазки — автономная;
- вынесенные под крышку ПБ ремни шпиндельного привода;
- наличие роликового 2-хрядного подшипника на шпинделе (купить его не проблема).
Устройства, выпускавшиеся последними, оснащены отдельным электрошкафом большого размера. Он крепится к ПБ.
Единственный недочет — эргономический. В частности, в старых устройствах для ног оператора была сделана ниша: ступни заходили в нее, что было очень удобно. А вот у новых она отсутствует, то есть, носки упираются в отвесную стенку.
О параметрах модели
Наиболее главные с точки зрения пользователя характеристики токарного станка 1и611п вынесены в таблицу:
Мощность привода шпинделя
Внимание, только СЕГОДНЯ!sovetskyfilm.ru