Станок для заточки сверл – как на нем и без него заточить сверло? Сверло на станок
это вид механической обработки материалов. Технология сверления. Оборудование для сверления
Сверление - это один из видов механической обработки материала резанием. В этом методе используется специальный режущий инструмент - сверло. С его помощью можно сделать отверстие разного диаметра, а также глубины. Кроме того, имеется возможность создания многогранных отверстий с разным сечением.
Назначение операции
Сверление - это необходимая операция, если требуется получить отверстие в металлическом изделии. Чаще всего для сверления имеется несколько следующих причин:
- требуется создать отверстие под нарезание резьбы, зенкерование, развертывание или растачивание;
- необходимо разместить в отверстиях электрические кабели, крепежные элементы, продеть через них анкерные болты и т. д.;
- отделение заготовок;
- ослабить разрушающиеся конструкции;
- в зависимости от диаметра отверстия, его можно использовать даже для закладки взрывчатки, к примеру, при добыче природного камня.
Данный список можно продолжать еще долго, но уже можно сделать вывод, что операция сверления - это одна из наиболее простых и в то же время довольно нужных и распространенных вещей.

Расходные материалы
Естественно, что для осуществления процесса сверления необходимо иметь сверла. В зависимости от этого расходника будет меняться диаметр отверстия, а также количество его граней. Они могут быть круглого сечения, а могут быть многогранными - треугольными, квадратными, пятигранными, шестигранными и т. д.
Кроме того, сверление - это операция, при которой сверло будет нагреваться до высоких температур. По этой причине необходимо точно подбирать качество этого элемента, основываясь на требованиях материала, с которым придется работать.
- Довольно распространенный материал для производства приспособлений для сверления - углеродистая сталь. Элементы этой группы маркируются следующим образом: У8, У9, У10 и т. д. Основное предназначение таких расходников - это сверление отверстий в дереве, пластмассе, мягких металлах.
- Далее идут сверла, изготовленные из низколегированной стали. Они предназначаются для сверления тех же материалов, что и углеродистые, но их отличие заключается в том, что у этой марки элементов повышено значение теплостойкости до 250 градусов по Цельсию, а также увеличена скорость сверления.

Улучшенные сверла
Имеется несколько типов сверл, которые предназначены для более качественных материалов:
- Первый тип сверл изготавливается из быстрорежущей стали. Теплостойкость этих расходников намного выше - 650 градусов по Цельсию, а предназначены они для сверления любых конструкционных материалов в незакаленном состоянии.
- Следующая группа - это сверла с твердыми сплавами. Применяются для того, чтобы делать отверстия в любых конструкционных незакаленных сталях, а также в цветном металле. Особенностью является то, что используется сверление на повышенных скоростях. По этой же причине теплостойкость повышена до 950 градусов по Цельсию.
- Одни из наиболее стойких элементов - это сверла с боразоном. Применяются для работ с чугуном, сталями, стеклом, керамикой, цветными металлами.
- Последняя группа - это сверла с алмазом. Применяются для сверления наиболее твердых материалов, стекла, керамики.

Типы станков для сверления
Для проведения операции сверления могут быть использованы следующие виды сверлильных станков:
- Вертикальные и горизонтальные сверлильные устройства. Сверление отверстий для таких машин - основная операция.
- Используются вертикальные и горизонтальные станки расточного типа. Сверление считается вспомогательными операциями для этих устройств.
- Вертикальные, горизонтальные и универсальные станки фрезеровочного типа. Для этих агрегатов сверление также является второстепенной операцией.
- Токарные и токарно-затыловочные станки. На первом типе устройств сверло является неподвижной частью, а вращается сама заготовка. Для второго типа устройства сверление не основная операция, а сверло является неподвижным элементом, как и в первом случае.

Это все типы сверлильных станков, на которых можно проводить все требуемые операции.
Ручные инструменты и вспомогательные операции
Для того чтобы облегчить процесс сверления, используются несколько вспомогательных операций. К ним можно отнести следующие:
- Охлаждение. При сверлении используются разнообразные смазочно-охлаждающие вещества. К ним относится, например, вода, эмульсии, олеиновая кислота. Также могут быть использованы газообразные вещества, к примеру углекислый газ.
- Ультразвук. Ультразвуковые вибрации, которые производит сверло, используются для увеличения производительности процесса, а также для усиления дробления стружки.
- Подогрев. Для того чтобы улучшить сверление металла, имеющего высокую плотность, его предварительно разогревают.
- Удар. Для работы с некоторыми поверхностями, например с бетоном, необходимо использовать ударно-поворотные движения, чтобы увеличить производительность.

Осуществлять эту процедуру можно не только на станках в автоматическом режиме, но и на ручном оборудовании. Ручное сверление предполагает использование таких инструментов, как:
- Механическая дрель. Для сверления используется механическая сила человека.
- Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети.
Виды процедуры и охлаждение
Имеется несколько основных видов сверления - это оборудование цилиндрических отверстий, многогранных или же овальных, а также рассверливание уже имеющихся цилиндрических отверстий для увеличения их диаметра.
Основная проблема, которая возникает в процессе сверления металла, - это сильный нагрев расходуемого элемента, то есть сверла, а также места проведения работ. Температура материала может достигать 100 градусов по Цельсию и больше. Если она дойдет до определенных значений, то возможно возникновение горения или плавки. Здесь важно отметить, что множество сталей, которые используются для производства сверл, теряют свою твердость при нагреве, из-за чего трение будет только увеличиваться, поэтому элемент, к сожалению, будет изнашиваться быстрее.

Для того чтобы бороться с этим недостатком, используют различные охлаждающие вещества. Чаще всего при вертикальном сверлении на станке имеется возможность организовать подачу охлаждающего вещества непосредственно к месту проведения работы. Если же она осуществляется с применением ручных приборов, то через определенный промежуток времени необходимо прерывать процесс и окунать сверло в жидкость.
Суть сверления
Технология сверления отверстий - это процесс образование канавок посредством снятия стружки в сплошном материале при помощи режущего инструмента. Данный элемент совершает вращательные и поступательные или же вращательно-поступательные движения одновременно, чем и образовывает отверстие.
Использование этого вида обработки материала используется для того, чтобы:
- получить неответственные отверстия с низкой степенью точности и классом шероховатости, используемые для крепежных болтов, заклепок и т. д.;
- получить отверстия под нарезание резьбы, развертывание и т. д.
Параметры обработки
Используя процедуру глубокого сверления или рассверливания можно получить отверстия, которые будут характеризоваться 10-й или 11-й степенью квалитета шероховатости поверхности. Если необходимо получить более качественное отверстие, то после завершения процесса обработки необходимо дополнительно зенкеровать и развертывать его.
Для того чтобы увеличить точность работы, в некоторых случаях можно прибегнуть к тщательному регулированию положения станка, правильно заточенному расходному элементу. Также применяется способ, при котором работа осуществляется через специальный прибор, повышающий точность. Данное устройство называется кондуктором. Также имеется разделение сверл на несколько классов. Бывают спиральные с прямыми канавками, перовые, используемые для глубокого или кольцевого сверления, а также центровочные сверла.
Описание конструкции сверла
Чаще всего для работы используется обычное спиральное сверло. Специальные используются намного реже.
Спиральный элемент представляет собой двузубую режущую деталь, которая включает в себя всего две основных части - это хвостовик и рабочая часть.
Если говорить о рабочей части, то ее можно разделить на цилиндрическую и калибрующую. На первой части сверла располагаются две винтовые канавки друг напротив друга. Основное предназначение этой части - это отвод стружки, которая выделяется во время работы. Здесь важно отметить, что канавки обладают правильным профилем, который обеспечивает правильное образование режущих кромок сверла. Кроме того, создается и необходимое пространство, которое нужно для отвода стружки из отверстия.
Технология сверления
Здесь важно знать несколько определенных правил. Очень важно, чтобы форма канавок, а также угол наклона между направлением оси сверла и касательной к ленте были такими, чтобы обеспечить легкий отвод стружки, при этом не ослабив сечения зубьев. Однако же здесь стоит отметить, что эта технология, а особенно числовые значения, будет заметно меняться в зависимости от диаметра сверла. Все дело в том, что увеличение угла наклона приводит к ослаблению действия сверла. Этот недостаток проявляется тем сильнее, чем меньше диаметр элемента. По этой причине приходится подстраивать угол под сверло. Чем меньше сверло - тем меньше угол, и наоборот. Общий угол наклона канавок составляет от 18 до 45 градусов. Если речь идет о сверлении стали, то необходимо использовать сверла с углом наклона от 18 до 30 градусов. Если отверстия делаются в хрупких материалах, например, как латунь или бронза, то угол сокращается до 22-25 градусов.
Принципы проведения работы
Тут важно начать с того, что в зависимости от материала инструмента будет меняться и скорость резания. К примеру:
- Если сверление проводится с использованием элементов из инструментальной стали, то минимальная скорость составляет 25 м/мин, а максимальная - 35 м/мин.
- Если механическая обработка осуществляется сверлами, принадлежащими к категории быстрорежущих, то минимальная скорость - 12 м/мин, а максимальная - 18 м/мин.
- Если используются сверла их твердосплавных материалов, то значения равны 50 м/мин и 70 м/мин.
Здесь важно отметить, что технология сверления предполагает выбор скорости процедуры в зависимости от диаметра самого элемента и малой подачи (с увеличением диаметра растет и скорость).
Характерная особенность проведения работы - это использование стандартного угла при вершине для сверла, который равен 118 градусов. Если необходимо работать с сырьем, которое характеризуется высокой твердостью сплава, то угол нужно увеличить до 135 градусов.
Сохранность сверл
Одной из важных задач при проведении такого типа механической обработки стало то, что нужно сберечь режущие свойства расходника. Сохранность этих параметров напрямую зависит от того, какой способ эксплуатации был выбран и подходил ли он к данному материалу. Например, для того чтобы устранить поломку сверла на проходе, необходимо сильно уменьшать подачу в момент вывода сверла из отверстия.
Особое внимание технологии сверления нужно уделить в тех ситуациях, когда глубина отверстия превышает длину винтовой канавки расходника. В момент ввода сверла стружка все еще будет образовываться, а вот во время выхода ее уже не будет. Из-за этого сверла ломаются очень часто. Если никакого выхода из ситуации нет, то нужно периодически выводить сверло и вручную очищать его от ненужных элементов, то есть стружки.
Коронки для сверления
Для того чтобы проделать отверстие в определенном покрытии, необходимо использовать коронки. Однако и их тоже нужно выбрать правильно, основываясь на определенных параметрах. В настоящее время используется три основных вида материала для создания коронок - это алмаз, победит и карбидо-вольфрам. Особенностью алмазной коронки стало то, что она осуществляет безударное сверление. В таком случае получается более правильная геометрия отверстия.

Основными преимуществами алмазных насадок стало следующее: возможность резки железобетонных материалов, низкий уровень шума и пыли, отсутствие нарушения структуры конструкции, так как технология не использует ударное усилие.
Сверление отверстий на сверлильном станке
Сверление отверстий на сверлильном станкеКатегория:
Сверление металла
Сверление отверстий на сверлильном станкеСверление по разметке. Перед началом работы на сверлильном станке подготовляют рабочее место. Инструмент должен быть установлен в шпинделе надежно и правильно, а изделие — неподвижно закреплено на столе станка. Нельзя допускать биения сверла, которое обычно происходит из-за неправильной его установки. Рукоятки (рычаги) управления скоростями станка переводят в положение, соответствующее выбранному режиму резания.
Приступая к сверлению, нужно пустить станок и подвести сверло к изделию плавно, без ударов: оно установится вершиной точно в накерненном углублении. Сверление по разметке выполняют в два приема: сначала производят пробное сверление, а затем окончательное. При пробном сверлении надсверливают при ручной подаче небольшое углубление размером около lU диаметра отверстия, потом сверло поднимают, удаляют стружку и проверяют совпадение засверленного углубления с центром размеченной окружности. Если такое совпадение есть, можно
продолжить сверление и довести его до конца. Если же надсверленное углубление отошло от центра, то его исправляют, для чего прорубают от центра в ту сторону углубления, куда нужно сместить сверло, две-три канавки. Сделав еще одно надсверливание и убедившись в его правильности, доводят сверление до конца.
При сверлении необходимо быть очень внимательным. Надо изредка выводить сверло из отверстия и освобождать его канавки от стружки. Вводить обратно сверло в отверстие нужно осторожно, так как его легко сломать. Если производится сверление сквозного отверстия, то в момент выхода из него сверла надо выключить автоматическую подачу и перейти на ручную, ослабив нажим на сверло.
При диаметрах свыше 30 мм отверстия сверлят в два приема: сначала сверлом меньшего диаметра, а затем сверлом в окончательный размер.
Если требуется повышенная чистота поверхности отверстия, то рассверливание производят зенкером или, для еще большей чистоты, развертками, иногда в несколько переходов.
Рассмотрим несколько примеров сверления отверстий на сверлильных станках.
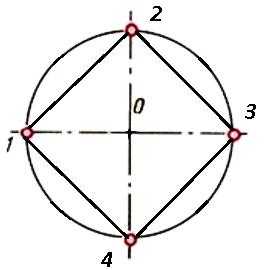
Сверление в чугунном бруске сквозного отверстия диаметром 20 мм. При выполнении этой работы следует придерживаться такой последовательности действий:1) получить заготовку и сверло;2) подготовить рабочее место;3) разметить брусок, нанеся на его широкую плоскость по диагоналям (с угла на угол) две риски, накернить центр отверстия; очертить циркулем контрольную окружность диаметром 20,5 мм и накернить ее;4) поставить на стол сверлильного станка машинные тиски и зажать в них брусок, предварительно очистив стол станка, тиски и брусок от стружек;5) определить наиболее производительный режим сверления;6) настроить станок на выбранное число оборотов шпинделя и выбранную подачу;7) установить сверло в шпинделе станка;8) пустить станок в ход и проверить, не бьет ли сверло;9) подвести сверло к намеченному кернером центру и засверлить пробное углубление, отвести сверло от бруска;10) проверить совпадение надсверленного углубления с центром контрольной окружности; если обнаружится увод в сторону, устранить его;11) исправив надсверленное углубление, окончательно просверлить отверстие;12) остановить станок, снять брусок, вынуть из шпинделя сверло и очистить станок от стружек.
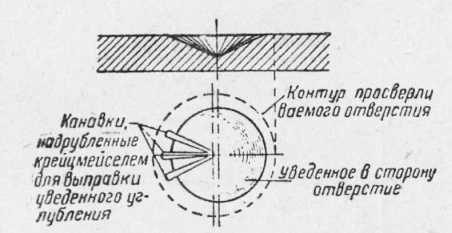
Рис. 1. Прорубание канавок при уводе надсверленного углубления в сторону
Рис. 2. Чертеж чугунного бруска
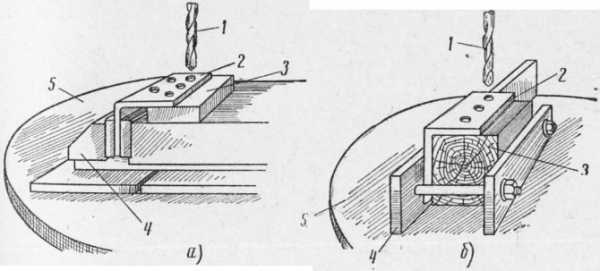
Рис. 3. Сверление отверстия в угольнике: а — с зажимом детали в тисках; б — с зажимом детали в приспособлении; 1 — сверло, 2 — угольник (обрабатываемая деталь), 3 — подкладка, 4 — тиски или приспособление, 5 — стол станка
Сверление в угольнике сквозных отверстий диаметром 8 мм. Материал — мягкая сталь.
Работу над каждым отверстием нужно выполнять так:1) зажать угольник в тисках или в специальном приспособлении;2) выбрать режим обработки;3) настроить станок на выбранное число оборотов шпинделя и выбранную подачу;4) вставить сверлильный патрон или переходные втулки в шпиндель станка;5) закрепить сверло и проверить его на биение;6) подвести сверло к намеченному углублению;7) пустить станок;8) засверлить пробное углубление и проверить его по контрольным окружностям; остановить станок и исправить увод углубления, если он имеется;9) пустить станок, вновь засверлить небольшое углубление, проверить, устранен ли увод;10) окончательно просверлить отверстие;11) переставить угольник в тисках для сверления отверстия на другой его полке;12) повторить операции, указанные в пп. 8—11;13) остановить станок;14) снять с тисков угольник, вынуть сверло, очистить станок.
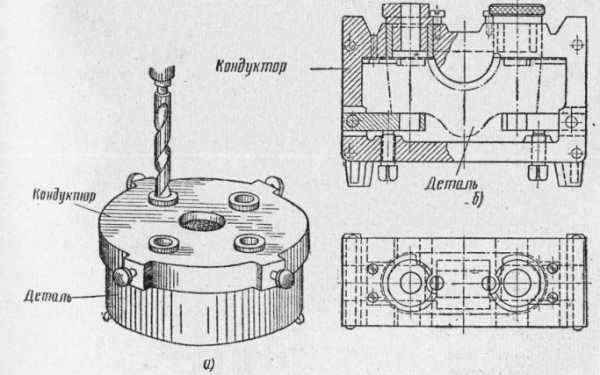
Рис. 4. Сверление несквозного отверстия: а—чертеж детали; б —установка детали для сверления; 1 — приспособление, 2 — прижимная планка, 3 — призмы
Сверление в валике несквозного отверстия. Центр отверстия размечен.
Эту работу выполняют следующим образом:1) приготовляют инструмент и приспособления;2) устанавливают и закрепляют валик на столе станка;3) определяют требуемое число оборотов шпинделя;4) настраивают станок на установленное число оборотов шпинделя и на заданную глубину сверления;5) закрепляют сверло в патроне и проверяют его на биение;6) засверливают пробное углубление и проверяют его совпадение с контрольной риской;7) окончательно просверливают отверстие;8) останавливают станок, вынимают сверло и патрон, снимают со стола станка валик, очищают станок от стружек.
На рис. 5 показаны другие случаи сверления отверстий.
Сверление по кондуктору.
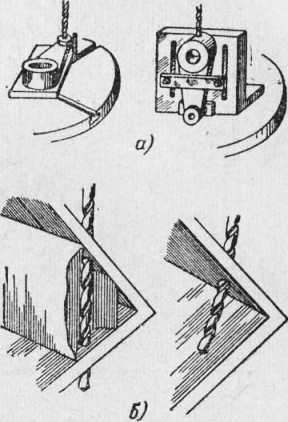
Рис. 5. Примеры сверления
Рис. 6. Сверление в приспособлениях: а и б — типы кондукторов
Кондуктор накладывают на ту часть поверхности изделия, где нужно просверлить отверстия. Крепят кондуктор на изделии боковыми винтами или прижимами различных конструкций.
Коробчатый кондуктор имеет форму коробки с откидной крышкой. Обрабатываемое изделие закладывают внутрь коробки и крепят крышкой. Для сверления сверло вводят в соответствующую направляющую втулку кондуктора и просверливают в изделии отверстие. Пользование кондуктором сокращает время на установку и выверку изделий; кроме того, отпадает надобность в разметке и пробном надсверливании.
Сверление глухих отверстий. Глухие отверстия свер. лят на требуемую глубину, пользуясь упорным приспособлением, имеющимся на сверлильном станке, или же (если такого приспособления нет) упорной втулкой, закрепленной на сверле. Глубину сверления отмечают на сверле мелом или карандашом. В случаях пользования упором станка сверло, закрепленное в шпинделе, опускают на изделие, а упорный стержень устанавливают и закрепляют на высоте, соответствующей глубине отверстия. Когда сверло опустится на установленную глубину, упорный стержень, дойдя до ограничителя, остановится. В результате этого при ручной подаче сверло не сможет продвинуться дальше в металл, а при автоматической подаче движение сверла прекратится.
Сверление неполных отверстий. Для получения неполных отверстий (полуотверстий) закрепляют в тисках по две детали так, чтобы поверхности их, на которых должны быть просверлены неполные отверстия, совпали. Размечают на линии стыка закрепленных деталей центры отверстий и производят сверление обычным способом.
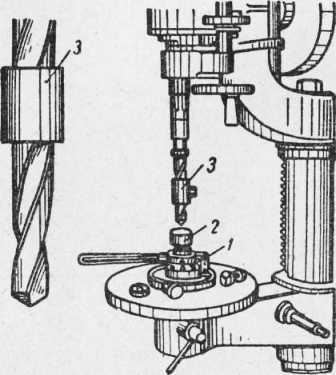
Рис. 7. Сверление несквозных от< верстий по втулочному упору на сверле: 1 — быстродействующее зажимное приспособление, 2 — изделие, 3 — упорная втулка
Сверление «пакетом». При сверлении тонких деталей для ускорения работы обычно собирают несколько штук деталей в «пакет», сжимают его струбцинами, зажимают в тисках и производят сверление собранных таким образом деталей одновременно.
Читать далее:
Ручное сверление металла
Статьи по теме:
pereosnastka.ru
Станок для заточки сверл по металлу – бытовые устройства и приспособления + Видео
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1 Виды заточных станков для сверл
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
Рекомендуем ознакомиться
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2 Виды бытовых станков для заточки сверл
Все бытовые станки рассчитаны на заточку спиральных сверл по металлу из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor, GS и их китайские аналоги.

По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3 Как правильно выбрать бытовой станок?
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4 Заводские станки и приспособления для заточки сверл
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.

Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют круги для шлифования из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5 Приспособления для домашней заточки сверл
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
tutmet.ru
Инструменты, применяемые на сверлильных станках
Разновидности сверл:а, б - спиральное,в - с прямыми канавками,г - перовое,д - ружейное,е - однокромочное с внутренним отводом стружки для глубокого сверления,ж - вухкромочное для глубокого сверления,з - для кольцевого сверления, и центровочное,к - с твердосплавными пластинкамиСверла перовые представляют собой круглый стержень, на конце которого оттянута плоская лопатка, имеющая две режущие кромки, наклоненные друг к другу под углом 120°, и применяются сравнительно редко.
Сверла глубокого сверления используют в основном при сверлении сквозных и глухих отверстий в валах, шпинделях и других деталях большой длины. Обладая довольно низкой производительностью, они обеспечивают, однако, прямолинейные, точные и чистые отверстия.
К сверлам этого типа относятся: ружейные, однокромочные и двухкромочные с внутренним отводом стружки.
На рис. показано сверло для обработки глубоких отверстий с двумя режущими кромками (К1 и К2), расположенными с левой стороны от оси сверла. Такой тип сверла относится к группе ружейных сверл.
Ружейное сверло
Эти сверла применяются для сверления точных отверстий диаметром от3 мми более с прямолинейной осью.
В машиностроении применяют и другие виды свёрл.
Зенкеры
Служат для дальнейшей обработки ранее просверленных отверстий или отверстий, полученных при литье или
штамповке заготовок. В отличие от спиральных сверл зенкеры (имеют три или четыре режущие кромки и у них отсутствует перемычка.
Зенкер, как и спиральное сверло, имеет канавки. Угол наклона канавки СО выбирается в зависимости от обрабатываемого материала. Для более твердых материалов угол (О принимается больше, для мягких - меньше. Угол наклона канавки для зенкеров общего назначения составляет 10-30°.
Зенкеры:
а - спиральный из быстрорежущей стали;б - спиральный с пластинками из твердого сплава; в - основные углы зенкеров; г - насадной; оснащенный пластинками твердого сплава; д - насадной из быстрорежущей стали; е - с механическим креплением твердосплавных пластин.
Зенкеры бывают двух типов: цельные с коническими хвостовиками и насадные. В свою очередь, насадные могут быть цельными и со вставными ножами.
Рабочая часть цельного зенкера выполняется из быстрорежущей стали и приваривается к коническому хвостовику, и изготовленному из конструкционной стали. Ножи насадных зенкеров изготовляют из быстрорежущей стали или твердого сплава.
Цельные зенкеры, подобно сверлу, закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка, а насадные насаживают на специальную оправку, имеющую также конический хвостовик для крепления в шпинделе станка. Цельные зенкеры с коническим хвостовиком изготовляют трехзубыми. Ими обрабатывают отверстия диаметром до35 мм.
Насадные зенкеры имеют четыре зуба и служат для обработки отверстий диаметром до100 мм.
Развертки
Применяют для окончательной обработки отверстий с целью получения высокой точности и меньших параметров шероховатости поверхности. Режущая часть развертки (рис. 2.3.3.1.) расположена к оси под углом 2ф и выполняет основную работу резания. Для обработки вязких металлов ф = (12 – 15)° для хрупких и твердых материалов Ф = (3 – 5)° .
Твердосплавные развертки имеют угол ф = (30-45)°. Направляющий конус развертки расположен под углом 45°. Он направляет развертку, предохраняя ее зубья от повреждений. Задний угол на режущей части принимается от 6 до 15°. На калибрующей части угол а обычно равен нулю. Передний угол у принимается от 0 до 15°. Для хрупких металлов у = 0°, для твердосплавных разверток у от 0 до -5°.
По своей конструкции и назначению развертки делятся на ручные и машинные, цилиндрические и конические, насадные и цельные.
Ручные развертки изготовляют с цилиндрическим хвостовиком; ими вручную обрабатывают отверстия диаметром 3 до50 мм.
Машинные развертки выпускают с цилиндрическими и коническими хвостовиками и используют для развертывания отверстий диаметром от 3 до100 мм. Обрабатывают отверстия этими развертками на сверлильном или токарном станке.
Типы разверток:
а - части и элементы разверток; б - машинная развертка с цилиндрическим хвостовиком; в - машинная развертка с коническим хвостовиком; г - машинная развертка со вставными ножами; д - насадная развертка, оснащенная пластинками твердого сплава.
Насадные развертки служат для развертывания отверстий диаметром от 25 до300 мм. Их насаживают на специальную оправку, имеющую конический хвостовик для крепления.
Конические развертки применяют для развертывания конических отверстий. Обычно в комплект входят две развертки; черновая и чистовая.
Метчики
Метчик применяют для нарезания внутренних резьб, он представляет собой винт с продольными прямыми или винтовыми канавками, образующими режущие кромки, и служащими одновременного для вывода стружки.
Метчики по своей конструкции и назначению делятся на следующие основные виды:
ручные (слесарные) для нарезания метрических, дюймовых и трубных резьб вручную; в комплекте содержатся два три метчика;
гаечные (длинные и короткие) для нарезания метрических и дюймовых резьб в гайках и сквозных отверстиях различных деталей, преимущественно на сверлильных станках. Для нарезания гаек на станках-автоматах используют гаечные длинные метчики с изогнутым хвостовиком. Они также могут применяться на сверлильных станках для непрерывного нарезания гаек специальными приспособлениями;
машинные: для нарезания метрических, дюймовых и трубных резьб в сквозных или глухих отверстиях на сверлильных станках с механизмом изменения направления вращения шпинделя, а также на токарных станках.
Части, поверхности и режущие элементы метчиков
media.ls.urfu.ru
Сверление и расверливание оверстий на токарном станке
Обработку отверстий на токарном станке производят различными режущими инструментами в зависимости от вида заготовки, требуемой точности и шероховатости поверхности. Наиболее распространенным методом получения отверстия в сплошном материале является сверление.
Иногда сверление производят в несколько приемов, т. е. отверстие рассверливают.
Рассверливание позволяет получить более точные отверстия и уменьшить увод сверла от оси детали. Спиральное сверло состоит из рабочей части, шейки и хвостовика (рис. 27). Торец рабочей части, на котором расположены две режущие кромки, называется режущей частью сверла. Угол между режущими кромками 2ф (угол при вершине) при обработке стали и чугуна должен составлять 118—120°.
На рабочей части сверла имеется два спиральных пера, связанных перемычкой. По наружной поверхности перьев прошлифованы узкие направляющие ленточки. Между перьями расположены две спиральные канавки: одна из стенок канавки образует переднюю поверхность режущего клина свёрла. По канавкам охлаждающая жидкость подается к режущим кромкам, а стружка выводится из отверстия.
Хвостовик сверла служит для закрепления его в пиноли задней бабки или в специальной державке суппорта. Хвостовик может иметь коническую или цилиндрическую форму. Конические хвостовики выполняются по стандарту (конус Морзе № 1, 2, 3, 4, 5). Конус хвостовика обеспечивает надежное центрирование сверла и удерживает его от проворачивания. Если конус хвостовика сверла отличается по размеру (номеру) от конусного отверстия пиноли задней бабки или державки, то применяют переходные втулки. Сверла с цилиндрическими хвостовиками закрепляют в пиноли при помощи сверлильного патрона.
Спиральные сверла затачивают на специальных заточных станках. Однако токарю часто приходится затачивать сверла вручную на обычном заточном станке. При затачивании следует помнить, что режущие кромки сверла должны быть симметричны (т. е. расположены под определенными равными углами к оси сверла и иметь одинаковую длину), поперечная кромка (перемычка) должна быть расположена под углом 55° к режущей кромке.
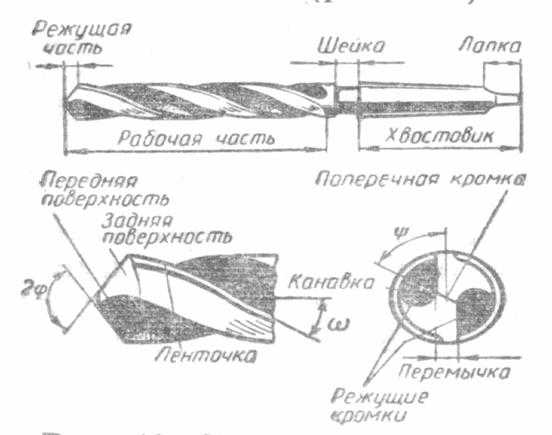
Рис.27 Части и элементы спирального сверла: 2j- угол при вершине резца; w - угол наклона винтовой канавки; y - угол наклона поперечной кромки.
Задним поверхностям сверла придают криволинейную форму, что обеспечивает получение задних углов на режущих клиньях. Для этого затачиваемое сверло прижимают к шлифовальному кругу и одновременно вращают. При одинаковой длине режущих кромок диаметр отверстия будет равен диаметру сверла; если же одна кромка длиннее другой, то диаметр отверстия получится больше диаметра сверла, что может привести к браку и выходу из строя сверла ввиду неравномерной нагрузки на режущие кромки. В процессе затачивания контролю подлежит угол 2ср, угол 60° на режущем клине, угол наклона поперечной кромки 55° и длина режущих кромок.
При сверлении на токарном станке сверло, установленное в пиноли задней бабки, подают к детали вручную — вращением маховика (рис.28). Применение каких-либо дополнительных рычагов не допускается. Обрабатываемая деталь должна быть прочно закреплена в патроне, иначе при сверлении она будет вибрировать или смещаться, что может повлечь за собой по- ломку сверла.
Максимальный диаметр отверстий, получаемых на станках 1К62 и 16К20,— 25 мм для деталей из стали и 28 мм для деталей из чугуна.
Сверление с подачей сверла вручную малопроизводительно и утомительно для токаря (особенно отверстий большого диаметра и глубоких). Некоторые токарные станки (например, 1К62) имеют устройство для подсоединения задней бабки к каретке суппорта, с помощью которого сверление выполняется механической подачей.
Для сверления глухих отверстий заданной длины удобно пользоваться делениями, нанесенными на пиноли задней бабки. Вращением маховика сверло подают до тех пор, пока оно не коснется вершиной торца детали, и замечают соответствующее деление на пиноли. Затем, вращая маховик задней бабки, перемещают пиноль до тех пор, пока она не переместится на нужное число делений.
Прежде чем подвести сверло к обрабатываемой детали, необходимо включить станок. Подводить сверло следует плавно, без удара, иначе его режущие кромки могут затупиться и даже выкрошиться. При сверлении необходимо применять смазочно-охлаждающую жидкость (СОЖ).
Для того чтобы сверло не сместилось относительно оси отверстия, в начале сверления производят центровку заготовки коротким спиральным сверлом большого диаметра или специальным центровочным сверлом. Важно, чтобы перед сверлением торец заготовки был подрезан для обеспечения его перпендикулярности оси.
Иногда при сверлении слышится характерный металлический визг. Обычно это является признаком перекоса отверстия или затупления сверла. В таком случае надо немедленно прекратить подачу, вывести сверло, остановить станок и выяснить причину нарушения режима. Останавливать станок в то время, когда сверло находится в отверстии, нельзя: это может привести к заеданию сверла и его поломке.
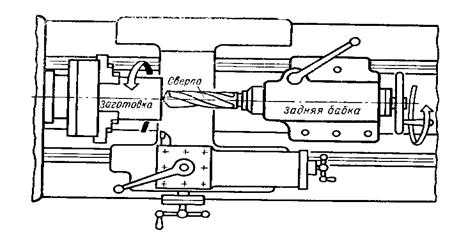
Рис. 28. Сверление на токарном станке подачей вручную.
Цилиндрические отверстия могут быть гладкие, ступенчатые или с канавкой, сквозные или глухие. К отверстиям предъявляются различные требования по точности, прямолинейности оси, правильности геометрической формы, шероховатости поверхности. Диаметры отверстий контролируют штангенциркулем Основные виды брака при сверлении отверстий, их причины и способы устранения приведены в таблице 7.
Таблица 7.
Основные виды брака при сверлении отверстий, их причины и способы устранения
| Причина брака | Способ устранения |
| Отклонение оси отверстия от заданного направления | |
| Неправильная заточка сверла | Переточить сверло, контролируя заточку по шаблону |
| Неперпендикулярность оси торцовой поверхности заготовки | Обеспечить перпендикулярность торца к оси подрезанием |
| Работа длинным сверлом | Произвести предварительное центрирование коротким сверлом |
| Наличие в заготовке раковин или твердых включений | Вести сверление с пониженной подачей |
| «Разбивка» диаметра отверстия | |
| Неправильная заточка сверла: одна режущая кромка больше другой, неодинаковые углы 2ф | Переточить сверло, контролируя за точку по шаблону |
| Биение шпинделя станка | Отрегулировать подшипники шпинделя |
| Установка сверла с перекосом по отношению к оси отверстия: | |
| а) ось пиноли задней бабки не совпадает с осью шпинделя; | Добиться соосности пиноли задней бабки и шпинделя |
| б) посадочный конус пиноли или хвостовик сверла загрязнены | Протереть конус пиноли и хвостовик сверла |
| Отклонение глубины отверстия от заданной | |
| Ошибка при контроле глубины сверления в процессе обработки | Тщательно контролировать глубину сверления; при сверлении с автоматической подачей сверла установить упор |
| Превышение допустимой шероховатости обработанной поверхности | |
| Затупление сверла | Заточить сверло |
| Попадание стружки на ленточки сверла | Периодически выводить сверло из отверстия и очищать его щеткой |
| Недостаточное охлаждение | Увеличить интенсивность охлаждения |
| Завышена подача | Уменьшить подачу |
infopedia.su
Сверление отверстий на сверлильных станках
Для сверления деталь надежно закрепляют непосредственно на столе станка или на специальных столах. При сверлении отверстий применяют различные охлаждающие жидкости, подбирая их с учетом того, чтобы они одновременно могли предохранять материал от коррозии. Для охлаждения сверл при обработке стали обычно применяют двухпроцентный раствор каустической соды.
Очень часто при сверлении углеродистых сталей обычного качества применяют сверлильную эмульсию (смесь воды со сверлильным маслом или салом), а при сверлении легированных сталей — суррогат из сурепного масла (смесь сурепного масла с керосином).
Перед тем как приступить к сверлению, станок осматривают, проверяют, исправен ли, смазывают маслом трущиеся части и устанавливают число оборотов в минуту и подачу сверла. Число оборотов в минуту сверла определяют в зависимости от свойств обрабатываемого материала и диаметра сверла. Число оборотов сверл определяют подсчетом, пользуясь формулами, или по таблицам. Зная характеристику обрабатываемой стали и диаметр сверла, по табл. 7 выбирают скорость резания и подачу. Затем по переводной табл. 8 переводят скорость резания на число оборотов в минуту сверла.
Таблица 7. Величины подачи и скоростей резания при сверлении отверстий спиральными сверлами
| Сверло | Наименование обрабатываемого материала | ||||||
| Материал | Диаметр, мм | Углеродистая сталь, чугун | Медь, алюминий | Латунь | |||
| S0 мм/об | σ м/мин | S0 мм/об | σ м/мин | S0 мм/об | σ м/мин | ||
| Инструментальная углеродистая сталь | От 5 до 10 | 0,15—0,2 | 8—12 | 0,2-0,3 | 20—25 | 0,15—0,2 | 10—13 |
| От 10 до 20 | 0,15—0,25 | 10—13 | 0,25—0,35 | 20—30 | 0,15—0,25 | 13—15 | |
| Свыше 20 | 0,05—0,15 | 10—13 | 0,15—0,25 | 20—30 | 0,05—0,15 | 13—16 | |
| Быстрорежущая сталь | От 5 до 10 | 0,15—0,2 | 20—30 | 0,2—0,3 | 40—60 | 0,15—0,2 | 25—30 |
| От 10 до 20 | 0,15—0,25 | 25—35 | 0,25—0,35 | 50-70 | 0,15—0,25 | 30—40 | |
| Свыше 20 | 0,05—0,15 | 30—35 | 0,15—0,25 | 60—70 | 0,05—0,15 | 35—40 | |
Таблица 8. Число оборотов в минуту сверла в зависимости от его диаметра и скорости резания
| Диаметр сверла, мм | Скорость резания, м/мин | |||||||||
| 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | |
| Число оборотов n в минуту | ||||||||||
| 1 | 3180 | 4780 | 6370 | 7960 | 9550 | 11 150 | 12 730 | 14 330 | 15 920 | 19 100 |
| 2 | 1590 | 2390 | 3190 | 3980 | 4780 | 5 580 | 6 370 | 8 060 | 7 960 | 9 560 |
| 3 | 1061 | 1590 | 2120 | 2660 | 3180 | 3 720 | 4 250 | 4 780 | 5 320 | 6 360 |
| 4 | 796 | 1195 | 1595 | 1990 | 2390 | 2 790 | 3185 | 3 595 | 3 980 | 4 780 |
| 5 | 637 | 955 | 1275 | 1590 | 1910 | 2 230 | 2 550 | 2865 | 3 180 | 3 820 |
| 6 | 530 | 796 | 1061 | 1326 | 1590 | 1 855 | 2 120 | 2 387 | 2 622 | 3 180 |
| 7 | 455 | 682 | 910 | 1135 | 1365 | 1 590 | 1 820 | 2 045 | 2 270 | 2 730 |
| 8 | 398 | 597 | 796 | 996 | 1191 | 1 392 | 1 590 | 1 792 | 1 992 | 2 338 |
| 9 | 353 | 530 | 708 | 885 | 1061 | 1 238 | 1 415 | 1 593 | 1 770 | 2122 |
| 10 | 318 | 478 | 637 | 796 | 955 | 1 114 | 1 273 | 1 433 | 1 592 | 1 910 |
| 12 | 265 | 398 | 530 | 663 | 796 | 929 | 1 061 | 1 193 | 1 326 | 1 592 |
| 14 | 227 | 341 | 455 | 568 | 682 | 796 | 910 | 1 010 | 1 136 | 1 364 |
| 16 | 199 | 298 | 378 | 497 | 597 | 696 | 795 | 895 | 994 | 1 194 |
| 18 | 177 | 265 | 353 | 442 | 531 | 619 | 708 | 795 | 884 | 1 062 |
| 20 | 159 | 239 | 318 | 398 | 478 | 558 | 637 | 716 | 796 | 956 |
| 22 | 145 | 217 | 290 | 362 | 435 | 507 | 580 | 652 | 724 | 870 |
| 24 | 132 | 199 | 265 | 332 | 398 | 465 | 531 | 597 | 664 | 796 |
| 26 | 122 | 184 | 245 | 306 | 368 | 429 | 490 | 551 | 612 | 736 |
| 27 | 113 | 171 | 227 | 284 | 341 | 398 | 455 | 511 | 568 | 682 |
| 30 | 106 | 159 | 213 | 265 | 318 | 371 | 425 | 478 | 530 | 636 |
| 32 | 99 | 149 | 199 | 249 | 298 | 348 | 398 | 448 | 498 | 596 |
| 34 | 93 | 140 | 187 | 234 | 280 | 327 | 374 | 421 | 468 | 560 |
| 36 | 88 | 133 | 177 | 221 | 265 | 310 | 354 | 398 | 442 | 530 |
| 38 | 84 | 126 | 168 | 210 | 251 | 294 | 336 | 378 | 420 | 504 |
| 40 | 80 | 119 | 159 | 199 | 239 | 279 | 318 | 358 | 398 | 478 |
| 42 | 76 | 113 | 152 | 189 | 227 | 265 | 307 | 341 | 378 | 452 |
| 46 | 71 | 106 | 142 | 177 | 217 | 248 | 283 | 319 | 354 | 426 |
| 50 | 64 | 95 | 127 | 159 | 191 | 223 | 255 | 286 | 318 | 382 |
Определенное по табл. 8 число оборотов в минуту сверла сравнивают с числом оборотов в минуту станка, указанным в табличке, которая прикреплена к станку или в паспортных данных станка, и принимают ближайшее число оборотов, которое может дать станок. В станках с коробкой скоростей число оборотов в минуту шпинделя устанавливают переводом рукояток в положение, соответствующее выбранному числу оборотов. В станках со ступенчатыми шкивами накидывают на соответствующую ступень приводной ремень.
Автоматическую подачу устанавливают таким же путем. Ручная подача не устанавливается. Нажим на сверло при ручной подаче регулируется рукой.
При сверлении отверстий необходимо соблюдать следующие правила: при получении сверл из инструментально-раздаточной кладовой проверять заточку и состояние режущих кромок. Сверло должно быть с острыми кромками и правильно заточено; надежно закреплять сверло в шпинделе станка, так как всякое биение сверла приводит к неточности отверстия и к поломке сверла; надежно закреплять обрабатываемые детали на рабочем столе; прежде чем подвести сверло к обрабатываемой детали, пустить станок. Сверло подводить к обрабатываемой детали без резких толчков и ударов, так как в этом случае режущие кромки сверла крошатся; сверло при выходе из просверленного отверстия захватывает слишком большой величины стружку; поэтому в этот момент надо уменьшать подачу, иначе легко можно сломать сверло; при сверлении глубокого отверстия время от времени, не останавливая станок, выводить сверло из отверстия для удаления стружки. Выводить сверло из отверстия нужно при том же направлении вращения сверла, как и при работе. Остановка станка в момент, когда сверло находится в отверстии, влечет за собой заедание сверла и поломку его; своевременно затачивать сверла. Сверло меньше изнашивается при частой заточке, чем при сильном затуплении; «визжание» сверла при работе свидетельствует о том, что сверло затупилось или перекошено в отверстии. При этом работу прекращают и проверяют, остры ли режущие кромки и правильно ли направлено сверло; сверло из шпинделя станка выбивать клином несколькими короткими ударами, но не одним сильным ударом.
Причины брака при сверлении разные. Основными из них являются небрежность в работе, недосмотр и халатность самого работающего, а также недостаточное знание инструмента и станка, неисправность станка и приспособления, неправильные установка и крепление инструмента и детали, работа неправильно заточенным инструментом.
Отверстие больше заданного диаметра получается по следующим причинам: сверло взято большего диаметра; неправильные углы режущих кромок или режущие кромки разной длины; люфт сверла в конусной переходной гильзе; люфт шпинделя станка.
Смещение отверстия происходит по следующим причинам: неверно размечена деталь; неправильно установлена и слабо закреплена деталь на столе станка; сверло имеет биение в шпинделе; сверло уводит в сторону.
Перекос отверстия получается по следующим причинам: неправильно установлена деталь на столе станка; попали стружки под нижнюю поверхность детали; неправильно подложены подкладки под детали; стол станка не перпендикулярен к шпинделю; неправильный, слишком сильный нажим на сверло при подаче.
Отверстия с грубо обработанной поверхностью получаются по следующим причинам: применено тупое или неправильно заточенное сверло; слишком большая подача; недостаточно охлаждено сверло; плохо установлены сверло и деталь.
www.stroitelstvo-new.ru
Сверлильный патрон на станок
Патроны сверлильные для станков
| Все товары Выбрать магазин | Показывать: |
| Сортировать по: Популярности Рейтингу Возрастанию цены Убыванию цены | Отображать по: 15 30 90 товаров |
Патроны – это оснастка для зажима сверла, которая крепится на шпиндель станка.
Существует несколько их разновидностей:
- ключевые – насадки на них устанавливают с помощью специального ключа;
- цанговые – сверло крепится посредством переходных цанг;
- быстрозажимные – позволяют заменять насадки вручную, без применения ключей. Среди них выделяются быстросменные патроны, которые фиксируются на станке благодаря коническому хвостовику. Прецизионные быстросменные патроны крепко зажимают режущий инструмент, биение при этом сокращается до 0,06 мм. Они идеально подойдут для высокоточного сверления.
Нужно приобретать сверлильные патроны в зависимости от марки станка. Важно, чтобы они «подходили» друг другу по способу крепления и по максимальной частоте оборотов.
Мы предлагаем патроны сверлильные для станков по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
Отзывы о патронах сверлильных для станковПроизводители
Наверх
Вниз
www.vseinstrumenti.ru
Патрон для сверлильного станка
В настоящее время развитие станочной промышленности переживает настоящий бум. Что касается сверлильных станков, которые предназначены для создания отверстий, как сквозных, так и глухих, их выпускают как для промышленности, так и для бытовых целей. Причем сверление можно производить различных материалов и диаметр отверстий может быть до 100 мм, это зависит мощности оборудования.
Сверлильный станокВ большинстве выпускают промышленные станки. Здесь большая линейка различных моделей и производителей. Они бывают:
Универсальные используются для сверления и обработки отверстий от начала до конца.
Специализированные выполняют только определённые операции и перенастроить их порой невозможно.
Патроны для сверлильно присадочных станков также имеют свои особенности и различаются по назначению. В основном это быстросменные патроны.
 Патрон быстросъемный для сверлильно — присадочных станков
Патрон быстросъемный для сверлильно — присадочных станков Основные отличия профессиональных сверлильных станков от бытовых станков
Большинство современных станков сейчас оснащены ЧПУ, что открывает большие возможности увеличивать как производительность работы, так и её качество. ЧПУ обеспечивает большую точность отверстий, чем при ручной настройке. Но есть отличия в станках для металлообрабатывающей промышленности и для деревообрабатывающей промышленности. На мебельном производстве в основном используют универсальные станки, способные не только сверлить отверстия, но и делать пазы, высверливать гнёзда.
 Головка сверлильного промышленного станка
Головка сверлильного промышленного станка Конечно, промышленное сверлильное оборудование более сложное и в изготовлении и в эксплуатации. Регулировка скорости вращения, скорости подачи, регулировка глубины сверления производится автоматически. Схема оборудования более сложная и надежная, чем в бытовых станках. Также предусмотрена автоматическая подача охлаждающей жидкости на сверло. И опорные подшипники, и патроны для сверла также имеют своё отличие.
Если брать бытовую технику, она отличается и размером и мощностью от профессиональной. Она обычно устанавливается или в домашней мастерской или дома на ровную поверхность, ту, которая удобна для использования. Это в основном рабочий стол или верстак. Практически в 90% это вертикальный станок, который состоит из шпиндельной бабки с патроном, стойки, на которую смонтирована сверлильная головка и опорная плита, изготовлена в основном из чугуна и служащая основанием станку.
 Бытовой сверлильный станок БОШ
Бытовой сверлильный станок БОШ  Бытовой станок Electric Motor For
Бытовой станок Electric Motor For Работает станок за счет двух одновременных движений шпиндельной головки: вращение и опускание вертикально. Этот узел работает за счет электродвигателя с мощностью для бытовых станков от 250 до 1000 Вт. Её вполне достаточно для тех задач, которые будет выполнять это оборудование.
Очень многие модели имеют регуляторы скорости вращения сверла, обычно это происходит при помощи перемещения ремня на шкиву. При выборе инструмента желательно сразу определить ту максимальную высоту деталей, которые обычно будут подвергнуты обработке. Обычно это размер от 200 до 900 мм. Также нужно обратить внимание на плиту основание, от которой будет зависеть устойчивость оборудования. Её делают с несколькими пазами, служащими как для сверления, так и для закрепления приспособлений, например, тисков.
Патроны обычно используются практически такие, как и на ручной дрели. Это быстросъемные патрона для сверлильного станка, ключевые патроны, а также патроны для сверлильного станка с конусом, резьбонарезной патрон для сверлильного станка. Последний используется для нарезания правой резьбы при помощи метчиками, которые и закрепляются в таком патроне.
 Набор резьбонарезных патронов с хвостовиком
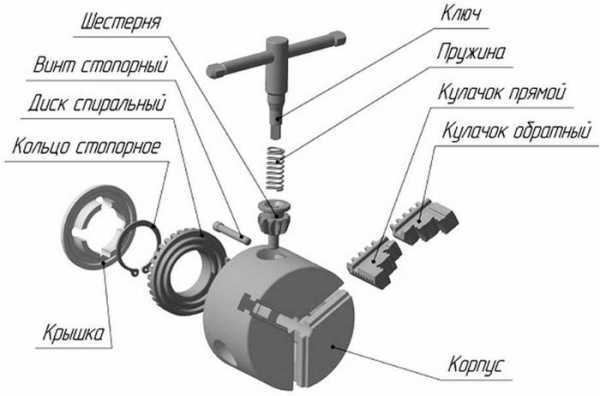
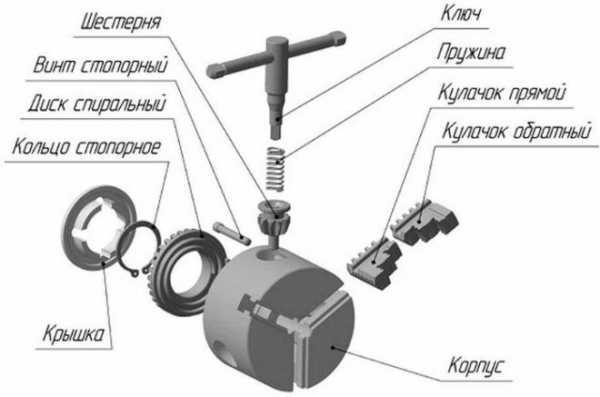
Набор резьбонарезных патронов с хвостовиком 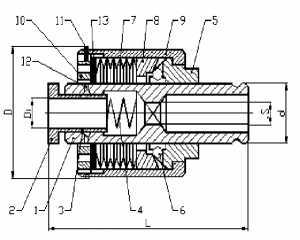 Схема резьбонарезного патрона: 1― корпус; 2 ― втулка; 3 ― шарики; 4 ― пружина; 5 ― поводок; 6 ― шарики; 7 ― пружины тарельчатые; 8 ― кольцо; 9 ― гильза; 10 ― гайка; 11 ― кольцо замковое; 12 ― заглушка; 13 ― шайба.
Схема резьбонарезного патрона: 1― корпус; 2 ― втулка; 3 ― шарики; 4 ― пружина; 5 ― поводок; 6 ― шарики; 7 ― пружины тарельчатые; 8 ― кольцо; 9 ― гильза; 10 ― гайка; 11 ― кольцо замковое; 12 ― заглушка; 13 ― шайба. Эти патроны применяются в основном в профессиональном оборудовании, но иногда и в бытовом, но с хорошей оснасткой. Такие патроны имеют специальные механизмы компенсации, при помощи которых происходит баланс между шагом метчика и подачей станка и сохраняет и метчики, и головку от поломки. Естественно, изготавливаются по ГОСТ.
Патрон конусный для сверлильного станка
Он также имеет свои стандарты, как российские, так и европейские. Такие патроны по способу крепления к станку бывают двух видов:
- патроны, которые крепятся к станку при помощи конуса;
- патроны, которые крепятся при помощи резьбы;
Различие и по внутреннему строению. Самозажимной патрон для сверлильного станка с конусом Морзе должен соответствовать и внутри и по внешнему размеру нормативам и стандартам. Иначе купить соответственный патрон для сверлильного станка с конусом будет невозможно. В СССР был установлен ГОСТ 8522-79, в котором учитывалось и учитывается до сих пор все типы размеров сверл от минимального до максимального, конус Морзе, а также наличие колец для фиксации или ключа. Конечно, этот ГОСТ не догма, возможны и доработки, но если конус сверла и конус патрона будут не соответствовать, говорить о качестве работы не приходится. Биение смажет точность сверления.
Если же нужно купить быстрозажимной патрон для сверлильного станка, его нужно подбирать по тому размеру, который имеется в крепёжном отверстии, а также по размерам самой резьбы оборудования. Конечно, такие патроны наиболее долговечные и удобные, но также являются и самыми дорогими. Если станок имеет обороты средние и выше, предпочтительнее остановить свой выбор на нем, тем более с применением конусных хвостовиков.
Быстросъемный патрон для сверлильного станкаПри работе нужно учитывать и то, что при недостаточной фиксации может произойти выпадение патрона, поэтому он также имеет в своем креплении стопорное кольцо. Нужно также знать, что быстрозажимной и самозажимной патрон это не одно и то же. Самозажимные патроны это те, которые фиксируются только при помощи гайки, не применяя при этом ключ.
Техника безопасности при работе на станках
Так как это электрооборудование и имеет вращающиеся механизмы, не будет лишним напомнить о технике безопасности. Нужно позаботиться о том, что бы станок был в исправном состоянии и электрические части были надёжно заизолированы. Бытовой станок обычно работает от напряжения 220 В. Нужно позаботиться об исправности патрона, который удерживает сверло, периодически его смазывать и проводить осмотр на предмет поломок.
При необходимости, нужно произвести или ремонт или замену патрона. Следить за соответствием размеров конуса патрона и хвостовика, что может сказаться не только на износе инструмента и качестве сверления, но и вашей безопасности. Ну и банальное: рукава должны быть застёгнуты. полы одежды не должны болтаться во избежание захвата вращающимися частями станка.
themechanic.ru
Сверлильный патрон. Как выбрать лучший?
 Сверлильный патрон для станка или для обычной электродрели является обязательным устройством, которое обеспечивает надёжное фиксирование оснастки при выполнении им технологической операции. Разработаны и используются ряд конструкций патронов, которые стандартизованы отечественными ГОСТами, а также стандартами DIN.
Сверлильный патрон для станка или для обычной электродрели является обязательным устройством, которое обеспечивает надёжное фиксирование оснастки при выполнении им технологической операции. Разработаны и используются ряд конструкций патронов, которые стандартизованы отечественными ГОСТами, а также стандартами DIN.
Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.
Опасность радиального биения особо возрастает, если сверлению подвергают твёрдые и пористые материалы. В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.

В условиях частых переналадок универсального металлорежущего оборудования (к которому относится и любой сверлильный станок) сокращение подготовительно-заключительного времени – важный источник снижения трудоёмкости операции. При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При производстве крепёжных узлов используются только определённые марки сталей. Чаще используется сталь 40Х по ГОСТ 4543-91, хотя в ряде зарубежных конструкций применяются и нержавеющие стали. Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Далее рассматриваются конструкции патронов, получивших наибольшее распространение.
Патроны с конусом Морзе
Такие конструкции характерны для оборудования, где предусмотрено соответствующее конусное крепление. Размеры оснастки должны строго соответствовать нормам ГОСТ 8255-79. Ключевым требованием считается максимальное снижение радиального биения инструмента, и допуск по нижней границе закрепления сверла в патроне.
Типоразмеры рассматриваемой оснастки для сверлильного станка различаются по следующим параметрам:
- По диапазону диаметров крепёжной части сверла, которое может быть установлено в патроне.
- По конструкции зажимного узла: ключ, зажимная гайка (с фиксирующим кольцом или без него).
- По конструктивному оформлению внешней поверхности патрона (ГОСТом не ограничивается).

Конусы Морзе в сверле и патроне должны совпадать. Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
Конус Морзе, названный в честь его изобретателя Стивена Морзе, представляет собой конический элемент, обладающий способностью к самоцентрированию. Для универсализации крепления изготавливается большая линейка переходных втулок с одного размера конуса Морзе на другой. Маркировка таких втулок обязательно включает в себя букву «В» и две цифры, характеризующие высоту конической части: например, обозначение В24 указывает, что этот конус Морзе имеет высоту 24 мм. Встречается и прежняя маркировка — от КМ-0 до КМ-7 (старое обозначение привязывалось к метрическим конусам, а сами конусы Морзе были примерно вдвое длиннее).
Патрон с конусом обеспечивает возможность своей удобной и соосной установки в шпиндельной головке сверлильного станка, ведь демонтировать конус Морзе с патрона значительно удобнее, чем со шпинделя. Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Рассчитаны патроны с конусом Морзе для применения со свёрлами диаметром от 16 до 30 мм. В комплект входит также зажимной ключ. Такая инструментальная оснастка выпускается в соответствии с нормативными требованиями ISO 148-95, что делает патроны вполне унифицированным инструментом. Они с успехом могут быть применены как на отечественном оборудовании, так и для сверлильных станков импортного производства.
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.
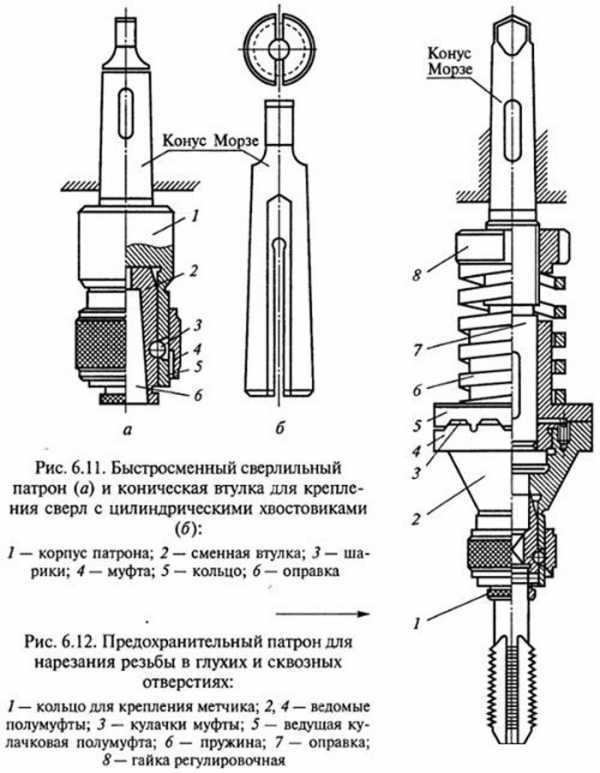
 Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.
Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.
Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.

Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси.
Для реализации поставленной задачи в приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.

Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.

Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
proinstrumentinfo.ru
Особенности патронов для сверлильных станков с конусом Морзе

Переход к современному производству во многом обусловлен внедрением на предприятиях станочного автоматического оборудования. Сверлильные станки помогают создавать отверстия, выемки, сложные углубления в заготовках из любого материала. Изюминкой в работе таких устройств является патрон для сверлильного станка.
Благодаря высокой мощности оборудования, современной компьютерной точности и высочайшей скорости работы станочное производство сегодня занимает лидирующее место среди альтернативных методов производства.
Общие сведения
Применение сверлильных станков обуславливает необходимость создания в заготовках различного размера отверстий желаемой величины. Эта филигранная работа производится методом сверления. Строение сверлильного станка простое, но даже настроенное оборудование не может функционировать без патрона для сверлильного станка. Его задача заключается в надежном закреплении самого сверла и равномерной передаче на него усилия двигателя.
Изделия применяются не только на неподвижном сверлильном оборудовании, особенно больших размеров, их мастера встречают в обычных дрелях, даже миниатюрный шуруповерт оснащается этим крепежным элементом. Согласно стандартам, перед работой подбор изделия выполняется путем сравнивания его свойств со следующими пунктами:
- подобрать правильную жесткость изделия, это обеспечит надежность закрепления сверла;
- проверить, насколько соответствует типоразмер радиальному биению;
- толщина используемого сверла во многом обуславливает выбор патрона;
- сверло и использующийся патрон должны подходить под материал заготовки.
Если пренебречь жесткостью материала, нагрузка в процессе работы на сверло возрастет, это приведет к его поломке, перегреву и нарушению целостности патрона. В худшем случае это приведет к неполадке самого устройства.

Устройство сверильного станка
Особенности крепления
Перед включением любого сверлильного станка необходимо не только обеспечить надежность фиксации самой заготовки, следует проверить крепление патрона и использующегося сверла. Полная статичность обеспечивает более качественный и точный результат работы.
Согласно типу станочного крепежа, изделия подразделяются на такие виды:
- элементы, закрепляющиеся с помощью конуса, он соответствует имеющемуся станочному отверстию на устройстве конусного типа;
- изделие присоединяется к станку при помощи обычной резьбы.
В зависимости от метода присоединения изделия к станку каждый фиксирующий элемент для сверла обладает собственным внутренним строением. Если внешняя поверхность обрамлена конусом Морзе, то внутренний механизм будет соответствовать конусному типу. Внутренняя часть Морзе маркируется согласно стандартизации ГОСТ.
Тип изделия выбирается исходя из необходимости создания определенного отверстия, удобства использования за счет быстрой смены насадок либо самого держателя сверла.
Патрон с конусом Морзе
Классификация крепежных элементов
Любой мастер сверления располагает многофункциональным станком, он укомплектован множеством патронов, уникальными сверлами, запасными наиболее уязвимыми деталями от этого оборудования. Конструкция изделия подразделяется по типу зажима на следующие виды:
- крепежные элементы с ключевым механизмом замыкания;
- патроны, где фиксация обеспечивается зажимной гайкой.
Дополнительно оснащенные зажимным кольцом для этой гайки, этот элемент иногда отсутствовать.
Согласно нормативных стандартов и других документов, обеспечивающих жесткие требования в процессе изготовления патронов, допускается самостоятельная доработка и модернизация фиксирующего элемента, это дополнительно увеличивает точность фиксации сверла.
Идеальная подгонка сверлильного инструмента ведет к снижению возможной погрешности в процессе работы, при этом качество результата стремиться к максимальному.
Патроны для закрепления сверлильных насадок подразделяются на такие типы:
- быстросменные элементы;
- трехкулачковые;
- самозажимные;
- цанговые.
Детали быстросменного типа укомплектованы сменной втулкой, под нее подходят конические сверла. Трехкулачковые элементы зажимают сверлильную насадку внутренними зацепами с дополнительной фиксирующей пружинкой. Этот тип применяется если сверло тонкое, а нагрузка на насадку не превышает минимальных значений. Крепление сверла самозажимного типа не требует дополнительных операций по обеспечению фиксации.
Патрон на сверлильный станок 2м112, конус морзе B18
Цанговые патроны для сверления
Крепежной особенностью в конструкции любого сверла является присутствие двух канавок. Установка насадки в патрон сопровождается его поворачиванием, при этом стопорные шарики попадают в специальные углубления хвостовика. Замена оправки на этом заканчивается. При остановке работающего станка с крепежным механизмом этого типа автоматически блокируется шпиндель.
Такое крепление зажимов обеспечивает надежную фиксацию сверла за минимальное время. Уникальное строение цанги исключает возможность появления зазоров внутри крепежного механизма, это полностью ликвидирует колебания насадки при работе.

Кулачковые патроны
Строение кулачкового крепежа имеет 4 важных составляющих: крепкий корпус, втулку, специальные кулачки и кольцо. Большим преимуществом этого механизма является отсутствие пластмассовых внутренних деталей, но имеется и недостаток – для фиксации используется специальный ключ. Он значительно замедляет процесс замены насадок, их центровку. К слову, точность центровки у этой разновидности крепежа недостаточная, что приводит к расшатыванию и ослаблению сверла.

Кулачковый патрон
Использование крепежных элементов
Среди наиболее распространенных крепежных конструкций применяются на производстве модели В16, чуть большего размера В18, а также конус Морзе. Цифровые показатели в названии модели не соответствуют размерным величинам патрона, к примеру, конусообразное крепление для сверлильных насадок В16 характеризуется диаметром в 27 мм.
Патроны для сверлильного оборудования могут отличаться между собой по следующим признакам:
- по внешней форме и индивидуальной длине рабочей области;
- на некоторых моделях иногда присутствует либо отсутствует предохраняющий корпус из пластика;
- метод скрепления составных частей патрона отличается в разных моделях;
- сплав, из которого изготавливается деталь станка, отличается по цветовому оттенку.
Чтобы расширить возможности сверлильного устройства его укомплектовывают дополнительными переходниками с конусом. Благодаря такому усовершенствованию можно осуществить установку патронов с уменьшенным либо существенно превосходящим по размеру конусом Морзе.
Выделяется также наиболее функциональный и выносливый тип крепежа – быстрозажимной, он идеально подходит для высокоэффективного оборудования, функционирующего на больших скоростях. Благодаря конусным хвостовикам деталь характеризуется высокой универсальностью. Но по стоимости эта деталь оборудования имеет недостижимые величины.
Выбрать тип патрона среди современного многообразия этих деталей несложно, если отдавать предпочтение универсальным разновидностям. Но профессиональная деятельность, связанная с высокоточным и сложным сверлением, требует скрупулезного анализа деталей патрона, это осуществляет не каждый специалист этого дела.
Видео: Как выточить точный конус морзе — настройка станка
promzn.ru
i-perf.ru