Классификация видов сварочных работ. Классы сварки
6.1. Классификация способов сварки
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки [13,14]:
1) электрическую дуговую, где источником тепла является электрическая дуга;
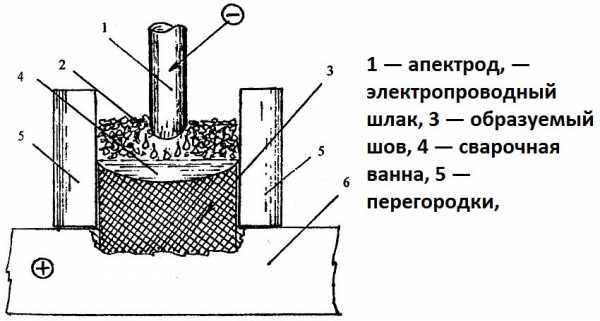
2) электрошлаковую, где основным источником теплоты является расплавленный шлак, через который протекает электрический ток;
3) электронно-лучевую, при которой нагрев и расплавление кромок соединяемых деталей производятся направленным потоком электронов, излучаемых раскаленным катодом;
4) лазерную, при которой нагрев и расплавление кромок соединяемых деталей происходят направленным сфокусированным мощным световым лучом микрочастиц – фотонов.
При электрической дуговой сварке основная часть теплоты, необходимой для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и торец плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
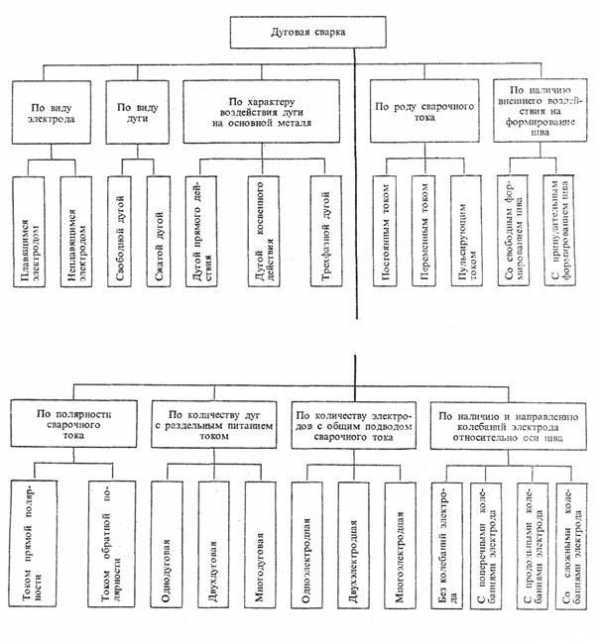
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
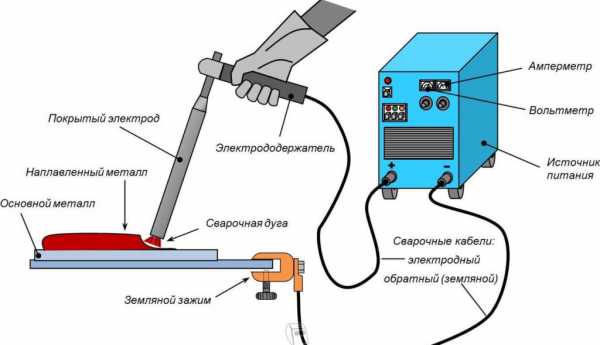
По степени механизации различают сварку ручную, полуавтоматическую, автоматическую. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращение процесса сварки. При ручной сварке (рис. 36) указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
Рис. 36. Ручная сварка покрытым электродом: 1 – основной металл; 2 – сварочная ванна; 3 – проплавленный металл; 4 – сварочная дуга; 5 – проплавленный металл; 6 – наплавленный металл; 7 – шлаковая корка; 8 – жидкий шлак; 9 – покрытие электрода; 10 – стержень электрода; 11 – электрододержатель; 12 – сварочная цепь; 13 – источник питания.
При полуавтоматической сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются сварщиком вручную. При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определенной длины дуги, перемещению дуги по линии наложения шва.
Автоматическая сварка плавящимся электродом ведется сварочной проволокой диаметром 1–6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором – дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счет теплоотдачи от газов столба дуги.
В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По свойствам электрода различают способы сварки плавящимся электродом и неплавящимся (угольный, графитовый или вольфрамовый).
Сварка плавящимся электродом является самым распространенным способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше – многоэлектродной сваркой пучком электродов.
Если каждый из электродов получает независимое питание – сварку называют двухдуговой (многодуговой сваркой). При дуговой сварке плавлением коэффициент полезного действия дуги достигает 0,7– 0,9.
По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу.
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стекла — светофильтры. Открытая дуга применяется при многих способах сварки; при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Закрытая дуга располагается полностью в расплавленном флюсе–шлаке, основном металле и под гранулированным флюсом, и она невидима.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: баз защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде газов) с комбинированной защитой (газовая среда и покрытие или флюс).
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся они тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне- и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки и изготовляемые в специальных цехах или заводах.
studfiles.net
Виды и способы сварки: классификация технологий
Для получения соединений материалов неразъемного типа используется сварка. Она использует принцип расплавления граней свариваемых поверхностей путем теплового воздействия. Помимо металлических изделий, ее применяют и для прочих материалов, включая пластмассу. Сварное соединение получается при плавлении или же используя воздействие давлением. Сваривание выполняется множеством методов, однако наиболее массово используются лишь некоторые из них. Многочисленные виды сварки применяются в общепромышленном производстве, при ремонте металлоконструкций, в судостроении, самолетостроении, в самых различных областях народного хозяйства, космическом и военно-промышленном комплексе. Для ознакомления с различными видами сварных процессов посмотрите соответствующие представленные видео.

Физико-химические процессы, возникающие при сварке
При сварочной плавке металлических изделий в рабочей шовной зоне получается соединение, которое структурно отличается от обрабатываемого металла. Это происходит из-за весьма сложных химико-физических процессов.
При сварном воздействии по месту соединения проходит электроток, и кристаллическая структура материала начинает колебаться с выделением тепловой энергии. Выполняется переход электродного вещества и свариваемой массы из твердого типа в жидкий, перемешиваясь и кристаллизуясь. В процессе сваривания в кристаллической структуре шва, а также прилегающего участка возникают деформации, внутренние напряжения.
Процессы химического типа при различных способах сваривания изменяют характеристики материала, при которых возникают новые соединения с другими параметрами. К ним относятся химические реакции, появляющиеся в жидкой или газовой фазе, а также на их периферии. При этом образуются шлаки, окислы и прочие соединения, имеющие отличия от главного материала в химическом составе.
Плавка присадочного и свариваемого изделия выполняется с помощью направленной концентрированной энергии. Для этого применяется пламя газовой горелки, сварная дуга или же прочие способы воздействия. Сварочная ванна может создаваться дополнительным металлом, а также основным соединяемым материалом. В основном она образуется путем смешивания присадочного элемента с главным. При этом дополнительный материал подается в сварную область специальная проволока, электродом или же прочим способом. Сплавляясь и перемешиваясь, эти элементы создают общую сварочную ванночку, ограничивающуюся оплавленными границами.
Металлическая масса, расплавленная под воздействием направленной энергии, проходит стадию кристаллизации и получается прочный соединительный шов. Кристаллизация – это фаза затвердевания расплавленного материала. В процессе сваривания основной металл, а также электродный полностью перемешиваются под воздействием высокой температуры и образуют единую кристаллическую структуру при охлаждении. Это позволяет получить монолитность соединения с весьма высокой прочностью.

Классификация сварки металлов
Сваривание разнообразных изделий выполняется огромным числом методов. Их количество доходит до 200, что далеко не является пределом при постоянном развитии технологий. Виды сварки, классификация способов сварки весьма разнообразны. Их отличие заключается в физических, технологических, а также технических признаках. Классификация методов сваривания по физическим свойствам представлена тремя основными группами:
- термическая;
- механическая;
- термомеханическая.
При термическом методе обработки применяется тепловая энергия. К данной группе относится дуговая, газовая, лазерная и прочие сварки. Механические соединения используют соответствующий тип энергии. К наиболее применяемым относят сваривание трением, взрывом, холодную. Каждый из данных типов отличается по энергетическим затратам, используемому специальному оборудованию, экологичностью. Термомеханическая группа применяет как тепловую энергию, так и дополнительное воздействие давлением. К этому сварному виду относится кузнечное соединение, диффузионное, контактное.
Основные виды
Разнообразные виды сваривания металлических предметов состоят из порядка двадцати способов. Их объединяет единый физический процесс, заключающийся в нагреве и плавлении металла в соединяемой зоне. Ознакомиться с многочисленным сварочным оборудованием можно на соответствующих фото.
Электродуговая
При использовании данного вида воздействия сварочная дуга образуется под слоем флюса между электродным элементом и свариваемым материалом. Металлическая масса начинает плавиться от выделяемого тепла, переходит в жидкое состояние. Высокая температура образуется в сварной дуге на небольшом разрыве между электродным стержнем и обрабатываемым материалом. Температурное значение может достигать 6000 °С, чего вполне достаточно, чтобы плавить изделие в месте соединения.
По окончании остывания получается шов, практически не уступающий по прочности обрабатываемому материалу. К разновидности этого типа относится контактный способ, при котором сварку осуществляют методом создания прерывистого оплавления. Используемые электроды имеют специальную маркировку под каждый тип материала. К наиболее удобным аппаратам для этой технологии относятся инверторы. Особой разновидностью дуговой электросварки является плазменная. Способы сварки и виды сварных соединений при электродуговом методе можно посмотреть на видео.
Электрошлаковая
Этот вид процесса использует шлаковую ванночку, разогреваемую действием электротока, для создания области плавления. При этом происходит защита участка кристаллизации от водородного насыщения, а также окисления. Теплота для плавки образуется при прохождении сварного электротока через расплавленный шлак (флюс), имеющий хорошую электропроводность.
После погружения электрода в шлаковую ванну, электрическая дуга гаснет, а ток начинает идти по жидкой шлаковой массе. Соединение выполняется движением внизу вверх на вертикальных швах с небольшим зазором по кромкам деталей. Этот тип сваривания применяется для изделий с толщиной от 15 мм и до целых 600 мм. Помимо этого, данную технологию используют для получения отливок, а также переплавки стали из различных отходов.
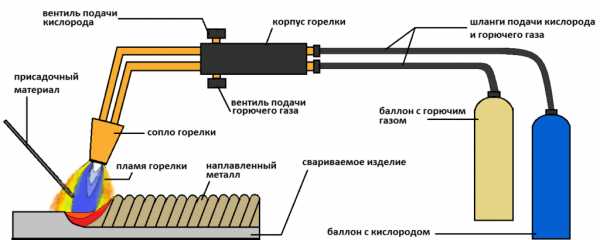
Газопламенная
Главным тепловым источником при этом виде обработки служит пламя горелки. Для его образования используют газовую смесь с кислородом. К наиболее применяемым газам относится бутан, ацетилен, пропан, МАФ. Обрабатываемые поверхности плавятся одновременно с присадочным элементом. Мощность пламени регулируется оператором и зависит от количества кислорода в газовой смеси. Оно может иметь восстановительный характер, нейтральный или же окислительный.
Повышенная скорость сваривания, а также превосходное качество шовного соединения получается при использовании МАФ. Это название обозначает метил-ацетиленовую фракцию. Однако, она требует наличия специальной проволоки с большим количеством кремния и марганца, что значительно удорожает процесс. Виды сварки и их краткая характеристика при газопламенном методе показаны на соответствующем видео.
Плазменная
Энергия для этого типа обработки получается за счет ионизированного газа – плазмы. Это нестандартная форма выполнения сварочных работ. Плазменная технология использует особые аппараты – плазмотроны высокочастотного, а также дугового вида. Для металлических и стальных сплавов применяют агрегаты прямого действия, а полупроводники и диэлектрики свариваются приборами косвенного воздействия. В специальной камере плазмотронного агрегата рабочий газ разогревается особыми вихревыми токами, которые создаются высокочастотным индуктором. Отсутствие электродов предоставляет возможность использования факела плазмы высокой чистоты.

Электронно-лучевая
При электронно-лучевом сваривании тепло создается мощным потоком, который бывает электронным или фотонным. Он имеет энергию огромных значений. На высокой скорости частицы попадают на изделие и передают его атомам свою энергетическую мощь. При этом выполняется интенсивное нагревание стыка свариваемых элементов. Процедура выполняется в вакуумной области, что повышает качество сварного стыка. Электронный пучок можно сформировать до микроскопических размеров, доходящих до нескольких микрон. Выполнение сваривания микродеталей возможно с использованием исключительно данной технологии.
Лазерная
Процессы с применением лазерного оборудования отличаются легкостью управления, простотой осуществления, полным контролем над локализованной областью обработки, а также отсутствием механического воздействия. Маленький пучок лазера предоставляет возможность реализовать многие операции на деталях из легкодеформируемых материалов, а также вблизи элементов с высокой чувствительностью к тепловому воздействию. Соединение при этом методе получается путем местного расплавления участков изделий. К недостаткам данного процесса относится необходимость использования специальной системы управления и технологические особенности, что весьма снижает КПД, а также чистоту сваривания при обработке энергоемких изделий.
Автоматизация процесса
Некоторые разновидности работ, сварка которых выполняется в больших масштабах, требуют наличия автоматической установки. Она подает чистую электродную проволоку, а также флюс гранулированного вида на свариваемый участок. При этом осуществляется перемещение дуги по длине сварного стыка, в автоматическом режиме поддерживается стабильное дуговое горение. Сваривание под флюсом в автоматическом режиме используется для металлов ответственных узлов при толщине до 10 мм. Кроме того, автоматические устройства применяются на производстве при выпуске однотипных элементов крупными партиями.
Производительность данного процесса намного превышает использование ручного сваривания. Данная технология предоставляет возможность обрабатывать металлические предметы с размером стыка соединяемых элементов до 20 мм без предварительной разделки граней. При этом существует и недостаток, заключающийся в ограниченной маневренности агрегатов, при которой сварная обработка поверхностей производится в нижнем положении.
Использование полуавтоматов для сваривания под флюсом оптимально для изделий с небольшим радиусом закруглений, малой длиной стыков, а также для труднодоступных участков. При этом процессе устройство выполняет исключительно подачу электродной сварной проволоки в область работы. Перемещение дуги по соединительному шву производит сам сварщик, используя особый электрододержатель. Полуавтоматические аппараты применяются при мелкосерийном производстве и индивидуальном изготовлении деталей.

Требования к сварочным швам
Соединения материалов, которые получаются с использованием сваривания, обязаны обеспечить надежность, а также работоспособность конструкции. Прочность и выносливость не должны снизиться со временем и гарантировать безопасное применение деталей, конструкций. По этим причинам к качеству сварных стыков предъявляются требования, напрямую зависящие от предназначения деталей. Помимо общих положений, используются специальные стандарты, устанавливающие конкретные параметры сварочных стыков.
Повышенные требования предъявляются к швам, постоянно находящимся под воздействием больших напряжений на растяжение (балки, стены, фермы). Показатели среднего уровня относятся к стыковым соединениям, противостоящим сдвигам, растяжениям, а также угловым при сваривании основных конструкционных деталей. Невысокие требования возлагаются на швы углового и стыкового типа вспомогательных конструктивных элементов.
oxmetall.ru
Термический класс сварки
Виды сварки
К термическому классу сварки относятся соединения, получаемые местным плавлением поверхностей при помощи тепловой энергии. Тепло для сварки можно получить при помощи электрической дуги (дуговая сварка), от сгорания газовой смеси (газовая сварка), электронным или фотонным лучом (электронно-лучевая или лазерная сварка), сжиганием термитной смеси (термитная сварка), при прохождении электрического тока через расплавленный металл (электрошлаковая сварка) и т.д.
Дуговая сварка
При этом способе тепло для плавления получают от электрической дуги, возникающей в узком разрыве электрической цепи между сварочным электродом и изделием. Электрическое сопротивление этого зазора поднимает температуру до 4500 - 6000°С, в результате чего расплавляется конец электрода и участок детали, подлежащий соединению посредством сварки. После остывания металла получается сварочный шов, по прочности не уступающий основному металлу изделия. Яркий голубой свет и эффектный фонтан искр являются отличительной чертой дуговой сварки. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляется сжатой дугой.
Газовая сварка
При газовой сварке разогрев свариваемой кромки происходит при помощи газопламенной ее обработки. Пламя, полученное при выходе из газовой горелки, создает температуру до 3000°С и позволяет не только проводить сварку металлических кромок отдельных деталей, но и резать металл, нагревать его для гибки и т.д.
Лучевая сварка
Тепло в зоне сварки при лучевой сварке получают, бомбардируя сварочную кромку направленным электронным или фотонным потоком. Электронный поток получают при помощи специального прибора - электронной пушки, а фотонный поток создают в лазерных установках.
Термитная сварка
При термитной сварке используют тепло, полученное в результате сжигания термитной смеси, состоящей из алюминия и оксидов железа.
Электрошлаковая сварка
При электрошлаковой сварке плавление кромок свариваемых деталей получают теплом, возникающим при прохождении электрического тока через расплавленный электропроводный шлак.
Термическая разделительная резка
Под термической разделительной резкой понимают процесс обратный сварке, то есть, когда атомы металла сгорают в струе технически чистого кислорода, а полученные при этом продукты сгорания удаляются из зоны резания.
Термомеханический класс сварки
К термомеханическому классу относят кузнечную, контактную, диффузионную и прессовую сварку, использующую одновременно энергию механического и термического воздействия.
Кузнечная сварка
Кромки свариваемых деталей нагревают в специальных печах-горнах до требуемой температуры, а затем при помощи ударного механического воздействия соединяют между собой. Если для соединения деталей используют механические прессы, а для нагрева - все ранее перечисленные способы термического воздействия, то такой вид сварки называют прессовым.
Контактная сварка
Соединяемые детали сдавливают между собой, а тепло для сварки получают при прохождении электрического тока через контактную часть деталей. В зависимости от размеров контактной части свариваемых деталей различают точечную, стыковую, шовную и рельефную контактную сварку. Этот вид получил одно из ведущих мест в машиностроении, так как является наиболее экономичным и производительным. Контактная сварка легче всего поддается механизации и автоматизации, где механические роботы заменяют человека со сварочным электрододержателем.
Диффузионная сварка
Сварку деталей получают за счет диффузии атомов из одной детали в другую, возникающей при относительно небольшом длительном нагреве и пластической деформации, получающейся от механического давления.
Механический класс сварки
В механическом классе сварки соединение поверхностей осуществляется механическим воздействием (давление, трение, взрыв и т.д.) без использования внешнего источника тепла.
Сварка трением
При сварке трением нагрев свариваемых деталей получают за счет сил трения, возникающих при вращении деталей относительно друг друга при одновременном сдавливании их между собой.
Холодная сварка
При сильном сдавливании деталей между собой получается пластическая деформация металла, при которой атомы двух деталей настолько близко сближаются, что между ними возникают силы взаимодействия. В результате этого получается достаточно прочное соединение деталей, называемое холодной сваркой.
Сварка взрывом
Сближение атомов между собой может происходить в результате направленного взрыва, при котором частицы быстро движутся навстречу друг другу и, соударяясь, сближаются между собой настолько, что между ними возникают силы взаимодействия.
Ультразвуковая сварка
Силы взаимодействия между атомами при ультразвуковой сварке возникают в результате колебаний кристаллической решетки металла под действием ультразвуковых колебаний.
build.novosibdom.ru
Глава 1 Термический класс сварки
Классификация видов сварки плавлением
Термический класс сварки включает все виды сварки с использованием тепловой энергии.
Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно разделить на следующие основные виды:
• газовая сварка;
• электрическая дуговая сварка;
• электрошлаковая сварка;
• электронно-лучевая сварка;
• плазменная сварка;
• лазерная сварка;
• термитная сварка.
Этот класс характеризуется тем, что сварка осуществляется плавлением кромок соединяемых частей. При этом образуется ванна расплавленного металла. После отвода источника нагрева металл сварочной ванны кристаллизуется и образуется сварной шов, соединяющий свариваемые части. Сварка – сложный и быстропротекающий физико-химический процесс образования соединения материалов. Подготовка заготовок и продуманная технология делают сварку легкой, быстрой.
Из курса физики нам известно, что состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают четыре основные состояния материи:
• твердое;
• жидкое;
• газообразное;
• плазму.
Твердое тело представляет собой «агрегат» атомов, находящихся во взаимодействии, а его физические характеристики определяются их взаимным расположением (кристаллической решеткой) и химическими связями, действующими между ними.
Соединение сваркой твердых тел можно представить как образование прочных и устойчивых химических связей между атомами соединяемых элементов. Для получения прочного соединения твердых тел необходимо их сблизить до возникновения межатомных связей.
В твердом и жидком состоянии расстояние между молекулами и атомами очень мало. Этим объясняется малая сжимаемость этих веществ и их общее название – «конденсированное состояние».
В газах расстояние между молекулами значительно больше, поэтому газы сравнительно легко сжимать под воздействием внешнего давления.
Различие в электропроводности твердых, жидких и газообразных веществ также объясняется различием расстояний между атомами и молекулами. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядер своих атомов, легко теряют связь с ядром. Благодаря этому появляются свободные электроны, легко перемещающиеся по объему вещества. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводниках. В газах электроны притягиваются только к своим ядрам, поэтому при нормальных условиях газы электрический ток не проводят.
Вся история человечества связана с освоением энергии, в частности тепловой энергии. От древнего пламени костра до управления потоками света в лазерном луче – вот история технологии. В таблице 1 приведены данные о плотности потоков тепловой энергии и минимально достижимых площадях нагрева материалов, т. е. фокусировке потоков энергии в пятно нагрева.
Таблица 1
Энергетические свойства источников тепла
Классификацию сварки можно провести по степени механизации процессов. Тогда выделяют сварку: ручную, механизированную (полуавтоматическую), автоматическую.
Ручная сварка производится оператором (сварщиком) с помощью инструмента вручную, без применения механизмов.
Механизированная сварка выполняется оператором при помощи устройства (машины или механизма), подающего электродную проволоку в зону сварки.
Автоматическая сварка осуществляется без участия человека. При этом механизируются операции по получению сварного шва по заданной программе.
По способу защиты металла различают: сварку в воздухе, в вакууме, в среде защитных газов, под слоем флюса, в пене и т. п.
Общая схема методов сварки плавления (рис. 1) может быть представлена рядом последовательных стадий состояния металла в зоне сварки:
1 – элементы собраны под сварку и закреплены в необходимом положении относительно друг друга. Между элементами остается зазор. В зоне стыка полностью отсутствуют химические связи;
2 – на поверхность металла в зоне стыка воздействуют мощным концентрированным потоком тепловой энергии Q. Подведенный тепловой поток нагревает кромки материала выше температуры плавления. Расплавленный металл обеих кромок сливается, образуется общая ванночка из жидкого металла (сварочная ванна). Ванночка удерживается на частично оплавленных кромках. Зазор между заготовками исчезает. Химические связи в жидком металле близки к химическим связям твердого тела, поэтому эту стадию принято называть образованием физического контакта;
3 – при прекращении теплового воздействия на кромки свариваемых элементов (выключение источника тепла или перемещение его вдоль кромок) зона сварки охлаждается за счет передачи теплоты вглубь свариваемых элементов и в окружающую среду. Происходит кристаллизация сварочной ванны с образованием литой структуры шва, т. е. создание химических связей по сечению свариваемого соединения. Частично оплавленные зерна основного металла на границе сварочной ванны являются основанием для «пристройки» атомов из жидкости для кристаллизации шва.
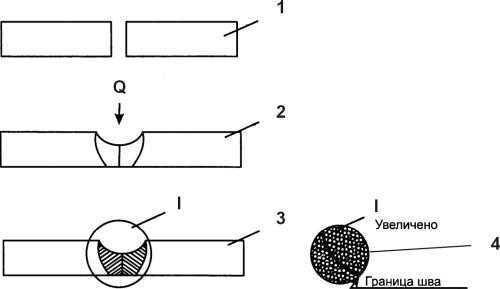
Рис. 1. Схема стадий образования соединения сваркой плавлением:
1 – сборка под сварку;
2 – образование сварочной ванны под воздействием теплоты;
3 – кристаллизация ванны с образованием сварного соединения;
4 – макроструктура зерен на границе шва.
Рассмотрим основные виды сварки плавлением.
Следующая глава
info.wikireading.ru
Каталог статей
Виды термического класса сварки
| Термический класс объединяет виды сварки,которые производятся местным плавлением металла. Сущность сварки плавлением заключается в расплавлении кромок соединяемых деталей под действием источника нагрева, в результате чего создается общий объем жидкого металла (сварочная ванна), а после остывания - сварной шов. |
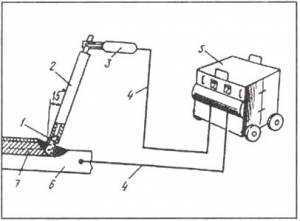 Рис.11 - сварочная дуга; 2 - электрод; 3 - электрододержатель; 4- сварочные провода; 5 - источник питания; 6 - основной металл; 7 - сварной шов. Рис.11 - сварочная дуга; 2 - электрод; 3 - электрододержатель; 4- сварочные провода; 5 - источник питания; 6 - основной металл; 7 - сварной шов. | 1. Ручная дуговая сварка (рис. 1) производится металлическими электродами, покрытыми специальной обмазкой. К электроду и свариваемому металлу подводится электрический ток, в результате чего возникает дуга, постоянную длину которой необходимо поддерживать на протяжении всего процесса сварки. Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Капли металла металлического стержня, покрытые шлаком, переходят в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере плавления электрода покрытие образует газашлаковую защиту, изолирующую зону дуги и сварочную ванну от атмосферного воздуха. По мере удаления дуги происходит остывание ванны, и образуется сварной шов. |
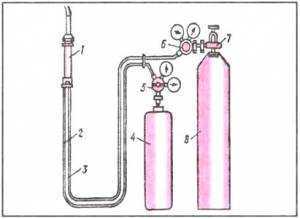 Рис.21 - горелка; 2 - шланг для подвода ацетилена;3 - шланг для подвода кислорода; 4 - ацетиленовый баллон; 5 - ацетиленовый редуктор;6 - кислородный редуктор; 7 - кислородный вентиль; 8- кислородный баллон. Рис.21 - горелка; 2 - шланг для подвода ацетилена;3 - шланг для подвода кислорода; 4 - ацетиленовый баллон; 5 - ацетиленовый редуктор;6 - кислородный редуктор; 7 - кислородный вентиль; 8- кислородный баллон. | 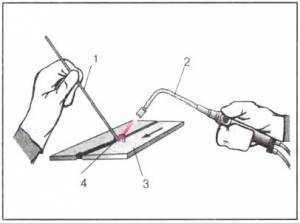 Рис.З1- присадочная проволока; 2- горелка; 3-основной металл; 4- сварочное пламя. Рис.З1- присадочная проволока; 2- горелка; 3-основной металл; 4- сварочное пламя. | 2. Газовая сварка (рис. 2) - это сварка плавлением, при которой металл в зоне соединения нагревают газовым пламенем до расплавления. Пламя образуется при сгорании горючего газа в кислороде. При нагреве газовым пламенем (рис. 3) кромки свариваемых заготовок расплавляются вместе с присадочным металлом, который может дополнительно вводится в пламя горелки. После затвердевания жидкого металла образуется сварной шов. |
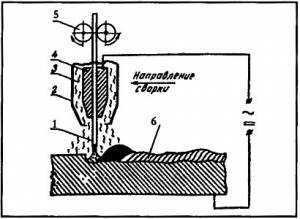 Рис.41 - сварочная проволока; 2 - сопло горелки; 3 - защитный газ; 4 - токоподводящий мундштук;5 - подающие ролики ; 6 - сварной шов. Рис.41 - сварочная проволока; 2 - сопло горелки; 3 - защитный газ; 4 - токоподводящий мундштук;5 - подающие ролики ; 6 - сварной шов. | 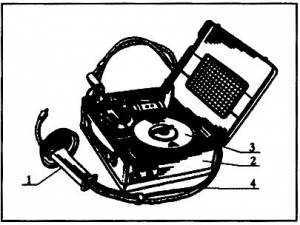 Рис.51 - горелка; 2 - подающий механизм; 3 - катушка с проволокой; 4- шланг для подачи углекислого газа. Рис.51 - горелка; 2 - подающий механизм; 3 - катушка с проволокой; 4- шланг для подачи углекислого газа. | 3. Полуавтоматическая сварка в среде защитного газа производится сварочной проволокой , которая подается автоматически в зону сварки. Дуга горит между непрерывно подающейся проволокой и свариваемым металлом (рис. 4). Одновременно с проволокой подается газ (углекислый, аргон или др.), который защищает сварочную ванну от вредного воздействия воздуха. Сварщик перемещает горелку вдоль свариваемых кромок. Внешний вид полуавтомата для сварки в углекислом газе показан на рис. 5. |
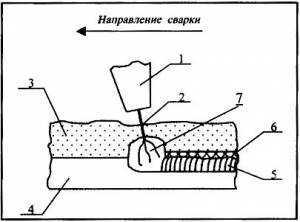 Рис. 61 - автомат (нижняя часть) ; 2 - проволока; 3 - флюс; 4- основной металл; 5 - сварной шов; 6 - шлаковая корка; 7 - сварочная дуга. Рис. 61 - автомат (нижняя часть) ; 2 - проволока; 3 - флюс; 4- основной металл; 5 - сварной шов; 6 - шлаковая корка; 7 - сварочная дуга. | 4. Автоматическая сварка под флюсом (рис. 6). При дуговой сварке под флюсом дуга горит под порошкообразным флюсом, слой которого полностью закрывает дугу и зону сварки. Электродом служит голая проволока. Флюс защищает расплавленный металл от газов воздуха и улучшает качество металла шва. Дуговая сварка под флюсом выполняется автоматами и полуавтоматами. Сварочный автомат - это аппарат, в котором подача сварочной проволоки в дугу и перемещение дуги по изделию механизированы. | |
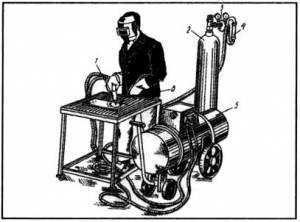 Рис. 71 - горелка; 2 - баллон с аргоном; 3 - редуктор; 4 - ротаметр; 5 - сварочный преобразователь; 6 - присадочная проволока. Рис. 71 - горелка; 2 - баллон с аргоном; 3 - редуктор; 4 - ротаметр; 5 - сварочный преобразователь; 6 - присадочная проволока. | 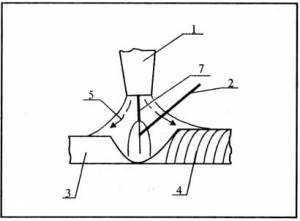 Рис. 81- горелка; 2 - присадочная проволока; 3 -основной металл; 4- сварной шов; 5 - газ; 6 - сварочная дуга; 7- вольфрамовый электрод. Рис. 81- горелка; 2 - присадочная проволока; 3 -основной металл; 4- сварной шов; 5 - газ; 6 - сварочная дуга; 7- вольфрамовый электрод. | 5. Аргонодуговая сварка вольфрамовым электродом осуществляется с использованием вольфрамового электрода, который закрепляется в горелке, и одновременной подачей защитного газа аргона, поступающего из баллона под давлением в зону сварки (рис. 7). С помощью редуктора устанавливается нужное давление, а ротаметр измеряет расход газа.Аргонодуговая сварка вольфрамовым электродом может быть как ручной, так и автоматической. Дуга горит между вольфрамовым электродом и основным металлом (рис. 8). Вольфрамовый электрод не плавится. Расплавляются основной металл и присадочная проволока, в результатечего образуется сварочная ванна, а после остывания - сварной шов. Аргон защищает сварочную ванну от вредного воздействия газов воздуха. |
газовая сварка, сварка, дуговая сварка
www.sibelektrod.ru
КЛАССЫ СВАРКИ.

Сварка является процессом, в результате которого получают неразъемное соединение. Оно создается при помощи установки межатомной связи между свариваемыми частями при общем или местном нагреве. Сегодня существует достаточно большое количество видов сварки. Все они подразделяются по физическим, технологическим и техническим признакам. Относительно физических признаков и формы используемой энергии выделяют классы сварки:
1) термический
2) термомеханический
3) механический.
Термический класс сварки включает в себя типы сварки, осуществляемые при помощи плавления. Здесь используется тепловая энергия. В этом классе различают такие типы сварки, как плазменная сварка, сварка дуговая, газовая сварка, электрошлаковая сварка. Самым распространенным видом считается электродуговая сварка. Здесь плавление происходит благодаря теплоте от электрической дуги. Также применяется ручная дуговая сварка, которая является универсальным. Она производится в труднодоступных местах, для небольших швов, при монтажных работах. Кромка деталей, которые соединяются, а также присадочная проволока сплавляются в результате электрошлаковой сварки. При плазменной сварке используется сжатая плазменная струя, оказывающая газодинамическое и тепловое воздействие. Такой вид сварки является достаточно многофункциональным. В ходе газопламенной сварки применяется присадочный материал, чтобы усилить швы.

Также классы сварки подразделяются на термомеханический класс, подразумевающий виды сварки, при которых используется давление и тепловая энергия. Данный класс подразделяется на следующие виды: диффузионная сварка и сварка контактная. Кратковременным нагревом без оплавления места соединения характеризуется контактная сварка. В таком случае создается пластическая деформация, в результате которой происходит непосредственно сварное соединение. При применении контактной сварки непосредственно место соединения разогревается при помощи электрического тока, проходящего в месте сварки по металлу.
Механический класс представлен видами сварки, производящиеся с применением механической энергии и давления. Этот класс выделяет ультразвуковую сварку, сварку взрывом, холодную сварку и сварку трением. В этом случае в месте сварочного контакта получается выделение наибольшего количество теплоты.
Классификация контактной сварки.
Контактная сварка включает в себя несколько видов. Классификация сварки зависит от нескольких признаков:
1.В зависимости от формы сварного соединения: рельефная, шовная, точечная, стыковая.
2.Конструкция соединения может быть либо стыковой, либо нахлесточной.
3. По отношению к состоянию металла в месте сварки: без расплавления и с расплавлением металла.

4. В зависимости от способа подвода тока: односторонняя и двусторонняя.
5. По степени перемещения роликов в процессе шовной сварки: шаговая или непрерывная.
Классы дефектности сварного соединения.
Оценка единичных дефектов по ширине в том случае, если толщина свариваемых элементом в пределах 45 миллиметров, может производиться по нормам третьего класса вместо четвертого. Оценка единичных пор и включений при кольцевом сварном соединении толщиной не больше 10 миллиметров, возможно производить по пятому классу. Имеется возможность допускать внутренний непровар, который располагается в месте смыкания корневого шва. Глубина его должна быть не больше, чем 10 процентов от толщины стенки корпуса, но также и не больше 2 миллиметров.
Непровар допускается в корневом шве, глубина не больше 10 процентов от номинальной толщины свариваемого элемента, но и не больше двух миллиметров:
- в угловом сварном соединении сосудов четвертой и пятой групп, которые предназначены для работы при температурных условиях не выше 0 градусов.
- в кольцевом стыковом соединении, которое доступно для сварки лишь с одной стороны и выполняется без подкладного кольца.
Классификация покрытых электродов.
На сегодняшний день в промышленности используются сварочные электроды для сварки углеродистой конструкционной стали. Такие электроды соответствуют ГОСТу 9467-60. Их основа состоит из разных механических признаков сварных соединений, выполняемых электродами. Кроме того, в наплавленном металле довольно сильно сокращается количество серы и фосфора.
Маркировка сварочных электродов обозначается буквой «Э». Дальше следуют цифры, которые обозначают самое нижнее значение, являющееся прочностью данного электрода. Согласно ГОСТу электроды выделяются от Э34 до Э145. Если после буквы «Э» идет буква «А», то это обозначает, что электрод может обеспечивать большое значение пластических характеристик. Электрод, имеющий характеристику Э34, дает достаточно низкую прочность и относится к таким электродам, которые называются тонким стабилизирующим покрытием.
elektrosvarshchik.ru
www.samsvar.ru
Глава 1 Термический класс сварки. Сварка
Классификация видов сварки плавлением
Термический класс сварки включает все виды сварки с использованием тепловой энергии.
Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно разделить на следующие основные виды:
• газовая сварка;
• электрическая дуговая сварка;
• электрошлаковая сварка;
• электронно-лучевая сварка;
• плазменная сварка;
• лазерная сварка;
• термитная сварка.
Этот класс характеризуется тем, что сварка осуществляется плавлением кромок соединяемых частей. При этом образуется ванна расплавленного металла. После отвода источника нагрева металл сварочной ванны кристаллизуется и образуется сварной шов, соединяющий свариваемые части. Сварка – сложный и быстропротекающий физико-химический процесс образования соединения материалов. Подготовка заготовок и продуманная технология делают сварку легкой, быстрой.
Из курса физики нам известно, что состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают четыре основные состояния материи:
• твердое;
• жидкое;
• газообразное;
• плазму.
Твердое тело представляет собой «агрегат» атомов, находящихся во взаимодействии, а его физические характеристики определяются их взаимным расположением (кристаллической решеткой) и химическими связями, действующими между ними.
Соединение сваркой твердых тел можно представить как образование прочных и устойчивых химических связей между атомами соединяемых элементов. Для получения прочного соединения твердых тел необходимо их сблизить до возникновения межатомных связей.
В твердом и жидком состоянии расстояние между молекулами и атомами очень мало. Этим объясняется малая сжимаемость этих веществ и их общее название – «конденсированное состояние».
В газах расстояние между молекулами значительно больше, поэтому газы сравнительно легко сжимать под воздействием внешнего давления.
Различие в электропроводности твердых, жидких и газообразных веществ также объясняется различием расстояний между атомами и молекулами. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядер своих атомов, легко теряют связь с ядром. Благодаря этому появляются свободные электроны, легко перемещающиеся по объему вещества. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводниках. В газах электроны притягиваются только к своим ядрам, поэтому при нормальных условиях газы электрический ток не проводят.
Вся история человечества связана с освоением энергии, в частности тепловой энергии. От древнего пламени костра до управления потоками света в лазерном луче – вот история технологии. В таблице 1 приведены данные о плотности потоков тепловой энергии и минимально достижимых площадях нагрева материалов, т. е. фокусировке потоков энергии в пятно нагрева.
Таблица 1
Энергетические свойства источников тепла
Классификацию сварки можно провести по степени механизации процессов. Тогда выделяют сварку: ручную, механизированную (полуавтоматическую), автоматическую.
Ручная сварка производится оператором (сварщиком) с помощью инструмента вручную, без применения механизмов.
Механизированная сварка выполняется оператором при помощи устройства (машины или механизма), подающего электродную проволоку в зону сварки.
Автоматическая сварка осуществляется без участия человека. При этом механизируются операции по получению сварного шва по заданной программе.
По способу защиты металла различают: сварку в воздухе, в вакууме, в среде защитных газов, под слоем флюса, в пене и т. п.
Общая схема методов сварки плавления (рис. 1) может быть представлена рядом последовательных стадий состояния металла в зоне сварки:
1 – элементы собраны под сварку и закреплены в необходимом положении относительно друг друга. Между элементами остается зазор. В зоне стыка полностью отсутствуют химические связи;
2 – на поверхность металла в зоне стыка воздействуют мощным концентрированным потоком тепловой энергии Q. Подведенный тепловой поток нагревает кромки материала выше температуры плавления. Расплавленный металл обеих кромок сливается, образуется общая ванночка из жидкого металла (сварочная ванна). Ванночка удерживается на частично оплавленных кромках. Зазор между заготовками исчезает. Химические связи в жидком металле близки к химическим связям твердого тела, поэтому эту стадию принято называть образованием физического контакта;
3 – при прекращении теплового воздействия на кромки свариваемых элементов (выключение источника тепла или перемещение его вдоль кромок) зона сварки охлаждается за счет передачи теплоты вглубь свариваемых элементов и в окружающую среду. Происходит кристаллизация сварочной ванны с образованием литой структуры шва, т. е. создание химических связей по сечению свариваемого соединения. Частично оплавленные зерна основного металла на границе сварочной ванны являются основанием для «пристройки» атомов из жидкости для кристаллизации шва.
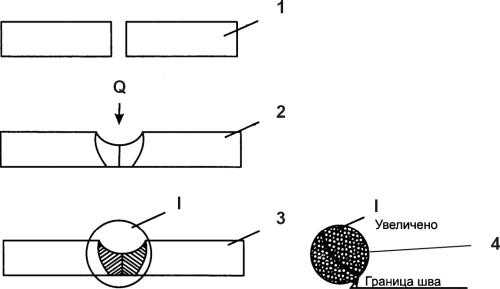
Рис. 1. Схема стадий образования соединения сваркой плавлением:
1 – сборка под сварку;
2 – образование сварочной ванны под воздействием теплоты;
3 – кристаллизация ванны с образованием сварного соединения;
4 – макроструктура зерен на границе шва.
Рассмотрим основные виды сварки плавлением.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Механический класс сварки (М)
Сварочные работы: современное оборудование н технология работ
Классификация видов сварки давлением
К механическому классу относят виды сварки, осуществляемые с использованием механической энергии и давления.
К механическому классу относят следующие виды сварки:
- холодная сварка;
- сварка взрывом;
- сварка трением;
- ультразвуковая сварка.
Механическая энергия используется для сближения поверхностей на уровень межатомных взаимодействий элементов свариваемых деталей с образованием устойчивых связей.
Простота оборудования и высокая скорость процесса сварки позволили занять механическому классу сварки достойное место в различных технологических процессах.
Холодная сварка
Холодную сварку выполняют без нагрева, при нормальных или пониженных температурах. Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают окисную пленку на свариваемых поверхностях и сближают свариваемые поверхности да образования металлических связей между ними. Эти связи возникают при сближении поверхностей соединяемых металлов на расстояние порядка нескольких ангстрем в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обоих металлических поверхностей. Такое сближение достигается приложением больших удельных усилий в месте соединения. В результате происходит совместная пластическая деформация. Большое усилие сжатия обеспечивает разрушение пленки оксидов на свариваемых поверхностях и образование чистых поверхностей металла.
С помощью холодной сварки можно сваривать металлы, обладающие высокими пластическими свойствами при нормальной температуре. К этим металлам относятся: алюминий, золото, серебро, кадмий, свинец, цинк, титан, медь, никель, олово и их сплавы. Этот метод также применим для сварки разнородных металлов, например» меди с алюминием.
В недостаточно пластичных материалах при больших деформациях могут образоваться трещины. Высокопрочные металлы и сплавы холодной сваркой не сваривают, так как для этого требуются большие удельные усилия, которые трудно осуществить.
Если при сварке плавлением механизм образования соединения нагляден (например по расплавленным кромкам металла), то при холодной сварке давлением образование прочного соединения (схватывание) элементов происходит в твердой фазе. Таким образом, зона соединения недоступна для непосредственного наблюдения. В схватывании участвует огромное число атомов ■*— до 1014 атомов/см2 со стороны каждого из металлов, а на скорость соединения влияет большое число внешних (температура, состав среды, давление) и внутренних (структура материала, механические свойства, состояние поверхности) факторов.
В проблему объяснения механизмов схватывания материалов в твердой фазе в конце XIX столетия внесли существенный вклад советские ученые: академики С. Б. Айбиндер, А. А. Бочвар, К. К. Хренов, профессора А. П. Семенов, Ю. Л. Красулин, К. А. Кочергин, В. П. Алехин и многие другие.
Получены расчетные данные, выдвинуты гипотезы, но единой теории образования сварочных соединений давлением нет.
Так, по гипотезе (энергетической) профессора А. П. Семенова, были введены количественные показатели процесса схватывания металлов, т. е. той минимальной степени деформации, при которой он начинается:
E = h/s-l00%,
где: h — минимальная глубина вдавливания пуансона, при которой начиналось схватывание;
s — минимальная толщина в месте схватывания;
Е — относительная деформация схватывания.
Процесс схватывания в твердой фазе представляет собой то* похимическую (химическая реакция на поверхности) реакцию, при которой между атомами соединяемых поверхностей вещества устанавливаются связи, аналогичные связям в объеме кристаллической решетки.
Таким образом, особенностью сварки в твердом состоянии является то, что для образования физического контакта и создания условия для химического взаимодействия материалов без расплавления к ним необходимо приложить механическую энергию.
Сварное соединение образуется только при условии выноса (выдавливания) из зоны контакта части поверхностного металла вместе с окисной пленкой. Было установлено, что прочность соединения зависит только от относительной пластической деформации металла и не зависит от времени выдержки в сжатом состоянии.
Холодной сваркой выполняют точечные, шовные и стыковые соединения.
Холодная сварка используется при производстве, например, герметизированных полупроводниковых приборов, различных корпусов, предметов хозяйственно-бытового назначения. При использовании ручных гидропрессов — в монтажных работах, например, для холодной сварки кабельных муфт и проводов в сетях электроснабжения.
Сварочный кабель подбирают соответственно силе тока. Обычно для малых токов до 200 А рекомендуется провод сечением 25 мма. Провод марки типа ПРГ — «провод резиновый гибкий» или типа ПРНГ — …
Молоток, зубило, металлические щетки, зажимы типа струбцин, пенал для электродов диаметром 50-70 мм, длиной 300 мм. Понадобятся также углошлифовальная машинка («болгарка»)и электродрель. Далее при профессиональной работе вы сами определите необходимый …
Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной дуговой электросварке. Они должны прочно удерживать электрод, обеспечивать удобное и прочное крепление сварочного кабеля. Электрододержатель должен обеспечивать возможность …
msd.com.ua
Виды сварки: характеристика разновидностей сварочного процесса
Чтобы получить неразрывное сцепление двух элементов, применяется сварка. Наиболее применим дуговой аппарат. При этом многое зависит от материала, требующего соединения таким образом. Отсюда и различные виды сварки. Они классифицируются по таким признакам, как технологические и физические. Давайте рассмотрим эти способы более подробно.

Основные классы
Есть 3 класса пайки и не только те, которые определяются по физическим признакам. К ним относятся:
Первый класс использует энергию тепла. Сюда относятся плазменный, дуговой и газовый приборы. Термомеханический прибор использует не только тепловую энергию от электродов, но и давление. К нему относятся диффузионная и контактная пайка. Механический тип – это холодная, ультразвуковая спайка. То есть в данном случае применяется механическая энергия.
По техническим признакам виды сварки подразделяются на несколько классов, в зависимости от того, как производится защита соединяемых элементов – под флюсом, в пене, в воздухе или газе, либо комбинируя разные способы.
Также отличия зависят от самого процесса. То есть проводится пайка беспрерывно или прерывисто, с помощьюэлектродов или без них. Классификации зависит и от степени механизации процесса – ручная пайка, полуавтоматическая или полностью автоматизированная.
Влияет и характер защиты металла в том месте, где планируется производить сцепление с помощью электродов. Работа может быть проведена в контролируемой атмосфере или со струйной защитой. В каждом отдельно взятом случае все эти признаки должны быть учтены, и в зависимости от этого подбираются самые оптимальные способы соединения элементов.
Чаще всего применяются основные виды сварки: по типу дуги и электрошлаковая. Каждый из этих типов подразделяется на несколько разновидностей, о которых будет рассказано ниже, с применением электродов или без них. Для начала рассмотрим дуговой.
Варианты аппаратов по типу дуги
В данном случае применяется плавление с помощью электродов, в результате которого соединяемые кромки нагреваются электрической дугой. Дуговой тип имеет несколько разновидностей, основная из них – ручная пайка. Для этого используются такие способы: с применением плавящихся электродов и с применением неплавящихся электродов.
В последнем случае используется графитовый или угольный дуговой провод и присадочный провод. Он греется до большой температуры, и образует тем самым ванночку из металла. Когда расплавленная масса затвердеет, в ванночке образуется прочный шов. Применяется для соединения твердых и цветных металлов. Если используется плавящийся контакт, то происходит плавление дуги и кромки соединяемого материала. Этот тип дуговой запайки производится вручную и используется чаще других.
Электрошлаковые варианты аппаратов
В данном случае работа осуществляется плавлением при помощи электродов. Шлак, образующийся на шве, защищает деталь от воздействия атмосферного воздуха. На дно свариваемого компонента вручную приваривается поддон с водяным охлаждением. В этом основное отличие электрошлакового метода от дуговой системы.
Поддон заполняется специальным флюсом, а над ним крепят проволоку. Она поступает в зону, где требуется соединение, осуществляется это механизмом. Дуга плавит флюс и проволоку, появляется сварочная ванная, а над ней — шлаковая ванная. Расплавленный шлак проводит через себя ток с высоким сопротивлением. Таким образом и происходит сцепление элементов с помощью электродов.
Другие варианты
Помимо описанных выше методик, есть и другие способы:
-
полуавтоматический;
-
автоматический;
-
в газе;
-
электронно-лучевой;
-
плазменный.
Первый и второй методы практически похожи, и используют дуговой принцип. Основные движения в данном случае частично или полностью механизированы. То есть движение контакта, плавящего металл, и подача проволоки производится в автоматическом или полуавтоматическом режиме.
Дуговой метод с применением газа без электродов использует вольфрамовую неплавящуюся проволоку, но может быть применен и плавящийся материал.

Шов образуется в результате плавления кромок соединяемых элементов, а защита от окисления осуществляется посредством газа. Это позволяет оградить детали от воздействия воздуха и облегчить весь процесс.
Последние в списке способы (плазменная и электронно-лучевая спайка) применимы в промышленности и сфере строительства для соединения химически активных и тугоплавких материалов, а также их сплавов. Они отличаются от дуговой методики. В данном случае требуется качественный шов, поэтому работа производится в специальных зонах, защищённых от попадания в них азота, кислорода и водорода, содержащихся в воздухе.
Плазменный метод использует специальный газ, который не только плавит, но и защищает металл от окисления в процессе работы. Электронно-лучевая методика применяет кинетическую энергию. Провода двигаются в вакууме с большой скоростью. Это и позволяет сделать качественный шов на прочных материалах.
Похожие статьиgoodsvarka.ru
1. Классификация способов сварки. Классификация способов сварки
Похожие главы из других работ:
Изготовление секции обечайки с ребрами с разбивкой на узлы
10. Выбор способов сварки и сварочных материалов
Выбор способов сварки и сварочных материалов зависит от многих факторов, основные из которых следующие: - химического состава металла или сплава и их тепло-физических свойств, определяющих технологическую свариваемость...
Изделия из пластмасс и их изготовление
3.1 Классификация способов переработки
пластмасса переработка формование деталь Основные способы переработки пластмасс в приборостроении. Основными операциями технологического процесса являются: подготовка материала, дозирование исходного материала...
Нанесение полимерных покрытий. Классификация методов
4. Классификация способов нанесения покрытий
Все способы нанесения полимерных покрытий можно разделить на три группы. I - группа - способы нанесения, осуществляемые путем напыления порошка на изделия...
Разработка технологии сборки и сварки пояса
1.3 Выбор способов сварки
Различают более 150 видов сварочных процессов. ГОСТ 19521--74 сварочные процессы классифицирует по основным физическим, техническим и технологическим признакам. Основа классификации по физическим признакам -- вид энергии...
Сварочные материалы и оборудование
4.2 Общие требования к сварке. Выбор способов сварки
Для сварки секции переборки основным видом сварки является полуавтоматическая сварка в СО2, сварка выполняется проволокой Ш 1,2мм. Преимущество сварки в углекислоте перед сваркой под флюсом состоит в том...
Совершенствование технологии сварки корпуса механизма компенсации морской буровой установки
2. Анализ возможных способов сварки изделия
Рассмотренная выше технология сборки и сварки имеет ряд недостатков: 1) Много переворотов с использованием крана, кран не всегда бывает доступным в нужный момент, в итоге потеря времени на ожидание крана...
Технологические основы сварки плавлением
2. Характеристики способов сварки
Согласно заданию листовую конструкцию необходимо сварить двумя способами сварки: а) ручной дуговой сваркой; б) сваркой в среде защитных газов плавящимся электродом...
Технологический процесс изготовления ригеля сварного
1.5 Обоснование выбора способов сварки плавлением
При изготовлении ригеля сварного возможно использование следующих видов дуговой сварки: (РДС) ручная дуговая сварка покрытыми электродами; механизированная сварка в защитном газе. Данная конструкция имеет протяжённые тавровые...
Технологический процесс сборки и сварки корпуса выдвижного подхвата
2.2 Выбор и обоснование способов сварки
При сборке конструкции, для постановки прихваток выбираю ручную дуговую сварку, так как этот способ сварки маневренный и универсальный. Сущность способа заключается в действии тепла дуги на плавление электродного и основного металла...
Технологический процесс сборки и сварки секции палубы первого яруса в районе 200...220шп с экономическим обоснованием
2.2 Выбор и обоснование способов сварки
Для постановки прихваток при сборке конструкции, выбираю ручную дуговую сварку, так как для данного вида работ применение этого способа считаю наиболее целесообразным. Сущность данного процесса заключается в том...
Технология производства бесшовных труб
2. Сущность основных способов сварки плавлением и область их рационального применения
1. Электрическая дуговая сварка наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов...
Технология производства бесшовных труб
3. Сущность основных способов сварки давлением
1. Холодная сварка пластичных металлов. Как указывалось выше, для получения в сварном соединении таких же энергетических связей...
Технология производства биметаллов
2. Классификация способов изготовления биметаллов
Рисунок 2.1 - Классификация способов изготовления биметаллов Все спосбы изготовления биметаллов делятся на сварочные процессы (сварку и наплавку), литейное производство, к которому относятся литейное плакирование...
Технология сварочного производства
1. Физическая сущность сварки. Классификация видов сварки
Сваркой называется технологический процесс получения неразъемного соединения отдельных заготовок или узлов из твердых материалов за счет межатомных сил сцепления с применением нагрева их до жидкого или пластического состояния и с...
Усовершенствование технологического процесса сварки емкости пробкоуловителя
2.5 Выбор и обоснование способов сварки
При выборе способа сварки проводят экономическое сравнение. Для этого производят расчеты стоимости сварки одного погонного метра наплавленного металла по тем показателям, которые зависят от способа сварки...
prod.bobrodobro.ru