Содержание
Измерительный инструмент для всего, что требует измерений
Выберите страну
Выберите регион
Выберите город
Поговорку «Семь раз отмерь — один раз отрежь», наверное, вспоминают чаще других. И вместе с ней из глубин памяти всплывает деревянная линейка, ножницы, испорченный лист бумаги и детское горе. А вот у тех, кто занимается составлением коммерческих предложений и монтажом, эта пословица ассоциируется с упущенной прибылью и испорченными материалами. Как избавиться от неприятных ассоциаций? Выход один — в правильном использовании надлежащим образом подобранного измерительного инструмента.
В этом материале мы рассмотрим измерительные инструменты и приборы, как классические, так и новомодные. Новые технологии помогают проводить измерения не только точнее, но и быстрее. В качестве примера таких технологий можно привести электронные шкалы, лазерные указатели, ультразвуковые измерители расстояния. Так, использование электронных шкал вместо механических позволяет существенно расширить набор функций измерительного инструмента за счет встроенных вычислительных возможностей и избавиться от необходимости применения калькулятора. Среди самых важных функций — измерения относительно заданной базы, усреднение результата, вычисление площадей и объемов.
Новые технологии помогают проводить измерения не только точнее, но и быстрее. В качестве примера таких технологий можно привести электронные шкалы, лазерные указатели, ультразвуковые измерители расстояния. Так, использование электронных шкал вместо механических позволяет существенно расширить набор функций измерительного инструмента за счет встроенных вычислительных возможностей и избавиться от необходимости применения калькулятора. Среди самых важных функций — измерения относительно заданной базы, усреднение результата, вычисление площадей и объемов.
Чаще всего приходится проводить линейные измерения объектов. Классическими инструментами для таких измерений являются рулетка, линейка, штангенциркуль, микрометр и калибр.
Микрометр и штангенциркуль в области монтажа и обслуживания телекоммуникаций применяются редко. Микрометр может использоваться для измерения сечений проводников, а штангенциркуль — для разметки во время слесарных работ (например, при изготовлении крепежных и монтажных отверстий). Изменились эти инструменты не сильно, но возможность цифрового отсчета появилась и у них. Столь же редко, в основном для определения зазоров при ремонте оргтехники, применяются плоские калибры.
Изменились эти инструменты не сильно, но возможность цифрового отсчета появилась и у них. Столь же редко, в основном для определения зазоров при ремонте оргтехники, применяются плоские калибры.
Наибольшей популярностью при измерении протяженных объектов и разметке помещений пользуется рулетка. Пожалуй, она является наиболее часто используемым измерительным инструментом. Приобретая рулетку, первое, на что следует обратить внимание, — это качество полотна. У хороших рулеток полотно изготовлено из гибкой стальной ленты (чем она шире, тем лучше), но за счет поперечного профиля его можно даже на весу выдвинуть из корпуса рулетки и использовать для измерений прямой отрезок длиной до трех метров. Упор в нулевой отметке полотна должен двигаться для обеспечения правильного измерения охватываемого и охватывающего размеров. С целью максимального удобства определения внутренних размеров корпус рулетки обычно делают калиброванным, а результат получают, сложив отсчет по выдвинутому полотну с длиной корпуса.
Если измерения выполняются в основном в вертикальной плоскости, то удобнее применять измерительную штангу (телескопическую линейку). Штанга имеет губки для измерения охватываемого и охватывающего размеров, а также встроенный уровень для вертикального позиционирования.
Для измерения больших длин на поверхности пола или грунта применяется мерное колесо. С его помощью, например, очень удобно измерять протяженность кабельных трасс на улице или размечать место до повреждения кабеля по данным измерений рефлектометра.
Еще один, к сожалению, незаслуженно забытый инструмент может очень помочь при наличии выполненных в масштабе строительных чертежей или планов объекта. Какую бы причудливую конфигурацию ни имела трасса кабельной линии, ее длину, если она обозначена на чертежах, всегда можно измерить с помощью курвиметра. А значит, курвиметр пригодится при оценке стоимости монтажа кабельных систем по плану помещения.
А значит, курвиметр пригодится при оценке стоимости монтажа кабельных систем по плану помещения.
Другое дело, если плана нет, а заказчик хочет, чтобы, окинув взглядом его офис, переполненный людьми и загроможденный мебелью, вы немедленно ответили на вопрос о стоимости предполагаемых монтажных работ, и как можно точнее. В такой ситуации всегда существует риск: если назвать небольшую цифру, то потом увеличить цену будет сложно, если же назвать завышенную сумму, то заказчик может уйти к конкурентам. Проблема решается с помощью ультразвукового или инфракрасного термометра. Эти приборы позволяют за пару минут получить значения всех трех измерений помещения и, если нужно, вычислить его площадь и объем. Измеритель достаточно приставить к стене, направить его в сторону другой стены и нажать на кнопку — и вы узнаете расстояние между ними.
Однако использование измерителей требует определенных навыков и внимательности: в случае сложной формы помещения или наличия в нем колонн можно легко ошибиться. Во избежание ошибки предпочтительнее использовать измерители с лазерным указателем. Чтобы снизить риск ошибки, измерения следует повторить несколько раз в разных точках. Полную же гарантию точного отсчета дает применение прибора с мишенью, устанавливаемой напротив измерителя. Поскольку мишень опознается прибором, то ошибки быть не может. Но и у этого устройства имеется недостаток — для выполнения измерений требуется участие двух человек.
Во избежание ошибки предпочтительнее использовать измерители с лазерным указателем. Чтобы снизить риск ошибки, измерения следует повторить несколько раз в разных точках. Полную же гарантию точного отсчета дает применение прибора с мишенью, устанавливаемой напротив измерителя. Поскольку мишень опознается прибором, то ошибки быть не может. Но и у этого устройства имеется недостаток — для выполнения измерений требуется участие двух человек.
Несколько иной набор инструментов необходим при разметке помещения во время монтажа кабельных каналов. К уже упомянутым рулетке и штанге следует добавить уровень, красящую нить для отбивки трассы, лазерный маяк (если у вас есть на него средства) и детектор неоднородностей.
Хорошо известный пузырьковый уровень тоже не отстает от общей тенденции. Очень удобны модели со встроенным лазерным указателем — они позволяют без труда разметить вертикальную или горизонтальную линию, углы по 45°. Полученную таким способом или посредством измерений линию наносят на размечаемую поверхность маркером или с помощью красящей нити. Последний способ (отбивка) гораздо удобнее, так как он позволяет нанести ровную линию за несколько секунд — нить фиксируется по краям, натягивается и отпускается.
Очень удобны модели со встроенным лазерным указателем — они позволяют без труда разметить вертикальную или горизонтальную линию, углы по 45°. Полученную таким способом или посредством измерений линию наносят на размечаемую поверхность маркером или с помощью красящей нити. Последний способ (отбивка) гораздо удобнее, так как он позволяет нанести ровную линию за несколько секунд — нить фиксируется по краям, натягивается и отпускается.
Лазерный маяк еще более упрощает работу — он устанавливается на одной из стен или на треноге посреди комнаты и выравнивается в горизонтальной плоскости. Причем выравнивание может выполняться вручную или автоматически. С помощью проходящего через развертывающее устройство лазерного луча маяк может рисовать горизонтали и вертикали по всему периметру комнаты.
После разметки трассу для монтажа кабельных каналов необходимо проверить с помощью детекторов на предмет наличия силовой проводки, арматуры или других неоднородностей в местах, выбранных для сверления крепежных отверстий, и оценить глубину их залегания.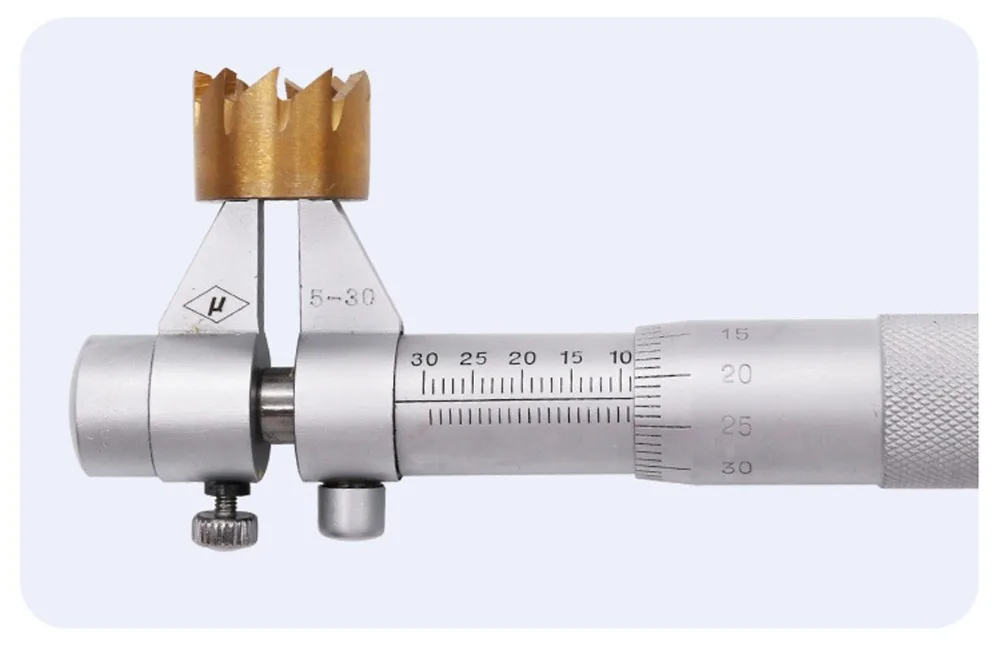 Применяемые для этих целей приборы позволяют также выявить места расположения элементов каркаса в стенах из гипсокартона.
Применяемые для этих целей приборы позволяют также выявить места расположения элементов каркаса в стенах из гипсокартона.
Иногда при обслуживании телекоммуникационных систем инженерам требуется измерить температуру. Во-первых, это бывает необходимо для поиска вышедших из строя компонентов, во-вторых, — для определения температурных режимов оборудования. Последняя возможность оказывается полезна для проверки качества принудительной вентиляции в шкафах с телекоммуникационным оборудованием. После установки оборудования замеры необходимо произвести в нескольких точках на верхних крышках всех устройств.
Измерение температуры может проводиться контактным (с установкой датчика на измеряемую поверхность) и бесконтактным (посредством измерения интенсивности инфракрасного излучения) способами. При бесконтактном измерении температуры предназначенные для этого приборы могут выдавать численное значение (ИК-термометры) или показывать тепловую картину (тепловизоры).
Бесконтактное измерение температуры используется также электриками для оценки качества контакта на шинах находящихся под напряжением силовых щитов. Чем хуже контакт, тем выше его сопротивление, тем больше падение напряжения, тем сильнее он греется. Знание тепловой картины распределительного щита позволяет немедленно установить места, где плохо закреплен ввод или применяется провод не того сечения.
Для оценки качества работы систем охлаждения оборудования, вентиляции и кондиционирования требуется не только термометр, но и измеритель скорости воздушного потока (анемометр). Иногда они имеют встроенную функцию измерения температуры воздушного потока.
Кроме рассмотренных выше существует широкая гамма редко используемых приборов для измерения других, не менее важных для оценки качества среды обитания человека и функционирования оборудования параметров (влажности, освещенности, уровня шума и т. п.).
п.).
Линейки ЛИОД для измерения диаметров
8-812-309-89-91
Обратный звонок
| Ваш регион: Москва Изменить |
|
Линейки охватывающие ЛИОД (циркометры) для измерений наружных диаметров от 20-300 до 20-3600 мм с травлёными делениями
Диапазон измерения диаметров от 20-300 мм до 20-3600 мм
мм деления на линейке выполнены методом травления, цена деления 0,1 мм, риски делений и цифры светлые на темном травленном фоне линейки
Линейки охватывающие (циркометры) ЛИОД для измерения наружных диаметров от 20-300 до 3100-3500 мм с травлёными делениями из пружинной стали
Диапазон измерения диаметров от 20-300 мм до 3100-3500 мм
мм деления на линейке выполнены методом травления, цена деления 0,1 мм, материал — пружинная сталь
Линейки охватывающие (циркометры) ЛИОД для измерения наружных диаметров от 20-300 до 3100-3500 мм с травлёными делениями из нержавейки
Диапазон измерения диаметров от 20-300 мм до 3100-3500 мм
мм деления на линейке выполнены методом травления, цена деления 0,1 мм, материал — нержавеющая сталь
Линейки охватывающие (циркометры) ЛИОД для измерения наружных диаметров от 20-300 до 3100-3500 мм с делениями лазерной гравировкой из пружинной стали
Диапазон измерения диаметров от 20-300 мм до 3100-3500 мм
мм деления на линейке выполнены методом лазерной гравировки, цена деления 0,1 мм, материал — пружинная сталь
Линейки охватывающие (циркометры) ЛИОД для измерения наружных диаметров от 20-300 до 3100-3500 мм с делениями лазерной гравировкой из нержавеющей стали
Диапазон измерения диаметров от 20-300 мм до 3100-3500 мм
мм деления на линейке выполнены методом лазерной гравировки, цена деления 0,1 мм, материал — нержавеющая сталь
Линейки охватывающие для измерения внутренних диаметров 300-700 мм
Линейки охватывающие (циркометры) для измерения внутренних размеров 300-700 мм
из нержавеющей стали, деления шкалы выполнены лазерной гравировкой
Линейки охватывающие для измерения внутренних диаметров 700-1100 мм
Линейки охватывающие (циркометры) для измерения внутренних размеров 700-1100
из нержавеющей стали, деления шкалы выполнены лазерной гравировкой
Линейки охватывающие для измерения внутренних диаметров 1100-1500 мм
Линейки охватывающие (циркометры) для измерения внутренних размеров 1100-1500
из нержавеющей стали, деления шкалы выполнены лазерной гравировкой
Приспособление разжима линеек
Приспособление разжима линеек для измерения внутренних диаметров цилиндров , труб и т. п.
п.
Выбор региона
Заказ обратного звонка
Ваше имя
Телефон
Спасибо за ваше обращение!
Наш оператор свяжется с вами в течение 5 минут.
Ok
Заявка на покупку товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами
Ваше имя
Я представитель юридического
лица
Спасибо за ваше обращение!
Наш оператор в скором времени свяжется с вами.
Ok
Прецизионные измерительные инструменты для измерения валов и отверстий
Эта страница подготовлена для того, чтобы дать краткое представление об устройствах, которые можно использовать для измерения внутреннего диаметра отверстия и наружного диаметра вала.
Штангенциркули (цифровые, циферблатные или нониусные), наружные/внутренние микрометры, нутромеры и штифтовые калибры часто используются для измерения и контроля диаметра в машиностроении.
Выбор инструмента зависит от требований к точности и измеряемой функции.
Штангенциркули: Инструмент, используемый для измерения внутреннего и внешнего расстояния (диаметра) и глубины элемента. Существуют различные модели, такие как цифровые, циферблатные и нониусные штангенциркули. Точность измерения штангенциркуля обычно колеблется в пределах +/- 0,001.
дюйма до +/- 0,0015 дюйма (+/- 0,02 мм до +/- 0,04 мм). Эти значения зависят от качества штангенциркуля и длины измерения. Существуют различные варианты длины измерения, но обычно используется диапазон от 0 до 6 дюймов (0–150 мм).
Микрометры: точное измерительное устройство для измерения размеров объекта. Он также известен как микрометрический винтовой калибр, поскольку внутри микрометра находится калиброванный винт. Основными типами являются наружные, внутренние и глубинные микрометры. Наружные микрометры применяют для измерения диаметра и толщины валов, проволоки, пластин. Нутромеры используются для измерения диаметра отверстий. Глубиномеры используются для измерения глубины отверстий, пазов, буртиков. Точность измерения микрометров находится в пределах +/- 0,00005
Основными типами являются наружные, внутренние и глубинные микрометры. Наружные микрометры применяют для измерения диаметра и толщины валов, проволоки, пластин. Нутромеры используются для измерения диаметра отверстий. Глубиномеры используются для измерения глубины отверстий, пазов, буртиков. Точность измерения микрометров находится в пределах +/- 0,00005
дюйма до +/- 0,001 дюйма (от +/- 0,001 мм до +/- 0,02 мм). Значение точности зависит от типа микрометра, качества и диапазона измерения.
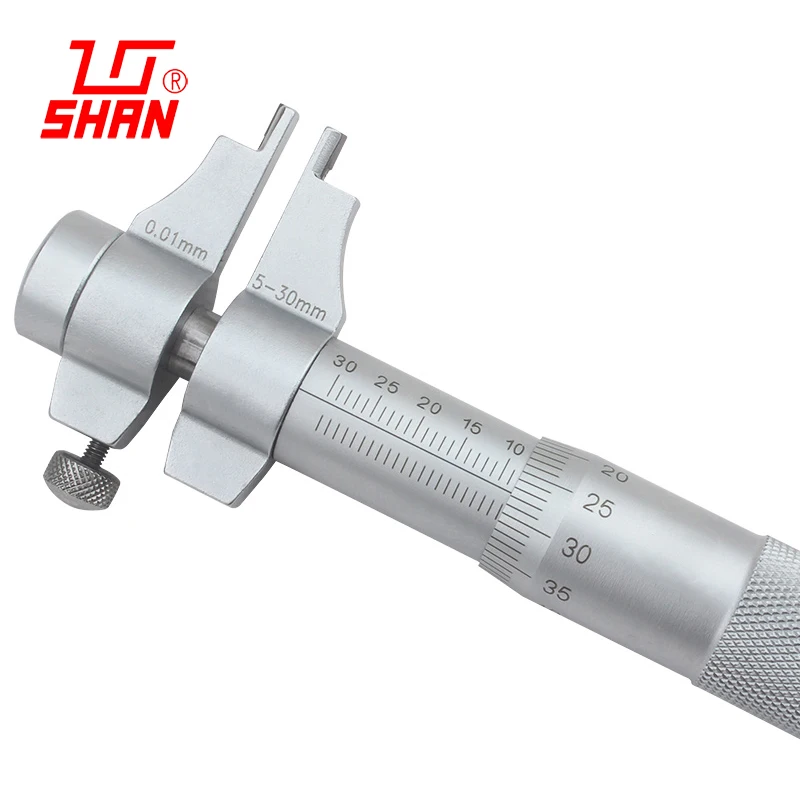
Нутромер: инструмент для измерения диаметра цилиндров, труб и подшипников. Существуют различные типы нутромеров, которые можно классифицировать как циферблатные нутромеры и нутромеры с переносом. Переносные нутромеры состоят из телескопического калибра и малых калибров. В нутромеров переходного типа есть
на инструменте нет шкалы. После измерения нутромером переносного типа расстояние между контактами калибра измеряют штангенциркулем или микрометром. В случае нутромера со шкалой измерение считывается со шкалы. Существуют различные варианты длины измерения.
В случае нутромера со шкалой измерение считывается со шкалы. Существуют различные варианты длины измерения.
Pin Gauges: эти инструменты используются для проверки пределов размера
отверстия. Штифтовые калибры представляют собой металлические заглушки с прецизионной механической обработкой, и существуют разные классы точности. Штифты могут быть штифтами с допуском «плюс» или «минус». Чаще всего используются «минусовые» калибровочные штифты. Измерение GO/NOGO должно выполняться с помощью штифтовых калибров для проверки верхнего и нижнего пределов
дыра.
Артикул:
- Oberg.E, Jones.D.J., Holbrook L.H., Ryffel H.H., (2012). Справочник по машинам
. 29-й выпуск. Индастриал Пресс Инк.
, стр. 675 — 732
Precision Non-contact Measurements — LaserLinc
Outside Diameter
Ovality & Eccentricity
Thickness, Wall: Tube, Hose, Pipe
Profile / Contour / Shape
Обнаружение дефектов
отклонение
Положение края
Высота
Длина, короткие части
Длина, длинные детали
Толщина, пленка и лист
Толщина, покрытие
Положение
. T.I.R.)
T.I.R.)
Ширина и высота
Радиус (частичной кривой)
Объем
Расстояние между элементами
Внешний диаметр
ВНЕШНИЙ ДИАМЕТР
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр измеряет наружный диаметр детали с трех направлений. Три измерения компланарны и отделены друг от друга на 60 градусов. Также рассчитывается среднее значение трех измерений.
Тройная ось обеспечивает лучшее измерение общего диаметра, более эффективное обнаружение дефектов и точное измерение овальности независимо от ориентации .
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет наружный диаметр отдельной детали с двух направлений. Два измерения компланарны и перпендикулярны друг другу. Также рассчитываются среднее значение и разница между двумя измерениями.
Двойная ось обеспечивает хороший средний диаметр, обнаружение дефектов и измерение овальности для многих экструдированных продуктов.
Одноосный лазерный микрометр
Одноосевые лазерные микрометры измеряют наружный диаметр отдельной детали.
Одноосные модели отличаются гибкостью монтажа и низкой стоимостью.
Четырехосевой лазерный микрометр
Четырехосевой лазерный микрометр измеряет внешний диаметр детали в четырех направлениях. Это измерение достигается либо с помощью четырех одноосевых микрометров, установленных на общей поверхности для копланарного измерения, либо с помощью двух двухосевых лазерных микрометров, смещенных и повернутых на 45 градусов друг относительно друга. Обратите внимание, что при использовании двух двухосевых микрометров измерения одного микрометра не лежат в одной плоскости с измерениями другого.
6-осевой лазерный микрометр
Шестиосевой лазерный микрометр измеряет наружный диаметр детали в шести направлениях. Это измерение достигается с помощью двух трехосевых лазерных микрометров Triton, смещенных и повернутых на 30 градусов друг относительно друга. Обратите внимание, что измерения одного микрометра не лежат в одной плоскости с измерениями другого.
Обратите внимание, что измерения одного микрометра не лежат в одной плоскости с измерениями другого.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Профильная технология обеспечивает более полную проверку контура изделия, чем лазерный микрометр. Поэтому он менее подвержен отклонениям при измерении не идеально круглых продуктов.
Особый случай: Прозрачный или полупрозрачный
Прозрачный или полупрозрачный
Измерение прозрачных или полупрозрачных материалов может быть сложной задачей, поскольку лазерный луч от микрометра может проходить через продукт и ложно обнаруживать дополнительные детали. Чтобы избежать этого, LaserLinc использует специальные процессоры и программное обеспечение для фильтрации и игнорирования любой ложной информации, возникающей в результате прохождения лазерного луча через измеряемый продукт. Специальное программное обеспечение поставляется бесплатно со всеми процессорами LaserLinc и включается по мере необходимости пользователем.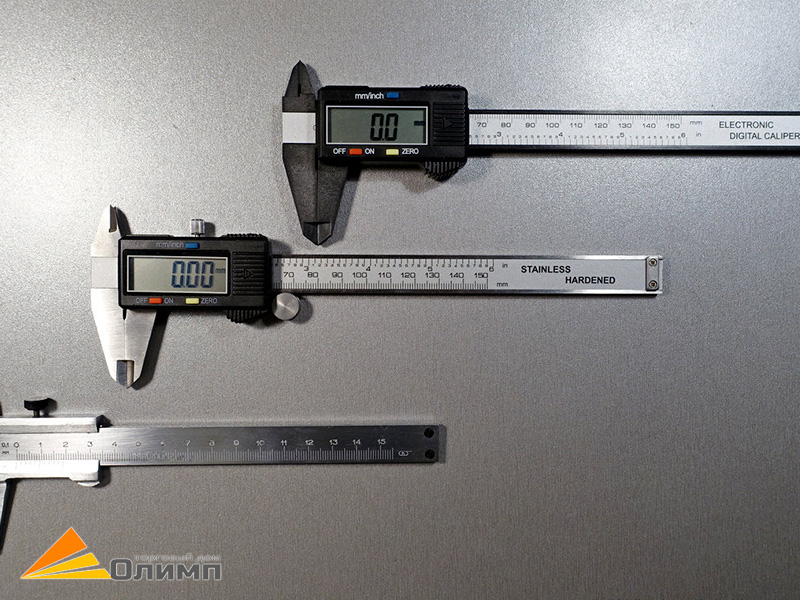
Особый случай: многожильный
многожильный
LaserLinc использует специальное оборудование и программное обеспечение для идентификации каждой отдельной нити и создания отдельных измерений диаметра для каждой независимой нити. Система также определяет, когда прядей больше нет в зоне измерения, и когда это происходит, оборудование определяет, какие пряди отсутствуют, и продолжает измерять те, которые остались.
Все одно-, двух- и трехосевые лазерные микрометры LaserLinc могут использоваться для измерения диаметра многожильного кабеля.
Специальный случай: Ультразвуковой
Ультразвуковой
Для таких продуктов, как трубы и шланги большого диаметра, измерение наружного диаметра может быть рассчитано косвенно путем объединения измерений «первого отражения» датчиков и вычитание этих измерений из расстояния между датчиками.
Овальность и эксцентриситет
Овальность и эксцентриситет
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр измеряет овальность и эксцентриситет изделий овальной формы независимо от их ориентации. Узнайте больше, посетив эту страницу.
Узнайте больше, посетив эту страницу.
Примечание. В производстве проводов и кабелей под эксцентриситетом понимается положение сердечника относительно центра изделия. Здесь эксцентриситет относится к тому, насколько хорошо форма соответствует кругу.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет разницу между двумя измерениями наружного диаметра (по одному от каждой оси). Два измерения диаметра компланарны и перпендикулярны друг другу.
Примечание. Ориентация продукта существенно влияет на точность этого измерения. Как показано, большая и малая оси продукта совпадают с осями измерения. В этом примере измерение овальности является точным. Если продукт повернуть на 45 градусов, измерения по обеим осям будут одинаковыми, что даст нулевую овальность, ошибка 100%!
Решение: используйте трехосевой микрометр Triton™ для точного измерения овальности независимо от ориентации продукта
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Подгонка к эллипсу набора точек, полученных с камер, дает несколько измерений: большая и малая оси, угол эллипса и позиционный центр. Профильная технология обеспечивает более полную проверку контура изделия, чем лазерный микрометр. Поэтому на него не влияет ориентация формы или неровности профиля формы.
Подгонка к эллипсу набора точек, полученных с камер, дает несколько измерений: большая и малая оси, угол эллипса и позиционный центр. Профильная технология обеспечивает более полную проверку контура изделия, чем лазерный микрометр. Поэтому на него не влияет ориентация формы или неровности профиля формы.
Особый случай: Off-line: однокоординатный лазерный микрометр
Off-line: Одноосный лазерный микрометр
Одноосное автономное измерение можно рассчитать с помощью системы BenchLinc™ с автоматически вращающимся нулевым патроном для вращения образца и получения разницы между максимальным и минимальным наружным диаметром.
Особый случай: Ультразвуковой овальный
Ультразвуковой овальный
Для таких продуктов, как трубы и шланги большого диаметра, измерение наружного диаметра можно рассчитать косвенно путем объединения измерений «первого эха», сделанных противоположными датчиками, и вычитания этих измерений. измерения расстояния от преобразователя до преобразователя.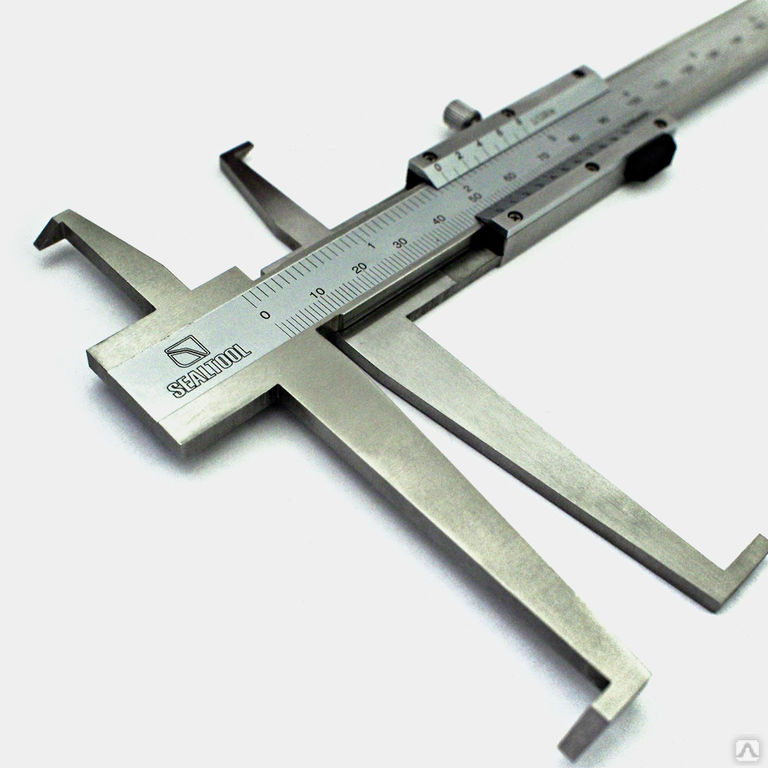
Разница между наибольшим и наименьшим диаметрами, рассчитанными по противоположным парам преобразователей, представляет собой овальность.
Толщина, Стенка: Труба, Шланг, Труба
ТОЛЩИНА, СТЕНКА: ТРУБА, ШЛАНГ, ТРУБА
Высокочастотная звуковая волна передается от преобразователя к измеряемому продукту. Когда звуковая волна ударяется о каждую поверхность, создается эхо. Звуковая волна ударяется о вторую поверхность всего через микросекунды или меньше после удара о первую поверхность.
Время между двумя эхосигналами прямо пропорционально толщине продукта. Почти во всех приложениях несколько преобразователей располагаются либо под разными углами, либо в разных местах для измерения нескольких толщин.
Свяжитесь с LaserLinc и поговорите с инженером по применению, чтобы помочь определить лучшие варианты сборки датчика для вашего приложения.
Трубка, шланг, трубка:
Композитный настил:
Два датчика снизу, два сверху. Измерение толщины внешнего слоя. Вы можете видеть, что профиль имеет тонкую оболочку по всему периметру. С помощью ультразвука мы можем измерить толщину кожи.
Измерение толщины внешнего слоя. Вы можете видеть, что профиль имеет тонкую оболочку по всему периметру. С помощью ультразвука мы можем измерить толщину кожи.
Ультразвуковой, многослойный
Высокочастотная звуковая волна передается от датчика к измеряемому продукту. Эхо генерируется, когда звуковая волна достигает поверхности продукта, каждого интерфейса между внутренними слоями и, наконец, внутренней поверхности продукта.
Время между последовательными эхосигналами прямо пропорционально толщине слоя. Почти во всех приложениях используется несколько датчиков, расположенных либо под разными углами, либо в разных местах, для измерения нескольких толщин.
Свяжитесь с LaserLinc и поговорите с инженером по применению, чтобы помочь определить лучшие варианты сборки датчика для вашего приложения.
Off-line: Одноосный лазерный микрометр
Толщина материала рассчитывается как разница между положением верхней кромки изделия и верхней кромкой эталонной оправки.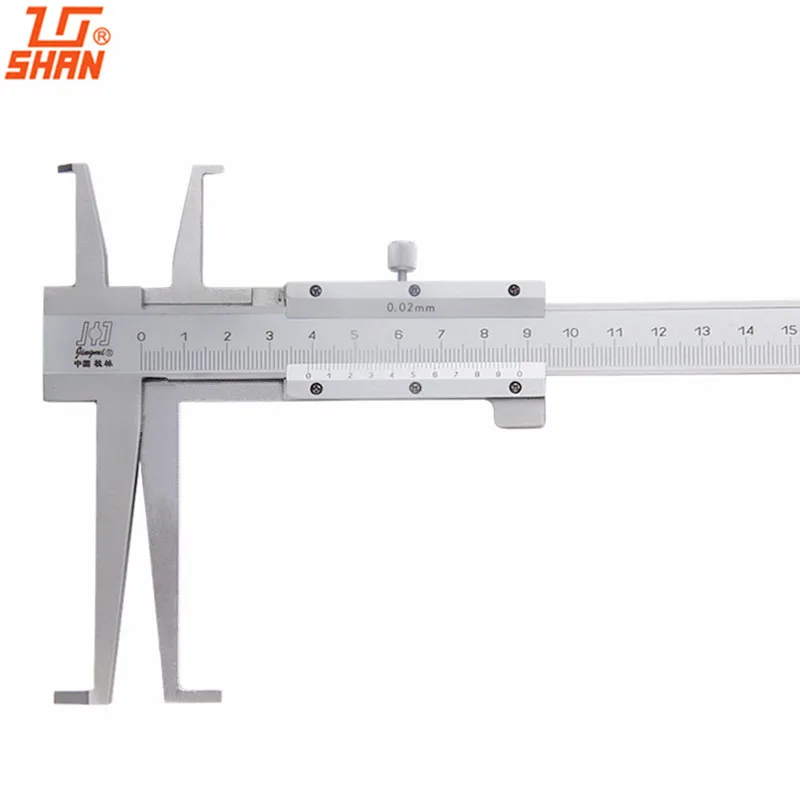
Для труб, шлангов и труб малого диаметра система BenchLinc™ ID-OD-Wall обеспечивает автоматическое вращение образца для измерения общей толщины стенки под разными углами.
Профиль / Контур / Форма
ПРОФИЛЬ / КОНТУР / ФОРМА
Профиль
Три или более лазерных датчика, расположенных вокруг центральной области продукта, обеспечивают профиль 360°. На каждом кадре с лазерных сенсоров получается набор из более чем тысячи точек, несколько тысяч с устройствами высокого разрешения. Различные алгоритмы применяются к интересующим областям для расчета таких измерений, как диаметр, радиус, угол, расстояние, длина, положение, высота и ширина.
Особый случай: лазерные микрометры
Экструзия Справочник: трехосевой, двухосный и одноосный лазерный микрометр
профиль. В некоторых случаях лазерный микрометр можно поворачивать, чтобы можно было непосредственно измерить высоту, ширину или другой важный размер.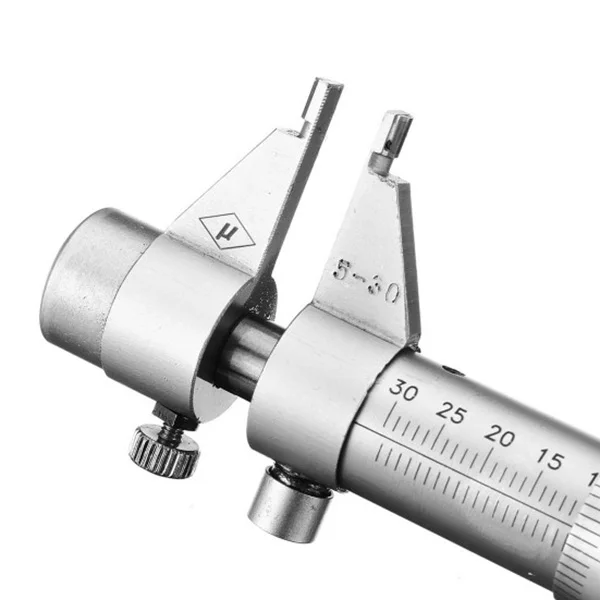 В противном случае измерения дают эталонные значения, где дисперсия указывает на расширение или сжатие общего профиля.
В противном случае измерения дают эталонные значения, где дисперсия указывает на расширение или сжатие общего профиля.
Дефектоскопия
ДЕФЕКТОСКОПИЯ
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр проверяет размер на отклонение или короткое замыкание. Использование трех осей увеличивает охват и уменьшает величину слепых зон.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр для проверки допустимых отклонений и кратковременных отклонений размеров. Измерение по двум осям позволяет обнаружить дефекты, даже если они не окружают изделие.
Одноосный лазерный микрометр
Одноосный лазерный микрометр проверяет допустимые или кратковременные отклонения размеров только в одном направлении. Если дефекты, которые необходимо уловить, всегда окружают круглый продукт, подойдет одноосевой микрометр.
4-осевой лазерный микрометр
Четырехосевое обнаружение недопустимых и кратковременных отклонений размеров осуществляется с помощью двух двухосевых микрометров, установленных лицом к лицу.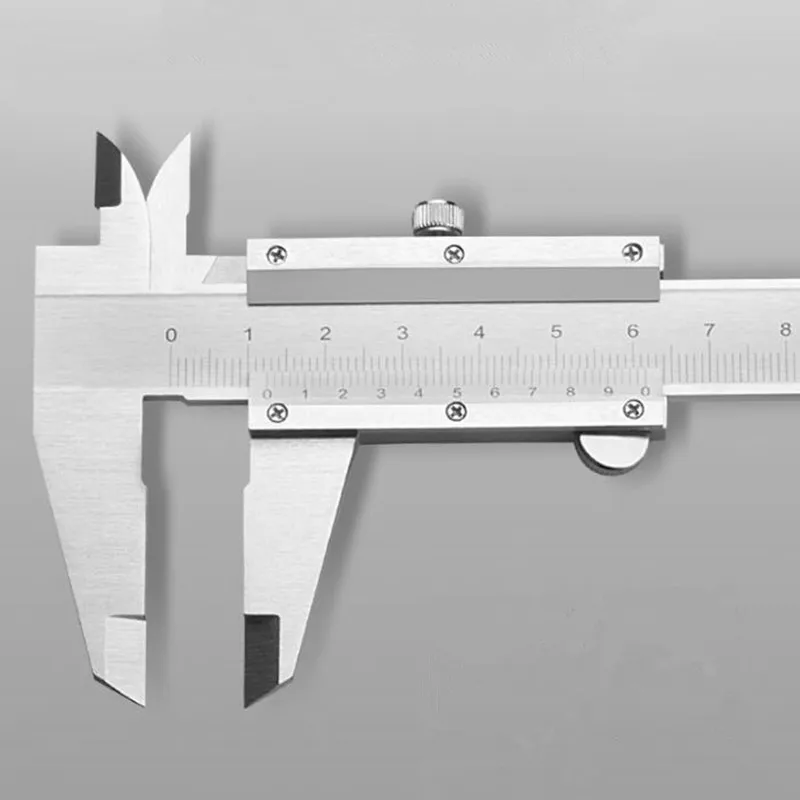 Такой подход увеличивает охват и уменьшает слепые зоны.
Такой подход увеличивает охват и уменьшает слепые зоны.
6-осевой лазерный микрометр
Шестиосевое обнаружение недопустимых и кратковременных отклонений размеров выполняется с помощью двух трехосевых микрометров, установленных лицом к лицу, всего по шести осям контроля. Такой подход увеличивает охват и уменьшает слепые зоны.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Профиль постоянно проверяется на наличие недостатков. Технология LaserLinc Profile Vu предлагает полную проверку поверхности продукта, а не только несколько проверок. При использовании профильной технологии нет слепых зон, и, поскольку она не основана на тенях, можно обнаружить ямки и вогнутые деформации, которые невозможно обнаружить с помощью лазерного микрометра.
Отклонение
ОТКЛОНЕНИЕ
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет общий диапазон пространства, занимаемого деталью в лазерном поле во времени. Это включает в себя самое высокое положение верхней части детали и самое низкое положение нижней части детали по мере ее перемещения по циклу. (Примечание: для получения значения измерения требуется программная фильтрация.)
Это включает в себя самое высокое положение верхней части детали и самое низкое положение нижней части детали по мере ее перемещения по циклу. (Примечание: для получения значения измерения требуется программная фильтрация.)
Положение края
ПОЛОЖЕНИЕ КРАЯ
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет положение края детали в лазерном поле. Когда деталь смещается или изменяется размер детали, измерение положения кромки отражает изменение.
Одноосный лазерный микрометр
Расстояние между двумя объектами можно измерять с помощью одноосного лазерного микрометра при условии, что его расположение позволяет расположить излучатель с одной стороны зазора, а приемник с другой. Лазерный свет должен пройти через зазор, чтобы получить точное измерение.
Высота
ВЫСОТА
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет высоту детали относительно базовой поверхности.
Поскольку бутылка опирается на опорную поверхность, ее высота рассчитывается на основе положения края, установленного верхней частью бутылки. По мере того, как положение края перемещается выше или ниже в поле измерения микрометра, измерение высоты увеличивается или уменьшается.
Профиль
Два датчика, один сверху и один снизу, создают облако точек данных, представляющих контур продукта. Алгоритмы обработки данных определяют высоту. Этот метод измерения является точным, даже если ориентация продукта изменяется.
Длина, короткие детали
ДЛИНА, КОРОТКИЕ ДЕТАЛИ
Одноосный лазерный микрометр
Металлический цилиндр (короткий):
функционально такой же, как одноосный наружный диаметр). При таком подходе деталь может быть стационарной или движущейся, как на конвейерной системе.
Длина, ДЛИННЫЕ ДЕТАЛИ
ДЛИНА, ДЛИННЫЕ ДЕТАЛИ
Одноосный лазерный микрометр
Отрезок рельса для поездов:
Один конец рельса упирается в упор, другой ломает плоскость одноосный манометр, установленный вертикально.
Как и при измерении высоты, измерение длины достигается путем размещения одного конца детали на эталонной поверхности и использования лазерного микрометра для измерения другого конечного положения. Диапазон длин, которые можно измерить, почти бесконечен. Однако при любом заданном физическом положении микрометра диапазон измеряемых длин равен наибольшей емкости микрометра. Измерение других длин требует перемещения эталонной поверхности или микрометра.
Толщина, пленка и лист
ТОЛЩИНА, ПЛЕНКА И ЛИСТ
Одноосевой лазерный микрометр
Одноосевые лазерные микрометры измеряют толщину пленки или листа, определяя изменение количества лазерного излучения, проходящего сверху продукт, когда он проходит через ролик. Количество обнаруживаемого лазерного излучения обратно пропорционально толщине листа.
Ультразвуковой
Прозрачный пластиковый лист:
Ультразвуковой преобразователь, помещенный под лист, с соединителем (обычно водяным) между лицевой стороной преобразователя и нижней стороной листа измеряет толщину листа или пленки.
Толщина, покрытие
ТОЛЩИНА, ПОКРЫТИЕ
Трехосевой лазерный микрометр
Лазерный микрометр
Среднее значение толщины покрытия можно измерить перед нанесением покрытия. Измерение диаметра в каждом месте может быть выполнено с использованием одно-, двух- или трехосевых лазерных микрометров. Трехосевой метод обеспечивает наилучшее измерение среднего диаметра и более точную среднюю толщину покрытия, чем двух- или одноосевые лазерные микрометры.
Это измерение может быть выполнено в процессе в определенных приложениях, например, с изолированным проводом. Фактически, в этом приложении использование измерения диаметра в процессе до и после изоляции провода в сочетании с ультразвуковым датчиком толщины стенки UltraGauge обеспечивает наиболее точное и надежное решение для измерения.
Автономный режим: Трехосевой лазерный микрометр
Среднюю толщину покрытия можно измерить путем расчета разницы в диаметре изделия до и после нанесения покрытия. Использование трехосевого лазерного микрометра обеспечивает наилучшее измерение среднего диаметра и более точную среднюю толщину покрытия, чем использование двуосных или одноосевых лазерных микрометров.
Использование трехосевого лазерного микрометра обеспечивает наилучшее измерение среднего диаметра и более точную среднюю толщину покрытия, чем использование двуосных или одноосевых лазерных микрометров.
При нанесении покрытия погружением диаметр детали измеряется до операции покрытия, а затем после нее.
Двухосевой лазерный микрометр
Автономный режим: Двухосевой лазерный микрометр
Среднюю толщину покрытия можно измерить путем расчета разницы в диаметре изделия до и после нанесения покрытия. Двухосевой лазерный микрометр обеспечивает хорошее измерение среднего диаметра для многих применений по удобной цене.
Положение
ПОЛОЖЕНИЕ
Трехосевой лазерный микрометр
Трехосный лазерный микрометр измеряет положение центра детали относительно центра лазерного поля в каждом из трех пересекающихся копланарных лазерных полей . Лазерные поля разнесены на 60 градусов друг от друга.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет положение центра детали относительно центра лазерного поля в каждом из двух пересекающихся, ортогональных, копланарных лазерных полей.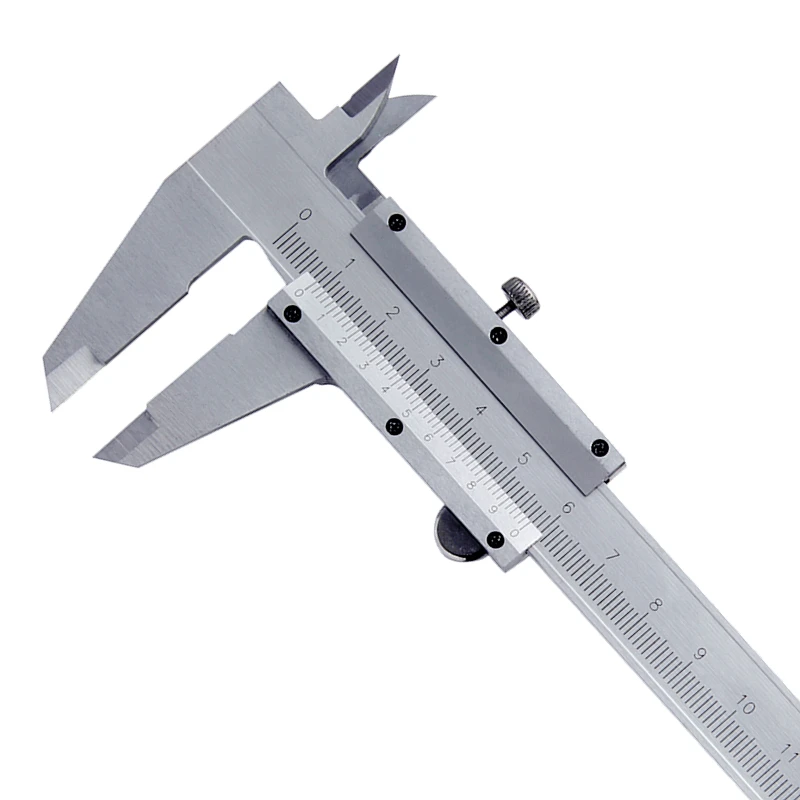
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет положение центра детали относительно центра лазерного поля.
Прямолинейность
ПРЯМОЛИЧНОСТЬ
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет прямолинейность детали путем проверки ее положения тремя отдельными двухосевыми лазерными микрометрами. Положение детали в первом и последнем микрометрах устанавливает виртуальную прямую линию или точку отсчета, проходящую через центр изделия. Микрометр посередине измеряет отклонение детали от этой прямой. Все три микрометра также могут одновременно измерять диаметр.
В качестве альтернативы измерение может быть выполнено путем непрерывного контроля положения продукта по длине детали с использованием системы LaserLinc Metron ™ или аналогичной автоматизированной системы контроля.
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр обеспечивает превосходную точность измерения диаметра. В сочетании с аппаратной интеграцией LaserLinc датчика длины (энкодера) можно точно рассчитать изменение диаметра детали на заданной длине. Конусность можно измерять по каждой оси независимо или по изменению среднего диаметра.
В сочетании с аппаратной интеграцией LaserLinc датчика длины (энкодера) можно точно рассчитать изменение диаметра детали на заданной длине. Конусность можно измерять по каждой оси независимо или по изменению среднего диаметра.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр обеспечивает превосходную точность измерения диаметра. С двумя осями измерения этот подход определяет конусность по каждой оси независимо или на основе изменения среднего диаметра.
Это можно сделать в процессе производства, например, при производстве экструдированных медицинских трубок или при автономном измерении качества отдельного продукта с помощью автоматизированной системы контроля LaserLinc Metron™.
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет диаметр с одного направления. Точное измерение конусности достигается путем перемещения микрометра и продукта относительно друг друга и одновременного измерения диаметра и относительной величины перемещения.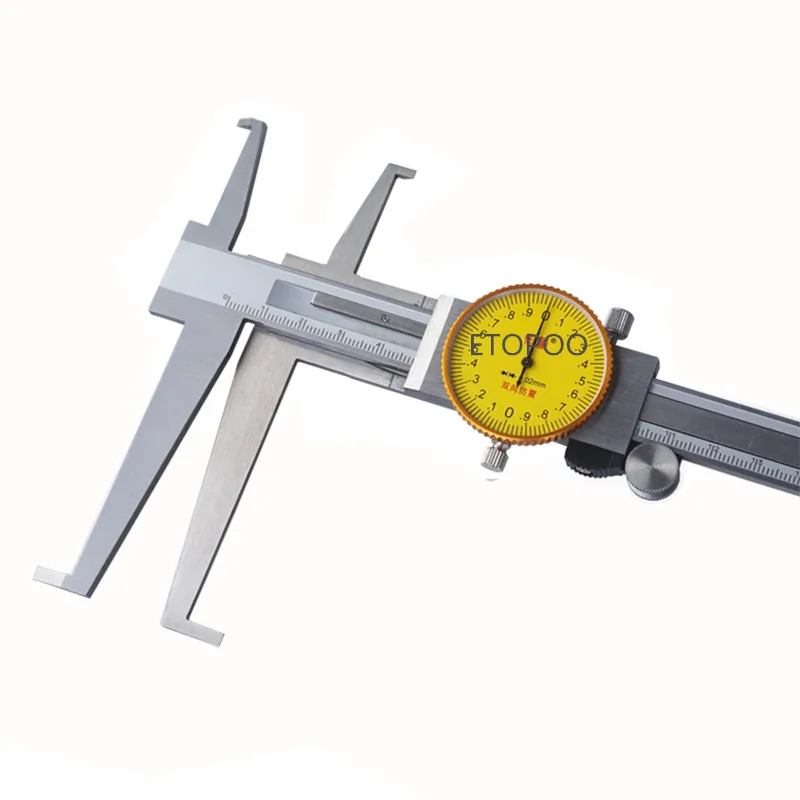
Это можно сделать в процессе производства, например, при производстве бесцентрового заземляющего проводника или при автономном измерении качества отдельного продукта с помощью автоматизированной системы контроля LaserLinc Metron.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Алгоритм подбора окружности применяется к набору точек, полученных с камер, для расчета диаметра продукта. Отслеживая диаметр продукта по мере его перемещения, измеряется конусность.
Профильная технология обеспечивает более полную проверку контура продукта по сравнению с лазерным микрометром и, следовательно, гораздо менее чувствительна к отклонениям в измерении некруглых продуктов.
Всего (T.I.R.)
ВСЕГО (T.I.R.)
Одноосный лазерный микрометр
Одноосный лазерный микрометр используется для измерения перемещения одной кромки детали (верхней или нижней) как детали вращается вокруг своего центра. Деталь должна вращаться не менее чем на 360 градусов. Разница между самым низким и самым высоким положением контролируемой кромки является общим показанным биением.
Деталь должна вращаться не менее чем на 360 градусов. Разница между самым низким и самым высоким положением контролируемой кромки является общим показанным биением.
Это измерение также известно как общее показание индикатора или полное движение индикатора.
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет ширину прямоугольного изделия (функционально такой же, как одноосный наружный диаметр). Точное измерение требует, чтобы продукт располагался перпендикулярно микрометру.
Профиль
С помощью пары камер, расположенных по обеим сторонам продукта для измерения, каждая сторона продукта отображается на карте. Поскольку каждая сторона продукта нанесена на карту, можно получить несколько вариантов измерения ширины: максимальную ширину, минимальную ширину и среднюю ширину.
При использовании профильной технологии измеряется весь продукт, и на точность измерения не влияет скручивание продукта, в то время как лазерный микрометр должен быть перпендикулярен продукту для точного измерения ширины и может отображать только максимальную ширину.
Ширина и высота
Ширина и высота
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр одновременно измеряет ширину и высоту прямоугольной детали или детали аналогичной формы. Деталь должна быть выровнена с лазерным полем, чтобы сделать точное измерение.
Посетите эту страницу, чтобы узнать, как обеспечить точное измерение продуктов прямоугольной или аналогичной формы.
Профиль
Четыре камеры, расположенные под углом 90 градусов друг к другу, отображают каждую сторону продукта. Поскольку каждая сторона продукта нанесена на карту, можно получить несколько вариантов измерений ширины и высоты: максимум, минимум и среднее значение каждой характеристики.
При использовании профильной технологии измеряется весь продукт, и на точность измерения не влияет ориентация продукта, в то время как лазерный микрометр должен быть перпендикулярен продукту для выполнения точных измерений, и он может отображать только максимальную ширину и максимальную высоту.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения. В пределах выбранной интересующей области можно рассчитать линию наилучшего соответствия.
Можно измерить угол между любой парой линий, а также внутренние или внешние измерения.
Радиус (частичной кривой)
РАДИУС (ЧАСТИЧНОЙ КРИВОЙ)
Профиль
Три или более камер, расположенных вокруг центральной области, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения.
В выбранной интересующей области, охватывающей искривленный участок поверхности продукта, алгоритм, применяемый к точкам в выбранной области, вычисляет радиус дуги, который лучше всего соответствует данным.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения.
В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения.
Алгоритм, примененный к точкам, вычисляет площадь, содержащуюся в фигуре, созданной путем соединения точек.
Объем
Объем
Профиль
Три или более камер, расположенных вокруг центральной области, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек с каждым кадром или тысяч точек при использовании камер высокого разрешения.
Алгоритм, применяемый к точкам, вычисляет площадь, содержащуюся в фигуре, созданной путем соединения точек. Сопоставляя площадь поперечного сечения, полученную от каждого кадра, полученного камерами, с информацией о длине, полученной кодировщиком, отслеживающим движение продукта, система Profile Vu измеряет объем продукта.
Расстояние между элементами
Расстояние между элементами
Профиль
Три или более камер, расположенных вокруг центральной области, обеспечивают обзор продукта на 360°.