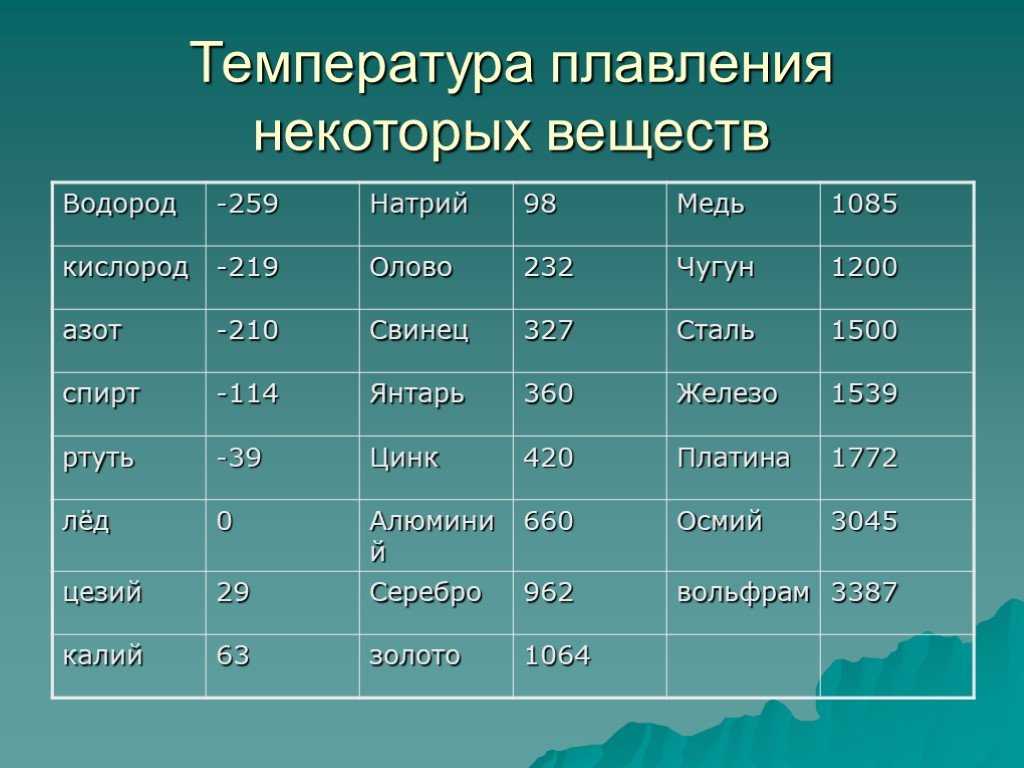
Железо и его сплавы входят в категорию черных металлов. Все остальные металлы и сплавы являются цветными. Цветные металлы в природе не очень распространены, поэтому, в отличие от железа, их добыча обходится гораздо дороже и, соответственно, сами цветные металлы и их сплавы стоят дорого. Однако присутствие в них особых характеристик, которыми железо не обладает, расширяет область их применения и оправдывает высокую стоимость цветных металлов.
Наша компания предлагает Вам изделия из таких цветных металлов как алюминий, дюраль и медь.
Название “цветные металлы” данная группа металлов и сплавов получила, благодаря своим цветовым характеристикам. Например, медь – красного цвета, и ее сплавы имеют красноватый оттенок.
Сплавы получаются в результате смешивания расплавленных металлов в различных пропорциях. От такого смешивания получается продукт, обладающий улучшенными свойствами, чем исходный металл. Существуют сплавы легких металлов, сплавы тяжелых металлов и т.д.
К тяжелым цветным металлам относят свинец, медь, олово, цинк, никель.
Группа легких цветных металлов включает алюминий, титан, магний, бериллий, стронций, кальций, литий, барий, калий, натрий, цезий и рубидий.
К благородным металлам относятся платина, золото, серебро, осмий, родий, рутений, палладий.
Кадмий, кобальт, висмут, сурьма мышьяк и ртуть – это малые металлы.
В число тугоплавких включены такие металлы, как вольфрам и ванадий, молибден и тантал, хром и ниобий, цирконий и марганец.
Многочисленную группу составляют редкоземельные металлы, такие как: церий, лантан, неодим, празеодим, европий, самарий, тербий, гадолиний, иттербий, гольмий, диспрозий, тулий, эрбий, прометий, лютеций, иттрий и скандий.
К рассеянным цветным металлам относятся индий и таллий, германий и рений, селен, гафний и теллур.
Еще одна разновидность цветных металлов – это металлы радиоактивные: уран, протактиний, торий, радий, нептуний, актиний, америций, плутоний, эйнштейний, калифорний, фермий, нобелий, менделевий, лоуренсий.
Сплавы цветных металлов, в их различных и определенных пропорциях, помогают добиться тех или иных свойств, благодаря которым становится возможным их применение как в массовом, так и узкоспециализированном производстве технических изделий. Механические, физические и химические свойства сплавов можно менять не только изменением пропорций исходных металлов, но и путем дополнительного механического или химического воздействия на них, например, термообработки, нагартовки, применения технологий старения и т.д.
Механическая обработка цветных металлов может включать штамповку и ковку, прессование и прокатку, пайку, сварку и резку.
Многие литые изделия, а также проволока, квадраты, шестиугольники в виде прутков и мотков, ленты и полосы, листы и фольга изготавливаются из цветных металлов. Часто в производстве используют порошки из данных металлов.
Цветные металлы и сплавы, виды и свойства цветного металлопроката
Цветная металлургия занимает важное место в жизнедеятельности человека. Она занимается не только добычей, но и обогащением, переработкой и выплавкой чистых металлов, сплавов. Ни одна сфера: строительство, радиоэлектроника, высокотехнологические отрасли и прочие не обходится без цветного металлопроката, на которые приходится порядка 3% ВВП РФ. Ниже рассмотрим что относится к цветмету, что такое тяжелые металлы, виды, особенности, прокат.
Немного истории
Историю развития отрасли в России связывают с Петром I, поскольку именно по его указам были построены первые плавильные заводы. К началу XX столетия наша страна стала лидером в металлургии цветных металлов, но ситуация 1917 года привела к остановке развития. В 30-е годы снова начался бум развития, а после ВОВ появились крупнейшие заводы. Кризис 90-х вновь привел к стагнации, но уже начало 21 века ознаменовалось увеличением темпов развития производства цветных металлов.
Проблемы и перспективы развития отрасли тесно связаны с необходимостью расширения сырьевой базы, модернизации и очистки выбросов в атмосферу. Также важным направлением является развитие производства цветмета из вторичного сырья. География цветной металлургии в России простилается по всей ее территории: Дальний Восток, Северный Кавказ, Западная / Восточная Сибирь. Встречаются месторождения практически всего известного цветмета.
Что такое цветные металлы
К ним относятся нержавеющие металлы (их сплавы) без наличия в составе железа. Цветные металлы это:
олово;
серебро;
медь;
золото;
никель;
цинк.
Их называют цветными за их окрас, отличаются особою долговечностью и прочностью благодаря наличию защитной оксидной пленки. Обладают отличной тепло- и электропроводностью, стабильностью в температурном диапазоне, не реагируют на кислород, влагу.
Классификация цветных металлов
Выделяют несколько групп:
тяжелые;
легкие;
малые;
благородные;
тугоплавкие;
редкоземельные;
рассеянные;
радиоактивные.
Тяжелые металлы это цинк, медь, свинец, олово и другие. Металлургия тяжелых металлов производит их миллионы тонн в год. Получают из окисленной и сульфидной комплексной руды.
Легкие — алюминий, кальций, натрий, титан, барий и так далее. Обладают самой низкой удельной массой. Добычей, производством занимается металлургия легких металлов. Например, алюминиевая промышленность занимает 1 место среди прочих отраслей цветной промышленности.
Малые — кобальт, сурьма, висмут и прочее;
Благородные — серебро, родий, золото, иридий, платина. Относятся к категории драгоценных, имеют высокую стойкость к окислению.
Тугоплавкие — ванадий, вольфрам, цирконий. Считаются самыми износостойкими.
Технологические этапы производства цветной металлургии
Выделяют 4 этапа, которые объединены в единый промышленный цикл:
Добыча сырья;
Подготовка к переработке, обогащение. Последнее предполагает дробление породы и разделение ее на ценные элементы и отходы;
Металлургический передел. Получают полуфабрикат для последующего использования. Здесь можно изменить химсостав сырья, физические свойства, агрегатное состояние. Данный этап связан непосредственно с обработкой: плавка, разливка, обжатие — так получают прокат;
Работа с отходами. Из шлака получают готовую продукцию (сырье) для иных отраслей промышленности, например никель-кобальтовая.
Прокат
Подразделяется на 3 вида:
Сортовой;
Фасонный;
Листовой.
Сортовой — металлический пруток, проволока, шестигранник и т.д.
Листовой — металлические листы любых размеров, всевозможные ленты, полосовая сталь. Занимает особую нишу, так как имеет огромный спрос в оборонной отрасли, машиностроении, строительстве.
Компания «АНЭП-Металл» предоставляет такие виды цветного проката, как:
Алюминиевый;
Дюралевый;
Бронзовый;
Медный;
Латунный;
Свинцовый;
Вольфрамовый;
Никелевый;
Титановый.
Черные и цветные металлы: в чем разница
Почтовый индекс*
Назад к датчику
10.02.2022
Алюминий Углерод Один большой вопрос Нержавеющая сталь
Поделись
Что такое черный металл? Что такое цветной металл? Возможно, лучше задать такой вопрос: вы берете металл с железом или без него? Черные металлы содержат железо, цветные металлы обычно не содержат.
Например, цветные металлы включают алюминий, медь, латунь, бронзу и никель.
Далее металлы определяются легирующими элементами, поэтому важно помнить, что общая химия влияет как на черные, так и на цветные металлы.
Является ли сталь черным металлом?
Вся сталь содержит железо, а это означает, что сталь действительно является черным металлом. На самом деле, сталь содержит около 98% железа — остальная часть состава металла действительно определяет, для чего он лучше всего подходит.
Например, добавив:
Найдите в магазине нужную вам углеродистую сталь здесь.
Когда углерод становится сплавом?
Углеродистая сталь становится легированной, когда в нее добавляют определенный набор легирующих элементов для придания стали особых свойств. Эти свойства могут включать твердость, ударную вязкость и отношение прочности к весу.
Основная цель легированной стали — реагировать на термическую обработку более надежными и предсказуемыми результатами.
Добавление любого металлического элемента в производство для повышения твердости, прочности или коррозионной стойкости. Среди самых сильных сортов – А36.
Давайте посмотрим на другие добавленные элементы и их влияние на углеродистую сталь.
Найдите нужный сплав здесь.
Является ли алюминий черным металлом?
Алюминий считается цветным металлом. Основным источником алюминия является бокситовая руда. Он химически обрабатывается для получения глинозема (оксида алюминия), который затем плавится с использованием процесса электролиза для получения чистого металлического алюминия.
В чистом виде алюминий имеет серебристо-белый цвет и чрезвычайно легкий вес. В сочетании с другими сплавами и элементами алюминий становится прочнее и хорошо проводит тепло и электричество.
Найдите нужный вам алюминий здесь.
Является ли нержавеющая сталь черным металлом?
Основным легирующим элементом в нержавеющей стали является железо, но оно содержит небольшое количество углерода, что означает, что он считается цветным металлом. Здесь вы найдете все, что вам нужно знать о нержавеющей стали.
Нержавеющая сталь, имеющая пять различных семейств марок, известна в первую очередь своим содержанием хрома (обычно не менее 10,5%). Этот легирующий элемент помогает обеспечить глянцевую поверхность и способствует устойчивости к потускнению и ржавчине.
Присутствие молибдена повышает коррозионную стойкость нержавеющей стали. это то, что отличает нержавеющую сталь от большинства других форм стали. Нержавеющая сталь 316 и нержавеющая сталь 303 входят в число тех, которые содержат наибольшее количество молибдена.
Найдите в магазине нужную вам нержавеющую сталь здесь.
5 ответов об алюминиевых профилях
Если вы неоднократно обрабатываете одни и те же детали из алюминиевых профилей стандартных размеров, возможно, пришло время рассмотреть возможность изготовления алюминиевых профилей по индивидуальному заказу.
Что такое бесплатная обработка стали?
Узнайте больше о преимуществах стали, которая образует мелкую стружку при механической обработке.
Анатомия сплава: внутри номеров углеродных стержней
В следующий раз, когда вы будете рассматривать сорта углеродных стержней, обратите внимание на название и, что более важно, на номера.
Центрировать штрих-код для поиска товаров.
Количество:
Единица измерения:
Цена, Единица измерения:
Справочный номер клиента:
Уровень линии заказа:
Заголовок PO:
Номер заказа на поставку заголовка включен в ваш штрих-код и может иметь приоритет над предыдущими заказами на покупку в вашей корзине
Различия между черными и цветными металлами
27 мая 2021 г. автор: ИМС
Свяжитесь с нами
Сталь, черные и цветные металлы
Время считывания: 2 м 9 с
Хотя основное различие между черными и цветными металлами заключается в железе, важно понимать характеристики каждого типа металла. Черные металлы имеют химический состав, в который входит железо. Цветные металлы имеют состав, которого нет. Сравнивая различные типы металлов, можно легко попасть в круговорот того, какой металл является «лучшим». Правда в том, что лучшего металла не бывает. Будь то черный или цветной металл, лучший металл для ваших требований будет зависеть от вашего проекта или спецификаций приложения.
Узнайте больше о различиях между черными и цветными металлами, чтобы определить, какой тип металла поможет вам достичь целей строительства и проекта.
Черные металлы
Черные металлы, состоящие из железа и других сплавов, состоят из высокопрочных металлов и используются в основном из-за их прочности на растяжение и долговечности. Часто используемые в строительстве и производстве металлов, черные металлы обеспечивают долговечность и функциональность для широкого спектра промышленных проектов. К обычным черным металлам относятся:
Углеродистая сталь
Включает низкоуглеродистую (также известную как мягкая сталь), среднеуглеродистую и высокоуглеродистую сталь
Легированная сталь
Легирующие элементы включают алюминий, медь, кремний, никель, хром и титан для повышения прочности
Легированная сталь обеспечивает высокую прочность для больших конструкций в строительстве
Сталь, устойчивая к атмосферным воздействиям, обычно используется для строительства мостов
Нержавеющая сталь
Включение хрома делает нержавеющую сталь устойчивой к коррозии по сравнению с другими черными металлами
Железо
Чугун
Содержание железа от 1,5% до 4% с другими легирующими элементами, такими как кремний или марганец
Литейный, с исключительной твердостью
Кованое железо
Содержание углерода незначительное или отсутствует
Превосходная коррозионная стойкость при меньшей твердости
Подходит для декоративных целей
Характеристики черных металлов
К свойствам черного металла относятся:
Исключительная прочность на растяжение
Прочный
Высокая твердость
Плотный
Склонен к ржавчине
Часто магнитится
Просмотр изделий из алюминия
Различия между черными и цветными металлами
Одним из основных отличий помимо типов металлов является разница в стоимости между черными и цветными металлами. Черные металлы, хотя и известны своей прочностью, обычно более рентабельны, чем цветные металлы. Дополнительные различия между черными и цветными металлами включают:
Черные металлы являются магнитными, а цветные металлы — нет
Черные металлы более подвержены коррозии или ржавчине из-за включения железа, тогда как цветные металлы более устойчивы к ржавчине
Цветные металлы обычно легкие, тогда как черные металлы тяжелее
Цветные металлы легко перерабатываются. Черные металлы требуют более детального процесса
Обычное использование черных металлов для проектов, требующих долговечности
Автомобили
Электроприборы
Строительство
Морские контейнеры
Обычное использование цветных металлов для объектов, подверженных воздействию внешних факторов
Водосточные желоба и кровля
Вывеска
Уличные знаки
Электромонтажные работы
Найдите нужный вам черный или цветной металл
IMS хранит продукцию как из черных, так и из цветных металлов.
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A rt
Доставка по Украине
1 828.29 грн
914.14 грн
Купить
Высечные ножницы по металлу, насадка на дрель (сверчок)
На складе
Доставка по Украине
690 грн
649 грн
Купить
Насадка сверчок (ножницы) по металлу на шуруповерт-дрель
На складе
Доставка по Украине
690 грн
Купить
Ножи, заточка ножей
Насадка Ножницы На Дрель Шуруповерт Для Резки Металла Сверчок Yt-160A
На складе в г. Ровно
Доставка по Украине
745 — 815 грн
от 3 продавцов
815 грн
Купить
Techland
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
На складе в г. Ровно
Доставка по Украине
по 745 грн
от 11 продавцов
745 грн
Купить
Магазин «Панас»
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
На складе в г. Ровно
Доставка по Украине
по 745 грн
от 2 продавцов
745 грн
Купить
Saga Market
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
На складе в г. Ровно
Доставка по Украине
745 грн
Купить
KRONS интернет- магазин
Матрица к насадке на дрель для резки металла — головка для высечных ножниц SN-160
На складе в г. Киев
Доставка по Украине
130 грн
Купить
Торговая компания LOSSO
Насадка на дрель (Ножницы — лобзик, 2в1) Sturm SN180
На складе
Доставка по Украине
1 455 грн
Купить
«ИНТЕРНЕТ-МАГАЗИН «STOOLS»»
Насадка на дрель(шуруповерт) ножницы по металлу, F2008-1
Доставка из г. Днепр
1 527.20 грн
Купить
Насадка ножницы на дрель шуруповерт для резки нержавейки, меди, алюминия, фанеры, пластика Сверчок YT-160A,
На складе в г. Ровно
Доставка по Украине
745 грн
Купить
Интернет магазин » Горячий Стиль «
Ножницы по металлу на дрель, шуруповерт. Насадка, приспособление Dastool (DR-12)
На складе
Доставка по Украине
1 890 грн
Купить
Tools Planet
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
На складе
Доставка по Украине
714.24 — 768 грн
от 11 продавцов
1 490 грн
745 грн
Купить
GoodStore | Подарки, Товары для дома и работы
Пуансон до насадки на дриль для різання металу — шток для висічених ножиць SN-160
На складе
Доставка по Украине
150 грн
Купить
ТОРГОВА КОМПАНІЯ «SKY HOME»
Матриця до насадки на дриль для різання металу — головка для висічених ножиць SN-160
На складе
Доставка по Украине
130 грн
Купить
ТОРГОВА КОМПАНІЯ «SKY HOME»
Смотрите также
Насадка-ножницы на дрель Sturm SN160
На складе
Доставка по Украине
по 1 080 грн
от 2 продавцов
1 080 грн
Купить
Насадка-ножницы на дрель удлиненная Sturm SN160L
На складе
Доставка по Украине
по 1 683 грн
от 2 продавцов
1 683 грн
Купить
Насадка на дрель (Ножницы — лобзик, 2в1) Sturm SN180
На складе
Доставка по Украине
по 1 455 грн
от 2 продавцов
1 455 грн
Купить
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A MLN
На складе в г. Киев
Доставка по Украине
998 грн
798 грн
Купить
M-Line Shop
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
815 грн
Купить
Интернет-магазин «Дрібниці»
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
1 072 грн
1 021 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Насадка на дрель (Ножницы — лобзик, 2в1) Sturm SN180
Доставка по Украине
1 455 — 1 457 грн
от 3 продавцов
1 455 грн
Купить
Mannol
Насадка на дрель (Ножницы — лобзик, 2в1) Sturm SN180
На складе
Доставка по Украине
по 1 455 грн
от 2 продавцов
1 455 грн
Купить
Насадка на дрель. шуруповерт ножницы по металлу DASTOOI DR12
Доставка по Украине
1 940 грн
Купить
Насадка-ножницы «Сверчок» на дрель для резки лист. металла, Sturm SN160
Доставка из г. Днепр
1 080 грн
Купить
Интернет-магазин инструмента «РЕЗЕРВ»
Насадка-ножницы «Сверчок» на дрель для резки лист. металла, удлиненная, Sturm SN160L
Доставка по Украине
1 683 грн
Купить
Интернет-магазин инструмента «РЕЗЕРВ»
Ножницы — насадка на дрель (038955) EDMA TURBOSHEAR (Франция)
Доставка по Украине
по 8 351.64 грн
от 5 продавцов
8 436 грн
8 351.64 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Насадка-ножницы «Сверчек»на дрель для резки листового металла STURM SN160L
Доставка по Украине
1 200 грн
Купить
etools
Насадка-ножницы «Сверчек» на дрель для резки листового металла Sturm
Заканчивается
Доставка по Украине
800 грн
Купить
etools
Насадка-ножницы Сверчок для резки металла до 1.6 мм, Ножницы, Ручной инструмент
Каталог товаров
Karcher Karcher Professional Karcher Чистящие средства Karcher Запчасти Расходные материалы Ручной инструмент
Рулетки Удлинители Электроинструмент
Поиск товара
Расширенный поиск
Ваша корзина
Ваша корзина пуста.
Последние статьи
Ручной инструментНожницы Насадка-ножницы Сверчок для резки металла до 1.6 мм
Задайте вопрос по этому товару
Артикул: 14210
Цена:
1 600.00 р. (с НДС)
Кол-во:
Наличие: в наличии
Производитель: Энкор
Технические характеристики высечных ножниц «Сверчок»
Рекомендуемая скорость вращения дрели
3000 об/мин
Рекомендуемая мощность дрели
не менее 420 Вт
Скорость резания (при скорости вращения 3000 об/мин)
до 2 м/мин
Минимальный радиус резания
12 мм
Изменение направления резания
360°
Резание листового металла (сталь до 400 Н/мм2)
до 1. 6 мм
Резание листового металла (нержавеющая сталь)
до 1.0 мм
Резание листового металла (медь, аллюминий)
до 2.0 мм
Габаритные размеры инструмента (без дрели)
180 х 75 х 55 мм
Масса
400 г
Насадка-ножницы «Сверчок» предназначена для резания листовой стали по прямой или изогнутой линии, для вырезания отверстий произвольной формы от предварительно просверленного отверстия диаметром 11 мм. Насадка работает от привода электро- или пневмодрели. Резание производится по принципу высечных ножниц. Насадка не требует регулировки, проста в применении и обслуживании.
Шестигранная ударная отвертка M12 FUEL™ 1/4 дюйма
3453-20
3453-22
Наш шестигранный ударный шуруповерт M12 FUEL™ 1/4″ является самым быстрым малолитражным ударным гайковертом, самым компактным и обеспечивает максимальную видимость рабочего пространства. Бесщеточный двигатель POWERSTATE™ обеспечивает самую высокую скорость движения в классе малолитражных инструментов, обеспечивая непревзойденную производительность. 5 дюймов в длину и 7,6 дюймов в высоту (с аккумулятором M12™ CP 2,0 Ач), это решение является наиболее компактным ударным шуруповертом в своем классе, обеспечивая более удобный доступ в ограниченном пространстве и общую портативность. меньше теней, обеспечивая максимальную видимость рабочего пространства.Наш REDLINK PLUS™ Intelligence обеспечивает высочайшие тепловые характеристики, позволяя выполнять больше работы.В сочетании с нашим аккумуляторным блоком M12™ REDLITHIUM™ вы можете работать весь день. Наш ударный шуруповерт M12 FUEL™ является частью наша система M12™, которая полностью совместима с более чем 125 решениями.
Включает
(1)
M12 FUEL™ Ударная отвертка с шестигранной головкой 1/4 дюйма (3453-20)
(1) Зажим для ремня
1/4-дюймовый шестигранный ударный шуруповерт
Бесщеточный двигатель Powerstate™
MILWAUKEE® разработал и изготовил бесщеточный двигатель
Превосходит всех ведущих конкурентов
Интеллект RedLink Plus™
Самая передовая электронная система на рынке с максимальной производительностью
Полная связь системы с защитой от перегрузки увеличивает срок службы инструмента.
Встроенный указатель уровня топлива показывает оставшийся заряд
RedLithium™
Увеличение времени работы до 2 раз
До 2 раз больше перезарядок, чем у ведущего конкурента
Работает при температуре ниже -18°C / 0°F
1500 дюйм-фунтов крутящего момента и 3600 об/мин
4 режима управления приводом и триггер переменной скорости для регулировки скорости
Только 5 дюймов в длину
Наилучший доступ в труднодоступных местах
Портативный пояс для инструментов
Окантовка Tri LED для уменьшения теней
Повышенная видимость в темных местах
ПОРТАТИВНАЯ ПРОИЗВОДИТЕЛЬНОСТЬТОРГОВАЯ ФОКУСИРОВАННАЯ СИСТЕМА WIDE
Бесколлекторный двигатель POWERSTATE™ с усилием до 1500 дюймофунтов. крутящего момента
Всего 5 дюймов в длину для большей доступности в труднодоступных местах
Tri-LED освещает рабочее пространство
До 3600 об/мин в режиме 3
4-режимное управление приводом со специальным режимом самонарезающего винта
Малый вес при 2 фунтов для переноски пояса инструментов и снижения утомляемости в течение рабочего дня
Вставка бит одной рукой для простоты использования
Интеллектуальная система REDLINK PLUS позволяет вкручивать больше крепежных деталей вплотную друг к другу
Цельнометаллический зажим для ремня для удобства переноски
Совместимость с держателем бит Milwaukee для принадлежностей 49-16-3697
Совместимость со всеми аккумуляторами и зарядными устройствами M12™
Часть системы M12, включающая более 125 инструментов
Самый быстрый субкомпактный ударный шуруповерт
Самый компактный
Максимальная видимость рабочего пространства
Загрузить руководство по эксплуатации Загрузить список запасных частей
Технические характеристики продукта
ИПМ 0 — 4000
Максимальный крутящий момент 1500,0 дюйм-фунтов
Гарантия на инструмент Инструмент на 5 лет, батарея на 2 года
Источник питания беспроводной
Тип двигателя POWERSTATE Бесколлекторный
Длина 5,0 дюйма
Масса 2,0 фунта
Высота 7,6 дюйма
Ширина 2,14 дюйма
Напряжение 12В
Бесщеточный Да
Аккумуляторная система М12
Тип патрона Шестигранная быстрая смена
Размер патрона 1/4″ шестигранник
УПРАВЛЕНИЕ ПРИВОДОМ 4-режим
Максимальное число оборотов в минуту 3600 об/мин
Диапазон оборотов 0 — 3600
Drillpro Двуглавый высечно-резательный станок для листового металла Насадка для сверления Нож для резки листового металла
Английский
Your Position: Home > Сверла> Специальные сверла
Изображение большего размера
Поделитесь этим продуктом:
24,99 долл. США 24,99 долларов США
Спецификация продукта:
Диаметр хвостовика:
27 мм / 1,06
Диаметр резания:
7,4 мм / 0,3
В целом. Размер
9
.
Описание
Особенности: -Двусторонний нож для резки металла, подходит для любой электрической или электрической дрели. — Удобная и идеальная альтернатива традиционным электрическим или пневматическим ножницам. — Двойная режущая головка с регулировкой на 360 градусов, резка в любом направлении и под любым углом. -Две режущие головки для работы с рукояткой (прилагается), навинчивающейся на неиспользуемую головку для более безопасного захвата. -Использование с пневматической/электрической дрелью, скорость 1500-3000об/мин. -Минимальный радиус резки: 12 мм. -Минимальная толщина резки: Стальная пластина: 1,8 мм Нержавеющая сталь: 1,2 мм Медная/ алюминиевая пластина: 2 мм Пластиковая/волокнистая плита: 2 мм : Металл, пластик Диаметр режущей кромки: 7,4 мм / 0,3 дюйма Диаметр хвостовика: 27 мм / 1,06 дюйма Общий размер: 18 x 5,1 x 7,8 см / 7 дюймов x 2 дюйма x 3 дюйма (Д * Ш * В) Подходит для ремонта и обслуживания автомобилей и производства металлических листов.
В пакет включено: 1 x Нож для вырубки 1 x Сброс инструмента
Подробное изображение
Отзывы клиентов
Пока нет отзывов
Советы по написанию отзывов
Пожалуйста, напишите отзыв с подробным описанием и четким выражением. Отзыв должен быть связан с приобретенным вами продуктом, что поможет нам улучшить наш сервис и качество продукта.
Резка металла – это процесс отделения частей или заготовок от сортового, литого и листового металла. Этот процесс является основой всей металлообрабатывающей отрасли. И не исключением стали работы по ремонту или строительству зданий. Различные типы резки обязательным образом применяются также в ремонте и обслуживании любой механической и даже электронной техники. На сегодняшний день резка металла представлена несколькими методами с применением специального оборудования. Каждый из вариантов отличается своими особенными качествами и свойствами, и применение того или иного метода обработки металла требует некоторых знаний данных методик.
Основные характеристики, по которым определяют какой именно тип и инструмент для резкиметалла применять, можно выделить в следующий список:
температура резки, главное условие – минимальный нагрев разрезаемого материала;
скорость;
качество срезов и граней, особенно высокие требования предъявляются деталям, которые применяются в движущихся механизмах или лицевым сторонам конструкций в сооружениях;
стоимость использования данного инструмента;
безопасность работы на определенном участке строительства или месте работы.
Mетоды резки металла, которые представлены в приведенном выше списке, позволяют подбирать лучший вариант для каждого отдельного условия. В некоторых случаях, например при выполнении работы в жилых массивах, учитывается также фактор шумового, светового и пылевого загрязнений. Особенности резки металлов важно учитывать, так как это основной залог успеха в работе и экономии, как времени, так и денег. Правильно выбираемый тип резки гарантирует сохранение технических характеристик заготовки и детали. На выбор современным мастерам предлагается следующий список основных и самых доступных типов резкиметалла:
лазерная резка;
плазменная резка;
газовая резка;
Резка электродуговой сваркой;
резка аргонодуговой сваркой;
механическая резка;
гидроабразивная резка.
Подбор типа резки может изменяться в зависимости от рода металла, который нужно обрабатывать. Для этого стоит знать главные особенности резки металлов каждым из представленных типов инструмента.
Лазерная резка
Рабочим инструментом выступает лазер, твердотельного или газового типов. Метод считается одним из лучших среди современных предложений. Минимальная ширина реза лазера составляет всего 0,1 мм, поэтому инструмент применяется даже при высокоточном производстве. Точность размеров заготовок представляется с погрешностью +/- 0,01 мм. Кроме того, лазерная резка металла отличается высокой продуктивностью работы, скорость реза 0,167 м/с, позволяет выполнять большие объемы работы при времени стандартной рабочей смены. В зависимости от мощности установки, максимальная толщина разрезаемой стали может достигать 20 мм.
Плазменная резка
Технология резки плазмой основывается на интенсивном разогреве металла под воздействием электрической дуги и с дальнейшим удалением расплавленного материала с помощью высокоскоростного плазменного потока. Температура плазмы достигает 15 000 – 20 000 С0. Производительность работы плазменной резки значительно выше, чем кислородной или электродуговой. Плазменная резка металла позволяет выполнять резы любой сложности и конфигурации, при этом не требуется заправки баллонов воздухом или сжатым воздухом. Этот вид обработки металла считается одним из самых доступных в экономическом плане. Толщина листа может достигать 50 мм.
Газовая резка
Газовая резка металла на сегодняшний день является одним из самых популярных методов обработки металла. Простота в работе и обслуживании установки делает свое дело. Принцип работы основан на разогреве металла в месте реза и удалении жидкого материала под воздействием высокого давления подаваемого кислорода, который одновременно служит и разогревающим средством. Однако газовая резка подходит далеко не для всех металлов и сплавов. Алюминий не удастся разрезать по нужным контурам, так как его температура горения всего 900 С0, а при газовой резке нужно прогревать достаточный участок материала. Рез таким оборудованием получается значительной ширины, на котором остаются окислы, наплывы и шлаки. В результате получаются далеко неточные контуры деталей.
Резка сварочным инвертором
Резкаметалла сварочным инвертором требует расходования электродов и не может обеспечить точных контуров вырезаемых деталей. Не все металлы могут обрабатываться таким инструментом.
Аргонодуговая резка
Аргонодуговая резка и сварка выполняются в среде инертного газа аргона. Выполняется с применением электродов. Инструмент применяется для обработки цветных металлов и углеродистых сталей.
Механическая резка
Механическая резка выполняется различным инструментом в зависимости от толщины обрабатываемого материала и требований к получаемой детали. Применяются ленточнопильные станки, болгарки, ручные пилы, ножницы и гильотины. Этот метод является одним из самых распространенных среди населения. Качество срезов и толщина обрабатываемого металла зависят от применяемого инструмента.
Гидроабразивная резка
Уникальная в своем роде гидроабразивная резка отличается настоящей универсальностью и многозадачностью. Основной недостаток – дороговизна оборудования. Обрабатываемый материал не поддается воздействию температуры. Скорость и точность резов на высоком уровне, поэтому используется при изготовлении сложных механизмов и точных деталей машин. Толщина разрезаемого материала (обрабатываются практически любые материалы: керамика, пластик, металл) может достигать 300мм и больше.
На страницах этого сайта можно найти всю необходимую для пользователей инструмента информацию. В отдельном разделе представлена подборка, где резка металла резаком и другим инструментом, представлена в видео.
Газовая резка металла — технология обработки, устройства, рекомендации
СОДЕРЖАНИЕ:
• Основные методы резки металла газом
• Как рассчитать стоимость услуги за метр
• Расход газа при резке металла
• Особенности резки в размер
• Преимущества метода газовой резки
• Возможность деформации
• Процесс раскроя металла
• Устройство ручного газового резака
• Устройство инжекторного резака
• От чего зависит расход газа
Газовая резка металла (кислородная/автогенная) – процесс разрезания стальных и металлических изделии/заготовок кислородным потоком, который подается из специального аппарата. Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент.
Предварительно изделие нагревается до 1300 градусов открытым пламенем, затем подается кислородная струя, разрезающая металл в соответствии со схемой. Современная технология газовой резки позволяет производить раскрой листа любой конфигурации толщиной до 300 мм, в отдельных случаях до 1000 мм.
Основные методы резки металла газом
Копьевая резка — с помощью данной операции производится обработка нержавейки, чугуна и
низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления
и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он
служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании
данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов.
Оборудование данного типа не может раскроить металл толще 300 мм.
Толщина материала, см
Пробивание, сек.
Ширина реза, см
Расход пропана, м3
Расход кислорода, м3
0,4
От 5 до 8
0,25
0,035
0,289
1,0
От 8 до 13
0,3
0,041
0,415
2,0
От 13 до 18
0,4
0,051
0,623
4,0
От 22 до 28
0,45
0,071
1,037
6,0
От 25 до 30
0,5
0,071
1,461
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.
Расход газа при резке металла
Рабочий диапазон, мм
Резательное сопло NX
Кислород (давление, bar)
Горючий газ (давление, bar)
Кислород (потребление, m3/h)
Горючий газ (потребление, m3/h)
3-5
000 NX
1,0-2,0
0,5
1,5-2,0
0,20
5-10
00 NX
1,5-2,0
0,5
2,0-3,0
0,30
10-15
0 NX
2,0-3,0
0,5
3,0-3,5
0,35
15-25
1 NX
2,5-3,5
0,5
3,5-4,5
0,40
25-50
2 NX
3,5-4,0
0,5
4,0-4,8
0,40
50-75
3 NX
3,0-4,5
0,5
5,0-6,5
0,40
75-150
4 NX
3,5-5,5
0,5
6,5-9,5
0,50
150-200
5 NX
4,5-5,5
0,5
10,0-14,0
0,60
200-300
6 NX
5,5-6,5
0,5
15,0-19,0
0,70
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
● быстрота и универсальность
● оптимальная стоимость и высокое качество
● любой уровень сложности
● любая конфигурация реза
● возможность работы с металлом разной толщины
Возможность деформации
Деформация — обычное явление, если на металл оказывается термическое воздействие. Исправить дефекты можно с помощью вальцовки,
обжига, предварительного закрепления изделия, также не стоит превышать допустимую скорость обработки.
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается
узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол — 84-85 градусов), сторона — противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
Устройство ручного газового резака
Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
Руководство по резке металлов
Опубликовано AAA Metals Company в | Оставить комментарий
Резка металла — это производственный процесс, при котором больший кусок материала разделяется на более мелкие куски или части. Существует множество доступных методов резки металла, каждый из которых имеет свои преимущества и ограничения, которые делают его пригодным для различных производственных проектов. Ниже мы выделяем некоторые из наиболее распространенных, описывая, как они работают, какие у них есть преимущества и недостатки, какие типы металлов они режут и в каких областях они используются, чтобы помочь профессионалам отрасли выбрать лучший метод для своих нужд:
Пиление/распиловка
Лазерная резка
Гидроабразивная резка
Стрижка
Распиловка, также иногда называемая распиловкой, представляет собой метод распиловки, при котором используется пильный диск, т. е. инструмент с острыми металлическими зубьями, для разрезания материала на более удобные части или определенные формы и размеры. Основными типами резки, используемыми производителями, являются резка циркулярной и ленточной пилой. При резке циркулярной пилой используется круглое лезвие, которое режет материал по мере его вращения, а при резке ленточной пилой используется удлиненное прямое лезвие, обеспечивающее непрерывное равномерное действие.
Предлагаемые преимущества
Этот метод резки имеет ряд преимуществ по сравнению с некоторыми другими методами резки металла. Например, он позволяет выполнять резку с жесткими допусками, что снижает количество отходов, образующихся при резке. Кроме того, он предлагает как высокую скорость резки, так и высокое качество резки, что приводит к более быстрой обработке без необходимости дополнительных процедур чистовой обработки. В целом это приводит к снижению общей стоимости проекта для некоторых приложений.
Используемые материалы
Пиление подходит для различных металлов, включая, помимо прочего, алюминий, латунь, бронзу, медь, жаропрочные сплавы, никелевые сплавы, нержавеющую сталь и титан. Он может резать эти материалы в виде стержней, пластин, труб и труб. Тем не менее, он лучше всего подходит для резки материалов большой толщины или различного поперечного сечения, поскольку у оборудования могут возникнуть трудности с сохранением стабильности тонкого плоского материала во время резки.
Обслуживаемые отрасли
Некоторые из отраслей, которые регулярно полагаются на распиловку для производства своих деталей и продуктов, включают аэрокосмическую, архитектурную, биотехнологическую, химическую, пищевую, морскую, упаковочную и фармацевтическую.
Лазерная резка — это метод резки, в котором используются мощные сфокусированные лучи света для нагрева, расплавления и разрезания материала, не касаясь его напрямую. Он может использовать различные механизмы резки и удаления, чтобы соответствовать различным материалам и требованиям резки. Помимо разделения больших деталей на более мелкие части или части, лазерная технология также может использоваться для травления или гравировки материалов в функциональных и эстетических целях.
Предлагаемые преимущества
Сегодня многие технологии лазерной резки поставляются с компьютеризированным управлением. Эти системы помогают точно и аккуратно позиционировать и перемещать лазер по материалу, гарантируя, что вырезанная деталь имеет правильную форму и размер. В дополнение к высокой точности и правильности резки другие преимущества лазерной резки по сравнению с некоторыми другими методами резки металла включают меньшие затраты на техническое обслуживание и замену, меньшую вероятность загрязнения материала и большую безопасность на рабочем месте.
Используемые материалы
Этот метод резки металла можно использовать для широкого диапазона материалов. Он часто используется для резки пластин и листов из алюминия, латуни, меди, никеля, нержавеющей стали и титана. Он не подходит для использования с термочувствительными или отражающими материалами, так как первые могут деформироваться, а вторые могут повредить оборудование.
Обслуживаемые отрасли
Лазерная резка находит применение в производственных операциях самых разных отраслей промышленности. Некоторые из отраслей, которые регулярно используют его, включают аэрокосмическую, архитектурную, биотехнологическую, химическую, пищевую, морскую, упаковочную и фармацевтическую.
Гидроабразивная резка — это метод резки металла, в котором используется вода под давлением для придания материалу желаемой формы и размера. Потоки воды под высоким давлением, т. е. водометы, могут также содержать абразивы, такие как оксид алюминия или гранат, чтобы облегчить процесс резки, гарантируя полную резку даже очень толстых или очень твердых материалов.
Предлагаемые преимущества
Гидроабразивная резка — это метод холодной резки, то есть он не требует нагревания или напряжения материала с помощью машин. В результате он создает меньшую зону термического влияния (ЗТВ) во время операций резки, что снижает риск термической деформации материала. Кроме того, по сравнению с лазерной резкой, он режет более толстые материалы с более жесткими допусками и производит меньше побочных продуктов шлака.
Используемые материалы
Этот метод резки металла хорошо работает с различными материалами, такими как алюминий, латунь, медь, никель, сталь и титан. Его можно использовать для резки плит и листов толщиной до 6 дюймов.
Обслуживаемые отрасли
Гидроабразивная резка позволяет выполнять 2D- и 3D-резки в зависимости от оборудования. Это качество позволяет производителям изготавливать простые и сложные компоненты для различных отраслей промышленности. Примеры деталей и изделий, вырезанных с помощью гидроабразивной резки, включают двигатели, лопатки турбин и панели управления для аэрокосмической промышленности, а также трубы и насосы для морской промышленности.
Резка — это метод резки металла, при котором для резки материала используется движущееся верхнее лезвие и неподвижное нижнее лезвие, которые слегка смещены друг относительно друга. При опускании верхнего лезвия материал прижимается к нижнему лезвию. Оказываемое давление деформирует материал, в конечном итоге заставляя его напрягаться и поддаваться. Это формирует разрез.
Предлагаемые преимущества
По сравнению с другими методами резки стрижка более универсальна. Помимо резки, ножницы также можно использовать для гибки, штамповки и прессования металлических материалов. Процесс также практически не производит отходов, поскольку во время операций резки не образуется стружка, что может помочь снизить общие затраты на материалы.
Используемые материалы
Этот метод резки лучше всего подходит для пластин и листовых материалов. Для резки толстых материалов может потребоваться слишком большое усилие, в то время как полые материалы могут деформироваться при резке. Типичные используемые материалы включают алюминий, латунь, бронзу, медь, никель, нержавеющую сталь и титан.
Обслуживаемые отрасли
Детали из металла, подвергшиеся резке, используются в различных отраслях промышленности. Примеры включают авиационные двигатели, диски, трубы, насосы, кольца и трубки.
Услуги по резке металла на заказ от AAA Metals
Нужна ли вам резка пилой, лазерная резка, гидроабразивная резка или резка для вашего проекта, AAA Metals поможет вам! Мы можем разрезать широкий спектр металлов на различные формы, размеры и количества в соответствии со строгими спецификациями. Чтобы узнать больше о наших возможностях резки и о том, как определить, какой из них подходит именно вам, свяжитесь с нами сегодня. Чтобы обсудить ваши требования к резке с одним из наших экспертов, запросите предложение.
Резка металлов: значение, история и принципы
РЕКЛАМА:
Прочитав эту статью, вы узнаете о:- 1. Значение резки металла 2. История резки металла 3. Типы процессов резки 4. Факторы 5. Методы 6. Принципы 7. Скорости.
Резка металла :
Резка металла — это «процесс удаления нежелательного материала в виде стружки из блока металла с помощью режущего инструмента». Человек, который специализируется на механической обработке, называется машинистом. Помещение, здание или компания, где производится механическая обработка, называется механическим цехом.
Основные элементы, участвующие в этом процессе:
РЕКЛАМА:
(i) Металлический блок (заготовка).
(ii) Режущий инструмент.
(iii) Станки.
(iv) Смазочно-охлаждающая жидкость.
РЕКЛАМА:
(v) Скорость резания (основное движение).
(vi) Подача (вторичное движение).
(vii) Чипсы.
(viii) Закрепление и крепление.
ОБЪЯВЛЕНИЙ:
(ix) Рассеивание силы и энергии и
(x) Отделка поверхности.
Необходимыми условиями для успешной резки металла являются:
(a) Относительное движение между заготовкой и режущим инструментом.
РЕКЛАМА:
(b) Материал инструмента должен быть тверже рабочего материала.
(c) Работа и инструмент должны жестко удерживаться приспособлением и приспособлениями.
(d) Острая Режущая кромка режущего инструмента.
(e) Первичное движение (скорость резания).
РЕКЛАМА:
(f) Вторичное движение (режущая подача).
Почти все продукты, произведенные методом удаления металла, прямо или косвенно. Основными недостатками способа являются потери материала в виде стружки.
История металлообработки:
История резки металла началась в Египте, где вращающееся устройство, называемое тетивой, использовалось для сверления отверстий в камнях.
История резки металла приведена в таблице 9.1:
Типы процессов резания (операций):
Механическая обработка — это не просто один процесс; это группа процессов. Существует множество видов механообработки. Каждый из них специализируется на создании определенной геометрии детали и качества обработки поверхности.
Некоторые из наиболее распространенных процессов резки показаны на рис. 9.1:
(i) Токарная обработка:
ОБЪЯВЛЕНИЙ:
Токарная обработка используется для создания цилиндрической формы. В этом процессе заготовка вращается, а режущий инструмент удаляет нежелательный материал в виде стружки. Режущий инструмент имеет одну режущую кромку. Скоростное движение обеспечивается вращающейся заготовкой, а движение подачи достигается за счет медленного перемещения режущего инструмента в направлении, параллельном оси вращения заготовки.
(ii) Бурение:
Сверление используется для создания круглого отверстия. В этом процессе режущий инструмент вращается и подается к заготовке, закрепленной в удерживающем устройстве. Режущий инструмент обычно имеет две или более режущие кромки. Инструмент подается в направлении, параллельном его оси вращения, в заготовку, чтобы сформировать круглое отверстие.
(iii) Сверление:
Растачивание используется для увеличения уже просверленного отверстия. Это тонкая отделочная операция, используемая на заключительном этапе производства продукта.
(iv) Фрезерование:
РЕКЛАМА:
Фрезерование применяется для снятия слоя материала с рабочей поверхности. Он также используется для создания полости в рабочей поверхности. В первом случае это известно как фрезерование слябов, а во втором — как торцовое фрезерование. В основном процесс фрезерования используется для получения плоской или прямой поверхности. Используемый режущий инструмент имеет несколько режущих кромок. Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
(v) Отрезка:
Отрезка предназначена для разрезания металла на две части. В этой операции заготовка вращается, а режущий инструмент перемещается радиально внутрь, чтобы разделить компоненты.
Факторы, влияющие на процесс резки металла:
Различные факторы или параметры, влияющие на процесс резания и, следовательно, качество поверхности и точность геометрии детали, приведены в таблице 9.2:
Независимые переменные:
РЕКЛАМА:
Основные независимые переменные:
(a) Материал режущего инструмента, форма, геометрия, углы.
(b) Материал заготовки, состояние, температура.
(c) Параметры резания, такие как скорость, подача и глубина резания.
(d) Смазочно-охлаждающие жидкости.
(e) Технические характеристики станков.
РЕКЛАМА:
(f) Закрепление и крепление.
Зависимые переменные:
На зависимые переменные влияют изменения независимых переменных.
Основные зависимые переменные:
(a) Типы образовавшейся стружки.
(b) Температурная зона на границе рабочего инструмента.
РЕКЛАМА:
(c) Износ и отказы инструмента.
(d) Поверхностная обработка.
(e) Сила и энергия в процессе резания.
Методы резки металлов :
Существует два основных метода резки металла, основанных на режущей кромке и направлении относительного движения между инструментом и заготовкой:
(i) Процесс ортогональной резки (двумерный)
РЕКЛАМА:
(ii) Процесс наклонной резки (трехмерный)
(i) Процесс ортогональной резки:
В процессе ортогонального резания режущая кромка перпендикулярна (90 градусов) направлению подачи. Стружка стекает в направлении, нормальном к режущей кромке инструмента. Идеально острый инструмент разрежет металл на поверхности стойки.
Процесс ортогональной резки показан на рис. 9.3. (а):
(ii) Процесс косой резки:
При косом резании режущая кромка наклонена под острым углом (менее 90 градусов) к направлению подачи. Чип стекает в сторону длинным завитком. Стружка стекает под углом к нормали к режущей кромке инструмента.
Некоторые основные сравнительные характеристики обоих процессов приведены в таблице 9..3:
Принцип резки металла :
Типовой процесс резки металла одноточечным режущим инструментом показан на рис. 9.2. При этом клиновидный инструмент перемещается относительно заготовки под углом а. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига АВ.
Плоскость сдвига на самом деле представляет собой узкую зону и простирается от режущей кромки инструмента до поверхности заготовки. Режущая кромка инструмента образована двумя пересекающимися поверхностями.
Подробное описание различных терминов приведено ниже:
(i) Поверхность стойки:
Это поверхность между стружкой и верхней поверхностью режущего инструмента. Это поверхность, по которой чип движется вверх.
(ii) Боковая поверхность:
Это поверхность между заготовкой и нижней частью режущего инструмента. Эта поверхность предусмотрена, чтобы избежать трения с обработанной поверхностью.
(iii) Угол стойки (α):
Угол между поверхностью рейки и нормалью к заготовке. Угол стойки может быть положительным или отрицательным.
(iv) Задний угол/задний угол/задний угол (γ):
Угол между боковой поверхностью и горизонтальной обработанной поверхностью. Предусмотрен некоторый зазор между боковой поверхностью и обработанной поверхностью заготовки, чтобы избежать трения режущего инструмента об обработанную поверхность.
(v) Зона первичной деформации:
Это зона между вершиной инструмента и плоскостью сдвига AB.
(vi) Зона вторичной деформации:
Зона между поверхностью зубчатой рейки инструмента и стружкой.
(vii) Зона третичной деформации:
Это зона между боковой поверхностью инструмента и обрабатываемой поверхностью заготовки.
Почти все процессы резания основаны на одной и той же теории деформации сдвига. Режущий инструмент, используемый в процессе резки, может быть одноточечным или многоточечным. Токарная обработка, нарезание резьбы и формование, растачивание, снятие фасок и торцовка — это некоторые операции резания, выполняемые одноточечным режущим инструментом. Фрезерование, сверление, шлифование, развертывание и протягивание — это некоторые операции резания, выполняемые многоточечным режущим инструментом.
Механика стружкообразования:
Типичный процесс резки металла одноточечным режущим инструментом показан на рис. 9.5. При этом клиновидный инструмент перемещается относительно заготовки под углом α. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига AB.
Микроскопическое исследование показывает, что стружка образуется в процессе резки. Процесс сдвига при формировании фишек подобен движению карт в колоде, скользящих друг относительно друга, как показано на рис. 9.5. Сдвиг происходит по зоне сдвига (плоскости сдвига). Плоскость сдвига на самом деле представляет собой узкую зону. Он простирается от режущей кромки инструмента до поверхности заготовки.
Эта плоскость находится под углом, называемым углом сдвига (φ), с поверхностью заготовки. Зона сдвига оказывает большое влияние на качество обрабатываемой поверхности. Ниже плоскости сдвига заготовка недоформована, а над плоскостью сдвига стружка уже сформировалась и движется вверх к поверхности инструмента.
Отношение толщины стружки перед резанием (t o ) к толщине стружки после реза (t c ) называется коэффициентом толщины стружки.
Обычно обозначается буквой r, которая может быть выражена как:
Толщина стружки после реза (t c ) всегда больше, чем толщина стружки до реза (t o ). Поэтому значение r всегда меньше единицы. Величина, обратная r, известна как коэффициент сжатия стружки или коэффициент сокращения стружки (1/r). Коэффициент уменьшения стружки является мерой того, насколько толстой стала стружка по сравнению с глубиной резания (t 0 ). Таким образом, коэффициент уменьшения стружки всегда больше единицы.
Расчет углов сдвига:
Рассмотрение процесса ортогонального резания для получения выражения для расчета угла сдвига, как показано на рис. 9.6. Режущий инструмент определяется передним углом (α) и зазором или задним углом (γ). Стружка образуется перпендикулярно режущей кромке инструмента.
Ниже приведены некоторые допущения относительно механики образования стружки:
(i) Инструмент должен коснуться стружки своей передней поверхностью.
(ii) Рассмотрены условия простой деформации. Это означает отсутствие бокового схода стружки во время резания.
(iii) Зона деформации очень тонкая (порядка от 10 -2 до 10 -3 мм) рядом с плоскостью сдвига AB.
В вышеуказанном 9.6. используются следующие символы:
α – Передний угол
γ – Задний (задний) угол
φ – Угол сдвига
AB – Плоскость сдвига
t 0 – Толщина необрезанной стружки
t c – Толщина стружки (деформированная)
Area DEFG – Площадь неразрезанной стружки
Area HIJK – Площадь стружки после резки.
Это необходимое соотношение для расчета угла сдвига (φ). Это соотношение показывает, что φ зависит от t 0 , t c и α (передний угол). Это означает, что при измерении t 0 , t c и a инструмента, угол сдвига (φ) можно определить, используя приведенное выше выражение.
Отношение толщины стружки (r) может быть определено следующими методами:
(i) Используя уравнение непрерывности
(ii) Путем взвешивания стружки известной длины.
(iii) Зная скорость стружки (V c ) и скорость заготовки (V).
(i) Используя уравнение непрерывности:
Первоначальный вес щепы до резки = вес стружки после резки.
(ii) Путем взвешивания стружки известной длины:
Если длина реза неизвестна напрямую, то ее можно оценить путем взвешивания стружки известной длины; затем
вычислить «r» и ɸ из приведенных выше уравнений.
(iii) Зная скорость стружки (V C ) и скорость заготовки (V):
Применение уравнения непрерывности как:
Поставив значение r и α, мы можем получить угол сдвига (φ).
Скорости в процессе резки металла:
Из-за относительного движения между режущей кромкой инструмента и заготовкой и удаляемой стружкой возникают три типа скоростей.
Это следующие:
(i) Скорость резания или скорость (V):
Скорость режущего инструмента относительно заготовки.
(ii) Скорость сдвига (V s ):
Скорость стружки относительно заготовки. Другими словами, скорость, с которой происходит сдвиг.
(iii) Скорость стружки (V c ):
Скорость стружки вверх по поверхности инструмента (передней поверхности) во время резания.
Рис. 9.7. Скорости процесса резки металла.
На рис. 9.7 показаны три скорости и их соотношения:
Пусть V — скорость резания
В с – Скорость сдвига
В c – Скорость стружки
φ – Угол сдвига
α – Передний угол
r – Коэффициент толщины стружки
γ – Задний угол
Согласно уравнению непрерывности объем съема металла до и после одинаков, следовательно:
Vt = V с т с
В с/В = т/т с = р
На рис. 9.7, используя правило синусов для векторов скорости, мы можем записать:
Из теории кинематики относительная скорость двух тел (инструмента и стружки) равна разности векторов между их скоростями относительно эталонного тела (заготовки), тогда
В = В С + В С
Силы, действующие на чип:
Различные силы, действующие на стружку при ортогональном резании металла, показаны на рис. 9.8:
(i) Сила сдвига (F s ):
Действует вдоль плоскости сдвига. Это сопротивление сдвигу металла.
(ii) Нормальная сила (F n ):
Он перпендикулярен плоскости сдвига, создаваемой заготовкой.
(iii) Нормальное усилие (Н):
Оказывает острие инструмента на чип.
(iv) Относительная сила сопротивления (F):
Воздействует на стружку и препятствует движению стружки вдоль торца инструмента.
На рис. 9.8 (б) показана схема свободного тела стружки, находящейся в равновесии под действием равнодействующих сил, равных и противоположных по величине и направлению.
Таким образом,
Поскольку чип находится в равновесном состоянии, то можно сказать, что
Типы стружки, производимой при механической обработке:
Стружка, полученная в процессе резки металла, неодинакова. Тип образующейся стружки зависит от обрабатываемого материала и условий резания.
Эти условия включают:
(а) Тип используемого режущего инструмента.
(b) Скорость и скорость резания.
(c) Геометрия инструмента и углы резания.
(d) Состояние машины.
(e) Наличие/отсутствие смазочно-охлаждающей жидкости и т. д.
Изучение производимой стружки очень важно, поскольку тип производимой стружки влияет на чистоту поверхности заготовки, срок службы инструмента, вибрацию, вибрацию, требования к усилию и мощности и т. д.
Важно отметить, что чип имеет две поверхности:
(а) Блестящая поверхность:
Это поверхность, соприкасающаяся с передней поверхностью инструмента. Его блестящий вид вызван трением стружки, когда она движется вверх по поверхности инструмента.
(b) Шероховатая поверхность:
Это поверхность, которая не соприкасается ни с каким твердым телом. Это исходная поверхность заготовки. Его грубый вид вызван действием сдвига, как показано на рис. 9..9.
Обычно на практике встречаются три типа чипов, как показано на рис. 9.9:
Они обсуждаются ниже:
(i) Непрерывная стружка.
(ii) Непрерывная стружка с наростом на кромке.
(iii) Прерывистая или сегментная стружка.
(i) Непрерывная стружка:
Непрерывная стружка образуется при обработке более пластичных материалов, таких как мягкая сталь, медь и алюминий.
Из-за большой пластической деформации, возможной при использовании более пластичных материалов, образуется более длинная непрерывная стружка. Это связано с хорошими углами инструмента, правильными скоростями и подачами, а также с использованием смазочно-охлаждающих жидкостей.
Преимущества:
1. Как правило, они обеспечивают хорошее качество поверхности.
2. Они наиболее желательны, потому что силы стабильны, а работа становится менее вибрации.
3. Обеспечивают высокую скорость резания.
Ограничения:
1. С непрерывной стружкой трудно обращаться и утилизировать.
2. Непрерывная стружка скручивается в спираль и закручивается вокруг инструмента, работает и даже может травмировать оператора, если внезапно вырвется.
3. Непрерывная стружка остается в контакте с поверхностью инструмента в течение более длительного периода времени, в результате чего используется больше тепла трения, чтобы разбить сплошную стружку на мелкие части, чтобы стружка не могла закручиваться вокруг режущего инструмента.
Самая простая форма стружколома изготавливается путем шлифовки канавки на торце инструмента в нескольких миллиметрах позади режущей кромки. Иногда в качестве стружколома используется небольшой металлический стержень с режущей поверхностью.
Благоприятные условия резания:
Благоприятные условия резания для производства непрерывной стружки следующие:
я. Обработка более пластичных материалов, таких как медь, алюминий.
ii. Высокая скорость резания с тонкой подачей.
III. Больший передний угол.
ив. Более острая режущая кромка.
v. Эффективная смазка.
(ii) Непрерывная стружка с наростом:
Непрерывная стружка с наростом (BUE) образуется при обработке пластичных материалов при следующих условиях:
я. Высокая локальная температура в зоне резания.
ii. Экстремальное давление в зоне резания.
III. Высокое трение на границе инструмент-чип.
Вышеупомянутые условия обработки приводят к тому, что рабочий материал прилипает или прилипает к режущей кромке инструмента и образует наросты (BUE). Нарост на кромке генерирует локальное тепло и трение, что приводит к ухудшению качества поверхности и потере мощности.
Нарост часто наблюдается на практике. Нарост меняет свой размер в процессе резки. Она сначала увеличивается, затем уменьшается, затем снова увеличивается и т. д. Этот цикл является источником вибрации и плохой чистоты поверхности.
Преимущества:
Хотя нарост на кромке, как правило, нежелателен, обычно желателен тонкий, прочный BUE, поскольку он снижает износ, защищая переднюю поверхность инструмента.
Ограничения:
я. Это чип, которого следует избегать.
ii. Это явление приводит к ухудшению качества поверхности и повреждению инструмента.
Благоприятные условия резания:
Благоприятные условия резания для производства сплошной стружки с наростом следующие:
я. Низкая скорость резания.
ii. Низкий передний угол.
III. Высокая подача.
ив. Недостаточная подача охлаждающей жидкости.
v. Более высокое сродство (склонность к образованию связи) между инструментальным и рабочим материалом.
Сокращение или ликвидация BUE:
Тенденция к формированию BUE может быть уменьшена или устранена любым из следующих методов:
я. Увеличение скорости резки.
ii. Увеличение переднего угла.
III. Уменьшение глубины резания.
ив. Использование эффективной смазочно-охлаждающей жидкости.
v. Использование острого инструмента.
VI. Легкие сокращения на более высоких скоростях.
(iii) Прерывистая или сегментная стружка:
Прерывистая стружка образуется при обработке более хрупких материалов, таких как серый чугун, бронза, латунь и т. д., с малыми передними углами. Этим материалам не хватает пластичности, необходимой для заметной пластической деформации стружки. Материал разрушается в результате хрупкого разрушения перед кромкой инструмента вдоль зоны сдвига. Это приводит к небольшим сегментам прерывистой стружки. В этих обстоятельствах нет ничего плохого в этом типе чипов.
Преимущества:
я. Поскольку стружка распадается на мелкие сегменты, трение между инструментом и стружкой уменьшается, что приводит к улучшению качества поверхности.
ii. Эти чипсы удобно собирать, обрабатывать и утилизировать.
Ограничения:
я. Из-за прерывистого характера образования стружки силы постоянно изменяются в процессе резания.
ii. Требуется большая жесткость или жесткость режущего инструмента, держателя и удерживающего устройства из-за различных сил резания.
III. Следовательно, при недостаточной жесткости станок может начать вибрировать и стучать. Это, в свою очередь, отрицательно влияет на чистоту поверхности и точность детали. Это может привести к повреждению режущего инструмента или чрезмерному износу.
Благоприятные условия резания:
Благоприятные условия резания для производства прерывистой стружки следующие:
Как Наточить Сверло По Металлу Болгаркой Видео • AURAMM.RU
Это не требует особых доказательств того, что сверло теряет остроту во время работы, то есть, проще говоря, оно тупое. Тупое упражнение не является проблемой, пока оно вам не понадобится. Тогда вдруг оказывается, что невозможно работать с изношенной или тупой дрелью. Нужно только сожалеть, что геометрия и размер сверла не были восстановлены вовремя. В этой статье объясняется, как заточить спиральное сверло, а также жесткое сверло для сверления бетона.
Как заточить спиральное сверло
Вам не нужно беспокоиться об заточке сверла на дереве; Вы можете работать с таким сеялкой много месяцев и даже лет без какой-либо заточки. К сожалению, это не относится к металлическому сверлу, которое должно быть острым. То есть металл можно сверлить только острым, хорошо заточенным сверлом.
Резкий скрип в начале сверления характерен для потери резкости сверла. Не заточенный вовремя, сверло производит больше тепла и, следовательно, изнашивается даже быстрее, чем острое.
Можно заточить сверло на специальных станках или с помощью инструментов. Конечно, желательно, если это возможно, делать это на специальном оборудовании. Но в домашней мастерской таких машин, как правило, нет ни одной, поэтому приходится использовать обычную электрическую кофемолку.
Основные компоненты сверла-свитка.
Итак, подумайте, как заточить металлическое сверло? Тип заточки зависит от формы, которая должна быть придана задней поверхности сверла, и может быть одноплоскостной, двухплоскостной, конической, цилиндрической и винтовой.
Сверло заточено по задним граням. Оба зуба (перья) сверла должны быть заточены одинаково. Вручную это сделать нелегко. Также нелегко вручную поддерживать желаемую форму задней поверхности и правильный угол заднего угла.
1. Одноплоскостная заточка сверла отличается тем, что задняя поверхность пера выполнена в виде единой плоскости. Задний угол в этом случае колеблется в пределах 28-30 °. Сверло просто прикреплено к кругу, так что режущая часть проходит параллельно кругу и без вращения, без движения сверла, заточена. При такой заточке режущие кромки бурового долота могут становиться сколотыми во время сверления, что является недостатком этого способа заточки. Это самый простой метод ручной заточки, который можно использовать для тонких сверл диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно имеют коническую форму. Вручную без навыков такая заточка трудна, но возможна. Сверло достигается левой рукой в рабочей части как можно ближе к входному конусу, а правой рукой. хвостом. Сверло прижимается к концу шлифовального камня режущей кромкой и задней поверхностью и слегка покачивается правой рукой, создавая коническую поверхность на тыльной стороне перьев. Во время заточки сверло не отрывается от камня, движения рук медленные и плавные. Для второй ручки все повторяется одинаково.
Подведите сверло с режущей кромкой к шлифовальному кругу.
Мы качаем дрель вниз, а затем снова вверх.
При заточке старайтесь максимально сохранить первоначальную форму заводской поверхности задней части, чтобы поддерживать необходимые углы поворота назад. Если заточка сделана правильно, то достаточно сверл диаметром до 10 мм. При диаметре более 10 мм эта заточка может быть улучшена путем шлифования передней поверхности, как показано на фотографии:
Измельчить переднюю поверхность.
Какой смысл подрывать? При уменьшении угла рельса и увеличении угла режущей кромки сопротивление скалыванию увеличивается, что увеличивает срок службы сверла. Кроме того, ширина поперечного края становится меньше. Поперечный край не затвердевает, но царапает металл в центре отверстия. Вторая фигура ясно показывает, что она здесь укорочена, что облегчает бурение.
Для дрелей с выбранным небольшим углом наклона можно дополнительно повысить резкость задней поверхности. В этом случае сверло менее трети находится в сверле с задней поверхностью. См фото:
Измельчить заднюю поверхность.
В производственных условиях после заточки, как правило, проводится тонкая настройка, которая сглаживает поверхность, удаляя небольшие выемки. Сверло, на котором производится регулировка, изнашивается меньше, чем заостренное сверло. Точная настройка должна проводиться при любой возможности.
Для отделки используйте шлифование круглых камней из зеленого карбида кремния (класс 63C, размер зерна 5-6, твердость M3-CM1) на бакелитовой связке, а также круги с коленом LO (размер зерна 6-8) на бакелитовой связке.
Ниже мы представляем вам большой выбор обучающих видео, которые помогут вам оттачивать упражнение.
Источник
Как Точить Сверла По Металлу Болгаркой
GrogoreБолгарки
Заточить сверло – это на самом деле просто
В домашнем хозяйстве самым нужным электроинструментом является дрель. Используя надежного ассистента есть вариант не столько высверливать фактически любые отверстия, зато вырезать места под установку электромонтажных устройств, включая розетки, выключатели. Увы для этой цели для вас непременно пригодится набор сверл. Выпускаются сверла для выполнения работ с хоть какими материалами. При работе сверла тупятся и нуждаются в заточке. Размещенный ниже материал ведает, как верно заточить сверло по металлу. Для выполнения сверлильных работ выпускаются особые инструменты, самым всераспространенным где является сверло
Внимание! На работе с разными материалами выпускаются особые сверла с различным углом заточки сверла.
Уже сегодня, на углы заточки оказывает влияние структура материала.Но о всем все по порядку.
Виды свел
Что такое сверло и как его заточить
Сверлом именуется режущий инструмент, выполняющий процесс резания по причине вращательного движения при осевой подаче.
Сверла используются не только лишь для производства сквозных отверстий разных поперечников, да и для рассверливания уже имеющихся отверстий.Применяя сверло, можно без проблем просверлить сквозное отверстие, сделать углубление подходящего поперечника, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ необходимо сверло подходящего поперечника.
Еще и сверло будет верно заточенное. А чтобы выяснить, как заточить сверло, нужно уточнить, для какого материала инструмент будет употребляться.
Конструктивно сверла выпускаются спиральные, плоские либо перовые, кольцевые, центровые, для глубочайшего как еще его называют однобокого резания. Спиральные сверла выпускаются разных поперечников. Спектр 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла употребляются для производства отверстий огромного поперечника на огромную глубину. Конструктивно режущая часть выполнена в форме лопатки, крепится к державке. Кольцевые сверла выполнены в форме пустотелой трубы, у какой занимается работает узенькая кольцевая режущая часть. Центровые сверла употребляются для центровки деталей при точении.Однако что остается сделать нашему клиенту перечисленные инструменты при работе тупятся. А раз сверла тупятся, их нужно затачивать. А чтоб выяснить, как верно заточить сверло, нужно представлять, для какого материала будет употребляться инструмент и од этого поменять угол наклона заточки. Пореже всего тупятся сверла во время работы по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки в протяжении нескольких месяцев иначе говоря лет. Необходимо лишь заботливо относиться к их хранению и использованию. Нам же принципиально научиться затачивать сверла во время работы по металлу, бетону.
Затачиваем сверла для выполнения работ по металлу
Если вы поставили цель выяснить, как верно заточить сверло по металлу, довольно прочесть приведенную ниже статью. Чтоб произвести заточные работы, нужно иметь не только лишь заточное оборудование, да и средства защиты. Из средств защиты нужно непременно приобрести защитные очки. Для заточки сверла значительно надежнее приобрести заточной станок.
Несколько слов о заточном станке
В большинстве случаев заточной станок делается на базе маленького электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок обязан оборудован обязательно прозрачным защитным экраном, подпятником.
Самостоятельно не нужно использовать сверла поперечником более 16 мм.
Потому что верно заточить сверло по металлу, если сверло затупилось?
Как
заточить сверло ?
Кобальтовые сверла Как получить огромную скидку на строй материалы смотри тут .
Как заточить сверло, самому
Как заточить сверло, верно.
Что, что сверлу требуется заточка, посудите по появляющемуся соответствующему скрипу при сверлении, в особенности в его начале. Сразу сверло начинает очень греться, что в большей степени приводит к его стиранию.
Точатся сверла на особых заточных станках. Своими силами сверла можно затачивать на примитивном точиле с камнем, с помощью болгарки с насадкой, на наждачной бумаге. Что нужно, как верно заточить сверло по металлу? Как затачивать сверло, определяет форма задней плоскости сверла. Что существует, что заточка сверла делается по задним граням. Внимание! Верно заточенное сверло имеет два зуба, заточенные полностью идиентично. Говоря о видах заточки, отметим, что их бывает несколько. Простой, одноплоскостной. Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В течении заточки воспрещается перемещать либо крутить сверло. Это простейший вид заточки. Однако его рекомендуется использовать для сверл поперечником до 3 мм. Наибольшим недочетом такового вида заточки считается разрушение режущей кромки сверла при работе в форме выкрашиваемости. 2-ой всераспространенный вид заточки именуется коническим. Данный вид заточки употребляется для сверл поперечником выше 3 мм. Это более непростой вид заточки. Коническую заточку сверла трудно выполнить вручную. Для ее выполнения, нужно взять сверло в левую руку, зажав рабочую часть. Правой рукою зажимается хвостовик. Сверло прижимается режущей кромкой к торцу заточного круга под необходимым углом. Покачивая сверло правой рукою, сделайте конусную поверхность на задней грани сверла. Внимание! Плавными и неспешными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня. Эти же деяния сделайте и так же для 2-ой части сверла. Пристально смотрите за выдерживанием формы задней грани и углом заточки. Для четкого измерения углов заточки применяйте особый устройство, именуемый угломером. Если измерительного устройства нет, делают шаблон. А какие углы нужно выдерживать, где выяснить их величину. Угол заточки сверла по металлу выбирается из таблицы.
Принципиально! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Непременно делайте остывание и закалку водой.
Чтоб обеспечить требуемые углы заточки сверла, рекомендуется использовать особые приспособления. Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
Таблица угла заточки сверла, для разных материалов
Способы заточки сверл на дому, самостоятельно
О заточке сверла с помощью точильного камня мы разглядели. Вам как самому заточить сверло? Если нет рядом заточного станка, многие обходятся болгаркой. Метод 1 Данный метод состоит в том, что сверло агрессивно крепится в тисках как еще его называют приспособлении. Задается угол закрепления. На болгарку устанавливается диск для выполнения работ по металлу. Крутящийся диск временами подводится к плоскости сверла. Как заточить сверло болгаркой, отлично показано на предлагаемом видео. Внимание! Предлагаемый вариант опасен. Лучше и надежнее будет, если закреплять сверло в приспособлении либо тисках.
Метод 2.7 Одновременно методе заточки крепится болгарка. На болгарку устанавливается диск с маленькой наждачкой. Сверло держится рукою, прикладывается к диску режущей частью. Нашему клиенту остается отлично видно, как заточить сверло по металлу болгаркой на видео.
Правила заточки победитовых сверл
Как заточить победитовое сверло? Победитовое сверло в большинстве случаев употребляют для выполнения сверлений отверстий в бетоне, кирпиче, камне. При работе сверло греется, издавая визжащий звук. Это 1-ый признак, что сверло нуждается в заточке. Чтоб заточить победитовое сверло, лучше пользоваться точильным станком с алмазным диском. Внимание! Пытайтесь выдерживать угол заточки. Для победитового сверла он равен 170º. Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Работа с нждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла. Сверло берется в левую руку поближе к режущей части, правой рукою держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки либо грибу с установленным наждачным полотном. Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке жесткой поверхности затупляется. Внимание! Нужно держать в голове, что частота вращения заточного камня находится в зависимости от твердости сверла. Чем тверже материал сверла, том медлительнее должен крутиться диск. В течении заточки нужно смотреть за одинаковостью режущих сторон. Иначе у вас получатся увеличенные и неровные отверстия. Принципиально не перекаливать сверло и охлаждать.
Выводы:
— сверло есть вариант заточить верно и своими силами самому; — сверла до 3 мм лучше затачивать одноплоскостным видом заточки; — для сверл выше 3 мм рекомендуется использовать коническую заточку; — для заточки применяют не только лишь особое оборудование, да и болгарку с наждачной насадкой; — заточку победитового сверла лучше создавать на заточном станке с алмазным диском; — при заточке непременно воспользоваться защитными очками.
Источник
болгарка, металл, сверло, точить
Related Posts
Как заточить сверло по металлу! Видео о правильной заточке сверл
Что такое сверло и как его заточить
Заточка сверл по металлу
Несколько слов о заточке
Способы заточки сверл болгаркой в домашних условиях, своими руками
Правила победитовые заточки сверл
Работа с наждаком
В бытовых электроинструментах самая популярная дрель. С помощью надежного помощника можно не только просверлить практически любые отверстия, но и вырезать места для установки электроприборов, в том числе розеток, выключателей. Но для этого обязательно нужен набор сверл. Выпускается дрель для работы с любыми материалами. В процессе эксплуатации сверла тупятся и нуждаются в заточке. Размещенный ниже материал рассказывает, как заточить сверло по металлу помимо заточки смотрите видео варианты
Что такое сверло и как его заточить
Для проведения сверлильных работ выпускается специальный инструмент, самым распространенным из которых является сверло .
Внимание! Для работы с разными материалами выпускаются специальные сверла с разным углом заточки сверл.
Кроме того, шлифовка под углом влияет на структуру материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называют режущий инструмент, осуществляющий процесс резания вращательным движением с осевым потоком.
Сверла применяются не только для изготовления сквозных отверстий различного диаметра, но и для развёртывания существующих отверстий.Применяя сверло, можно просверлить сквозное отверстие, сделать отверстие нужного диаметра, сверление выполнить до необходимого глубина.
Но для проведения этих работ вам понадобится сверло нужного диаметра.
Кроме того, сверло должно быть правильно заточено.
Различные способы заточки определенного материала
А для того, чтобы узнать, как заточить сверло, необходимо уточнить, для какого материала будет использоваться инструмент.
Конструктивно сверла изготавливаются спиральными, плоскими или перьевыми, кольцевыми, шкворневыми, для глубокого или одностороннего резания. Спиральные сверла доступны в различных диаметрах. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоское сверло применяется для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лезвия, прикрепленного к держателю. Кольцевое сверло в виде полой трубы, у которой работает узкая круглая режущая часть. Центровочные сверла используются для центрирования при токарной обработке деталей.
Но все эти инструменты в процессе тупятся. А раз сверла тупятся, их надо точить. И чтобы узнать, как заточить сверло, надо представить, для какого материала будет использоваться этот инструмент и оды для изменения угла наклона заточки. Меньше всего тупятся сверла при работе по дереву. Если использовать сверло только при сверлении дерева, то такие сверла не требуют заточки в течение нескольких месяцев или лет. Нужно только позаботиться об их хранении и использовании. Для нас важно научиться затачивать сверла при работе по металлу, бетону.
Заточка сверл по металлу
Чтобы узнать, как заточить сверло по металлу, достаточно посмотреть видео о способах заточки и углах. Для выполнения шлифовальных работ необходимо иметь не только шлифовальное оборудование, но и средства защиты. Для защиты необходимо приобрести очки. Для заточки сверла лучше купить точильный станок.
Видео:
Несколько слов о заточке
Чаще всего точильный станок изготавливается на базе небольшого двигателя переменного тока 220 ат.
Частота вращения шлифовального станка от 1500 об/мин.
Машина должна быть оборудована в обязательном порядке прозрачным защитным экраном, глиссадом.
В домашних условиях не используйте сверла диаметром более 16 мм.
Итак, как правильно заточить сверло по металлу, если сверло затупилось?
О том, что требуется заточка сверла, можно судить по появлению характерного скрипа при сверлении, особенно в его начале. При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию.
Заточка сверл на специальных заточных станках. В домашних условиях сверло можно заточить на камне с помощью простого пресса, с помощью болгарки с насадкой, на наждачной бумаге. Итак, как заточить сверло по металлу? Как заточить сверло, определяет форма задней плоскости сверла. Дело в том, что заточка сверла осуществляется с обратной стороны. Внимание! Правильно заточенное сверло имеет два зуба, заточенных абсолютно одинаково. Говоря о видах заточки, учтите, что их будет несколько.
Уголки для заточки
Простейшие, одноплоскостные. Для выполнения одноплоскостной заточки сверло прижимает режущую часть параллельно шлифовальному кругу. В процессе заточки запрещается перемещать и вращать сверло.
Это самый простой вид заточки. Но рекомендуется использовать для сверла диаметром до 3 мм. Самым большим недостатком этого вида разрушения считается заточка режущей кромки сверла при работе в качестве присыпки. Второй распространенный вид заточки называется коническим. Этот тип используется для заточки сверл диаметром более 3 мм. Это более сложная форма заточки. Конусную заточку сверл сложно выполнить вручную. Для его выполнения надо взять биту в левую руку, удерживая рабочую часть. Хвостовик с правым зажимом. Сверло прижимается режущей кромкой к концу шлифовального круга под нужным углом. Встряхивая правой рукой сверло, создайте коническую поверхность на задней грани сверла. Внимание! Плавными и медленными движениями руки затачивают перо сверла, не отрывая его от поверхности камня. Эти шаги следуют и для второй части тренировки. Следите за сохранением формы задней поверхности и угла заточки. Для точного измерения углов заточки используйте специальный прибор, называемый угломером. Если счетчика нет, то можно сделать шаблон. А какие углы необходимо сохранять, где их узнать значение. Угол заточки сверла по металлу выбираем из таблицы.
Важно! В процессе работы не перегревайте сверло, перегрев приводит к ослаблению стали. Убедитесь в охлаждении и закалке водой.
Для обеспечения нужного угла заточки сверл рекомендуется использовать специальные приспособления. Устройство позволяет затачивать углы сверла с ведением таблиц требований.
Настольная заточка угловых сверл, для различных материалов
Способы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверл с помощью бруска мы рассмотрели. А как заточить сверло? Если нет под рукой шлифовального станка, то можно сделать болгарку. Способ 1 Этот способ заключается в том, что сверло жестко закрепляется в тисках или приспособлениях. Устанавливает угол крепления. На шлифмашины устанавливается привод для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла. Как заточить сверло болгаркой, хорошо показано в предлагаемом видео. Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закрепить в дрели или тисках.
Видео:
Способ 2 В этом способе к заточке прикрепляется болгарка. На шлифовальные машины устанавливается диск с мелкой наждачной бумагой. Ручная дрель, крепится к диску режущей частью. Все прекрасно понятно, как заточить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
Как заточить победитовое сверло? Победитовое сверло чаще всего используется для сверления отверстий в бетоне, кирпиче, камне. В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак того, что сверло нужно заточить.
Подробно о том, как заточить сверло, чтобы пробивать победитовые. Для заточки победитового сверла лучше использовать шлифовальный станок с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для сверл это победитовые 170º. Заточка победитовых сверл с затуплением режущей кромки.
Видео:
Работа с наждаком
Гладкие шлифовальные бруски для сверла для подправки передней поверхности сверла. Сверло берется в левую руку возле режущей части, правая рука держится за хвостовик. Сверло подается на шлифовальные камни, отрезные круги на шлифовальном станке или на грибке, установленные с помощью наждачной шкурки. Заточка заключается в подрезке режущей кромки сверла победитовыми, токарными работами, которые при твердой поверхности затупляются. Внимание! Следует помнить, что скорость вращения точильного камня зависит от твердости сверла. Чем тверже материал сверла, тем медленнее должен вращаться привод. В процессе заточки нужно следить за одинаковыми режущими сторонами. В противном случае вы получите увеличенные и неправильные отверстия. Важно не перегревать и не охлаждать сверло.
Видео:
Видео:
выводы:
— сверло можно заточить правильно и в домашних условиях;
— Сверло до 3 мм желательно заточенное одноплоскостное вид заточки;
— Рекомендуемая коническая заточка для сверления более 3 мм;
– можно использовать для шлифовки не только специальным оборудованием, но и с насадкой-шлифмашинкой;
— заточку победитовых сверл лучше всего производить на шлифовальных станках с алмазным диском;
— При заточке обязательно используйте защитные очки.
Sharp Советы и рекомендации, чтобы держать ваши сверла в форме
знания для обеспечения безопасного и практического использования. От ежедневных ремонтных работ до крупномасштабных проектов — электроинструменты необходимы для эффективной работы. Несмотря на удобство, электроинструменты могут быть опасны при неправильном использовании. Для их безопасной эксплуатации требуются не только соответствующие знания, но и техническое обслуживание. Вот почему поддержание ваших инструментов в отличной форме имеет решающее значение для безопасное использование . Помимо обеспечения безопасности вашего электроинструмента, мы также хотим избежать таких проблем, как неэффективность, дорогостоящие несчастные случаи и брак деталей. Края сверла предназначены специально для резки и изнашиваются и снижают уровень эффективности после интенсивного использования. Тупые сверла могут привести к некачественному резу и перегреву. В случае более твердых материалов, таких как металл, тупое сверло может не полностью врезаться в материал. Заточка сверл — важный шаг в обслуживании ваших инструментов, чтобы убедиться, что они работают эффективно и продуктивно.
Анатомия сверла
Прежде чем научиться обслуживать сверло, важно понять, из чего оно состоит. Обычно сверло имеет две режущие поверхности. Эти поверхности, которые могут варьироваться от 60 градусов (для пластика) до 135 градусов (для алюминия и стали) — наиболее распространенный угол при вершине составляет 118 градусов, обычно называют «режущими кромками» . Как вы можете видеть на изображении ниже, каждая угловая поверхность срезана под немного более узким углом, образуя другую плоскость в сверле — создавая режущую кромку. За этим краем находится рельефная область (обычно вырезается с рельефом ~12 градусов). Эта часть долота обеспечивает эффективное бурение за счет снижения уровня трения. Глядя на сверло, мы можем увидеть канавку, также известную как канавка, которая оборачивается вокруг и вниз по куску. Канавка позволяет лому отходить от режущей поверхности долота. Если бит острый, результат истинный, цилиндрическое отверстие в выбранном материале.
Рис. 1: Части сверла.
Техническое обслуживание вручную
Теперь, когда вы знакомы с устройством сверла, вы можете приступить к его заточке. Шлифовальный круг — это эффективный и простой способ заточки сверл. Начав с режущей кромки, мы располагаем ее горизонтально напротив колеса. Поворот биты по часовой стрелке позволяет отшлифовать область за режущей кромкой. Важно убедиться, что режущая кромка находится дальше всего от сверла. Удостоверьтесь, что деталь расположена по центру и даже имеет решающее значение для эффективной резки биты.
Тщательное шлифование имеет решающее значение для вашей дрели. На изображении ниже левая насадка является примером неправильной заточки. Эта часть не сможет функционировать так же эффективно, как та, что справа.
Машинная заточка – Drill Doctor
Когда дело доходит до заточки деталей, личным фаворитом Leading Edge Industrial является станок Drill Doctor . Этот эффективный станок заточит затупившиеся насадки за считанные секунды. Станок Drill Doctor воспроизводит тот же тип движения для заточки сверла, что и фабрики, когда они изначально изготавливают деталь. Машина стала невероятно популярной с момента своего появления в 1973, продано более 4 миллионов инструментов для заточки!
Добро пожаловать в эффективность
Совершенствуя навыки заточки сверл, вы сразу оцените преимущества. Вы не только сэкономите деньги, продолжая использовать одну и ту же насадку вместо замены, но и получите следующие преимущества: приводит к более быстрой обработке материалов. С помощью сверла вы сможете выполнить больше работы за меньшее время.
Теплоизоляция – Когда сверло затупилось, пользователи, как правило, прилагают большее усилие, чтобы компенсировать снижение эффективности сверла. Это приводит к перегреву сверла, что способствует дальнейшему затуплению. Убедившись, что ваши сверла правильно заточены, вы также предотвратите эту проблему и снизите риск повреждения сверла. При перегреве инструмент может образовать микротрещин и сломаться. Простое обслуживание может сэкономить много денег в течение срока службы инструмента.
Чистые резы – Использование свежезаточенного сверла означает получение цилиндрических резов, которые являются чистыми и соответствуют размеру и посадке сверла. Это помогает обеспечить чистую поверхность и точность ваших проектов.
Надежная безопасность – Работа с затупленным оборудованием означает приложение большего давления или силы для получения тех же результатов, что и при использовании хорошо обслуживаемого инструмента. Увеличение давления на инструмент также увеличивает риск поломки или соскальзывания инструмента, что может привести к травме. Заточка сверл — это простой способ снизить ненужный риск.
Небольшой шаг вперед
Чистая работа может доставлять невероятное удовольствие. Будь то ручные усилия или удобная помощь мастера-сверлильщика, вам больше не придется иметь дело с тупыми сверлами. На самом деле, с вашим текущим запасом деталей у вас может хватить на всю жизнь проектов. Пара минут и повороты запястья и вы в кратчайшие сроки отправитесь к эффективному, экономичному и безопасному проекту!
Как заточить токарные резцы по металлу: особенности, углы, доводка
Содержание
1 Как сила резания зависит от угла затачивания
2 Особенности затачивания
3 Типы затачивания
4 Углы затачивания
5 Проведение доводки
Из всех технологических процедур, выполняемых над металлическими деталями, точение считается самой популярной. Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).
Содержание
Как сила резания зависит от угла затачивания
Особенности затачивания
Типы затачивания
Углы затачивания
Проведение доводки
Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от — 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Особенности затачивания
Есть некоторые особенности, которые необходимо принимать во внимание, осуществляя затачивание резцов для токарного станка своими руками. Задняя часть инструмента обрабатывается за 3 шага:
Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).
На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка. Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.
Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга. Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.
Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 — 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.
Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
как правильно затачивать своими руками, видео
Заточка токарных резцов по металлу имеет большое значение в технологическом процессе. Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения.
Правильно проведенная операция помогает значительно продлить срок службы оборудования.
Содержание:
1 В каких случаях она необходима?
2 Инструменты и приспособления
2.1 Мусаты
2.2 Точильные бруски
2.3 Механические точилки
2.4 Электрические точилки или заточный станок
2.5 Наждачный, алмазный круг
3 Как правильно затачивать?
3.1 Выбираем способ в зависимости от вида режущего инструмента
3.1.1 Плоские прямые
3.1.2 Косые прямые
3.1.3 Отрезные
3.1.4 Полукруглые плоские
3.1.5 Желобчатые
3.2 Рассчитываем углы затачивания: типы и характеристики
3.2.1 Главные углы
3.2.2 Вспомогательные углы
3.2.3 Углы в плане
3.3 Способы измерения углов режущего инструмента
4 Подробные схемы и инструкции, как это сделать своими руками
4. 1 Технологический процесс
4.2 Проведение доводки
4.3 Шлифовка
5 Техника безопасности
В каких случаях она необходима?
В процессе эксплуатации происходит трение стружки о рабочую поверхность инструмента. За счет повышения температуры в процессе работы происходит износ детали. Если не проводить заточку, то значительно снижается полноценный срок службы детали и всего оборудования.
В документации указана допустимые параметры износа резца. Если эти параметры превышены – инструмент использовать нельзя. Его необходимо заточить по передней и задней поверхности.
Допустимая величина износа отличается в зависимости от условий работы и колеблется в пределах 0.3-2 мм.
Инструменты и приспособления
В зависимости от сплава, твердости, угла затачивания и других технологических деталей, необходимо подобрать инструмент для заточки резцов. У каждого токарного приспособления есть свои преимущества и недостатки.
Мусаты
Действенный инструмент, который представляет собой металлический стержень с рубчиком. Обработка ведется при помощи рукоятки.
Точильные бруски
Еще один вариант ручной обработки. Для заточки резцов при помощи точильных брусков потребуется сноровка, которая приобретается лишь с опытом. Резец необходимо приложить к детали и провести по ней от 10 раз.
Механические точилки
Автоматизированный способ заточки. Для начала нужно выставить входные параметры и в зависимости от них активно действовать инструментом.
Электрические точилки или заточный станок
Это наиболее универсальный и простой метод заточный станок удобно использовать, внешне он напоминает металлический брус с отверстиями разных размеров.
Наждачный, алмазный круг
Широко применяется алмазный круг, поскольку он обеспечивает высокую чистоту режущих поверхностей. Также с применением алмазных кругов увеличивается ресурс работы заточных резцов – количество возможных переточек возрастает на 20-30%.
Как правильно затачивать?
Заточку нужно производить в зависимости от износа и конструкции резца. Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности.
Читайте также: резцы для токарного станка по металлу
Для многорезцовых станков заточка оснастки проводится по задней поверхности, а фасонных – по передней.
Выбираем способ в зависимости от вида режущего инструмента
Вид резца определяется количеством поверхностей, а также шириной лезвия и его формой. В соответствии с этими параметрами и следует выбирать способ заточки и его технологические особенности.
Вид резца, как и способ его заточки выбирает мастер в зависимости от работ, которые ему необходимо провести на токарном станке.
Плоские прямые
Основное предназначение данных резцов – обработка поверхности. Также с их помощью создают небольшие отверстия, выемки и пазы в готовых изделиях. Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм.
Читайте также: как выглядят резцы токарные алмазные для токарного станка
Угол заточки 25-40°.
Сам процесс заточки имеет упрощенную схему. Достаточно выровнять повреждённый при использовании торец. Обработка происходит аккуратной заточкой, без пресыщения на области. В последнюю очередь выставляется ручка.
Косые прямые
Заточка этих резцов происходит по следующей схеме:
Выбрать нужные параметры ширины в пределах 4-40 мм.
Подобрать подходящую для работы резца ширину.
Срезать один угол до соотношения 70-75°.
Провести заточку под углом в 25°.
Необходимо проверять с определенной регулярностью расположение кромки. Это требуется для контроля, чтобы резец лежал ровно с обоих поверхностей. Если кромка содержит изъяны, то такого эффекта добиться не получится.
Отрезные
Это специальные модели, необходимые для образования углового резца. Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки:
Вырезать угол торца под углом не больше 45°.
Произвести заточку до 40°. Также заточка не должна быть меньше 30°, так как инструментарий становится неэффективным в работе.
Длину мастер может выбрать сам в зависимости от требуемого варианта для конкретной работы.
Полукруглые плоские
Этот резец необходим, чтобы делать выемки в готовых изделиях круглыми. Но при этом сфера применения резца более широкая, например, он используется для обеспечения обработки после проведения черновой работы.
Алгоритм заточки:
Обточка с использованием необходимых материалов.
Примерка торца, чтобы он четко подходил по форме.
Проведение заточки в параметрах от 20 до 45 градусов.
Если мастер на токарном станке собирается делать декоративные вариации выемок, то ему понадобится несколько различных полукруглых плоских резцов.
Желобчатые
Это самые необычные виды резцов, в первую очередь из-за своей формы в виде желоба. Ширина инструмента не превышает 3 см на изношенном каркасе для начала необходимо обработать торец до 10 см, чтобы получить полукруг. Заточить нижнюю часть, которая расположена на выпуклой поверхности до 40 градусов.
Рассчитываем углы затачивания: типы и характеристики
Если неправильно выбрать угол затачивания в результате вся процедура будет неэффективной. При длительной неправильной заточке легко повредить резец и тогда придется приобретать новый инструмент. У резцов существует несколько типов углов: вспомогательные, в проекции, в плане, главные. Каждый из углов имеет свои особенные характеристики.
Главные углы
Все на резце 2 главных угла: передний и задний. Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель.
Вспомогательные углы
Эти углы расположены на вспомогательной площадке. Главный вспомогательный угол находится между направлением и режущей кромкой. Есть еще и второй вспомогательный угол, который образован отрезком прямой, идущей через вершину плана, и пересекается в площади кромки.
Углы в плане
Углы находятся в трех местах. Главный угол в плане – возле проекции и главной линии. Вспомогательный угол – продолжает проекцию по направлению рабочего процесса. Угол у вершины – у плоскости с пересечением основной. Первые два угла не могут иметь показатели ниже нуля, а с третьим это вполне возможно.
Способы измерения углов режущего инструмента
Измерения проводятся с помощью простого угломера. Угломер стандартный состоит из основания, непосредственно сектора изменений, шаблона и винта для фиксации. Схема измерений:
Размещение на основании.
Соприкосновение кромки и плоскости.
Направить деталь параллельно кромке.
Проложить шаблон к площадке.
Показатели измеряются при помощи специальной линейки, но есть и нониус, который помогает провести более точные измерения.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
Заднюю поверхность обрабатывают под углом равным заднему углу державки.
На втором этапе происходит обработка самой режущей поверхности.
Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
резцы не погружают в воду, поскольку они могут сломаться;
при доводке обязательно подавать воду для охлаждения;
сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
Техника безопасности
Каждый мастер, работающий на токарном станке, должен уметь проводить заточку резцов своими руками. Важно только соблюдать правила техники безопасности. Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Заточка резцов для станка – один из наиболее важных технологических процессов, который должен уметь выполнять любой квалифицированный токарь. Детали процесса зависят от вида резца, выполняемых работ и степени износа.
Как заточить ножницы по металлу — 3 метода своими руками
Ножницы по металлу или ножницы по металлу — это тип кусачек для листового металла. Вы также можете использовать их для резки других материалов, таких как картон, пластиковая пленка, ПВХ, проволочная сетка и напольные покрытия, такие как ковры и винил.
Существует два основных типа ножниц по металлу; Стандартные ножницы по металлу и составные ножницы (также известные как авиационные ножницы).
Стандартные ножницы выглядят точно так же, как ножницы для тяжелых работ и имеют одну точку поворота. Напротив, ножницы для авиации имеют более сложную конструкцию, которая включает в себя две точки поворота, чтобы обеспечить больший рычаг, чем обычные ножницы. Они также бывают разных видов, включая прямые, левые и правые. 9
Как заточить ножницы по металлу
В первую очередь, авиационные ножницы предназначались для использования в авиастроении, но люди используют их и в других отраслях, таких как HVAC и кровля, для резки металлических листов.
Как и другие режущие инструменты, ножницы для листового металла затупляются после многократного использования и требуют заточки для продолжения эффективной резки. Но заточка ножниц по металлу — это не просто взять напильник и подпилить края. Нет! Есть способ сделать это, чтобы не испортить инструмент.
В этой статье я расскажу о различных методах заточки ножниц по металлу, чтобы снова эффективно их резать. Но сначала давайте посмотрим на признаки затупившейся пары ножниц по металлу.
Ножницы по металлу
Есть много способов определить, что ваши плоскогубцы тупые и плохо режут, но вот наиболее распространенные признаки, на которые следует обращать внимание:
Они оставляют шероховатые края на заготовке через материал с помощью ножниц по металлу
Ножницы сначала сгибают листовой металл по линии разреза, прежде чем прорезать
Ваша рука чувствует напряжение и усталость после разрезания всего нескольких листов металла.
Ножницы по металлу не режут более тяжелые металлические листы, как указано в спецификации
Ножницы по металлу с трудом режут тонкие листовые материалы
Три способа заточки ножниц по металлу
Существует несколько способов заточки тупых ножниц резак. Выбранный вами метод зависит от наличия необходимых ресурсов, типа имеющихся у вас фрагментов, сложности метода и личных предпочтений. В этом разделе я расскажу о 4 альтернативных способах заточки плоскогубцев.
Прежде чем пытаться заточить ножницы, сначала очистите их и избавьтесь от ржавчины на поверхности. Узнайте больше о том, как эффективно почистить пассатижи и избавиться от ржавчины в этой статье.
Метод 1: Заточенная оловянка с помощью ручного файла
Инструменты:
металлические ножницы для резки, чтобы заточить
Файл ручной работы
Скамейки
Инструкции
Открыть SHEALS. Если вы используете комбинированные ножницы, вам придется снять шарнирный болт рядом с режущей кромкой, чтобы лезвия полностью открылись.
Закрепите открытые ножницы вертикально в верстачных тисках. Возьмите их за ручки так, чтобы лезвия были обращены вверх.
Поместите точильный напильник на скошенный край одной из фрез рядом с шарниром.
Слегка надавите на файл и протащите его по длине режущей кромки от точки поворота к кончику и внутрь. Сделайте от 5 до 10 проходов.
Переверните ножницы по металлу и повторите шаги 2–4. Пока не закрывайте ножницы.
Снимите заточенные ножницы со станка, оставив их открытыми.
Закройте ручки, слегка раздвигая поверхности лезвий друг от друга.
Наконец, сожмите закрытые ножи вместе и попытайтесь одновременно открыть ножницы. Это удалит любые заусенцы, образовавшиеся при заточке инструмента.
В качестве альтернативы можно использовать влажный точильный камень, чтобы слегка погладить заточенную кромку, чтобы удалить заусенцы, которые в противном случае могут испортить только что заточенную кромку.
Смажьте инструмент машинным маслом для предотвращения ржавчины.
Способ 2. Заточка ножниц по металлу с помощью шлифовальной машины или дремеля
Процесс заточки ножниц по металлу с помощью шлифовальной машины или дремеля аналогичен ручному напильнику. Разница лишь в том, что вы используете электроинструмент вместо ручного. Это делает процесс проще, но дороже, потому что электроинструменты дороже, чем ручные инструменты.
При этом болгарка или дремель справляются лучше, чем ручной напильник. Вам нужно только сделать это правильно, потому что вы также можете легко испортить свои ножницы, если напортачите.
Вам понадобятся следующие инструменты:
Дремель или шлифовальная машина
Ножницы по металлу
Слесарные тиски
Точильный камень
Инструкции
Перед началом работы убедитесь, что инструмент чист и свободен от ржавчины.
Полностью откройте ножницы и закрепите их в тисках лезвиями вверх. Скос одного из лезвий и лицевая сторона другого будут обращены к вам.
Установите правильный шлифовальный диск на дремель или шлифовальную машину.
Включите болгарку или дремель и сделайте два прохода под углом по скошенной кромке одного из лезвий от оси к кончику.
Высвободите ножницы из тисков, переверните их и зажмите. Теперь скошенная кромка другого лезвия обращена к вам.
Снова сделайте два прохода по фаске этого лезвия с помощью шлифовальной машины или дремеля от оси к кончику.
6. Наконец, отполируйте лезвия на гладком бруске с зернистостью 3000. Это отточит края и удалит любые заусенцы, так что у вас будет постоянно острая режущая кромка.
Метод 3. Заточка жестяных ножниц с помощью точильного камня
Точильный камень (также известный как точильный камень) является наиболее традиционным инструментом для заточки. Соответственно, это самый медленный, но один из самых эффективных способов заточки ножниц и ножей своими руками.
При заточке очень тупого лезвия или лезвия используйте точильный камень с двойной зернистостью. Это точильный камень с двумя видами зернистости, предпочтительно со средней и мелкой зернистостью. Начните заточку с грубой или средней зернистости, потому что она абразивная, а затем закончите мелкой зернистостью, чтобы заточить кромку.
Мой любимый точильный камень с двойной зернистостью для заточки ножниц по металлу и других режущих инструментов — точильный камень KeenBest. Он включает в себя два двойных блока с зернистостью 400/1000 и 3000/8000, которые сложены вместе на наклонной деревянной основе. Я поделился ссылкой на него на Amazon ниже.
Проверить цену точильного камня KeenBest на Amazon
Для заточки ножниц по металлу потребуются следующие инструменты и материалы:
Точильный камень
Тупые ножницы по металлу
Чашка с водой
Тряпка
Инструкции
1. Очистите ножницы
Очистите ножницы по металлу от пыли и грязи. Также удалите ржавчину с лезвия. Очистка должна быть первым шагом всякий раз, когда вы хотите заточить любой тип резака.
2. Разберите ножи
Отвинтите поворотный винт на обычных ножницах, чтобы разделить два ножа. Если вы имеете дело с комбинированными ножницами, удалите первый шарнирный винт и другие винты сбоку.
3. Затачивайте каждое лезвие за раз
Возьмите один из резаков и переверните его скошенным краем вниз. Сдвиньте лезвие по точильному камню средней зернистости (от 1000 до 3000), одновременно оказывая давление на лезвие.
Работайте от задней части лезвия к кончику, чтобы покрыть все лезвие одним движением. Держите лезвие под углом, чтобы скос хорошо соприкасался с точильным камнем. Вы можете нанести несколько капель воды на точильный камень в качестве масла для заточки
Сделайте пару проходов (примерно 20–30) и проверяйте после каждых нескольких проходов, чтобы убедиться, что скос имеет одинаковый блеск от задней части до кончика. Повторите шаги на втором резаке.
4. Полировка лезвий
Если вы внимательно посмотрите на заточенные лезвия, то заметите заусенцы на режущей кромке и шероховатости на фаске. Именно поэтому необходимо пройти лезвия на мелкозернистом бруске (не менее 4000), чтобы отшлифовать грубую фаску и обработать кромку, удалив заусенцы.
Берите по одному лезвию и проводите им по мелкозернистому камню несколько раз, пока оно не станет гладким и острым. Работайте от начала до конца. Обязательно смачивайте камень водой, чтобы обеспечить плавную заточку лезвия.
5. Протрите лезвия для удаления стружки
После заточки лезвий протрите их влажной тряпкой для удаления металлических опилок и пыли (стружки). Смажьте лезвия небольшим количеством масла, чтобы они не ржавели и чтобы минимизировать трение.
6. Повторно соберите ножи
Соберите ножи вместе и проверьте только что заточенные ножницы по металлу, чтобы убедиться, что они режут лучше. Если нет, затачивайте снова.
Заключение
Таким образом, это три простых способа заточки тупых ножниц по металлу. Вы можете использовать ручной напильник, точильный камень или вращающийся инструмент, такой как дремель. Если ни один из них не работает, рассмотрите возможность замены инструмента. И помните, если держать ножницы в чистоте и резать ими то, на что они рассчитаны, они дольше останутся острыми.
Как заточить инструменты токарного станка по металлу
Главная > Блог > Без рубрики > Как заточить инструменты токарного станка по металлу
Токарный станок — это станок, который быстро вращает заготовку; затем режущий инструмент медленно перемещается в заготовку, удаляя материал, когда деталь вращается вокруг нее. Токарные станки являются обычной частью профессиональных и любительских мастерских и являются очень универсальными инструментами.
Режущие насадки для токарных станков, в частности токарных станков по металлу, требуют периодической заточки. Биты токарных инструментов не похожи на часто хрупкие биты, которые можно найти в обычной дрели; их блочная форма и общая конструкция токарного станка означают, что большую часть работы выполняет сам инструмент, а не бит.
Однако резцы для токарных станков требуют заточки или правки, дополнительной обработки кромок, соприкасающихся с заготовкой, и предотвращения их закругления. Биты, которые потеряли свою остроту, могут привести к вибрации или плохой отделке поверхностей.
В этом руководстве описаны основные действия и оборудование, необходимые для поддержания инструментов токарного станка в идеальном состоянии.
Необходимые инструменты
Шлифовальный круг – основной инструмент для заточки металлических инструментов с незапамятных времен. У вас может быть старомодный каменный круг, или, что более вероятно, вы будете использовать современную настольную шлифовальную машину.
Биты, подлежащие заточке
Средства индивидуальной защиты – лицевой щиток и средства защиты органов слуха жизненно необходимы. Избегайте свободной одежды.
Шлифовальное приспособление — шлифовальное приспособление представляет собой изготовленную на заказ направляющую для ваших бит, которая удерживает их на месте под правильным углом к шлифовальному кругу. Настройка приспособления требует измерения точных углов, но после установки у вас будет готовое руководство для быстрой заточки.
Подготовка
Закрепите и заправьте колесо
Убедитесь, что настольная шлифовальная машина надежно закреплена на полу, не качается и не прогибается. Если вы недавно использовали шлифовальный станок, вам нужно его отшлифовать, удалив старые кусочки мусора, застрявшие в камне. Это легко сделать с помощью алмазного инструмента для заточки; просто включите колесо и проведите инструментом по поверхности камня.
Знай свои углы
Когда вы затачиваете насадку для токарного станка, вы действительно перерисовываете несколько критических углов. Эти углы на вашем долоте определяют, насколько быстро или агрессивно инструмент врезается в заготовку и даже насколько велика стружка и стружка. Большинство углов небольшие — от 5 до 30 градусов — но вам нужно знать, как они взаимодействуют друг с другом.
А какие бывают виды упаковочной ленты ГОСТ 3560-73
Лента стальная упаковочная является одним из видов металлопроката, который относится к метизной продукции. Согласно соответствующему стандарту по состоянию материала ленту подразделяют на мягкую (М), полунагартованную (ПН) и нагартованную (Н). Наибольшей прочностью обладает нагартованная продукция, потому как она дополнительно подвергается такому виду термической обработки, как закалка.
По точности изготовления лента упаковочная стальная бывает следующих видов: нормальной точности по ширине и толщине и повышенной точности либо по ширине (Ш), либо по толщине (Т).
В чем заключаются особенности производства упаковочной ленты
Технологический процесс производства стальной упаковочной ленты реализуется на современном высокотехнологичном оборудовании. В качестве исходного сырья применяется холоднокатаный тонколистовой прокат из низкоуглеродистых марок сталей. При этом, рулонная листовая сталь разматывается и подается в правильную клеть, где лист правится. После этого он поступает в агрегат продольной резки, где осуществляется порезка рулонной листовой стали на ленту заданной ширины. Лента упаковочная оцинкованная может изготавливаться из х/к листа с цинковым покрытием или без покрытия.
Во втором случае, оцинкование может осуществляться в технологической линии по производству ленты горячим или электролитическим способом, а также термодиффузионным способом вне производственной линии. Кроме того для защиты ленты металлической упаковочной от коррозии ее поверхность может покрываться лакокрасочными материалами или воском.
Каким инструментом лучше работать с упаковочной лентой
Стальная лента упаковочная – это один из первых материалов, которые начали использовать для обвязки крупногабаритной и тяжелой продукции. Ее применяют для пакетирования, обвязки и крепления грузов при транспортировке. Она получила такую популярность благодаря тому, что стальная лента обладает высокими показателями прочности, наличием защитных покрытий, которые позволяют защитить ее от воздействия агрессивных сред, а также широкий сортамент продукции, который позволяет подобрать необходимый типоразмер ленты в зависимости от обвязываемого груза. Достоинство ленты упаковочной – цена, которая при достаточно больших прочностных характеристиках материала позволяет минимизировать затраты на обвязку грузов.
Для упаковки товаров и грузов с использованием стальной ленты применяются специальный инструмент и оборудование. Инструмент может быть ручным и пневматическим. Автоматическое оборудование для обвязки используется крупными специализированными предприятиями и разрабатывается под определенный вид продукции: трубы, стальной лист, штрипс, коробки, книги, пиломатериалы, грузы на паллетах. Обвязка может осуществляться замковым и беззамковым соединением.
Еще металл по минимальным ценам
Лента нержавеющая (08/12Х18Н10Т)
Минимальные цены
Открыть
Лист ГОСТ 14918 оцинкованный
Минимальные цены
Открыть
Лист ГОСТ 19904 холоднокатаный
Минимальные цены
Открыть
Труба ГОСТ 3262 водогазопроводная
Минимальные цены
Открыть
Металлическая упаковочная лента, машинка для упаковки металлической лентой, 0.
5Х20
Главная Металлическая лента
Центр Упаковки КОВЧЕГ занимается поставками стальной ленты для упаковки.
Лента произведена по ГОСТ 3560-73, ГОСТ 503-81. Сталь марок 08ПС, 08КП, 08Ю.
Металлическая лента предназанчена для стяжки «пакетов» крупногабаритных предметов для защиты их от рассыпания. Чаще всего ее применяют при транспортировке кирпича, древесины, пиломатериалов, арматуры, стальных труб, профилей и т.д., поскольку лента совмещает в себе два важных свойства: прочность и гибкость, — и при не равномерных и увеличенных нагрузках показывает себя с наилучшей стороны.
Кроме того, металлическая лента имеет достаточный показатель стягивания и термоустойчивости, и после воздействия на нее нагрузок возвращает прежнюю форму.
В целях защиты стальной ленты от коррозии и ржавчины, ее покрывают слоем цинка, что увеличивает ее долговечность.
Все стальные упаковочные ленты можно классифицировать по состоянию их материала:
М — мягкие;
Н — нагартованные;
ПН — полунагартованные.
Самой прочной является нагартованная лента.
Размеры ленты, мм
Масса одного погонного метра, г
Разрывное усилие, кг
Примерная масса одного кольца, кг
0,3х20
48
200
60-80
0,35х20
56
240
60-80
0,4х20
64
270
60-80
0,45х20
72
300
60-80
0,5х13
2
220
20
0,5х13 (Н)
52
490
20
0,5х15
60
250
20
0,5х16
64
270
20
0,5х16 (Н)
64
610
20
0,5х16 оцинк.
64
270
20
0,5х19
76
320
20
0,5х19 (Н)
76
730
20
0,5х19 оцинк.
76
320
20
0,5х20
80
340
60-80
0,5х20 (Н)
80
765
60-80
0,5х20 оцинк.
80
340
60-80
0,5х28
112
470
30
0,5х28 оцинк.
112
470
30
0,5х36
144
600
40
0,5х36 оцинк.
144
600
40
0,7х20
112
470
60-80
0,7х20 (Н)
112
1070
60-80
0,7х30
168
707
80-100
0,8х30
192
805
90-110
1,0х30
240
1010
110-120
1,2х30
288
1210
120-140
1,5х30
360
1515
120-140
При желании Заказчика возможно изготовление ленты нестандартыных размеров (с минимальной шириной от 10 мм).
Купить металлическую (стальную) упаковочную ленту, узнать цены, получить дополнительную консультацию Вы можете, оставив заявку ниже.
Металлическая упаковочная лента 0.5 х20 – одно из самых лучших средств, когда требуется надежность обвязки любых, даже самых очень тяжелых грузов. За счет высокого качества исполнения она способна выдерживать огромные нагрузки – кроме того, она защищает упаковываемый груз от таких внешних воздействий, как высокая температура.
За счет своей универсальности металлическая упаковочная лента нашла свое применение в самых разных отраслях промышленности. Она используется для упаковки строительных изделий (кирпича, камня, гипсокартона), бумажных и картонных изделий, одежды, тканей, кабелей, катанок и т.д.
Такая лента прекрасно подходит для товаров, отправляемых за границу, и перевозимых грузовым автотранспортом, поскольку она соответствует всем международным стандартам. Благодаря лакокрасочному покрытию достигается ещё большая защита груза, а чтобы упаковочная машинка прослужила дольше, поверхность металлической ленты покрывается воском.
Вы можете купить упаковочную ленту по самым выгодным центам в нашей компании. Вы убедитесь, что она, как и другие упаковочные материалы от ТД «Ковчег» – например, пленка для термоусадочной машины, отличается высочайшей прочностью.
официальный интернет -магазин Staples®
Staples® Официальный интернет -магазин
Skip к основному контенту
Skip To Coneер
30%Back in All Ink и тонер
Staples Business Advantage
Стейплс. идеальные отпечатки каждый раз
Независимо от того, работаете ли вы дома или в офисе, убедитесь, что каждый отпечаток идеален, выбрав правильный принтер и чернила для задания. Для частой печати или печати больших объемов выберите сверхемкий принтер или картриджи повышенной емкости, чтобы сэкономить время и деньги. У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны:
У нас есть широкий выбор принтеров HP, включая фотопринтеры HP, струйные принтеры HP и лазерные принтеры HP. У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
Просмотрите наш выбор принтеров Brother, включая лазерные принтеры Brother, струйные принтеры Brother и фотопринтеры Brother. Если вам нужны чернила, запаситесь самыми популярными чернильными картриджами Brother, включая тонер Brother LC103, Brother LC201 и Brother TN350.
Staples предлагает принтеры Epson, которые вам нужны, в том числе струйные принтеры Epson, фотопринтеры Epson и матричные принтеры Epson. Если у вас уже есть принтер Epson, не забудьте приобрести самые популярные картриджи Epson, включая Epson 252, Epson 127 и Epson 220.
Если вы ищете принтер Canon, у нас есть полный выбор, включая лазерные принтеры Canon, фотопринтеры Canon и струйные принтеры Canon. Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.
Независимо от ваших потребностей в печати, у нас есть подходящие принтеры, чернила и тонер для работы.
Подходящая бумага для любой работы
Куда бы ни привел вас ваш бизнес, мы предоставим вам подходящую бумагу для работы. Для меню, вывесок, приглашений или поделок выбирайте картон. Сделайте свои презентации уникальными или сохраните воспоминания с помощью качественной фотобумаги для вашего принтера. Для всех ваших потребностей в ведении заметок у нас есть блокноты, папка-наполнитель и многое другое. Не знаете, что взять? Подберите универсальную бумагу, которую можно использовать для копирования, печати или быстрого написания письма.
Наведите порядок с помощью папок с файлами
Папки Manila являются классическим офисным продуктом по той причине, что у них так много применений, от медицинских кабинетов до школ и повседневного ведения домашнего хозяйства. Держите все свои документы наготове и сделайте их еще более удобными, используя систему подвесных папок. Не забывайте, что из папок получаются отличные пакеты для презентаций; используйте карманную папку для включения дополнительных материалов или создайте профессиональное портфолио с помощью папки или папки для презентаций.
Отправляйте с осторожностью
Управляйте повседневной офисной корреспонденцией с помощью широкого выбора деловых конвертов, конвертов для внутренних документов и конвертов для каталогов. Прочные манильские конверты — идеальный выбор для предотвращения повреждения обычных документов или выберите жесткий почтовый конверт для сертификатов для еще большего спокойствия. Для деловых или светских торжеств рассмотрите пригласительные конверты и красные конверты.
JavaScript отключен
Извините, для правильной работы этой веб-страницы требуется JavaScript.
Пожалуйста, включите JavaScript в вашем браузере и перезагрузите страницу.
Диспенсеры для упаковочной ленты — Лента для упаковки и диспенсеры
Диспенсеры для упаковочной ленты — Лента для упаковки и диспенсеры | Зоро
Перейти к основному содержанию
Включите JavaScript в своем браузере, чтобы продолжить использование нашего сайта.
ЗОРО ВЫБРАТЬ Ручной диспенсер для ленты, 2 дюйма.
Производитель № 3JXW7
СКОТЧ Ручной диспенсер для ленты, 2 дюйма.
Производитель # h290
$11,75
3М Ручной 2-дюймовый диспенсер для ленты
Производитель # HB903
$12,09
СТАРТ МЕЖДУНАРОДНЫЙ Диспенсер ленты с 3 предустановленными длинами
Производитель # ZCM0800-WT
$106,87
БИС Ручной дозатор ленты, пистолет, 2 дюйма
Производитель № EP-685-2
$19,61
ЛУЧШИЙ ПАКЕТ Электрический диспенсер для гуммированной ленты, лента 3 дюйма
Производитель # BP555es
1 217,99 $
МАРШ Ручной дозатор ленты, 2 дюйма. Ленты
№ производителя 922
$27,05
СТАРТ МЕЖДУНАРОДНЫЙ Диспенсер с автоматической подачей и обрезкой ленты
Производитель # ZCM1000
$598.00
МАРШ Диспенсер для ленты, Ручной, Металл, Синий
№ производителя 933
$25,78
3М Диспенсер для ленты Pull/Cut
Производитель # M73
$31,15
СКОТЧ Ручной диспенсер для ленты, 2 дюйма.
№ производителя h292
$57,91
ЛУЧШИЙ ПАКЕТ Ручной диспенсер для клейкой ленты, ширина 3 дюйма
Производитель # BP333Plus
489,28 $
БИС Ручной диспенсер для ленты, пистолет, 3 дюйма.
Производитель № EP-695-3
$18,58
СТАРТ МЕЖДУНАРОДНЫЙ Ручной диспенсер для ленты, 1 дюйм Вт
Производитель # ZCM0300
$77,65
СКОТЧ Ручной дозатор ленты, 2 дюйма. Ленты
Производитель # M920
$500,80
ЛЕНТА Диспенсер для ленты, 3 дюйма, серый, 9-3/4 дюйма, л
Производитель # SD 935
$15,88
УПЛОТНЕНИЕ СЕЙФ Ручной диспенсер для ленты, 3 дюйма.
Производитель # QPC-3398
$34,99
СКОТЧ Ручной диспенсер для ленты с низким уровнем шума, 3 дюйма.
Производитель # h253
$54,34
СКОТЧ Диспенсер для картонной герметизирующей ленты, Pstl, 3 дюйма
Производитель № HR83
$59,46
УПЛОТНЕНИЕ СЕЙФ Диспенсер для ленты повышенной прочности, 2 дюйма
Производитель # QPC-2398
$25,19
СКОТЧ Настольный диспенсер, ширина ленты 1 дюйм
Производитель # C25
$52,50
ЛЕНТА Диспенсер для ленты, 2 дюйма, синий, 11-3/4 дюйма, л
Лазерная очистка металла: польза, преимущества, стоимость
Лазерная очистка металла: польза, преимущества, стоимость
Технология лазерной очистки металла стала самым эффективным на сегодня способом избавить материал от ржавчины, коррозии, краски, масляных пленок и других покрытий.
По сравнению с традиционными методами очистки, лазерная обработка металла является более дорогостоящей. Стоимость полноценного аппарата обычно находится в пределах нескольких десятков тысяч долларов. Но преимущества и результаты, которые покупатель получает за эти деньги, никогда не смогут быть достигнуты ни пескоструйным, ни химическим, ни механическим воздействием.
В этой статье мы подробно расскажем о принципе действия технологии лазерной очистки металла, её плюсах и возможности применении в промышленности и бизнесе.
Принцип действия оборудования для лазерной очистки металла
Лазер для очистки металла от ржавчины направленно действует на обрабатываемую поверхность короткими лазерными импульсами. Сам принцип работы оборудования построен на том факте, что чистый металл отражает лазерное излучение. А если воздействию подвергается образовавшийся на поверхности налет, то в таком случае фокусированный луч поглощается им, а не отражается. Это происходит из-за сложного химического состава покрытия. В процессе воздействия луча налет нагревается, слущивается, плавится и испаряется. Так происходит очистка от коррозии.
При этом отдельно отметим, что плавления и повреждения самого металла не происходит, поскольку, как мы уже упомянули ранее, лазерный луч отражается от чистой поверхности, а не воздействует на неё высокой температурой.
Где можно применять лазерную очистку металла от ржавчины уже сейчас?
Поскольку оборудование может иметь различную комплектацию и мощность, то спектр его применения довольно широк.
Лазерная очистка металла найдет свое применение в:
Особенно стоит задуматься о переходе на этот метод очистки предприятиям, которым важно не допустить механического повреждения поверхности металла.
Какие типы покрытий удаляет оборудование для лазерной очистки металла?
Коррозию,
ржавчину,
масляные пленки,
лакокрасочные покрытия,
окалину,
нагар,
продукты нефтяных отложений,
гальванические покрытия,
адгезивные покрытия,
органические отложения.
Отдельно отметим, что лазер становится едва ли не единственным способом избавиться от налета в труднодоступных местах, даже если речь идет о гофрированных и рельефных поверхностях, углах и пазах.
6 причин, почему лазерная очистка металла лучше других методов
Скорость. Благодаря высокой фокусировке луча вы получите нужный результат всего за несколько проходов лазером.
Эффективность. При минимуме затраченных усилий и времени вы получите идеальное изделие без следов коррозии, пригодное к дальнейшему использованию.
Точность. Вы можете выборочно работать только с определенной областью, настроив нужную мощность импульса. При этом даже на пазах и рифленых поверхностях лазерная очистка металла будет эффективной и результативной.
Качество. Лазер подчистую снимает все следы загрязнений, оставляя после себя ровную металлическую поверхность без повреждений.
Безопасность. По сравнению с механическими и химическими методами воздействия, этот метод нетравматичен — нет контакта человека с обрабатываемой поверхностью, и экологичен — нет выделения токсичных испарений. Также нет риска повреждения металла, с которого вы удаляете ржавчину или краску.
Мобильность и компактность. Многие лазерные очистители реализованы в виде рюкзаков, которые можно легко переносить на спине и обрабатывать изделия, расположенные в разных частях производственного помещения. А еще такое оборудование легко взять с собой, если предполагается выездная работа.
Варианты комплектации
В зависимости от задач и объемов работы производители предлагают мобильные установки и более мощные их варианты с постоянным расположением на производстве.
Если вы периодически обрабатываете небольшие по площади поверхности, то подойдет лазер со средней мощностью от 50 Вт. При этом пиковая мощность будет достигать 10 кВт.
Для средних площадей и регулярной загрузки нужно оборудование на 50-100 Вт, что вполне может быть реализовано в виде переносного рюкзака.
Если деятельность вашего предприятия предполагает постоянный поток задач по очистке крупных поверхностей (например, частей самолетов или автомобилей), то нужно брать в расчет мощность от 200 до 500 Вт.
В ассортименте Challenger представлены как переносные, так и стационарные установки для лазерной очистки металла от ржавчины. Чтобы выбрать подходящий станок именно для ваших задач, свяжитесь с нашими менеджерами или оставьте заявку на обратный звонок на сайте.
Лазерная очистка металла: принцип, характеристики и применение
У изделий из стали под длительным воздействием среды изменяется внешний вид и эксплуатационные характеристики. Хотя с развитием современных технологий появилась нержавеющая сталь, которую также можно использовать в жизни, использование нержавеющей стали для ремонта старых зданий отнимает много времени и трудоемко. Кроме того, нержавеющую сталь можно использовать не везде, поэтому очистка стали от ржавчины становится головной болью.
Традиционная индустрия очистки имеет в своём арсенале множество способов, в основном с использованием химических и механических методов. В связи со все более строгими требованиями законов и нормативных актов по охране окружающей среды и растущей осведомленностью об охране окружающей среды и безопасности, виды химических веществ, которые могут быть использованы при очистке в промышленном производстве, будут становиться все меньше и меньше. Как найти более чистый и неразрушающий метод очистки — это проблема, которую мы должны рассмотреть. Лазерная очистка металла обладает характеристиками отсутствия шлифования, бесконтактности, отсутствия теплового эффекта и подходит для всех видов объектов. Она считается самым надежным и эффективным решением. В то же время лазерные аппараты для очистки металла могут решить проблемы, которые не могут быть решены традиционными методами очистки.
Когда на поверхности заготовки присутствуют субмикронные частицы грязи, которые очень сильно прилипают и не могут быть удалены обычными методами очистки, то очистка поверхности заготовки с помощью нанометрового лазерного излучения является очень эффективной.
Кроме того, поскольку лазер осуществляет бесконтактную очистку заготовки, очень безопасно очищать прецизионные заготовки или их мелкие детали, что позволяет обеспечить их точность.
Поэтому лазерная очистка имеет уникальные преимущества среди других методов очистки.
Очень эффективно использовать высокоэнергетический лазер для устранения коррозии. Лазер сжигает такие поверхности, как ржавчина, краска и т. д., используя при этом характеристики отражения металла. При этом необходимо убедиться, что сами детали не повреждены.
Принцип лазерного удаления ржавчины:
Принцип действия этого лазерного метода для удаления ржавчины заключается в том, что при воздействии высокой температуры ржавчина мгновенно испаряется.
После отвода плазмы, очищенная от ржавчины часть не будет повреждена даже при воздействии лазера благодаря высокой отражательной способности нижнего слоя металла к свету.
Таким образом, этот метод лазерного удаления ржавчины является эффективным и безопасным, и может даже идеально очистить углы деталей, таких как буквы и болты.
Таким образом, до тех пор, пока лазерный луч может добраться до ржавчины её можно будет удалить.
Почему лазеры можно использовать для очистки? Почему это не приводит к повреждению очищаемого объекта?
Давайте сначала разберемся в сути лазерного излучения. Вкратце, лазер ничем не отличается от сопутствующего света (видимого света и невидимого света) вокруг нас, но лазер использует резонатор для концентрации света в одном направлении, и имеет лучшие характеристики длины волны и координации.
Поэтому теоретически все длины волн света могут быть использованы для формирования лазера.
Однако на самом деле существует несколько сред, которые могут быть возбуждены, поэтому источники лазерного света, которые могут производить стабильные и пригодные для промышленного производства, довольно ограничены. Широко используются Nd: YAG лазеры, углекислотные лазеры и эксимерные лазер.
Поскольку Nd: YAG лазер может быть передан через оптическое волокно и больше подходит для промышленного применения, он также широко используется в лазерной очистке.
Физический принцип можно кратко описать следующим образом:
Луч, испускаемый лазером, поглощается загрязненным слоем на обрабатываемой поверхности.
В результате поглощения большой энергии образуется быстро расширяющаяся плазма (высокоионизированный нестабильный газ) и возникают ударные волны.
Ударная волна превращает загрязняющие вещества во фрагменты и удаляет их.
Ширина светового импульса должна быть достаточно короткой, чтобы избежать накопления тепла, разрушающего обрабатываемую поверхность.
Эксперименты показывают, что при наличии оксидов на поверхности металла плазма возникает на поверхности металла.
Применение лазерного удаления ржавчины:
Данный метод применим для удаления ржавчины на небольших участках.
Большинство продуктов с высокой добавленной стоимостью подвергаются очистке, например, очистка прецизионных деталей, аэрокосмических компонентов, военной промышленности, атомной энергетики, микрообработка деталей, высокоточная очистка, методы очистки для защиты окружающей среды, очистка в высокоточной промышленности, очистка рельсов скольжения, очистка деталей судоверфи, обработка полупроводников, роликов, прецизионных деталей, сварочных швов.
Лазерное удаление ржавчины — Adapt Laser
ЛАЗЕРНОЕ УДАЛЕНИЕ РЖАВЧИНЫ С ПРОИЗВОДСТВЕННЫХ ЧАСТЕЙ АВТОМОБИЛЕЙ
Лазерная очистка является идеальным решением для удаления оксидов, таких как ржавчина, и других загрязнений с металлических изделий. Хотя это более безопасный и экологически чистый вариант удаления загрязнений, склеивания и подготовки к сварке, лазерная очистка не является самым эффективным решением для всего. Но с точки зрения производства автомобилей лазерная абляция лучше всего подходит для:
сварки зубчатых колес
Склеивание каркаса
Склеивание электронного блока управления
Сварка дверных рам
Проводимость топливных элементов электромобилей
ОБЫЧНЫЕ ВОПРОСЫ ПО УДАЛЕНИЮ АВТОМОБИЛЬНОЙ РЖАВЧИНЫ
ОЧИЩАЕТ ЛИ ЛАЗЕРНОЙ ОЧИСТКОЙ?
Так же, как ржавчина может появиться на ваших металлических изделиях с течением времени, она может появиться снова. Хотя лазерная очистка не удаляет ржавчину навсегда, она устраняет риск ухудшения характеристик ваших приложений. Это означает, что при надлежащем обслуживании вы можете продлить срок службы вашего продукта и сократить время простоя и неэффективность.
МОЖЕТ ЛИ ЛАЗЕР ОЧИСТИТЬ ТРУБЫ?
Вообще говоря, лазерная очистка лучше всего подходит для областей, видимых невооруженным глазом, поэтому для очистки труб и других труднодоступных мест потребуется специальная оптика и специальное решение, которое может справиться с этими нетипичными проектами лазерной очистки. . В Adapt Laser наша команда стремится найти идеальное решение для очистки для ваших нужд, поэтому свяжитесь с нами, чтобы узнать, можем ли мы разработать вариант лазерной очистки для вашего приложения.
МОЖНО ЛИ ИСПОЛЬЗОВАТЬ ЛАЗЕРНУЮ ЧИСТКУ ДЛЯ ВОССТАНОВЛЕНИЯ АВТОМОБИЛЯ?
Лазерная абляция является идеальным решением для многих процессов производства автомобилей, но может быть не самым экономичным решением для типичного проекта восстановления автомобиля. Для разовых проектов очистки лазерная очистка часто является не самым экономичным вариантом очистки. Реставрация автомобиля также требует доступа ко многим труднодоступным местам, поэтому может потребоваться более индивидуальное решение для очистки. Свяжитесь с нашей командой сегодня, чтобы получить консультацию, чтобы узнать, подходят ли наши чистящие лазеры для вашего проекта по восстановлению автомобиля.
КАКОЕ РАСТВОР ЛУЧШЕ УДАЛИТЬ РЖАВЧИНУ С МОЕГО АВТОМОБИЛЯ?
Лазерная очистка лучше всего подходит для операций по производству автомобилей, которые включают в себя большие объемы производства или повторяющиеся задачи. Он также имеет то преимущество, что он безопасен на чувствительных поверхностных материалах и может достигать небольших целевых областей, таких как дверные рамы и несущие конструкции. Небольшие операции или разовые реставрационные проекты, как правило, не являются лучшим экономическим обоснованием для покупки очищающего лазера. Свяжитесь с нашей командой, чтобы узнать больше, или узнайте, может ли аутсорсинг очистки деталей в нашей мастерской по лазерной очистке быть более экономичным решением для ваших нужд.
МОГУ ЛИ Я ПРИСОЕДИНИТЬ ЛАЗЕРНОЕ РЕШЕНИЕ К РОБОТУ?
Все наши лазерные решения могут быть автоматизированы роботами. Эта опция является ключевой частью нашего пользовательского процесса сборки. Если вы считаете, что вам может понадобиться этот вариант с вашим решением, поговорите с нашим отделом продаж при обсуждении функций вашей пользовательской сборки. И соедините нас с вашим провайдером, чтобы мы могли гарантировать установку.
ЛАЗЕРНОЕ УДАЛЕНИЕ РЖАВЧИНЫ ДЛЯ ОБОРОННЫХ И ВОЕННЫХ ПРИМЕНЕНИЙ
Поскольку лазерная абляция может удалять окисление с металлических поверхностей, не повреждая слои подложки, она представляет собой высокоэффективный неразрушающий метод удаления ржавчины с военных транспортных средств и оборудования. В то время как традиционные методы очистки требуют много времени и опасны как для рабочих, так и для окружающей среды, лазерная очистка предлагает более безопасную и эффективную альтернативу.
Для борьбы с коррозией наземного оборудования самолетов (AGE) ВВС США используют наш чистящий лазер CL1000, который позволяет проводить целенаправленную очистку, не затрагивая оборудование. Армия и флот также обратились к лазерной очистке из-за ее способности очищать очень сложное оборудование, чтобы оно служило дольше и работало лучше на протяжении всего срока службы, поддерживая бойца даже в самых интенсивных условиях.
ЛАЗЕРНОЕ УДАЛЕНИЕ РЖАВЧИНЫ ДЛЯ ДРУГИХ ПРИМЕНЕНИЙ
Если у вас есть проект по удалению ржавчины или вы ищете альтернативу пескоструйной очистке, лазерная абляция может повысить как безопасность, так и эффективность ваших операций. Наши лазеры могут быть оборудованы как ручными, так и автоматизированными решениями, в зависимости от того, что лучше всего подходит для поставленной задачи. Независимо от вашей отрасли, наши специалисты по лазерной очистке могут разработать индивидуальное решение для лазерной очистки даже для самых сложных проектов.
CleanLaser 100 Лазер для удаления ржавчины
Загрузки:
Видео:
Руста Снятие лазерного видео
по металлам. Тем не менее, CleanLaser 100W может быть эффективным инструментом для лазерного удаления краски, обезжиривателя металла для промышленных поверхностей или очистки форм для изделий, а также отличным инструментом для очистки сварных швов.
Портативная лазерная чистящая машина с портативной лазерной ржавчиной пистолет
Применение для очистки ржавчины 100 Вт
Снятие лазерной ржавчины на автомобильном грузовике и автомобильном шасси
DEGREASE DEGREASE METELALS PORTHOTIO Машина для автозапчастей
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ДЛЯ ЛАЗЕРНОЙ ОЧИСТКИ РЖАВЧИНЫ:
Компьютер не требуется, программное обеспечение для лазерной очистки от ржавчины встроено в машину CleanLaser 100. Встроенный сенсорный экран позволяет пользователю предварительно настраивать и регулировать мощность лазерной очистки и интенсивность спиральных волн, удаляющих слой ржавчины. Промышленная лазерная очистка не может быть проще.
РАБОТА С ЛАЗЕРНЫМ ПИСТОЛЕТОМ ДЛЯ УДАЛЕНИЯ РЖАВЧИНЫ:
Наденьте очки для защиты глаз от лазерного излучения.
Затем возьмите в руки лазерный пистолет для удаления ржавчины и просто направьте лазерный луч на очищаемую металлическую поверхность.
Наконец, нажмите триггерную кнопку на рукоятке ручного лазерного пистолета, лазерная очистка начнет выполняться, поскольку слой ржавчины подвергается лазерной сублимации, при которой испаряется только верхний слой ржавчины, при этом металл под ним остается неповрежденным.
Оператор продолжает перемещать лазерный чистящий луч по всей поверхности очищаемого металла.
БЕЗ РАСХОДНЫХ МАТЕРИАЛОВ, ОЧЕНЬ МАЛЕНЬКИЕ ОТХОДЫ ОТ ЛАЗЕРОВ ДЛЯ УДАЛЕНИЯ РЖАВЧИНЫ:
Экологически безопасный лазер для удаления ржавчины не требует расходных материалов, таких как пескоструйный песок или химикаты. Промышленная лазерная очистка не производит выбросов парниковых газов и не оставляет отходов, поскольку загрязненный поверхностный слой испаряется. Кроме того, в то время как защитные очки всегда рекомендуются. Полные средства индивидуальной защиты, такие как вентилируемый абразивоструйный респиратор Helments и лицевые щитки, не требуются при выполнении лазерной очистки.
Технические характеристики:
Мощность лазера: 100 Вт MOPA Fibre Laser
Лазерная волна: 1064 нм
Позиция: Light In-INTERSING
. Контроллер сенсорного экрана
Длина сканирования для очистки: 1–100 мм (настраивается)
Ширина сканирования для очистки: 1–20 мм (настраивается)
Энергия импульса: 1–1,5 мДж
Охлаждение: воздушное охлаждение
Длина кабеля: 9,84 ‘Футы
Контактная электрическая мощность для работы: 110-240 В/50-60 Гц, 1000-ватт
Цинкование металла своими руками, оцинковка в домашних условиях
Оцинковка металла в современном автомобиле – это возможность защитить поверхность кузова от коррозии. Цинкование металла своими руками в домашних условиях – вполне осуществимая задача.
Существуют определенные виды металла, которые при контакте с воздушной средой образуют защитную пленку на поверхности. Она оберегает материал от воздействия окружающей среды и предотвращает коррозию. На металле, который применяется для производства авто, пленка слабая, поэтому не способна защитить изделие от разрушений.
Методы обработки в промышленных условиях
Создать дополнительную защиту от коррозии можно несколькими способами, например, покрыть изделия оловом или цинком. Оцинкование материала – довольно простая задача и ее легко можно сделать своими руками. Обработка деталей, например, для машины, защитит поверхность изделий от прямого контакта с воздухом, что предотвращает окисление поверхности. Обработка металла цинком возможна несколькими способами:
Горячее и холодное цинкование.
Гальваническое.
Газо-термическое.
Термодиффузионное.
При обработке материала одним из этих способов, длительность и температура процесса влияют на толщину формируемого слоя защитной поверхности.
Технология горячего цинкования
Такой способ обработки металла – один из самых эффективных. Цинк долгое время остается на поверхности и надежно защищает от коррозии. Недостаток такой обработки в том, что эта технология вредна для окружающей среды, поскольку материал обрабатывается химическим путем. Цинкование металла горячим способом состоит из нескольких последующих процессов:
Подготовка. Поверхность деталей необходимо обезжирить, а затем выполнить травление металла.
Обработка. Деталь для машины после подготовки необходимо промыть и высушить.
Цинкование. Изделие опускают в бак, где находится расплавленный цинк.
Этот способ обработки, несмотря на его эффективность, обладает существенными недостатками:
Оцинковка металла требует специального оборудования и емкостей.
Невозможность обработки изделий больших размеров, например, кузова авто.
Технология холодного цинкования
Оцинковать элементы автомобилей данным способом довольно просто. Обработка поверхности осуществляется при помощи специальной краски, содержащий цинк. Поверхность металла окрашивается краской с цинком обычным методом покраски: кистью, валиком или краскопультом.
Использование порошковой краски, содержащий цинк, и распылителя упрощает цинкование автомобиля. Краскопульт позволяет обработать полностью всю поверхность кузова, в том числе и труднодоступные места. Такой метод чаще всего используется для нанесения защитного покрытия на изделия, которые сложно обработать горячим способом. Кузов авто – именно такой случай. Этот метод также применяется для обработки уже ранее оцинкованного металла.
Технология гальванического цинкования
Гальваническое нанесение цинка подразумевает под собой обработку металла с помощью электрохимического воздействия. Обработка таким методом позволяет добиться на поверхности изделия гладкого и тонкого защитного слоя. Чтобы цинк закрепился на поверхности, например, кузова авто, изделия помещают в специальную емкость, в которой расположена цинковая пластина. После этого в емкость подводится электричество, в результате чего цинк с поверхности пластины переходит на корпус машины, образуя защитный слой.
Метод газо-термического цинкования
Этот способ нанесения защитного стоя отлично подходит для кузова больших автомобилей, которые невозможно обработать с помощью обычных способов.
Цинк наносится на поверхность кузова авто с помощью сильного газового потока. Применение этого метода требует последующее нанесение краски, поскольку цинк ложится на поверхность неравномерно, не заполняет всю поверхность автомобиля. Но, несмотря на это, такой способ создания защиты обеспечивает надежное покрытие. Оно защищает авто как от воздушного воздействия, так и обеспечивает надежную защиту от коррозии во влажных условиях.
Метод термодиффузионного цинкования
Оцинковка кузова авто данным методом сопряжена с использование высоких температур. При температуре примерно в 2,6 тысячи градусов цинк расщепляется на атомы, которые оседают на деталях машины. Преимущество метода в том, что с помощью него можно добиться толстого защитного слоя.
Процесс нанесения защитного материала на кузов машины осуществляется в специальной закрытой камере. На изделие наносится порошковый цинк, после чего происходит нагрев всей камеры. Это можно осуществить только в промышленных условиях, поэтому выполнить нанесение цинка своими руками дома у вас не получится.
Оцинковка в домашних условиях
Гальванический метод
Гальваническое нанесение защитного слоя, например, на детали авто можно осуществить в домашних условиях. Для этого вам понадобится автомобильный аккумулятор или блок питания с характеристиками 2– 6A, а также напряжением от 6 до 12 вольт. Чтобы выполнить гальваническое формирование защитного слоя, вам нужно иметь электролит. Для изготовления электролита своими руками нужно сделать раствор, используя следующие ингредиенты:
400 грамм сернокислотного цинка.
100 грамм сернокислотного аммония или магния.
30 грамм уксуснокислого натрия.
2 литра обычной воды.
Приготовив дома такой раствор, можно провести оцинкование металлических деталей машины. Вместо описанного раствора подойдет также и жидкость с аккумулятора вашего автомобиля. В качестве емкости для состава пригодна обычная стеклянная банка. Процесс оцинковки гальваническим методом дома выглядит так:
Очистка и обезжиривание детали автомобиля.
Погружение заготовки на несколько секунд в серную кислоту.
После повторной промывки материал помещается в емкость для последующего цинкования.
Положительный контакт от аккумулятора или блока питания закрепите на цинковой пластине.
Отрицательный контакт прикрепить следует на заготовку.
После этого поместите пластину из цинка и деталь авто в емкость с раствором и оставьте на 30 – 40 минут.
Метод холодного цинкования
Провести цинкование деталей машины можно и при помощи метода холодной оцинковки. Для этого метода необходимо приобрести специальную краску с содержанием цинка. Она – двухкомпонентная, поэтому перед процессом оцинковки делателей компоненты краски необходимо смешать вместе. Набор из цинкового порошка и связующего элемента нужно смешать в пропорции 3 к 1 или 1 к 1. После смешивания краски, при положительной температуре воздуха нанесите состав на деталь от машины. Холодный метод очень простой и его легче всего провести дома.
Цинкование в домашних условиях: как оцинковать металл своими руками
12Ноя
Содержание статьи
Общие сведения
Процесс обработки цинком
Для чего на сталь наносят слой цинка
Технология цинкования металла
Как ржавеет
Плюсы
Виды и способы цинкования металла
Холодная оцинковка
Горячая оцинковка
Гальваническое цинкование металла электролизом – невозможно в домашних условиях
Термодиффузионная оцинковка/a>
Как покрыть цинком металл газотермическим методом
Таблица 1. Сравнение цинка с другими металлами
Таблица 2. Сравнение цинка с цветными металлами
Заключение и видео
Коррозия – это разрушение целостности верхнего слоя любого металлического материала, а затем, если не предупредить ее развитие, то и более глубокие структуры. В промышленности создали метод, который позволяет покрыть изделия защитной пленкой. Она спасает от проникновения влаги, а также от сильного воздействия кислорода. Таким образом, не происходят вредные реакции. В статье мы расскажем о горячем и холодном цинковании металла дома, как цинковать в домашних условиях и виды оцинкования своими руками.
Общие сведения
Оцинковка – процесс покрытия поверхности металлической детали или целой конструкции определенными веществами, которые защищают ее от внешних разрушающих сил (не физических, а только химических). В основу вещества добавляют цинк. Именно он обладает вышеперечисленными свойствами. Отсюда и название технологии. Достоинства обработанных изделий:
повышенная прочность, однако, это не спасет от удара;
меньшая восприимчивость к температурным перепадам;
агрессивные вещества (химикаты, моющие средства, растворители) не причиняют большого вреда;
продленный эксплуатационный период без потери качеств;
анет окисления и ржавления.
Видео: Гаражное цинкование
Процесс обработки: как покрыть цинком
Он востребован во всем мире и применяется на крупносерийном и мелкосерийных производствах, а также многие люди, желающие продлить срок годности купленной продукции, пытаются сами создать специализированный раствор, чтобы им покрыть все необходимые поверхности. Делается это в первую очередь для того, чтобы сделать барьер между металлом и кислородом. Именно он окисляет верхний слой, что впоследствии приводит к появлению ржавчины. Процедура может быть горячая или холодная, о способах поговорим ниже. Но в целом она низкозатратная из-за простоты работы, а также благодаря невысокой себестоимости химического вещества.
Для чего на сталь наносят слой цинка
При эксплуатации в повышенной влажности воздуха (например, любой автомобиль) происходят первые коррозийные этапы. Оцинкованное покрытие может предотвратить это. Объяснение следующее: элемент в растворе, которым покрывается поверхность, создает со стальным изделием гальваническую пару, среди которой доминирующее значение будет у первого вещества, так как отрицательных электронов в заряде у него больше. При химических процессах окисления (реакция все же происходит) страдает этот верхний слой, но никак не сама сталь, фактически пропитка берет удар на себя. Но так как любая защита имеет тенденцию к разрушению, то и у оцинковки есть срок годности. Занимает он продолжительное время. А если и будет небольшая брешь, то при соприкосновении с водой произойдет еще одна реакция, где на ее месте появиться гидроксид цинка, который выполняет те же барьерные функции. Кроме барьера от взаимодействия с влагой и воздухом, раствор защищает от электрохимического влияния.
Видео: Оцинковка в домашних условиях
Технология цинкования металла
Полное покрытие раствором возможно в условиях наличия емкости и оборудования, построенного из такого материала, который противостоит агрессивной среде. Процедура происходит в несколько этапов:
Подготовка. Поверхность полностью очищается, обрабатывается, снимается весь жир и другие пятна, при необходимости производится зачистка или шлифование до ровной плоскости. Затем поверхностный слой удаляется путем травления (посредством электролиза или кислой среды – серной кислоты). От этих манипуляций на верхней части детали образуется пленочка из оксидов. Она отлично соединяется с цинком. Затем нужно качественно высушить заготовку.
Нанесение цинкового покрытия на металл. Сплав расплавляют до однородного жидкого состояния, нагревая его до температуры в 450 градусов (что немного выше его удельной теплоты плавления). Затем в эту емкость-бассейн погружают изделие. Вытаскивать его можно исключительно после того, как вы убедитесь, что все даже мельчайшие отверстия, углы, щели были обработаны. Так как в обратном случае разрушение начнется именно с них.
Сушка. Воздействие теплым или холодным воздухом не рекомендуется. Лучше всего, если заготовка будет высыхать в комнате.
Так как оцинковать деталь из металла в домашних условиях своими руками можно только при наличии специальной ванны, которая должна иметь возможность быстрого подключения тока, то разделим их на:
крупногабаритные;
среднегабаритные;
малогабаритные.
Как ржавеет
Ржавление складывается из трех воздействий: воздуха, воды и агрессивных сред. При этом они вступают в химические реакции, разрушая целостность молекулярных связей. В результате появляются сначала небольшие, глазом незаметные дырочки, что может выглядеть как шершавость, а затем образуются отверстия. При этом нужно различать окисление – это начальный этап на верхних слоях, и коррозию, то есть более серьезные нарушения в структуре, появление дыр. Чем сильнее влага и больше агрессоров, тем быстрее происходит процесс, это предотвратит только цинкование мелких деталей металла в домашних или промышленных условиях. Рассмотрим достоинства применения метода.
Плюсы
Ровная поверхность, отсутствие шероховатость, блеск даже без верхнего покрытия.
Длительной период эксплуатации.
Долгое время не будет ржавления.
Простота обработки таким способом – он не требует трудного оборудования, сильного электрического напряжения или дорогостоящих компонентов.
Но при этом необходимо помнить, что вдыхание паров цинка или попадание вещества в организм другим приемом может привести к отравлению. Поэтому нельзя нагревать питьевую воду в оцинкованных ведрах (переносить можно, но только не повышая температурный режим) или производить другие манипуляции с пищей (для себя или животных), при этом нагревая изделие.
Видео: Оцинковка своими руками
Виды и способы цинкования
Эффективность будет обусловлена таким понятием как адгезия, то есть способностью цинкового покрытия прикрепиться к верхнему металлическому слою. Не каждый материал имеет возможность адгезировать с цинком, поэтому для различных сплавов применяют разные процедуры. Также выбор зависит от:
способов эксплуатации;
требуемых защитных свойств;
толщины сформированного слоя.
Рассмотрим подробнее варианты.
Холодный способ
За последнее десятилетие это стало инновационной разработкой, потому что дало возможность получать высококачественный результат без дополнительных финансовых затрат. Отсутствие необходимости дорогостоящего оборудования привело к тому, что можно сделать оцинковку деталей из металла в домашних условиях своими руками – цинкование будет проходить холодным методом. Это стало возможно, когда изобрели «Цинконол». Это раствор, красящее вещество, которое содержит более 90 процентов цинка. А оставшиеся части содержат ингредиенты, отвечающие за то, что он останется до нанесения в жидком состоянии, а затем достаточно скоро схватится. Красить элементы можно вручную – кисточкой, валиком, краскопультом. Последний – оптимальный вариант, когда нужно защитить от ржавления статичные конструкции, которые сложно или невозможно снять. Часто «Цинконол» применяют в автосервисах при восстановительных работах с кузовом. Результаты оцинкования — покрытия металла цинком в домашних условиях будут хорошими, единственное отличие – недостаточная устойчивость к механическим воздействиям, но их можно компенсировать слоем краски.
Горячая оцинковка
Это самый старый способ, он же является наиболее эффективным. Его этапы мы рассматривали выше, основная задача – расплавить вещество и погрузить в него металлоконструкцию. Достигаются наивысшие технические качества, но используется метод реже, чем холодный. Это объясняется негативным воздействием на окружающую среду. Еще один недостаток – чтобы полностью обрабатывать неразъемные конструкции большого размера требуется очень массивная ванна, а также много сырья. Но большинство линий электропередач покрыты именно таким старым приемом.
Видео по теме:
Гальваническое электрохимическое цинкование металла электролизом – своими руками невозможно в домашних условиях
Плюсы – высокая точность, до начала процедуры вы уже точно знаете, какая толщина будет у образуемого слоя. Еще одно достоинство – это привлекательный внешний вид изделия, исключительная гладкость. Нет пузырьков воздуха или прочих посторонних помех. Сталь и цинк соединяются на уровне молекул, так что адгезия у них полная, можно говорить даже о диффузии материалов. Происходит процедура так. Ванна наполняется электролитом. В раствор, хорошо проводящий ток, помещается конструкция. Подключается электричество. Здесь важно точно выбрать напряжение и длительность сеанса.
Как сделать термодиффузионную оцинковку металла в домашних условиях
Сокращенно – ТДЦ. Трудная в исполнении, возможная только в производственных цехах, операция. В замкнутый бокс помещают заготовку. Рядом располагают цинк в сухом состоянии. Нагревают помещение до 2600 градусов. При повышенной температуре происходит изменение агрегатного состояния вещества (из твердого в парообразное), и пары оседают на стенках изделия слоем более 15 мкм, что больше, чем при других способах.
Как покрыть цинком металл газотермическим методом
Основной прием – напыление. То есть смесь, которой нужно обработать поверхность, растворяется в другом газообразном веществе так, что вместе с ним наносится на заготовку. Частицы ударяются на большой скорости и как бы «налипают» на наружную сторону. При этом, так как это все делается неравномерно и быстро, не появляется гладкий и ровный слой. Он, наоборот, скорее напоминает чешую и состоит из небольших неровностей, ощутимых для прикосновения. По этой причине обязательно нужно сверху покрасить деталь. Это хороший вариант, сохраняющий свои основные защитные свойства, но применяется в основном тогда, когда нет возможности использовать горячую оцинковку или электролиз.
Таблица 1. Сравнение цинка с другими металлами
Свойства металлов
Медь
Никель
Свинец
Олово
Цинк
Плотность, г/см3
8,93
8,9
11,37
7,29
7,1
Температура
плавления, С
1084
1455
327
231
419
кипения, С
2360
3075
1755
2270
906
Твердость по Бринеллю, кг/мм2
36,8
95
3
5
35
Теплопроводность, кал/см. сек, град
0,94
0,14
0,08
0,15
0,27
Таблица 2. Сравнение цинка с цветными металлами
Свойства металлов
Медь
Никель
Свинец
Олово
Цинк
Плотность, г/см3
8,93
8,9
11,37
7,29
7,1
Температура
плавления, С
1084
1455
327
231
419
кипения, С
2360
3075
1755
2270
906
Твердость по Бринеллю, кг/мм2
36,8
95
3
5
35
Теплопроводность, кал/см.сек, град
0,94
0,14
0,08
0,15
0,27
Заключение и видео
В статье мы рассказали, как покрыть цинком железо в домашних условиях, а также в промышленных цехах, особенности метода и технологии. Если вы не уверены, что соблюдены все меры безопасности, то не стоит делать оцинковку деталей из металла своими руками в домашних условиях, так как пары вещества могут негативно повлиять на ваше здоровье.
Видео: Технология цинкования
Обращайтесь в ООО «Роста», если вы решили купить приспособления для промышленного пользования. У нас в наличии и на заказ имеются ручные и полуавтоматические ленточнопильные станки, а также маятниковые, вертикальные и двухстоечные агрегаты. Цена на товары снижена в 1.5 — 2 раза по сравнению с зарубежными аналогами. Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами, мы с радостью поможем в выборе оборудования.Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным номерам телефона. Они ответят на все ваши вопросы.
Как производится цинк? (объяснение в 5 шагов)
1.
Майнинг
Все начинается со следов цинка, которые можно найти практически повсюду в земной коре. Цинк является природным ресурсом. Nyrstar собирает и отправляет цинковый концентрат с рудников по всему миру в различные порты, расположенные рядом с нашими предприятиями.
Оттуда поезда с цинковым концентратом доставляются на объекты для прохождения четырехэтапного процесса обжига, выщелачивания и очистки, электролиза и литья.
2. Обжарка
Сырье — концентрат цинка и оксиды цинка, переработанные в сталелитейной промышленности, — подаются в печь для обжига с псевдоожиженным слоем. Это первый этап производственного процесса.
В обжиговой печи сырой цинк обжигается воздухом и превращается в кальцин. Кальцин выглядит как песок и имеет температуру 950 градусов по Цельсию.
Процесс обжарки полностью автоматизирован и постоянно контролируется операторами из диспетчерской.
3. Выщелачивание и очистка
Шаг второй — чистая химия. Полученный огарок растворяют в серной кислоте в ходе процесса, называемого выщелачиванием.
Чтобы получить очень чистый раствор сульфата цинка, на этом этапе мы также разделяем широкий спектр других металлов: свинец, золото, серебро Доре, медь, кадмий и кобальт.
Следовательно, раствор сульфата цинка поступает на стадию электролиза: третья стадия.
4. Электролиз
В цехе электролиза цинк, содержащийся в растворе, осаждается на алюминиевые катоды в процессе, называемом электролизом. Это происходит при пропускании электрического тока через катоды и аноды.
Катоды удаляются из ячеек, а цинковые листы снимаются с катодов и отправляются на отливку. При литье катодный цинк плавится в печах, а расплавленный цинк превращается в блоки и слитки.
Стадия электролиза – увлекательный процесс, который занимает немногим более 22 часов.
С помощью большого количества электричества чистый цинк наносится на алюминиевые пластины. Эти пластины, несущие чистый цинк, вынимаются из ячеек.
Машины снимают цинк, а пустые пластины возвращают в ячейки, где процесс начинается сначала.
5. Плавление и литье
На четвертом и последнем этапе цинк переплавляется и отливается в различных формах и размерах — плиты, слитки и блоки — от 25 до 2500 кг.
Кроме того, специальные сплавы отливают путем добавления различных легирующих материалов.
Готовый цинк имеет множество применений от строительства до транспорта, промышленного оборудования, связи, электроники и потребительских товаров.
Основное применение цинка во всем мире заключается в защите стали от коррозии. Добавление тонкого слоя цинка — один из самых экологически безопасных способов увеличить срок службы стального изделия примерно в 12 раз.
Процесс цинкования — Sharretts Plating Company
ОБНОВЛЕНИЕ (16.04.2021): SPC больше не занимается новым бизнесом в области цинкования. Пожалуйста, обратитесь к нашей странице покрытий, чтобы узнать о других покрытиях, которые мы предлагаем.
Ржавчина — злейший враг практически любого металла, и ее коррозионное воздействие может быть разрушительным. По данным НАСА, стоимость потерь, связанных с коррозией, для промышленности США составляет примерно 276 миллиардов долларов в год, а мировая цифра приближается к 1 триллиону долларов. Отрасли, наиболее сильно затронутые коррозией, включают производство, транспорт, правительство, коммунальные услуги и инфраструктуру.
Процесс, известный как цинкование, часто используется для защиты таких металлов, как железо и сталь, от безжалостных сил коррозии. Цинкование включает электроосаждение тонкого покрытия металлического цинка на поверхность другого металлического объекта, известного как подложка. Цинковое покрытие создает физический барьер, препятствующий проникновению ржавчины на нижележащую металлическую поверхность. Цинк выбран из-за его врожденной способности бороться с коррозией. На самом деле, цинк часто называют рабочая лошадка для защиты от коррозии
В то время как использование соединений цинка началось более 2500 лет назад, производство металлического цинка впервые произошло в Индии примерно в 15 веке. Сегодня почти треть всего металлического цинка используется для гальванизации, которая представляет собой покрытие металлической поверхности для защиты от ржавчины. Цинкование является наиболее распространенным методом гальванизации.
Покрытие цинком: биобезопасная альтернатива
Покрытие цинком является относительно новым процессом и не получило широкого распространения примерно до 19 века. 80. До этого кадмий был предпочтительным металлом для гальванопокрытий в тех случаях, когда требовалась максимальная защита от коррозии. Однако кадмий является высокотоксичным веществом, способным оказывать кумулятивный отравляющий эффект в течение длительного периода времени.
Хотя цинк не может полностью сравниться с кадмием с точки зрения его антикоррозионных свойств, он рассматривается как более экологичная альтернатива. В наши дни использование кадмирования, как правило, ограничивается приложениями, где покрытие цинком не обеспечивает достаточную защиту от коррозии или требуются дополнительные уровни защиты. Однако использование кадмия в гальванических операциях должно соответствовать действующим экологическим нормам.
Пошаговый процесс цинкования
Цинкование — относительно сложный процесс, требующий высокого уровня знаний. Также требуется специальное оборудование и машины, в том числе выпрямитель, станция нанесения покрытия, вспомогательный резервуар для надлежащего растворения цинкового анода и резервуар. Вот краткий обзор того, как работает типичный процесс цинкования:
Подготовка и очистка поверхности — Очень важно тщательно очистить поверхность подложки перед нанесением покрытия. Любой мусор или загрязнения, остающиеся на поверхности, будут препятствовать надлежащей адгезии цинкового покрытия. Щелочной раствор моющего средства обычно используется для очистки поверхности, за которой следует обработка кислотой для удаления поверхностной ржавчины. Эта последняя процедура называется травлением.
Приготовление гальванического раствора — Цинкование требует погружения подложки в специально приготовленный раствор электролита, который называется электролитической ванной. Ванна состоит из ионного раствора металлического цинка и различных химикатов, облегчающих процесс нанесения покрытия. Они также помогают получить желаемые химические и физические свойства готового продукта. Конкретные типы растворов цинкового электролита включают:
Кислотный цинк — Это широко используемая технология покрытия, известная своей высокой эффективностью, быстрым осаждением и превосходной кроющей способностью. Однако кислый цинк также обеспечивает плохую метательную способность и распределение толщины.
Щелочной цинк — Обеспечивает меньшую эффективность покрытия, чем кислый цинк, и более низкую скорость электроосаждения, но обеспечивает лучшее распределение толщины и пластичность
Выбор подходящей процедуры цинкования — После приготовления раствора детали готовы к цинкованию. Выбранный метод может включать нанесение покрытия на стеллажах, при котором более крупные детали прикрепляются к металлическим стеллажам, которые помещаются внутрь резервуара, содержащего ванну для покрытия. Детали остаются неподвижными во время нанесения покрытия. Нанесение гальванического покрытия обычно используется для небольших деталей — вместо бака для гальванического покрытия детали помещаются внутрь бочки и вращаются, что обеспечивает более однородную отделку.
Знакомство с электрическим током — Гальваническое покрытие также известно как электроосаждение, поскольку электрический ток используется для осаждения ионов металла на поверхность подложки. В случае цинкования подложка служит катодом. Постоянный ток, возникающий на аноде, вводится в ванну и течет к подложке. Затем ионы цинка осаждаются на поверхности. Ток течет от катода обратно к аноду, замыкая цепь.
Процедура последующей обработки — После завершения процесса электроосаждения детали готовы к последующей обработке. Обычно это включает промывку деталей водой для удаления любых оставшихся загрязнений и остатков гальванического покрытия. В случае сильного загрязнения детали необходимо промыть несколько раз. Завершающим этапом является тщательная сушка оцинкованных деталей. В ситуациях, когда требуется дополнительная защита от коррозии, в процесс последующей обработки может быть включено нанесение пассиваторов и герметиков.
Факторы, влияющие на результаты цинкования
Существует множество факторов, которые могут повлиять на результат проекта по цинкованию, большинство из которых может эффективно управляться и контролироваться опытным поставщиком решений для обработки металлов. Некоторые факторы включают:
Плотность тока — Плотность постоянного тока, протекающего от анода к катоду, может оказывать существенное влияние на толщину цинкового покрытия. Чем выше плотность тока, тем больше толщина покрытия. Если плотность тока превышает практические пределы, вероятно, это приведет к морщинистой поверхности подложки.
Температура — Температура гальванической ванны также напрямую влияет на результат цинкования. Более высокие температуры ванны уменьшают диффузию водорода на катоде и увеличивают расход отбеливателей и других добавок. Существует также тесная связь между температурой и плотностью тока. Когда оба увеличиваются, результатом будет более яркое отложение цинка. Когда температура повышается, но плотность тока остается неизменной, происходит образование более крупных металлических кристаллов.
Концентрация отложений цинка — Уровень концентрации цинка в гальваническом растворе влияет на яркость и текстуру гальванического продукта. Более высокие концентрации приведут к более шероховатой поверхности, а более низкие концентрации приведут к более яркому покрытию с мелкими кристаллами.
Другие контролируемые факторы, влияющие на результат при цинковании, включают:
Положение анода и катода
Состояние поверхности подложки
Перемешивание ванны (или его отсутствие)
Использование добавок, таких как поверхностно-активные вещества и отбеливатели
Концентрация ионов водорода
Продолжительность фактического времени покрытия
Степень фильтрации ванны цинкования
Эффективность операции промывки
Концентрация загрязняющих веществ и примесей в гальванической ванне
Нанесенное цинковое покрытие, как правило, будет тускло-серого цвета, хотя хроматы после обработки доступны в широком диапазоне цветов, включая желтый, синий, черный и оливково-серый. При желании детали с гальваническим покрытием можно покрасить. Чистое цинковое покрытие будет иметь твердость от половины до одной трети твердости стали.
Как цинковое покрытие предотвращает коррозию?
Одним из наиболее важных преимуществ цинкования является то, что оно значительно повышает коррозионную стойкость подложки. Но как это происходит на самом деле? В дополнение к формированию физического барьера цинк служит жертвенным покрытием. Это означает, что цинковое покрытие будет подвергаться коррозии вместо металлической подложки, которую оно защищает.
Кроме того, цинк реагирует с кислородом в атмосфере с образованием оксида цинка. Оксид цинка впоследствии реагирует с водой с образованием гидроксида цинка, который связывается с диоксидом углерода, образуя тонкий слой карбоната цинка. Карбонат цинка прилипает к цинку на металле с покрытием, обеспечивая еще большую защиту от коррозии.
Цинкование приложений
Покрытие цинком имеет множество промышленных применений. Цинк может обеспечить антикоррозионное покрытие на более мелких металлических деталях, таких как гайки, болты, винты и крепежные детали. Как правило, большинство деталей оборудования покрыты цинком. Циновое покрытие также получило широкое распространение в автомобильной промышленности в качестве средства защиты таких деталей, как тормозные трубки, тормозные суппорты и компоненты усилителя рулевого управления.
Дополнительно цинкование применяется при производстве танков, БТР и другой тяжелой военной техники. Цинковое покрытие также может служить защитным грунтовочным покрытием перед покраской, так как оно способствует лучшей адгезии краски.
Другие преимущества цинкования
Цинковое покрытие обеспечивает превосходную защиту от коррозии. Другие ключевые причины выбора цинкового покрытия включают в себя:
Низкая стоимость — Поскольку цинк можно найти в изобилии, он считается более рентабельным процессом покрытия, чем при использовании драгоценных металлов, таких как золото или палладий. Это делает цинкование предпочтительным выбором для любой компании, которая внимательно следит за расходами.
Повышенная прочность — Хотя цинк является относительно легким металлом, цинковое покрытие может увеличить прочность подложки.
Наплавка с низким напряжением — Нанесение цинкового покрытия не создает чрезмерной нагрузки на металлическую деталь или компонент.
Гибкость — Цинк совместим с широким спектром химических ванн, что обеспечивает большую гибкость при настройке результатов покрытия. Цинк также поддается гальванике как в стойке, так и в барабане.
Пластичность — Цинк является чрезвычайно пластичным металлом, что означает, что его можно растянуть в длинные тонкие нити без разрыва. Это позволяет легко придать цинку форму подложки.
Устойчивость к высоким температурам — Цинк способен выдерживать температуры до 120°F, что позволяет снизить затраты на охлаждение.
Борьба с водородным охрупчиванием — Цинковые покрытия менее подвержены развитию водородного охрупчивания, состояния, при котором металл становится хрупким из-за диффузии водорода в поверхность. Однако должны быть реализованы соответствующие процедуры по снижению водородного охрупчивания с помощью покрытия высокопрочных металлических крепежных изделий.
Безвредность для окружающей среды — Цинкование считается относительно экологически безопасным процессом, особенно по сравнению с кадмиевым аналогом. Цинк также предлагает преимущество вторичной переработки.
Эстетическая привлекательность — Цинкование может улучшить внешний вид железной или стальной детали или компонента. Введение цветов во время последующей обработки также может помочь вам настроить внешний вид готового продукта.
Когда следует избегать цинкования
Хотя у цинкования есть множество преимуществ, этот процесс подходит не для всех ситуаций. В частности, следует избегать цинкования критических стальных деталей, подвергающихся воздействию температур 500°F и выше. Его также не следует использовать в морской среде или морской воде, а также в тропических условиях — эти условия могут способствовать образованию объемной коррозии.
Не наносите цинковое покрытие на оборудование с движущимися частями, которые соприкасаются друг с другом. Цинковое покрытие также не следует использовать на изделиях или оборудовании, хранящихся в закрытых помещениях, подверженных сильной конденсации влаги.
Измерение эффективности покрытия цинком
Хорошим способом оценки эффективности цинкового покрытия или способности основания противостоять коррозии в целом является применение процедуры, известной как испытание в солевом тумане. Испытание соляным туманом, часто используемое в автомобильной промышленности, заключается в опрыскивании деталей 5% раствором соли, растворенной в воде, в закрытом шкафу при постоянной температуре 95°F.
Испытатели фиксируют, сколько времени требуется для появления «белой» ржавчины, порошкообразного вещества, которое часто образуется на оцинкованной стали, а также более разрушительной «красной» ржавчины. Это указывает на необходимость корректировки процесса цинкования в соответствии с требуемыми производственными допусками.
Цинковое покрытие Долговечность
Существует множество факторов, влияющих на то, как долго цинковое покрытие будет обеспечивать надежную защиту от коррозии. Качество покрытия имеет жизненно важное значение, поэтому вам следует тщательно оценить компанию, которую вы выберете для оказания услуг по цинкованию. Более толстые покрытия и использование правильных продуктов для последующей обработки также могут повысить защитные свойства. Окружающая среда также играет решающую роль в образовании коррозии.
Покрытие цинковыми сплавами
Цинк часто сплавляют с другими металлами, что может привести к улучшению характеристик по сравнению с покрытием только цинком. Цинк-никелевый сплав, который может состоять из никеля в количестве от 6 до 20%, может значительно повысить защиту от коррозии. Цинк-никель в настоящее время широко используется в автомобильной промышленности. Оловянно-цинковый сплав также обеспечивает превосходную защиту от коррозии, а также идеальную свариваемость и электропроводность.
Набор из 15 коронок сверл алмазных 6-50мм по стеклу и керамике DB
Доставка по Украине
1 233.63 грн
616.81 грн
Купить
DomeBuys
Набор из 15 коронок сверл алмазных 6-50мм по стеклу и керамике WL
Доставка по Украине
1 252.28 грн
626.14 грн
Купить
WebLine
Набор из 15 коронок сверл алмазных 6-50мм по стеклу и керамике VN
Доставка по Украине
1 268.61 грн
634.30 грн
Купить
V-Nalichii
Набор из 15 коронок сверл алмазных 6-50мм по стеклу и керамике
На складе
Доставка по Украине
365 — 700 грн
от 2 продавцов
440 грн
365 грн
Купить
MegaDeals — Оптовый интернет магазин
Набор из 15 коронок сверл алмазных 6-50мм по стеклу и керамике
На складе
Доставка по Украине
440 грн
365 грн
Купить
MegaHertz — Интернет магазин электроники
Набор коронок сверл с алмазным напылением 6-50мм по стеклу и керамике (15 штук)
На складе в г. Днепр
Доставка по Украине
500 грн/набор
399 грн/набор
Купить
ПриДБАЙ
Сверло алмазное по керамической плитке и стеклу цилиндрический хвостовик Sparta 6 мм TV, КОД: 7526134
Доставка по Украине
56 грн
47.58 грн
Купить
Интернет-магазин TVOЁ
Сверло алмазное по керамической плитке и стеклу цилиндрический хвостовик Sparta 6 мм KS, КОД: 7526134
Доставка по Украине
56 грн
47.58 грн
Купить
Интернет-каталог скидок «KIEVSALES.COM»
Сверло алмазное 6мм Baumesser Keramik Pro коронка для сухого сверления керамики и керамогранита (910283018041)
На складе
Доставка по Украине
310 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное 6мм Baumesser Keramik Pro DDR-V S10, коронка для сухого сверления керамогранита (910278019041)
На складе
Доставка по Украине
298 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное для дрели HEX 1/4″ 6 мм Specialist+
На складе в г. Киев
Доставка по Украине
по 360 грн
от 2 продавцов
360 грн
Купить
DiM Інструментів
Алмазное сверло DISTAR DDR-B Granit Active 6 мм
На складе
Доставка по Украине
688 грн
Купить
ТЕХНОМАРКЕТ
Алмазное сверло Baumesser DDR-V KERAMIK PRO,6 мм х30хМ14
На складе
Доставка по Украине
310 грн
Купить
ТЕХНОМАРКЕТ
Коронки алмазные по стеклу и керамике сверла 6-50мм (15 штук)
На складе в г. Днепр
Доставка по Украине
500 грн
399 грн
Купить
Сверло алмазное Ø 6 мм по плитке, керамограниту, граниту Distar Granite Active на дрель
На складе
Доставка по Украине
688 грн
Купить
Tools Planet
Смотрите также
Сверло алмазное по керамической плитке и стеклу цилиндрический хвостовик Sparta 6 мм SK, КОД: 7526134
Доставка по Украине
56 грн
47. 58 грн
Купить
Аутлет-маркет «Скидкослав»
Сверло алмазное по керамической плитке и стеклу цилиндрический хвостовик Sparta 6 мм FE, КОД: 7526134
Доставка по Украине
56 грн
47.58 грн
Купить
Пятый Элемент — всё, что вам нужно
Сверло алмазное по керамической плитке и стеклу цилиндрический хвостовик Sparta 6 мм FG, КОД: 7526134
Доставка по Украине
56 грн
47.58 грн
Купить
Файноград — місто файних речей
Сверло алмазное 6 мм по керамограниту, вакуумного спекания Yato YT-60401
Доставка по Украине
330 грн
320.10 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Сверло алмазное сегментное ADTNS DLD RS6 62 мм , коронка для мокрого сверления высокоармированного бетона
На складе
Доставка по Украине
2 210 грн
2 099.50 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное сегментное ADTNS DLD RS6 82 мм , коронка для мокрого сверления высокоармированного бетона
На складе
Доставка по Украине
2 691 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное сегментное ADTNS DLD RS6 102 мм , коронка для мокрого сверления высокоармированного бетона
На складе
Доставка по Украине
3 326 грн
3 159. 70 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное, вакуумное 6мм (с воском)
Доставка по Украине
265 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Сверло алмазное Haisser Hard Ceramics для УШМ, 6мм (2713506)
На складе
Доставка по Украине
454 грн
397 грн
Купить
Болгарка — интернет-магазин инструментов
Сверло алмазное Bosch 6 мм
Доставка по Украине
по 728 грн
от 3 продавцов
728 грн
Купить
NICEGARDEN
Сверло 6 мм по керамике и гресу с алмазным напыление YATO YT-60441 (Польша)
На складе
Доставка по Украине
по 449.35 грн
от 4 продавцов
473 грн
449.35 грн
Купить
Инструменты в Украине «Укртулс»
Сверла с алмазной кромкой 3 шт. (Ø=6-8-10 мм) l=65/10 мм с 6-гран. шпинделем-1/4″ Yato YT-60409 (Польша)
На складе
Доставка по Украине
по 909. 15 грн
от 4 продавцов
957 грн
909.15 грн
Купить
Инструменты в Украине «Укртулс»
Кондуктор шаблон для сверления алмазными коронками (сверлами) 6-68 мм. Кондуктор-шаблон для плитки
Доставка по Украине
350 грн
Купить
ПрофиСтройИнструмент
Сверло алмазное трубчатое по стеклу и керамике 6 мм ( мин.2шт)
На складе в г. Житомир
Доставка по Украине
20 грн
Купить
ТД Автозапчасть
Алмазный инструмент | Heller Tools GmbH
Mandatory
These cookies are needed for a smooth operation of our website.
Name
Purpose
Lifetime
Type
Provider
CookieConsent
Saves your consent to using cookies.
1 year
HTML
Website
fe_typo_user
Assigns your browser to a session on the server.
session
HTTP
Website
Marketing
With the help of these cookies we strive to improve our offer for our users. By means of anonymized data of website users we can optimize the user flow. This enables us to improve ads and website content.
Алмазные сверла | 12 вещей, которые вы должны знать
Использование вращающихся инструментов вблизи воды, насколько нам известно, никогда не одобрялось ни одним из производителей вращающихся инструментов. Если вы решите бурить рядом с водой или с насадками под водой, подключенными к вашей дрели, вы делаете это на свой страх и риск. Имейте в виду, что смешивание электричества и воды может быть очень опасным.
1. Для чего используются алмазные сверла?
Алмазные сверла идеально подходят для сверления отверстий в твердых материалах, таких как:
маленькие алмазные сверла с твердым плоским концом или наконечником. Они доступны в размерах от 0,75 мм до 3 мм. Взгляните на картинку ниже.
НЕ используйте алмазные сверла по металлу, мягкой древесине, гипсу или мягкому пластику. Эти материалы слишком мягкие и могут привести к засорению алмазов сверла. При сверлении отверстий в мягких металлах, пластике и дереве используйте сверла из быстрорежущей стали (HSS), а для сверления отверстий в твердых металлах используйте сверла из твердого сплава
Алмаз — самый твердый материал, поэтому им можно резать или сверлить все остальное. Если вы режете или просверливаете очень твердые материалы, такие как сапфир, имейте в виду, что вам потребуется много терпения и, возможно, больше сверл, чем если бы вы просверливали отверстие в стекле или опале.
См. полный ассортимент алмазных сверл
2. Что такое алмазные коронки?
Алмазные коронки полые.
Как и для всех алмазных сверл, в качестве смазки и охлаждающей жидкости следует использовать воду. Полость позволяет воде течь внутрь и вокруг внутреннего стержня этих сверл во время сверления, помогая сохранять сверло прохладным и удаляя мусор.
Алмазные корончатые сверла доступны в размерах от 1 мм до 3 мм и от 3,5 мм до 60 мм и больше.
Для сверления крошечных отверстий в пластинах, стекле, плавленом стекле и для тонких кусочков морского стекла мы рекомендуем использовать небольшую алмазную коронку. Они доступны в размерах от 1 мм до 3 мм.
Алмазные коронки также выпускаются с хвостовиком 2,35 мм
Во время бурения вода циркулирует внутри керна. Это помогает продлить срок службы вашего сверла и помогает предотвратить растрескивание или разрушение материала, который вы сверлите.
Малые алмазные сверла или малые алмазные корончатые сверла — что мне следует использовать?
Маленькие алмазные сверла имеют твердый конец и, следовательно, большую площадь поверхности, поэтому они служат дольше, чем маленькие алмазные корончатые сверла, но для сверления отверстия может потребоваться больше времени. Они более прочные и поэтому идеально подходят для очень прочных, плотных кусков морского стекла, очень твердых камней, драгоценных камней, драгоценных камней, твердых раковин, костей и рогов.
Малые алмазные коронки просверливают отверстие быстрее, чем малые алмазные коронки, но служат не так долго, поскольку имеют меньшую площадь поверхности.
Алмазные сверла идеально подходят для сверления стекла, морского стекла, гальки, камня, сланца, керамики, пластин и раковин. Это лучшие сверла для каменных, самодельных или ремесленных проектов, а также для профессиональных торговцев. Алмазные сверла для плитки являются обязательными и будут сверлить отверстия намного легче и с более гладким срезом, чем любые другие сверла для плитки.
Если вы регулярно пользуетесь алмазными сверлами, стоит иметь в ящике для инструментов комбинацию как небольших алмазных сверл, так и небольших алмазных коронок, так как иногда вы не знаете, есть ли у вас очень прочный материал, пока не начинай бурить!
Обломки застряли внутри активной зоны?
Сверление с движением вверх и вниз позволит воде циркулировать внутри сердцевины бурового долота и, в свою очередь, даст место для выпадения мусора.
Однако, если у вас уже есть мусор, застрявший внутри керна, и вам нужно его вынуть, вы можете попробовать несколько из этих способов:
Просверлите следующий кусок материала, и это обычно выбивает его.
Используйте проволочную щетку, чтобы удалить упрямую сердцевину.
Каждое корончатое сверло размером от 3 мм и выше либо имеет отверстие сбоку, либо является полым на всем протяжении сверла. Протолкните булавку через отверстие или конец, чтобы попытаться выбить сердцевину.
Вода идеально подходит для смазки при сверлении. Существуют смазочные материалы на масляной основе, но нет необходимости тратиться на их покупку, мы пробовали и тестировали многие из них на протяжении многих лет, и вода по-прежнему остается победителем!
Вы частично просверливаете материал, но не хотите до конца?
Это называется глухим отверстием.
Если вы хотите сделать что-то вроде подсвечника из сланца или камня, вам нужно будет использовать алмазное сверло и просверлить только часть материала, а не делать отверстие. Это называется «глухое отверстие»
Чтобы сделать это, прочитайте нашу статью «Как сделать красивый каменный подсвечник для чайной свечи за 4 простых шага»
Если вы хотите вставить предмет, например бусину или драгоценный камень в ваш материал и требуют, чтобы буртик сидел заподлицо с камнем, тогда лучше использовать алмазное корончатое сверло, которое немного меньше в диаметре, чем отверстие, которое вы хотите сделать. Затем вы можете отшлифовать края алмазной фрезой, чтобы ваша бусина плотно прилегала к отверстию.
Алмазные корончатые сверла с горловиной бутылки и хвостовиком 2,35 мм (3/32 дюйма)
Обычно хвостовик (конец, который входит в сверло) на корончатых сверлах большего размера (4 мм и выше) слишком велик, чтобы вращающийся инструмент типа хобби, такой как Dremel.Это означает, что вам придется использовать большую тяжелую обычную бытовую дрель.Однако алмазные корончатые сверла с горлышком бутылки, как показано ниже, представляют собой корончатые сверла большего размера, но с хвостовиком, который подходит к вашей подвесной дрели, Dremel или сверло типа Foredom
«Мне нравится этот инструмент — он позволяет легко просверливать отверстия в керамике и является одним из наиболее часто используемых инструментов»
3. заусенцы?
Алмазы с гальваническим покрытием или покрытием прикрепляются к сверлу с помощью никеля в один слой, и хотя они не служат так долго, как спеченные, они являются более дешевой альтернативой.
Сверла из спеченного алмаза – алмазный песок был связан с матрицей при очень высоких температурах и поэтому имеет несколько слоев алмазов, которые путем зачистки или очистки камнем из оксида алюминия помогут продлить срок службы вашего сверла или бора, обнажая каждый раз новый слой алмазов.
Алмазные сверла с гальваническим покрытием или алмазным покрытием, как их чаще называют, говорят нам о том, что алмазы наносятся на стальной хвостовик одним слоем, поэтому, как только этот слой изнашивается, сверло необходимо заменить. . Это самый экономичный и популярный тип сверл.
Сверла со спеченным алмазом и спеченные борфрезы имеют несколько слоев алмазов и поэтому служат очень долго, но также будут дороже, чем сверла с алмазным покрытием.
Спеченные алмазные коронки требуют очистки или обработки перед использованием и после каждого использования камнем из оксида алюминия, что позволяет каждый раз открывать новый слой алмазов.
Керамические сверла популярны среди каменщиков, а металлокерамические боры — у скульпторов, граверов по стеклу и резчиков по камню.
См. наши корончатые сверла с алмазным напылением
4. Как долго служит алмазное буровое долото? и сколько отверстий сделает одно сверло?
Срок службы ваших алмазных сверл зависит от многих факторов: скорости, смазки, давления и плотности используемого материала.
К сожалению, это вопрос типа «Какова длина куска строки», поскольку у нас нет возможности узнать, из каких компонентов состоит ваш материал.
Если вы, например, просверливаете морское стекло, ему могут быть тысячи лет, и мы не знаем, откуда взялось стекло. Тем не менее, некоторые из них проделали более 250 отверстий в морском стекле всего одним сверлом!
То же самое относится и к сверлению отверстий в фарфоровых тарелках, по нашим оценкам, вы сможете просверлить 15 отверстий одним сверлом, а может и больше, но на самом деле трудно знать ответ.
Взгляните на шкалу твердости минералов Мооса, чтобы сравнить различные материалы. Имейте в виду, что сверление твердых драгоценных камней может занять много времени, будьте терпеливы, в конце концов вы добьетесь своего.
Если вы просверливаете гальку, она часто может состоять из различных минералов, а в некоторых гальках есть вкрапления кремня или кварца. Их будет невероятно сложно просверлить, поэтому, собирая пляжную гальку, старайтесь выбирать камни без белых или крапчатых кусочков. Подробнее о сверлении гальки можно прочитать в нашей статье «Как сверлить гальку» 9.0003
Чтобы максимально продлить срок службы вашего сверла и предотвратить растрескивание материала, убедитесь, что вы используете минимальное давление или вообще не используете его, поддерживаете самую низкую скорость сверла и всегда охлаждаете материал и сверло большим количеством воды.
5. Как прикрепить алмазные сверла к сверлу? Подойдут ли они к моей дрели?
Очень маленькие алмазные сверла размером от 0,75 мм до 3 мм не подходят для вращающейся дрели или дрели без соответствующей цанги или патрона для их удержания.
Dremel изготовит пару насадок, которые будут крепиться к вашей дрели: комплект цанговых гаек Dremel и многоцелевой патрон Dremel.
Такой набор, как набор алмазных сверл для вашего инструмента Dremel, включает в себя многоцелевой патрон Dremel, а также три небольших алмазных сверл и одно маленькое корончатое сверло. Это того стоит, если вы только начинаете и хотите испытать оба типа алмазные сверла.
Примерно половина хвостовика алмазного сверла должна находиться в сверле, оставляя половину рабочего конца сверла открытым.
Алмазные колонковые буры с горловиной бутылки, как указано выше в разделе «Что такое алмазные колонковые буры?» имеют хвостовик 2,35 мм и поэтому подходят для использования в вашей дрели типа Dremel, если у вас есть цанга или многоцелевой патрон, с помощью которого их можно удерживать. Они очень популярны среди мастеров холодной обработки стекла.
6. Проблемы с перегревом, скоростью, давлением или удалением алмазов?
Если почувствуете запах гари, отступайте! Либо ваша скорость слишком высока, либо давление, которое вы оказываете, слишком велико. Ваше сверло никогда не должно быть горячим на ощупь, даже теплым.
Начните с минимальной скорости дрели. Начните медленно и увеличивайте по мере того, как сверло проходит через ваш материал. Однако в идеале следует поддерживать постоянно низкую скорость.
Слишком высокая скорость может привести к перегреву сверла и растрескиванию материала. Кроме того, сверло быстрее затупляется, что сокращает срок его службы.
Если алмазы откалываются или отваливаются от хвостовика, это, вероятно, происходит из-за слишком сильного давления — дайте сверлу сделать свою работу и прилагайте очень мало усилий.
Прочувствуйте материал. Если вы сомневаетесь, потренируйтесь на кусочке стекла или садовой гальке, пока не освоите технику.
Общее правило заключается в том, что чем меньше диаметр вашего сверла, тем выше скорость сверления, которую вы можете использовать (в идеале от 5000 до 7000 об/мин). Чем тверже ваш материал, тем медленнее следует использовать сверло.
Помните:
Самая низкая скорость
СОЖ
Минимальное давление
Если сверло ломается, значит приложено слишком большое давление. Хвостовики изготовлены из закаленной стали и могут сломаться или сломаться только при слишком сильном давлении.
7. Безопасно ли использовать воду рядом с моей дрелью?
Само собой разумеется, что при использовании дрели вблизи воды следует соблюдать крайнюю осторожность.
При сверлении любого материала вы всегда должны надевать очки и защитную одежду, чтобы предотвратить травмы отлетевшими осколками. Такую же осторожность следует применять при использовании воды рядом с дрелью.
Вода может подаваться на ваш материал либо с помощью насоса, проточной воды, капельной подачи, либо вы можете погрузить свой материал в воду так, чтобы примерно 1 см покрывал материал, который вы собираетесь сверлить.
Если вы сверлите плитку в стене, вы можете выдавить воду на плитку с помощью губки.
Если вы сверлите большие куски стекла или камня, вы можете сделать кольцо из замазки, которое будет служить колодцем для воды.
Существуют масляные смазки, но наш многолетний опыт показал, что вода работает так же хорошо и, конечно, намного дешевле!
Вязкость жидкости для мытья посуды может помочь, но добавьте всего пару капель в воду, вам не нужна пена!
На изображении ниже изображен кусок глиняной посуды, которую мы просверлили. Корыто представляет собой пластиковый поднос для еды на вынос, а материал, на котором держится глиняная посуда, представляет собой абразивный шлифовальный блок, сделанный своими руками. Затем мы наполнили желоб так, чтобы вода только покрывала просверливаемый кусок фарфора и кончик сверла.
8. Как начать сверлить отверстие в стекле, камне, керамике…
Если вы используете сверлильный станок или жим лежа, это неприменимо, так как вы не сможете наклонять дрель, но можете удерживать материал на месте с помощью тисков, но если вы используете руку сверло типа Dremel, гибкий вал, подвесное сверло или ручной вращающийся инструмент читайте дальше…
Если у вас есть проблемы с сверлом, скользящим по поверхности вашего материала, наклоните сверло, чтобы начать сверление. После того, как начальное отверстие сделано, вы можете сверлить из вертикального положения. В основном это относится к сверлению отверстий в стекле или гладком камне, например, в гальке.
Другим вариантом является использование небольшого кусочка малярной ленты в области, где вы хотите начать сверление, это предотвратит скольжение сверла, очень полезно для сверления отверстий в плитке или стеклянных бутылках, но это действительно применимо только в том случае, если вы используете сверло большего размера, скажем, на 6 мм вверх, а не сверла размером от 0,75 мм до 3 мм, например.
Вы можете взглянуть на нашу инфографику о том, как просверлить стекло или как просверлить морское стекло
В нашем блоге есть множество простых способов сверления через морское стекло, стеклянные бутылки, как сверлить пластины, плитку , керамика, гранит, зеркало и сверление отверстий в гальке, драгоценных камнях и камне. Взглянем.
9. Раскрытие и расширение отверстий с помощью алмазных спиральных сверл
Алмазные спиральные сверла предназначены для открытия отверстий, а не для их создания. Они очень популярны у мастеров по бисероплетению для увеличения размера отверстий в бусинах и идеально подходят для увеличения размера отверстий в жемчуге.
Диапазон размеров от 0,5 мм до 3 мм.
Совет: Также удобен для предотвращения образования конденсата на окнах вашего дома. Если вы страдаете от запотевшие окна с двойным остеклением, вы можете использовать спиральное сверло диаметром 3 мм, чтобы сделать отверстие во внутреннем нижнем угловом окне и внешнем верхнем угловом окне. Следуйте подходящему руководству по этому вопросу, прежде чем пытаться это сделать.
Алмазные борфрезы предназначены для формовки, гравировки, резьбы и шлифования. Доступны видеоролики, показывающие, как люди используют шаровидные боры для сверления отверстий, но они не предназначены для этой цели и далеко не так хороши, как маленькие алмазные сверла, о которых мы упоминали в начале этой статьи.
Лопатообразные и остроконечные сверла также доступны для сверления отверстий в твердых материалах, но, исходя из нашего многолетнего опыта, они не очень хорошо работают.
10. Можно ли сверлить закаленное стекло?
Нет. Пожалуйста, не пытайтесь сверлить закаленное стекло алмазными сверлами, иначе стекло треснет.
11. Долота для колонкового бурения. Я хочу керн, а не сверлить отверстие, возможно ли это?
Алмазные корончатые сверла, несмотря на свое название, в основном предназначены для сверления отверстий, а не для получения керна. Тем не менее, многие художники и ученые используют их для извлечения ядра окаменелости, скажем, для тестирования ДНК, и делают это с большим успехом.
Некоторые алмазные буровые долота предназначены и производятся исключительно для преднамеренного использования для извлечения керна. Тонкостенные алмазные колонковые сверла предназначены для сверления прецизионных отверстий в хрупких и тонких твердых материалах, таких как листовое стекло, оптическое стекло, тонкие осколки камня, а также для извлечения прецизионного керна.
При покупке корончатых сверл указанный размер диаметра соответствует размеру отверстия, которое вы хотите получить, поэтому, если вы используете их для получения коронки, вам, как правило, придется заказывать на один или два размера больше, см. техническую информацию на страницу продукта для этих спецификаций.
Художники по мозаике и витражному стеклу также используют корончатые сверла для извлечения сердцевины, таким образом оставляя им круг фарфоровой плитки, посуды, фарфора или стекла, с помощью которого можно дополнить свои рисунки.
Ювелиры используют высверленный стержень как бусины. Вы можете подпилить нижнюю часть сердцевины алмазным напильником, чтобы крошечная плитка лежала ровно в вашем дизайне, или использовать напильник для удаления зацепок и шероховатых краев, если вы используете их для бисероплетения.
Попробуйте сделать бусинок со стержнем, оставшимся от 4-миллиметрового алмазного сверла. После того, как вы извлекли сердцевину, используйте маленькое алмазное сверло диаметром 1,25 мм, чтобы просверлить еще одно отверстие, через которое проденьте провод.
12. На какой скорости следует использовать сверла?
Используйте алмазные сверла на малых оборотах, особенно при выполнении первого отверстия. Это предотвратит любые поломки вашего материала и поможет продлить срок службы вашего сверла.
Рекомендуется использовать минимальную настройку сверла, но если вы просверливаете отверстие насквозь в материале и увеличиваете скорость, убедитесь, что вы замедляетесь при приближении к выходному отверстию, чтобы предотвратить образование трещин.
Низкая скорость при сверлении поможет предотвратить повреждение материала и продлит срок службы сверл.
Ознакомьтесь с нашим полным ассортиментом алмазных сверл
Теперь вы знаете, что делать с вашими алмазными сверлами и как их использовать, и у вас нет оправдания, чтобы не начать проект, который вы давно планировали.
Наслаждайтесь!
Diamond Drill Bit — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Температура плавления металлов, сплавов, фосфора и кремния, в °C и °F
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Физический справочник / / Тепловые величины: теплоемкость, теплопроводность, температуры кипения, плавления, пламени. Удельные теплоты сгорания и парообразования. Термические константы. Коэффициенты теплообмнена и расширения/ / Температуры, кипения, плавления, прочие… Перевод единиц измерения температуры. Воспламеняемость./ / Температуры плавления, застывания, замерзания / / Температура плавления металлов, сплавов, фосфора и кремния, в °C и °F
Поделиться:
Температура плавления металлов, сплавов, фосфора и кремния, в °C и °F
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Температура плавления и основные свойства железа, классификация металлов
Металлы плавятся, как правило, при очень высокой температуре, которая может достигать более 3 тыс. градусов. Хотя некоторые из них можно расплавить в домашних условиях, например, свинец или олово. А вот ртуть плавят при температуре минус 39 градусов. В домашних условиях этого добиться не удастся. Температура плавления — это один из важных показателей производства не только самого металла, но и его сплавов. Выплавляя сырье, специалисты учитывают и другие физические и химические свойства руды и металла.
Железо и его свойства
Добыча полезных ископаемых
Плавление железа и необходимая температура
Классификация металлов по температуре плавления
Железо и его свойства
Железо — это химический элемент, который в таблице Менделеева находится под номером 26. Это один из самых распространенных элементов во всей Солнечной системе. Согласно материалам исследований, в составе ядра Земли находится примерно 79−85% этого вещества. В земной коре его тоже присутствует большое количество, но оно уступает алюминию.
В чистом виде металл имеет белый цвет с чуть серебристым оттенком. Он пластичен, но имеющиеся в нем примеси могут определять его физические свойства. Реагирует на магнит.
Железо присутствует в воде. В речных водах его концентрация равна примерно 2 мг/л металла. В морской воде его содержание может быть ниже в сто или даже тысячу раз.
Оксид железа — это основная форма, добыча которой осуществляется и которая находится в природе. Оксидное железо может располагаться в самой верхней части земной коры и быть составляющей осадочных образований.
Элемент, находящийся на двадцать шестом месте в таблице Менделеева, может иметь несколько степеней окисления. Именно они определяют его геохимическую особенность нахождения в определенной среде. В ядре Земли металл присутствует в нейтральной форме.
Добыча полезных ископаемых
Руд, в которых присутствует железо, существует несколько. Однако, в качестве сырья для производства железа в промышленности используют в основном следующие:
магнезитовую руду;
гетитовую руду;
гематитовую руду.
А также часто встречаются такие разновидности руды:
леллингит;
сидерит;
марказит;
ильменит;
ярозит.
Существует еще минерал под названием мелантерит. Его используют преимущественно в фармацевтической промышленности. Из себя он представляет зелёного цвета хрупкие кристаллы, в которых присутствует стеклянный блеск. Из него производят лекарственные препараты, в составе которых имеется ферум.
Основным месторождением этого металла является Южная Америка, а именно Бразилия.
Плавление железа и необходимая температура
Точкой плавления металла называют такую минимальную температуру, при которой он переходит из твердого состояния в жидкое. При этом в объеме он практически остается неизменным.
Металл могут производить из руды различными способами, но самый основной из них — это доменный. Помимо доменного, используют еще выплавку железа при помощи обжига измельченной руды с примесью глины. Из полученной смеси формируют окатыши, которые обрабатываются в печи с последующим восстановлением водородом. Далее плавление железа осуществляется в электрической печи.
Температура плавления железа весьма высока. Для технически чистого элемента она составляет +1539 °C. В этом веществе присутствует примесь — Сера, которую можно извлечь лишь в жидком виде. Без примесей чистый материал получают при электролизе солей металла.
Классификация металлов по температуре плавления
Разные металлы могут переходить в жидкое состояние при разной температуре. Вследствие этого выделяют определённую классификацию. Их делят следующим образом:
Легкоплавкие — те элементы, которые могут становиться жидкими уже при температуре ниже 600 градусов. К ним относят цинк, олово, свинец и пр. Их можно расплавить даже в домашних условиях — просто нужно разогреть при помощи плиты или паяльника. Такие виды нашли применение в технике и электронике. Они используются для соединения элементов из металла и движения электрического тока. Олово плавится при 232 градусах, а цинк — при 419 градусах.
Среднеплавкие — элементы, которые начинают расплавляться при температуре от шестисот до тысячи шестисот градусов. Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги.
Тугоплавкие — это такие материалы, которые расплавляются и становятся жидкими при температуре выше 1600 градусов. В эту группу относят вольфрам, титан, платину, хром и т. п. Они используются в ядерной промышленности и для некоторых машинных деталей. Они могут применяться для расплавки других металлов, изготовления высоковольтных проводов или проволоки. Платину можно расплавить при 1769 градусах, а вольфрам — при 3420 °C.
Единственный элемент, который при обычных условиях находится в жидком состоянии — это ртуть. Температура его плавления составляет минус 39 градусов и его пары являются ядовитыми, поэтому его используют только в лабораториях и закрытых ёмкостях.
Что такое температура плавления металлов
Металлы и сплавы являются незаменимой основой для литейного и ювелирного производства, ковки и многих других областей. Нет что бы человек ни делал с металлом (какой бы процесс это ни был), для корректной работы ему нужно знать, на каком температуре плавится тот или иной металл.
Каждый металл и сплав имеет свои уникальные физические и химические свойства, включая температуру плавления. При плавлении металл переходит из одного состояния в другое, а именно из твердого кристаллического состояния в твердое. жидкий. Чтобы расплавить металл, его нужно нагреть до необходимой температуры – этот процесс называется точка плавления.
От чего зависит температура плавления?
Для разных веществ температура, при которой структура полностью перестраивается в жидкое состояние, равна другой. Если брать во внимание металлы и сплавы, то стоит отметить следующий момент. Металлы не часто встречаются в чистом виде. Температура напрямую зависит от его состава. В качестве примера укажем олово, к которому могут добавляться другие вещества (например, серебро). Примеси делают материал более или менее устойчивы к жаре. Следует отметить, что температура плавления металла является важным свойством вещества. Ан Пример тому авиационная техника.
Наружное и внутреннее отопление
Процесс нагрева металлов может быть как внешним, так и внутренним. Первое происходит в печь , а для второй используется резистивный нагрев , пропускающий электричество, или индукционный нагрев.
Эффект почти такой же. При нагревании амплитуда молекулярных колебаний увеличивается. Структурный образуются дефекты решетки, которые сопровождаются разрывом межатомных связей. Плавление Под процессом разрушения решетки и накоплением такие дефекты.
Температура плавления и кипения
Плавление и кипение — не одно и то же. Точка перехода вещества из твердого состояния в жидкое называется часто называют температурой плавления металла. В расплавленном состоянии молекулы не имеют определенного расположения, но притяжение держит их рядом; в жидкой форме кристаллическое тело сохраняет объем, но теряет свою форма.
При кипячении объем теряется, молекулы взаимодействуют очень слабо, хаотично движутся в разные стороны и оторваться от поверхности. Температура кипения – это процесс, при котором давление паров металла равно давление внешней среды.
Вольфрам имеет самую высокую температуру плавления
из 6188 °F или 3420 °C
Ртуть имеет самую низкую температуру плавления
из -37,9 °F или -38,9 °C
Различные вещества имеют разные точки плавления. Теоретически металлы делятся на:
Легкоплавкие металлы и сплавы (до 1112°F или 600°C)
Название позиции
Латинское обозначение
Температура
Плавление °F
Температура плавления °C
Кипение °F
Температура кипения °C
Меркурий
рт.ст.
-37,9
-38,9
674. 114
356,73
Литий
Ли
64,5
18.05
2447,6
1342
Цезий
Cs
83.12
28,4
1233,5
667,5
Рубидий
РД
102,74
39,3
1270.4
688
Калий
К
146,5
63,6
1398. 2
759
Натрий
На
208.04
97,8
1621.4
883
Индий
В
313,88
156,6
3761.6
2072
Олово
Сн
449,6
232
4712
2600
Полоний
По
489,2
254
1763,6
962
Висмут
Би
520,52
271,4
2847,2
1564
Таллий
Тл
579,2
304
2683,4
1473
Кадмий
CD
609,93
321. 07
1412,6
767
Свинец
Пб
620,6
327
3182
1750
Палладий
Пб
621,5
327,5
3180.2
1749
Цинк
Zn
788
420
1664,6
907
Среднеплавкие металлы и сплавы (от 1112°F или 600°C до 2912°F или 1600°С)
Название позиции
Латинское обозначение
Температура
Плавление °F
Температура плавления °C
Кипение °F
Температура кипения °C
Сурьма
Сб
1167,134
630,63
2888,6
1587
Плутоний
Пу
1184
640
5842. 4
3228
Нептуний
номер
1191.2
644
7055.33
3901,85
Магний
мг
1202
650
2012 г.
1100
Дюралюминий
Сплав алюминия, магния, меди и марганца
1202
650
Алюминий
Аль
1220
660
4566. 2
2519
Радий
Ра
1292
700
3158,33
1736,85
Барий
Ба
1340.6
727
3446.6
1897
Стронций
Ср
1430.6
777
2519,6
1382
Кальций
Ca
1547,6
842
2703. 2
1484
Германий
Ge
1718,6
937
5126
2830
Серебро
Аг
1760
960
3956
2180
Латунь
Сплав меди и цинка
1832
1000
Актиний
Ак
1923.8
1051
5788. 4
3198
Золото
Au
1945.4
1063
4820
2660
Медь
Cu
1981.4
1083
4676
2580
Нейзильбер
Сплав меди, цинка и никеля
2012
1100
Уран
У
2075
1135
7467,8
4131
Марганец
Мн
2274,8
1246
3741. 8
2061
Константин
2300
1260
Бериллий
Быть
2348,6
1287
4479.8
2471
Нихром
Сплав никеля, хрома, кремния, железа, марганца и алюминия
2552
1400
Кремний
Си
2579
1415
4262
2350
Инвар
Никель-железный сплав
2597
1425
Никель
Ni
2651
1455
5275. 4
2913
Фехраль
Сплав хрома, железа, алюминия, марганца и кремния
2660
1460
Кобальт
Ко
2723
1495
5300.6
2927
Железо
Фе
2802.2
1539
5252
2900
Протактиний
Па
2861,6
1572
7280. 6
4027
Чугун
Сплав железа и углерода
2012-2372
11:00-13:00
Сталь
Сплав железа и углерода
2372-2732
1300-1500
Тугоплавкие металлы и сплавы (свыше 2912°F или 1600°C)
Название позиции
Латинское обозначение
Температура
Плавление °F
Температура плавления °C
Кипение °F
Температура кипения °C
Титан
Ти
3056
1680
5972
3300
Торий
3182
1750
8650. 4
4788
Платина
Пт
3216,74
1769,3
6917
3825
Цирконий
Zr
3371
1855
7968.2
4409
Хром
Кр
3464,6
1907
4839,8
2671
Ванадий
В
3470
1910
6164. 6
3407
Родий
Rh
3567,2
1964
6683
3695
Технеций
ТК
3914.6
2157
7709
4265
Гафний
Хф
4051.4
2233
8317.4
4603
Рутений
Ру
4233.2
2334
7502
4150
Иридиум
Ир
4436,6
2447
8002. 4
4428
Ниобий
№
4490.6
2477
8571.2
4744
Молибден
Мо
4753.4
2623
8382.2
4639
Тантал
Та
5462.6
3017
9856.4
5458
Осмий
ОС
5529.2
3054
9053. 6
5012
Карбиды титана
5702
3150
Рений
Re
5766,8
3186
10 104,8
5596
Вольфрам
Вт
6188
3420
10 031
5555
Карбиды циркония
6386
3530
Карбиды ниобия
6800
3760
Карбиды гафния
7034
3890
Вопросы и ответы
В какой момент металл плавится? Стол для плавки металлов
Металлы, как правило, имеют более высокую температуру плавления, чем многие другие материалы, и они способны менять форму под воздействием тепла — в отличие от дерева, которое просто разлагается. Когда температура становится достаточно высокой, ионы, из которых состоит металл, вибрируют все сильнее и сильнее, в конечном итоге разрывая связи, которые имеют его ионы, и позволяя им двигаться свободно.
Когда внутренняя структура металла начинает сдвигаться и связи ослабевают, он становится жидкостью. Прочность связи, основанная на самом материале, обычно определяет температуру плавления металла. Некоторые металлические сплавы будут иметь более высокие или более низкие температуры плавления, чем сами отдельные металлы, и они не всегда могут плавиться плавно.
Ваш справочник по плавлению металлов
Обычно, когда кто-то спрашивает о температуре плавления металла, он ищет температуру твердого состояния, до которой металл должен быть нагрет, что приводит к сжижению. Below is an interactive table that relies on a variety of scientific sources for melting points of different metals:
Metal
Melting Point (°F)
Admiralty Brass
1650
Aluminum
1220
Aluminum Alloy
865
Aluminum Bronze
1881 — 1900
Antimony
1170
Beryllium
2345
Beryllium Copper
1587
Латунь (Красная)
1832
Латунь (Желтая)
1710
9m Кадий
70055
610
Chromium
3380
Cobalt
2723
Copper
1983
Cupronickel
2140-2260
Gold (24K Pure)
1945
Inconel Alloy
2540 — 2600
Iridium
4440
Iron (Wrought)
2700
Iron (Gray Cast)
2060
Iron (Ductile)
2100
Lead
621
Magnesium
1200
Magnesium Alloy
660 — 1200
Manganese
2271
Manganese Bronze
1590
Mercury
-37. 95
Molybdenum
4750
Nickel
2647
Niobium (Columbium)
4473
Osmium
5477
Palladium
2831
Phosphorus
111
Platinum
3220
Плутоний
1180
Калий
146
Красная латунь
3
810
Rhenium
5767
Rhodium
3569
Ruthenium
4500
Selenium
423
Silicon
2572
Silver (Pure)
1761
Серебро (
1640
Натрий
208
Сталь, углерод
9045
060930093 Steel, Stainless
2750
Tantalum
5400
Thorium
3180
Tin
449. 4
Titanium
3040
Understanding Alloys
Многие металлические сплавы представлены в нашем температурном списке, но важно знать, что большинство из них имеют значительный температурный диапазон, которого они должны достичь. По мере изменения состава меняется точка нагрева, а диапазоны расширяются примерно на 200°F.
Диапазон сплава означает, что он начнет переходить в жидкое и твердое состояния, иногда одновременно, по мере приближения к общему диапазону плавления.
Плавление сразу
При работе с чистыми металлами вы, вероятно, заметите, что они плавятся почти равномерно. Это контрастирует с другими элементами, такими как лед, который постепенно тает, и жидкость видна, в то время как куски твердого тела все еще находятся вокруг.
Теплопроводность является одной из главных причин такого равномерного плавления, поскольку металлы обладают исключительной теплопроводностью.
 Например, медь – красного цвета, и ее сплавы имеют красноватый оттенок.
Например, медь – красного цвета, и ее сплавы имеют красноватый оттенок.
 Часто в производстве используют порошки из данных металлов.
Часто в производстве используют порошки из данных металлов.


 д.
д. Занимает особую нишу, так как имеет огромный спрос в оборонной отрасли, машиностроении, строительстве.
Занимает особую нишу, так как имеет огромный спрос в оборонной отрасли, машиностроении, строительстве.

 Здесь вы найдете все, что вам нужно знать о нержавеющей стали.
Здесь вы найдете все, что вам нужно знать о нержавеющей стали.
 Цветные металлы имеют состав, которого нет. Сравнивая различные типы металлов, можно легко попасть в круговорот того, какой металл является «лучшим». Правда в том, что лучшего металла не бывает. Будь то черный или цветной металл, лучший металл для ваших требований будет зависеть от вашего проекта или спецификаций приложения.
Цветные металлы имеют состав, которого нет. Сравнивая различные типы металлов, можно легко попасть в круговорот того, какой металл является «лучшим». Правда в том, что лучшего металла не бывает. Будь то черный или цветной металл, лучший металл для ваших требований будет зависеть от вашего проекта или спецификаций приложения. Черные металлы, хотя и известны своей прочностью, обычно более рентабельны, чем цветные металлы. Дополнительные различия между черными и цветными металлами включают:
Черные металлы, хотя и известны своей прочностью, обычно более рентабельны, чем цветные металлы. Дополнительные различия между черными и цветными металлами включают:
 Ровно
Ровно Киев
Киев металла, Sturm SN160
металла, Sturm SN160
 6 мм
6 мм Бесщеточный двигатель POWERSTATE™ обеспечивает самую высокую скорость движения в классе малолитражных инструментов, обеспечивая непревзойденную производительность. 5 дюймов в длину и 7,6 дюймов в высоту (с аккумулятором M12™ CP 2,0 Ач), это решение является наиболее компактным ударным шуруповертом в своем классе, обеспечивая более удобный доступ в ограниченном пространстве и общую портативность. меньше теней, обеспечивая максимальную видимость рабочего пространства.Наш REDLINK PLUS™ Intelligence обеспечивает высочайшие тепловые характеристики, позволяя выполнять больше работы.В сочетании с нашим аккумуляторным блоком M12™ REDLITHIUM™ вы можете работать весь день. Наш ударный шуруповерт M12 FUEL™ является частью наша система M12™, которая полностью совместима с более чем 125 решениями.
Бесщеточный двигатель POWERSTATE™ обеспечивает самую высокую скорость движения в классе малолитражных инструментов, обеспечивая непревзойденную производительность. 5 дюймов в длину и 7,6 дюймов в высоту (с аккумулятором M12™ CP 2,0 Ач), это решение является наиболее компактным ударным шуруповертом в своем классе, обеспечивая более удобный доступ в ограниченном пространстве и общую портативность. меньше теней, обеспечивая максимальную видимость рабочего пространства.Наш REDLINK PLUS™ Intelligence обеспечивает высочайшие тепловые характеристики, позволяя выполнять больше работы.В сочетании с нашим аккумуляторным блоком M12™ REDLITHIUM™ вы можете работать весь день. Наш ударный шуруповерт M12 FUEL™ является частью наша система M12™, которая полностью совместима с более чем 125 решениями.
 США
США

 Для этого стоит знать главные особенности резки металлов каждым из представленных типов инструмента.
Для этого стоит знать главные особенности резки металлов каждым из представленных типов инструмента. Температура плазмы достигает 15 000 – 20 000 С0. Производительность работы плазменной резки значительно выше, чем кислородной или электродуговой. Плазменная резка металла позволяет выполнять резы любой сложности и конфигурации, при этом не требуется заправки баллонов воздухом или сжатым воздухом. Этот вид обработки металла считается одним из самых доступных в экономическом плане. Толщина листа может достигать 50 мм.
Температура плазмы достигает 15 000 – 20 000 С0. Производительность работы плазменной резки значительно выше, чем кислородной или электродуговой. Плазменная резка металла позволяет выполнять резы любой сложности и конфигурации, при этом не требуется заправки баллонов воздухом или сжатым воздухом. Этот вид обработки металла считается одним из самых доступных в экономическом плане. Толщина листа может достигать 50 мм. Рез таким оборудованием получается значительной ширины, на котором остаются окислы, наплывы и шлаки. В результате получаются далеко неточные контуры деталей.
Рез таким оборудованием получается значительной ширины, на котором остаются окислы, наплывы и шлаки. В результате получаются далеко неточные контуры деталей.
 Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент.
Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент.


 Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.

 Существует множество доступных методов резки металла, каждый из которых имеет свои преимущества и ограничения, которые делают его пригодным для различных производственных проектов. Ниже мы выделяем некоторые из наиболее распространенных, описывая, как они работают, какие у них есть преимущества и недостатки, какие типы металлов они режут и в каких областях они используются, чтобы помочь профессионалам отрасли выбрать лучший метод для своих нужд:
Существует множество доступных методов резки металла, каждый из которых имеет свои преимущества и ограничения, которые делают его пригодным для различных производственных проектов. Ниже мы выделяем некоторые из наиболее распространенных, описывая, как они работают, какие у них есть преимущества и недостатки, какие типы металлов они режут и в каких областях они используются, чтобы помочь профессионалам отрасли выбрать лучший метод для своих нужд:

 В дополнение к высокой точности и правильности резки другие преимущества лазерной резки по сравнению с некоторыми другими методами резки металла включают меньшие затраты на техническое обслуживание и замену, меньшую вероятность загрязнения материала и большую безопасность на рабочем месте.
В дополнение к высокой точности и правильности резки другие преимущества лазерной резки по сравнению с некоторыми другими методами резки металла включают меньшие затраты на техническое обслуживание и замену, меньшую вероятность загрязнения материала и большую безопасность на рабочем месте.
 Его можно использовать для резки плит и листов толщиной до 6 дюймов.
Его можно использовать для резки плит и листов толщиной до 6 дюймов. Помимо резки, ножницы также можно использовать для гибки, штамповки и прессования металлических материалов. Процесс также практически не производит отходов, поскольку во время операций резки не образуется стружка, что может помочь снизить общие затраты на материалы.
Помимо резки, ножницы также можно использовать для гибки, штамповки и прессования металлических материалов. Процесс также практически не производит отходов, поскольку во время операций резки не образуется стружка, что может помочь снизить общие затраты на материалы. Чтобы узнать больше о наших возможностях резки и о том, как определить, какой из них подходит именно вам, свяжитесь с нами сегодня. Чтобы обсудить ваши требования к резке с одним из наших экспертов, запросите предложение.
Чтобы узнать больше о наших возможностях резки и о том, как определить, какой из них подходит именно вам, свяжитесь с нами сегодня. Чтобы обсудить ваши требования к резке с одним из наших экспертов, запросите предложение.
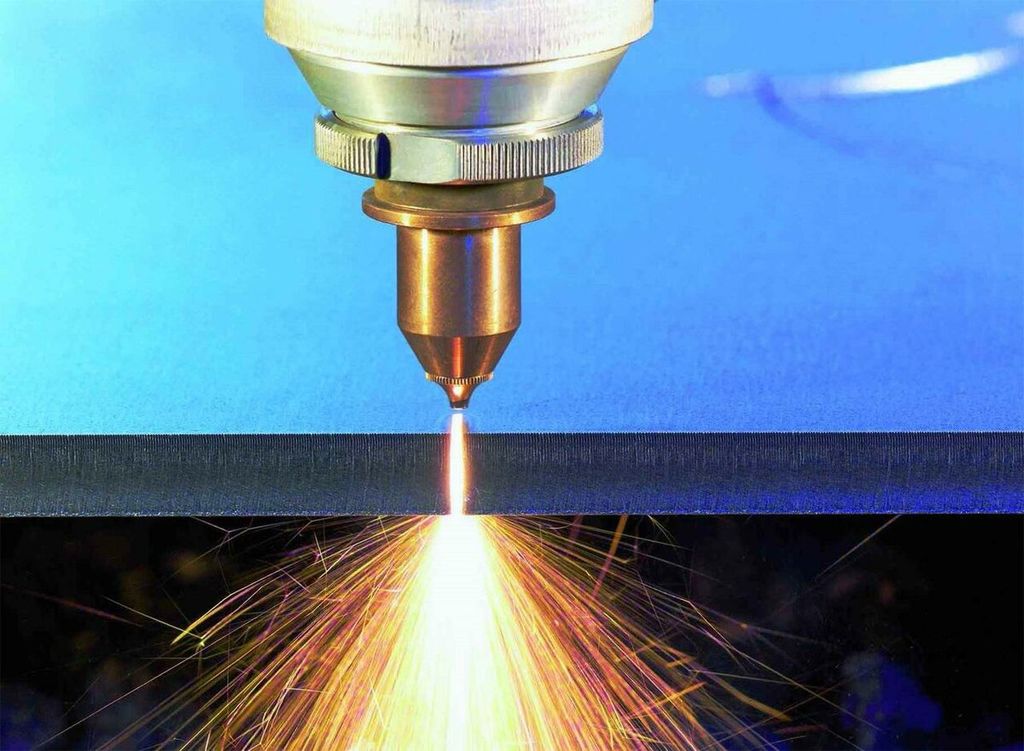

 Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
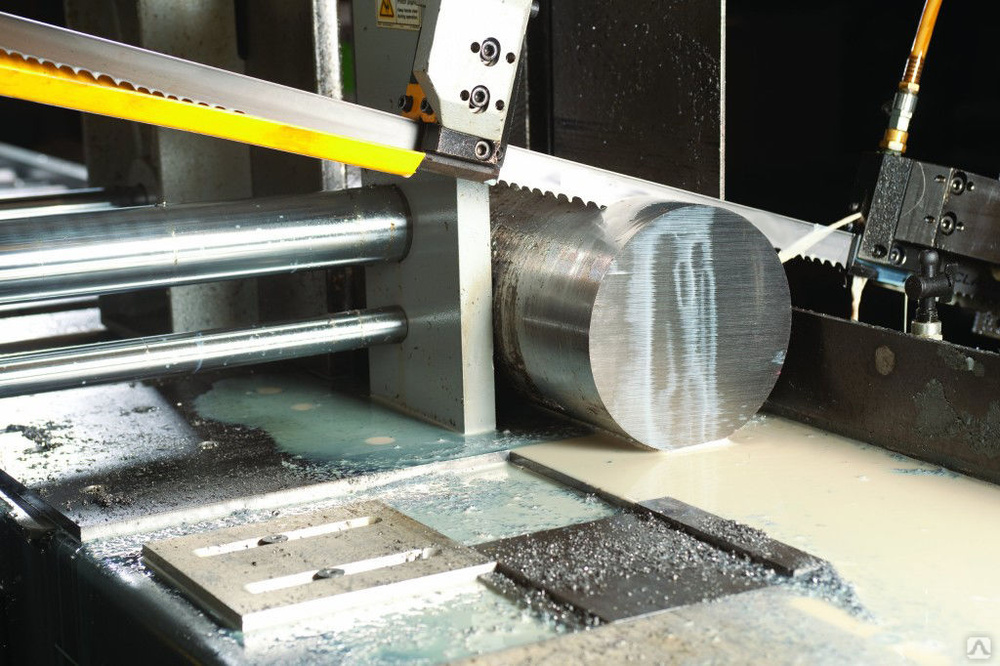 Идеально острый инструмент разрежет металл на поверхности стойки.
Идеально острый инструмент разрежет металл на поверхности стойки.

 9.5. При этом клиновидный инструмент перемещается относительно заготовки под углом α. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига AB.
9.5. При этом клиновидный инструмент перемещается относительно заготовки под углом α. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига AB.

 Это означает, что при измерении t 0 , t c и a инструмента, угол сдвига (φ) можно определить, используя приведенное выше выражение.
Это означает, что при измерении t 0 , t c и a инструмента, угол сдвига (φ) можно определить, используя приведенное выше выражение.
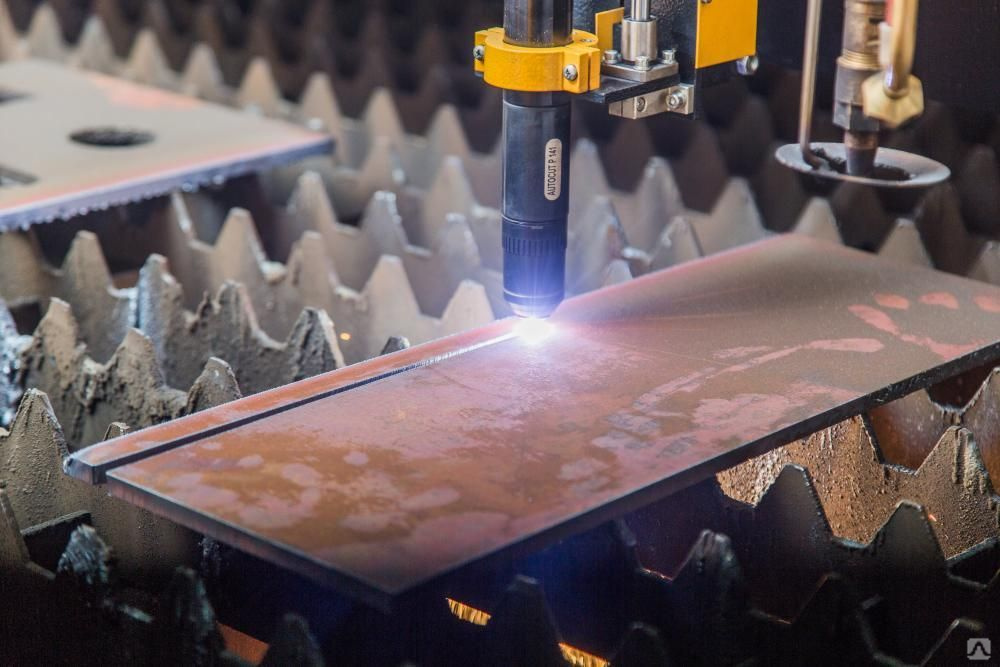 9.7, используя правило синусов для векторов скорости, мы можем записать:
9.7, используя правило синусов для векторов скорости, мы можем записать: 
 д.
д. Это связано с хорошими углами инструмента, правильными скоростями и подачами, а также с использованием смазочно-охлаждающих жидкостей.
Это связано с хорошими углами инструмента, правильными скоростями и подачами, а также с использованием смазочно-охлаждающих жидкостей. Иногда в качестве стружколома используется небольшой металлический стержень с режущей поверхностью.
Иногда в качестве стружколома используется небольшой металлический стержень с режущей поверхностью. Нарост на кромке генерирует локальное тепло и трение, что приводит к ухудшению качества поверхности и потере мощности.
Нарост на кромке генерирует локальное тепло и трение, что приводит к ухудшению качества поверхности и потере мощности. Недостаточная подача охлаждающей жидкости.
Недостаточная подача охлаждающей жидкости. Это приводит к небольшим сегментам прерывистой стружки. В этих обстоятельствах нет ничего плохого в этом типе чипов.
Это приводит к небольшим сегментам прерывистой стружки. В этих обстоятельствах нет ничего плохого в этом типе чипов.
 При такой заточке режущие кромки бурового долота могут становиться сколотыми во время сверления, что является недостатком этого способа заточки. Это самый простой метод ручной заточки, который можно использовать для тонких сверл диаметром до 3 мм.
При такой заточке режущие кромки бурового долота могут становиться сколотыми во время сверления, что является недостатком этого способа заточки. Это самый простой метод ручной заточки, который можно использовать для тонких сверл диаметром до 3 мм. Если заточка сделана правильно, то достаточно сверл диаметром до 10 мм. При диаметре более 10 мм эта заточка может быть улучшена путем шлифования передней поверхности, как показано на фотографии:
Если заточка сделана правильно, то достаточно сверл диаметром до 10 мм. При диаметре более 10 мм эта заточка может быть улучшена путем шлифования передней поверхности, как показано на фотографии: Точная настройка должна проводиться при любой возможности.
Точная настройка должна проводиться при любой возможности.





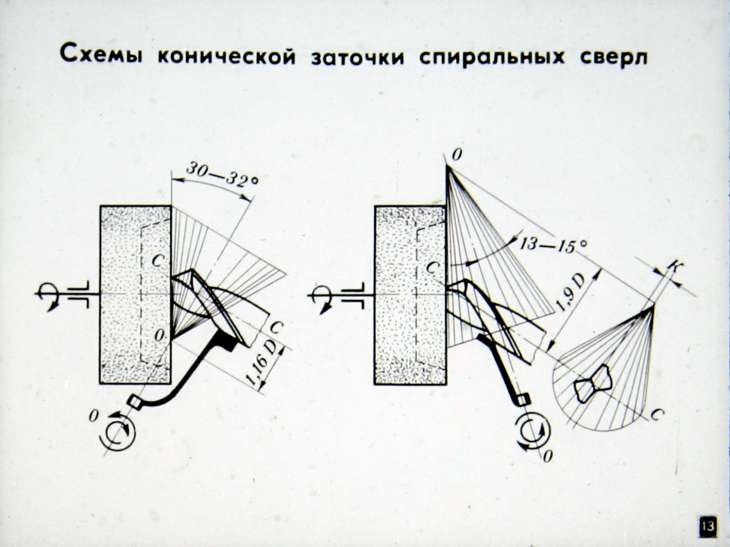 Непременно делайте остывание и закалку водой.
Непременно делайте остывание и закалку водой.




 При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию.
При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию. Внимание! Старайтесь выдерживать угол заточки. Для сверл это победитовые 170º.
Внимание! Старайтесь выдерживать угол заточки. Для сверл это победитовые 170º.  Важно не перегревать и не охлаждать сверло.
Важно не перегревать и не охлаждать сверло. youtube.com/embed/n-NEcGEApTg?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/n-NEcGEApTg?rel=0″ frameborder=»0″ allowfullscreen=»»>  Края сверла предназначены специально для резки и изнашиваются и снижают уровень эффективности после интенсивного использования. Тупые сверла могут привести к некачественному резу и перегреву. В случае более твердых материалов, таких как металл, тупое сверло может не полностью врезаться в материал. Заточка сверл — важный шаг в обслуживании ваших инструментов, чтобы убедиться, что они работают эффективно и продуктивно.
Края сверла предназначены специально для резки и изнашиваются и снижают уровень эффективности после интенсивного использования. Тупые сверла могут привести к некачественному резу и перегреву. В случае более твердых материалов, таких как металл, тупое сверло может не полностью врезаться в материал. Заточка сверл — важный шаг в обслуживании ваших инструментов, чтобы убедиться, что они работают эффективно и продуктивно. Эта часть долота обеспечивает эффективное бурение за счет снижения уровня трения. Глядя на сверло, мы можем увидеть канавку, также известную как канавка, которая оборачивается вокруг и вниз по куску. Канавка позволяет лому отходить от режущей поверхности долота. Если бит острый, результат истинный, цилиндрическое отверстие в выбранном материале.
Эта часть долота обеспечивает эффективное бурение за счет снижения уровня трения. Глядя на сверло, мы можем увидеть канавку, также известную как канавка, которая оборачивается вокруг и вниз по куску. Канавка позволяет лому отходить от режущей поверхности долота. Если бит острый, результат истинный, цилиндрическое отверстие в выбранном материале. На изображении ниже левая насадка является примером неправильной заточки. Эта часть не сможет функционировать так же эффективно, как та, что справа.
На изображении ниже левая насадка является примером неправильной заточки. Эта часть не сможет функционировать так же эффективно, как та, что справа. С помощью сверла вы сможете выполнить больше работы за меньшее время.
С помощью сверла вы сможете выполнить больше работы за меньшее время. Увеличение давления на инструмент также увеличивает риск поломки или соскальзывания инструмента, что может привести к травме. Заточка сверл — это простой способ снизить ненужный риск.
Увеличение давления на инструмент также увеличивает риск поломки или соскальзывания инструмента, что может привести к травме. Заточка сверл — это простой способ снизить ненужный риск.
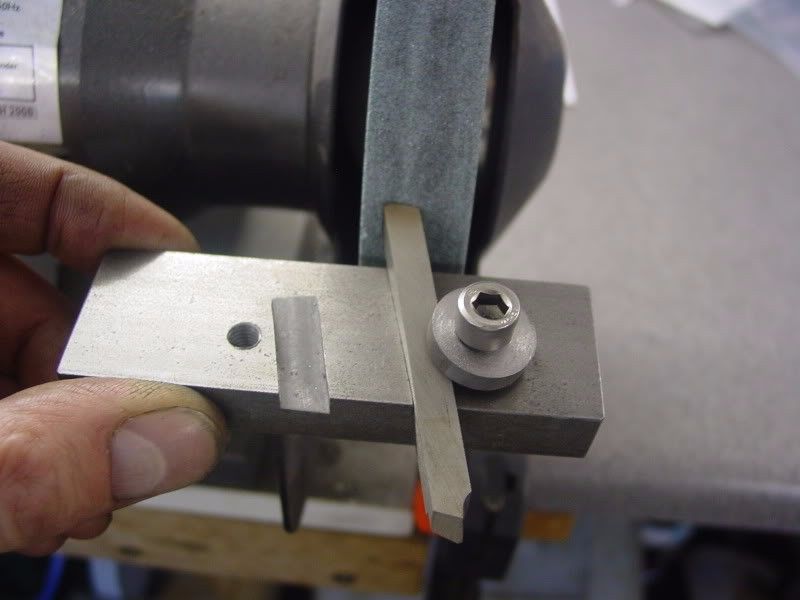
 Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
 Кроме того, резец прижимается к абразиву (150 г на кв. см).
Кроме того, резец прижимается к абразиву (150 г на кв. см).
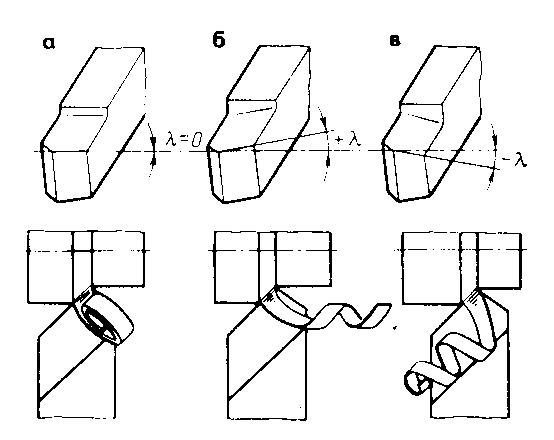 В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.
Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно. Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения.
Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения. 1 Технологический процесс
1 Технологический процесс Обработка ведется при помощи рукоятки.
Обработка ведется при помощи рукоятки. Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности.
Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности. Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм.
Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм. Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки:
Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки: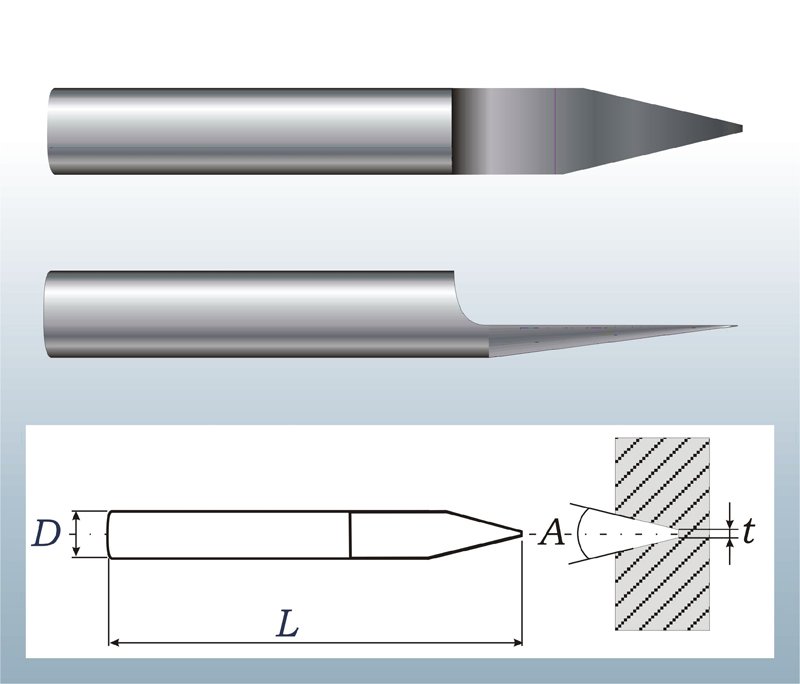
 Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель.
Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель. Схема измерений:
Схема измерений:
 Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания. Они также бывают разных видов, включая прямые, левые и правые. 9
Они также бывают разных видов, включая прямые, левые и правые. 9

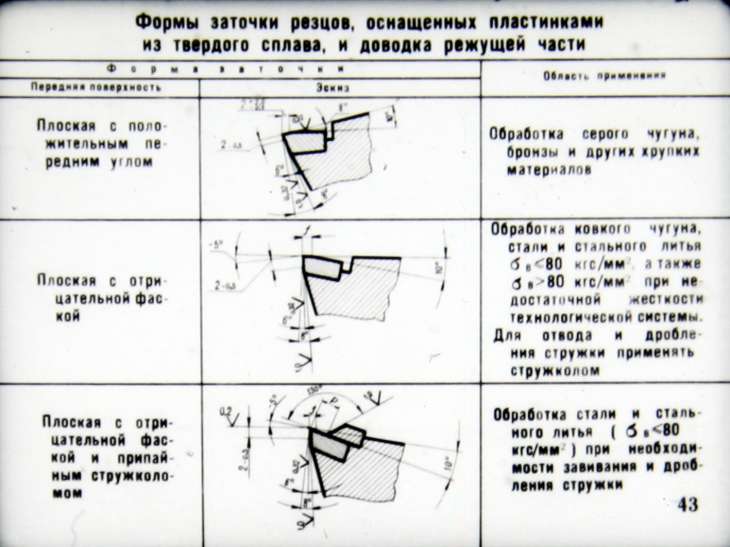

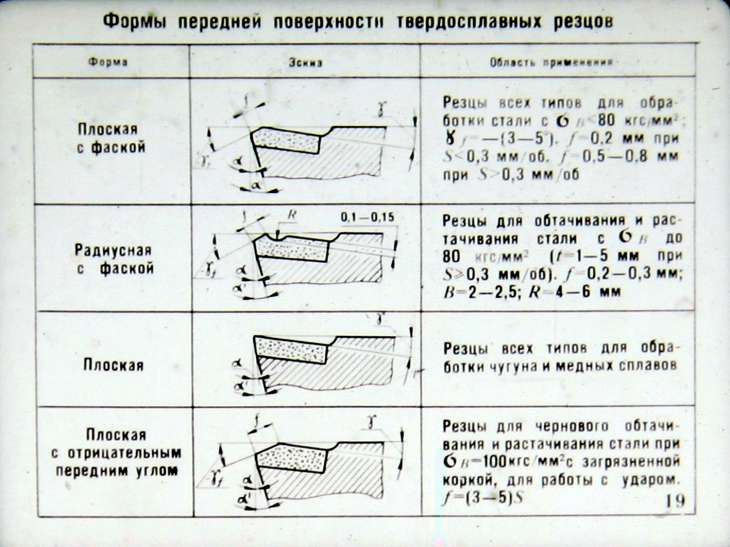 Это точильный камень с двумя видами зернистости, предпочтительно со средней и мелкой зернистостью. Начните заточку с грубой или средней зернистости, потому что она абразивная, а затем закончите мелкой зернистостью, чтобы заточить кромку.
Это точильный камень с двумя видами зернистости, предпочтительно со средней и мелкой зернистостью. Начните заточку с грубой или средней зернистости, потому что она абразивная, а затем закончите мелкой зернистостью, чтобы заточить кромку.
 Именно поэтому необходимо пройти лезвия на мелкозернистом бруске (не менее 4000), чтобы отшлифовать грубую фаску и обработать кромку, удалив заусенцы.
Именно поэтому необходимо пройти лезвия на мелкозернистом бруске (не менее 4000), чтобы отшлифовать грубую фаску и обработать кромку, удалив заусенцы. Если ни один из них не работает, рассмотрите возможность замены инструмента. И помните, если держать ножницы в чистоте и резать ими то, на что они рассчитаны, они дольше останутся острыми.
Если ни один из них не работает, рассмотрите возможность замены инструмента. И помните, если держать ножницы в чистоте и резать ими то, на что они рассчитаны, они дольше останутся острыми.
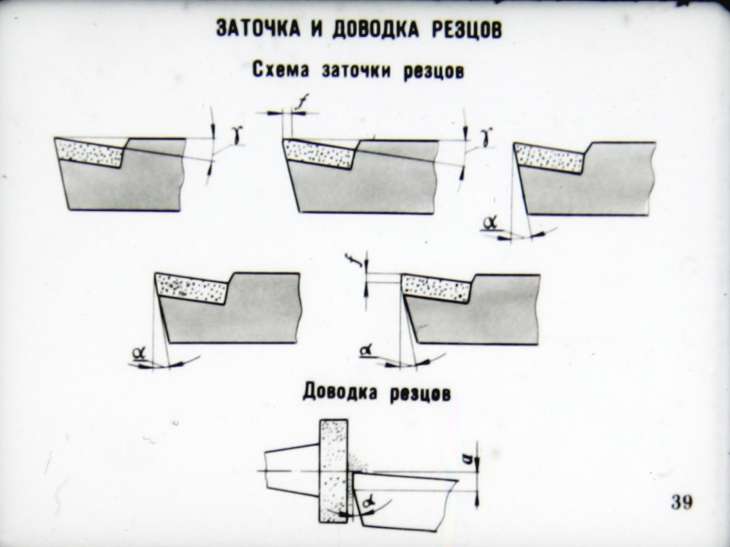 Настройка приспособления требует измерения точных углов, но после установки у вас будет готовое руководство для быстрой заточки.
Настройка приспособления требует измерения точных углов, но после установки у вас будет готовое руководство для быстрой заточки.
 Достоинство ленты упаковочной – цена, которая при достаточно больших прочностных характеристиках материала позволяет минимизировать затраты на обвязку грузов.
Достоинство ленты упаковочной – цена, которая при достаточно больших прочностных характеристиках материала позволяет минимизировать затраты на обвязку грузов.
 5Х20
5Х20




 У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
 Держите все свои документы наготове и сделайте их еще более удобными, используя систему подвесных папок. Не забывайте, что из папок получаются отличные пакеты для презентаций; используйте карманную папку для включения дополнительных материалов или создайте профессиональное портфолио с помощью папки или папки для презентаций.
Держите все свои документы наготове и сделайте их еще более удобными, используя систему подвесных папок. Не забывайте, что из папок получаются отличные пакеты для презентаций; используйте карманную папку для включения дополнительных материалов или создайте профессиональное портфолио с помощью папки или папки для презентаций.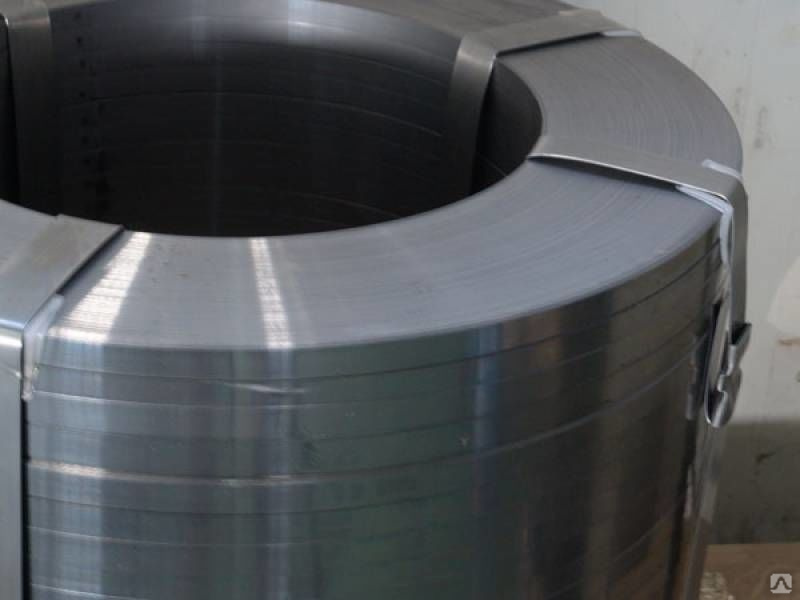
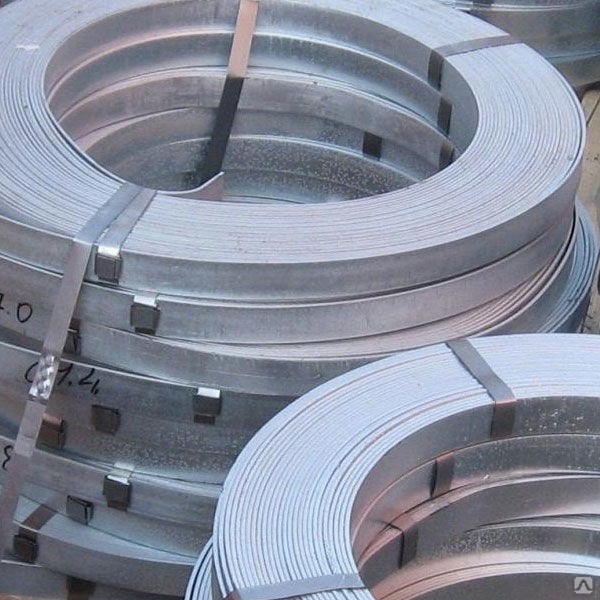 Ленты
Ленты


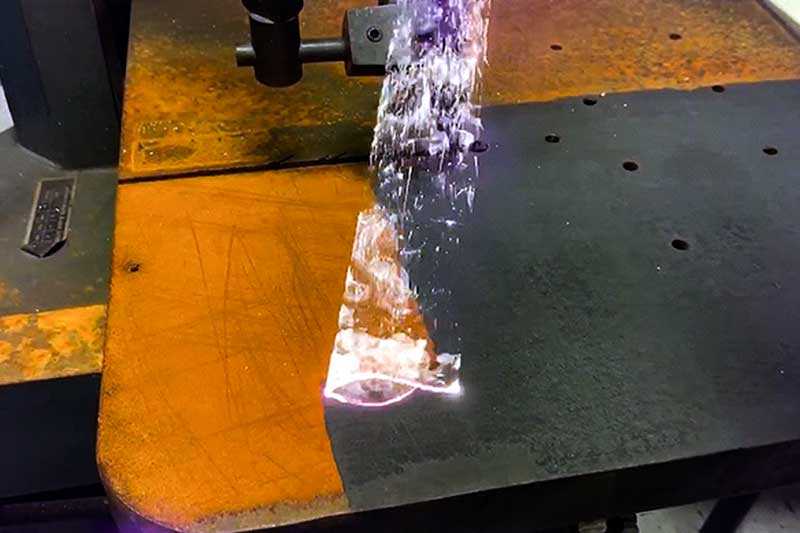

 А еще такое оборудование легко взять с собой, если предполагается выездная работа.
А еще такое оборудование легко взять с собой, если предполагается выездная работа. 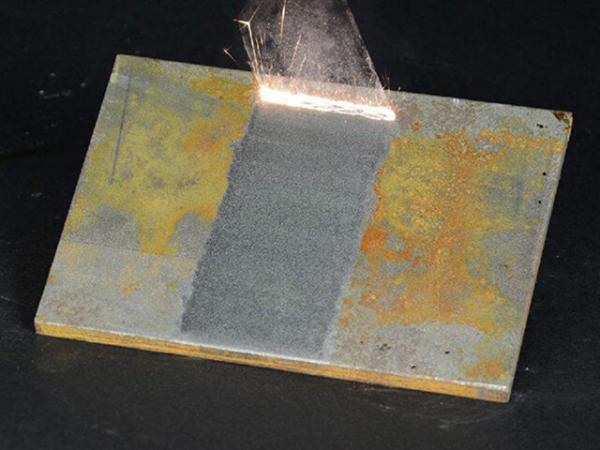
 Лазерная очистка металла обладает характеристиками отсутствия шлифования, бесконтактности, отсутствия теплового эффекта и подходит для всех видов объектов. Она считается самым надежным и эффективным решением. В то же время
Лазерная очистка металла обладает характеристиками отсутствия шлифования, бесконтактности, отсутствия теплового эффекта и подходит для всех видов объектов. Она считается самым надежным и эффективным решением. В то же время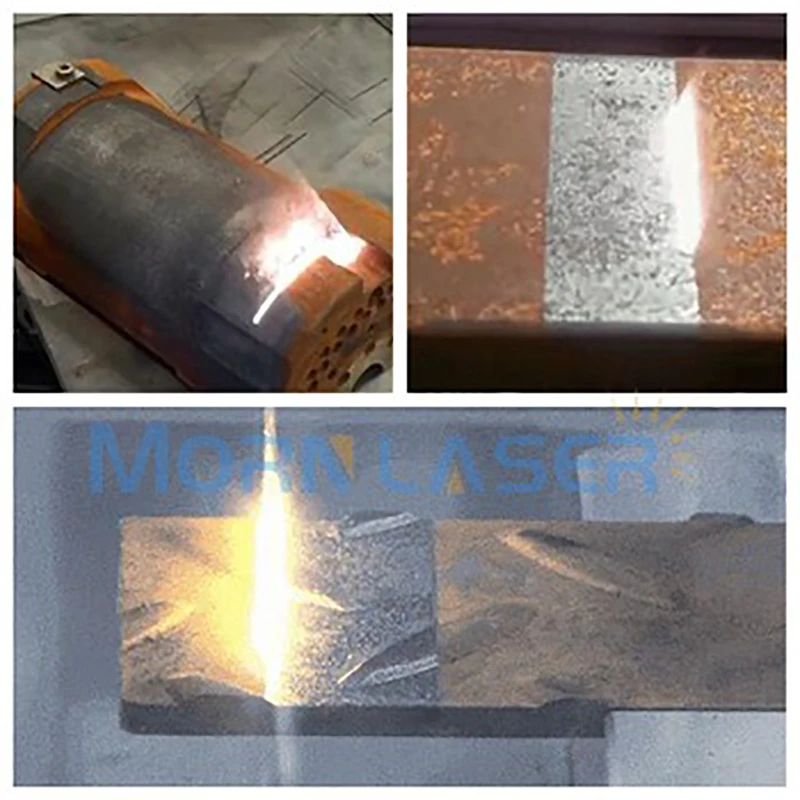 д., используя при этом характеристики отражения металла. При этом необходимо убедиться, что сами детали не повреждены.
д., используя при этом характеристики отражения металла. При этом необходимо убедиться, что сами детали не повреждены.

 Но с точки зрения производства автомобилей лазерная абляция лучше всего подходит для:
Но с точки зрения производства автомобилей лазерная абляция лучше всего подходит для: . В Adapt Laser наша команда стремится найти идеальное решение для очистки для ваших нужд, поэтому свяжитесь с нами, чтобы узнать, можем ли мы разработать вариант лазерной очистки для вашего приложения.
. В Adapt Laser наша команда стремится найти идеальное решение для очистки для ваших нужд, поэтому свяжитесь с нами, чтобы узнать, можем ли мы разработать вариант лазерной очистки для вашего приложения. Он также имеет то преимущество, что он безопасен на чувствительных поверхностных материалах и может достигать небольших целевых областей, таких как дверные рамы и несущие конструкции. Небольшие операции или разовые реставрационные проекты, как правило, не являются лучшим экономическим обоснованием для покупки очищающего лазера. Свяжитесь с нашей командой, чтобы узнать больше, или узнайте, может ли аутсорсинг очистки деталей в нашей мастерской по лазерной очистке быть более экономичным решением для ваших нужд.
Он также имеет то преимущество, что он безопасен на чувствительных поверхностных материалах и может достигать небольших целевых областей, таких как дверные рамы и несущие конструкции. Небольшие операции или разовые реставрационные проекты, как правило, не являются лучшим экономическим обоснованием для покупки очищающего лазера. Свяжитесь с нашей командой, чтобы узнать больше, или узнайте, может ли аутсорсинг очистки деталей в нашей мастерской по лазерной очистке быть более экономичным решением для ваших нужд. В то время как традиционные методы очистки требуют много времени и опасны как для рабочих, так и для окружающей среды, лазерная очистка предлагает более безопасную и эффективную альтернативу.
В то время как традиционные методы очистки требуют много времени и опасны как для рабочих, так и для окружающей среды, лазерная очистка предлагает более безопасную и эффективную альтернативу. Независимо от вашей отрасли, наши специалисты по лазерной очистке могут разработать индивидуальное решение для лазерной очистки даже для самых сложных проектов.
Независимо от вашей отрасли, наши специалисты по лазерной очистке могут разработать индивидуальное решение для лазерной очистки даже для самых сложных проектов. Встроенный сенсорный экран позволяет пользователю предварительно настраивать и регулировать мощность лазерной очистки и интенсивность спиральных волн, удаляющих слой ржавчины. Промышленная лазерная очистка не может быть проще.
Встроенный сенсорный экран позволяет пользователю предварительно настраивать и регулировать мощность лазерной очистки и интенсивность спиральных волн, удаляющих слой ржавчины. Промышленная лазерная очистка не может быть проще. Промышленная лазерная очистка не производит выбросов парниковых газов и не оставляет отходов, поскольку загрязненный поверхностный слой испаряется. Кроме того, в то время как защитные очки всегда рекомендуются. Полные средства индивидуальной защиты, такие как вентилируемый абразивоструйный респиратор Helments и лицевые щитки, не требуются при выполнении лазерной очистки.
Промышленная лазерная очистка не производит выбросов парниковых газов и не оставляет отходов, поскольку загрязненный поверхностный слой испаряется. Кроме того, в то время как защитные очки всегда рекомендуются. Полные средства индивидуальной защиты, такие как вентилируемый абразивоструйный респиратор Helments и лицевые щитки, не требуются при выполнении лазерной очистки.

 Обработка таким методом позволяет добиться на поверхности изделия гладкого и тонкого защитного слоя. Чтобы цинк закрепился на поверхности, например, кузова авто, изделия помещают в специальную емкость, в которой расположена цинковая пластина. После этого в емкость подводится электричество, в результате чего цинк с поверхности пластины переходит на корпус машины, образуя защитный слой.
Обработка таким методом позволяет добиться на поверхности изделия гладкого и тонкого защитного слоя. Чтобы цинк закрепился на поверхности, например, кузова авто, изделия помещают в специальную емкость, в которой расположена цинковая пластина. После этого в емкость подводится электричество, в результате чего цинк с поверхности пластины переходит на корпус машины, образуя защитный слой. Оно защищает авто как от воздушного воздействия, так и обеспечивает надежную защиту от коррозии во влажных условиях.
Оно защищает авто как от воздушного воздействия, так и обеспечивает надежную защиту от коррозии во влажных условиях. Для этого вам понадобится автомобильный аккумулятор или блок питания с характеристиками 2– 6A, а также напряжением от 6 до 12 вольт. Чтобы выполнить гальваническое формирование защитного слоя, вам нужно иметь электролит. Для изготовления электролита своими руками нужно сделать раствор, используя следующие ингредиенты:
Для этого вам понадобится автомобильный аккумулятор или блок питания с характеристиками 2– 6A, а также напряжением от 6 до 12 вольт. Чтобы выполнить гальваническое формирование защитного слоя, вам нужно иметь электролит. Для изготовления электролита своими руками нужно сделать раствор, используя следующие ингредиенты:
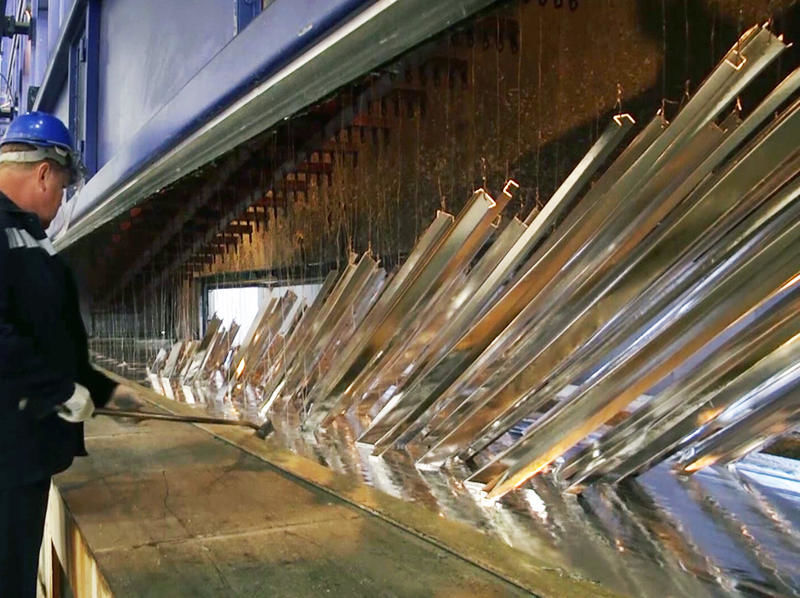 Сравнение цинка с другими металлами
Сравнение цинка с другими металлами
 Объяснение следующее: элемент в растворе, которым покрывается поверхность, создает со стальным изделием гальваническую пару, среди которой доминирующее значение будет у первого вещества, так как отрицательных электронов в заряде у него больше. При химических процессах окисления (реакция все же происходит) страдает этот верхний слой, но никак не сама сталь, фактически пропитка берет удар на себя. Но так как любая защита имеет тенденцию к разрушению, то и у оцинковки есть срок годности. Занимает он продолжительное время. А если и будет небольшая брешь, то при соприкосновении с водой произойдет еще одна реакция, где на ее месте появиться гидроксид цинка, который выполняет те же барьерные функции. Кроме барьера от взаимодействия с влагой и воздухом, раствор защищает от электрохимического влияния.
Объяснение следующее: элемент в растворе, которым покрывается поверхность, создает со стальным изделием гальваническую пару, среди которой доминирующее значение будет у первого вещества, так как отрицательных электронов в заряде у него больше. При химических процессах окисления (реакция все же происходит) страдает этот верхний слой, но никак не сама сталь, фактически пропитка берет удар на себя. Но так как любая защита имеет тенденцию к разрушению, то и у оцинковки есть срок годности. Занимает он продолжительное время. А если и будет небольшая брешь, то при соприкосновении с водой произойдет еще одна реакция, где на ее месте появиться гидроксид цинка, который выполняет те же барьерные функции. Кроме барьера от взаимодействия с влагой и воздухом, раствор защищает от электрохимического влияния. Процедура происходит в несколько этапов:
Процедура происходит в несколько этапов:
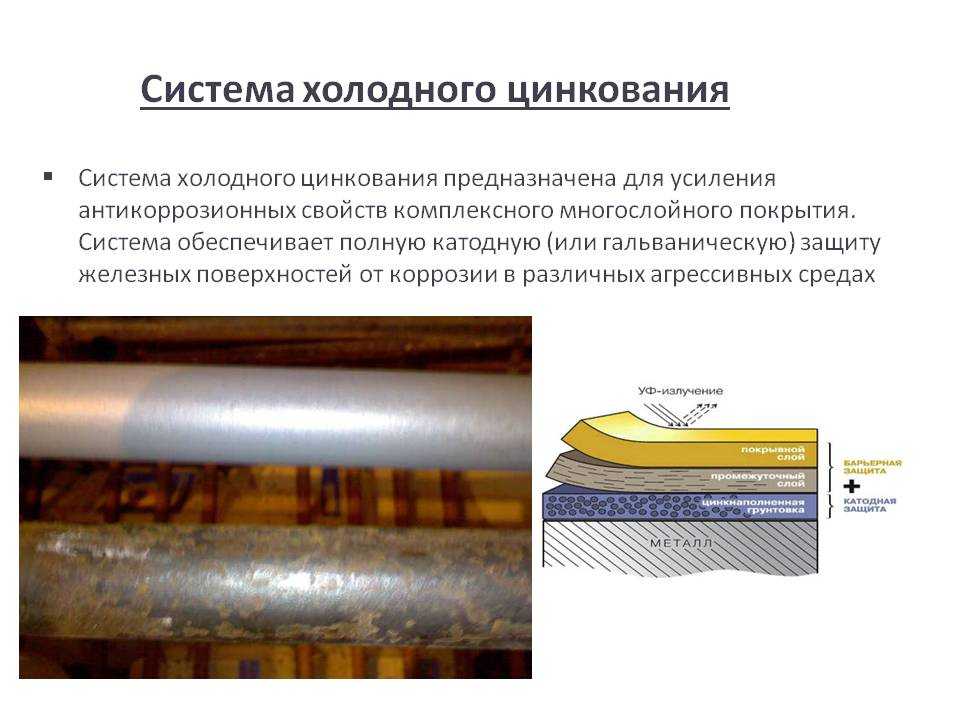
 Также выбор зависит от:
Также выбор зависит от: Часто «Цинконол» применяют в автосервисах при восстановительных работах с кузовом. Результаты оцинкования — покрытия металла цинком в домашних условиях будут хорошими, единственное отличие – недостаточная устойчивость к механическим воздействиям, но их можно компенсировать слоем краски.
Часто «Цинконол» применяют в автосервисах при восстановительных работах с кузовом. Результаты оцинкования — покрытия металла цинком в домашних условиях будут хорошими, единственное отличие – недостаточная устойчивость к механическим воздействиям, но их можно компенсировать слоем краски. Еще одно достоинство – это привлекательный внешний вид изделия, исключительная гладкость. Нет пузырьков воздуха или прочих посторонних помех. Сталь и цинк соединяются на уровне молекул, так что адгезия у них полная, можно говорить даже о диффузии материалов. Происходит процедура так. Ванна наполняется электролитом. В раствор, хорошо проводящий ток, помещается конструкция. Подключается электричество. Здесь важно точно выбрать напряжение и длительность сеанса.
Еще одно достоинство – это привлекательный внешний вид изделия, исключительная гладкость. Нет пузырьков воздуха или прочих посторонних помех. Сталь и цинк соединяются на уровне молекул, так что адгезия у них полная, можно говорить даже о диффузии материалов. Происходит процедура так. Ванна наполняется электролитом. В раствор, хорошо проводящий ток, помещается конструкция. Подключается электричество. Здесь важно точно выбрать напряжение и длительность сеанса. То есть смесь, которой нужно обработать поверхность, растворяется в другом газообразном веществе так, что вместе с ним наносится на заготовку. Частицы ударяются на большой скорости и как бы «налипают» на наружную сторону. При этом, так как это все делается неравномерно и быстро, не появляется гладкий и ровный слой. Он, наоборот, скорее напоминает чешую и состоит из небольших неровностей, ощутимых для прикосновения. По этой причине обязательно нужно сверху покрасить деталь. Это хороший вариант, сохраняющий свои основные защитные свойства, но применяется в основном тогда, когда нет возможности использовать горячую оцинковку или электролиз.
То есть смесь, которой нужно обработать поверхность, растворяется в другом газообразном веществе так, что вместе с ним наносится на заготовку. Частицы ударяются на большой скорости и как бы «налипают» на наружную сторону. При этом, так как это все делается неравномерно и быстро, не появляется гладкий и ровный слой. Он, наоборот, скорее напоминает чешую и состоит из небольших неровностей, ощутимых для прикосновения. По этой причине обязательно нужно сверху покрасить деталь. Это хороший вариант, сохраняющий свои основные защитные свойства, но применяется в основном тогда, когда нет возможности использовать горячую оцинковку или электролиз. сек, град
сек, град Если вы не уверены, что соблюдены все меры безопасности, то не стоит делать оцинковку деталей из металла своими руками в домашних условиях, так как пары вещества могут негативно повлиять на ваше здоровье.
Если вы не уверены, что соблюдены все меры безопасности, то не стоит делать оцинковку деталей из металла своими руками в домашних условиях, так как пары вещества могут негативно повлиять на ваше здоровье. Майнинг
Майнинг

 Добавление тонкого слоя цинка — один из самых экологически безопасных способов увеличить срок службы стального изделия примерно в 12 раз.
Добавление тонкого слоя цинка — один из самых экологически безопасных способов увеличить срок службы стального изделия примерно в 12 раз. Цинкование включает электроосаждение тонкого покрытия металлического цинка на поверхность другого металлического объекта, известного как подложка. Цинковое покрытие создает физический барьер, препятствующий проникновению ржавчины на нижележащую металлическую поверхность. Цинк выбран из-за его врожденной способности бороться с коррозией. На самом деле, цинк часто называют
Цинкование включает электроосаждение тонкого покрытия металлического цинка на поверхность другого металлического объекта, известного как подложка. Цинковое покрытие создает физический барьер, препятствующий проникновению ржавчины на нижележащую металлическую поверхность. Цинк выбран из-за его врожденной способности бороться с коррозией. На самом деле, цинк часто называют 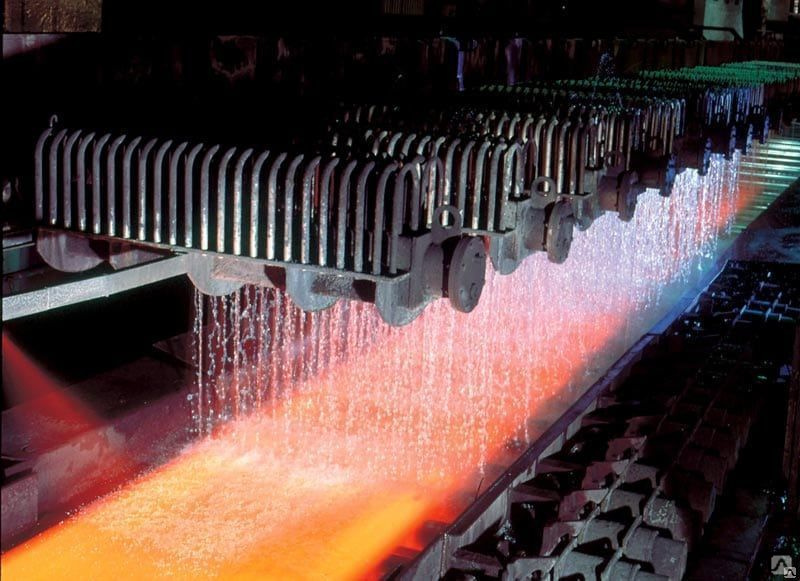 80. До этого кадмий был предпочтительным металлом для гальванопокрытий в тех случаях, когда требовалась максимальная защита от коррозии. Однако кадмий является высокотоксичным веществом, способным оказывать кумулятивный отравляющий эффект в течение длительного периода времени.
80. До этого кадмий был предпочтительным металлом для гальванопокрытий в тех случаях, когда требовалась максимальная защита от коррозии. Однако кадмий является высокотоксичным веществом, способным оказывать кумулятивный отравляющий эффект в течение длительного периода времени. Вот краткий обзор того, как работает типичный процесс цинкования:
Вот краткий обзор того, как работает типичный процесс цинкования: Однако кислый цинк также обеспечивает плохую метательную способность и распределение толщины.
Однако кислый цинк также обеспечивает плохую метательную способность и распределение толщины. В случае цинкования подложка служит катодом. Постоянный ток, возникающий на аноде, вводится в ванну и течет к подложке. Затем ионы цинка осаждаются на поверхности. Ток течет от катода обратно к аноду, замыкая цепь.
В случае цинкования подложка служит катодом. Постоянный ток, возникающий на аноде, вводится в ванну и течет к подложке. Затем ионы цинка осаждаются на поверхности. Ток течет от катода обратно к аноду, замыкая цепь. Некоторые факторы включают:
Некоторые факторы включают:.jpg) Более высокие концентрации приведут к более шероховатой поверхности, а более низкие концентрации приведут к более яркому покрытию с мелкими кристаллами.
Более высокие концентрации приведут к более шероховатой поверхности, а более низкие концентрации приведут к более яркому покрытию с мелкими кристаллами. Чистое цинковое покрытие будет иметь твердость от половины до одной трети твердости стали.
Чистое цинковое покрытие будет иметь твердость от половины до одной трети твердости стали.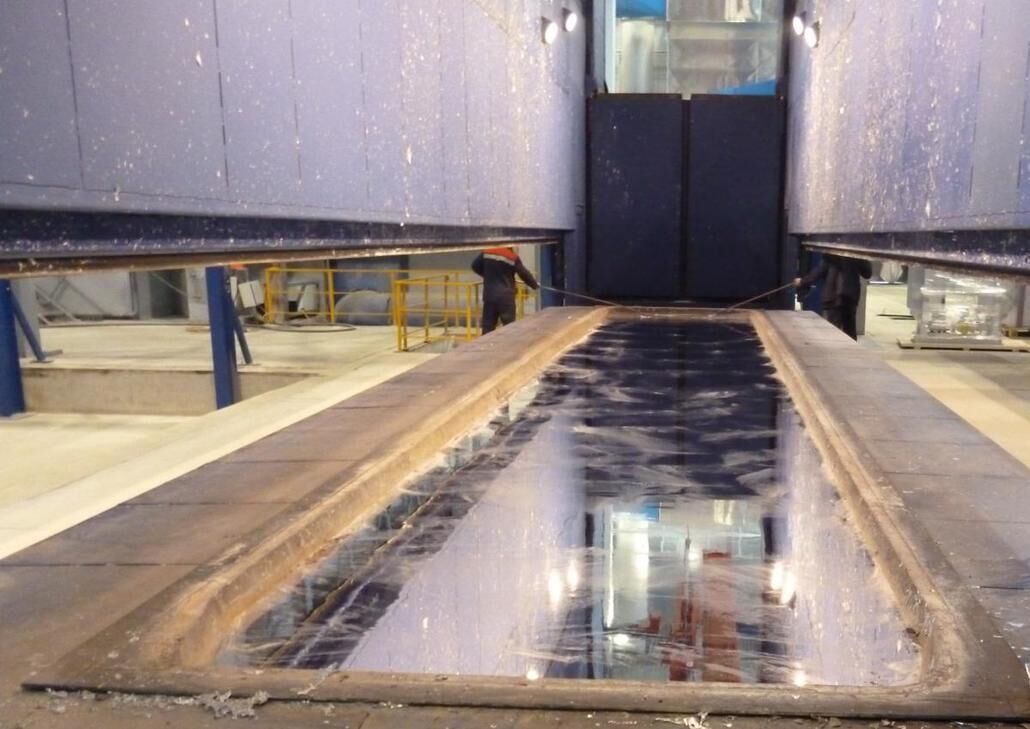 Как правило, большинство деталей оборудования покрыты цинком. Циновое покрытие также получило широкое распространение в автомобильной промышленности в качестве средства защиты таких деталей, как тормозные трубки, тормозные суппорты и компоненты усилителя рулевого управления.
Как правило, большинство деталей оборудования покрыты цинком. Циновое покрытие также получило широкое распространение в автомобильной промышленности в качестве средства защиты таких деталей, как тормозные трубки, тормозные суппорты и компоненты усилителя рулевого управления.
 Однако должны быть реализованы соответствующие процедуры по снижению водородного охрупчивания с помощью покрытия высокопрочных металлических крепежных изделий.
Однако должны быть реализованы соответствующие процедуры по снижению водородного охрупчивания с помощью покрытия высокопрочных металлических крепежных изделий.


 Киев
Киев 58 грн
58 грн 70 грн
70 грн 15 грн
15 грн
 By means of anonymized data of website users we can optimize the user flow. This enables us to improve ads and website content.
By means of anonymized data of website users we can optimize the user flow. This enables us to improve ads and website content.
 YouTube.desc
YouTube.desc Если вы решите бурить рядом с водой или с насадками под водой, подключенными к вашей дрели, вы делаете это на свой страх и риск. Имейте в виду, что смешивание электричества и воды может быть очень опасным.
Если вы решите бурить рядом с водой или с насадками под водой, подключенными к вашей дрели, вы делаете это на свой страх и риск. Имейте в виду, что смешивание электричества и воды может быть очень опасным.  При сверлении отверстий в мягких металлах, пластике и дереве используйте сверла из быстрорежущей стали (HSS), а для сверления отверстий в твердых металлах используйте сверла из твердого сплава
При сверлении отверстий в мягких металлах, пластике и дереве используйте сверла из быстрорежущей стали (HSS), а для сверления отверстий в твердых металлах используйте сверла из твердого сплава


 Это называется «глухое отверстие»
Это называется «глухое отверстие» заусенцы?
заусенцы? 


 Ваше сверло никогда не должно быть горячим на ощупь, даже теплым.
Ваше сверло никогда не должно быть горячим на ощупь, даже теплым. Хвостовики изготовлены из закаленной стали и могут сломаться или сломаться только при слишком сильном давлении.
Хвостовики изготовлены из закаленной стали и могут сломаться или сломаться только при слишком сильном давлении. Корыто представляет собой пластиковый поднос для еды на вынос, а материал, на котором держится глиняная посуда, представляет собой абразивный шлифовальный блок, сделанный своими руками. Затем мы наполнили желоб так, чтобы вода только покрывала просверливаемый кусок фарфора и кончик сверла.
Корыто представляет собой пластиковый поднос для еды на вынос, а материал, на котором держится глиняная посуда, представляет собой абразивный шлифовальный блок, сделанный своими руками. Затем мы наполнили желоб так, чтобы вода только покрывала просверливаемый кусок фарфора и кончик сверла.

 Пожалуйста, не пытайтесь сверлить закаленное стекло алмазными сверлами, иначе стекло треснет.
Пожалуйста, не пытайтесь сверлить закаленное стекло алмазными сверлами, иначе стекло треснет. техническую информацию на страницу продукта для этих спецификаций.
техническую информацию на страницу продукта для этих спецификаций. Это предотвратит любые поломки вашего материала и поможет продлить срок службы вашего сверла.
Это предотвратит любые поломки вашего материала и поможет продлить срок службы вашего сверла.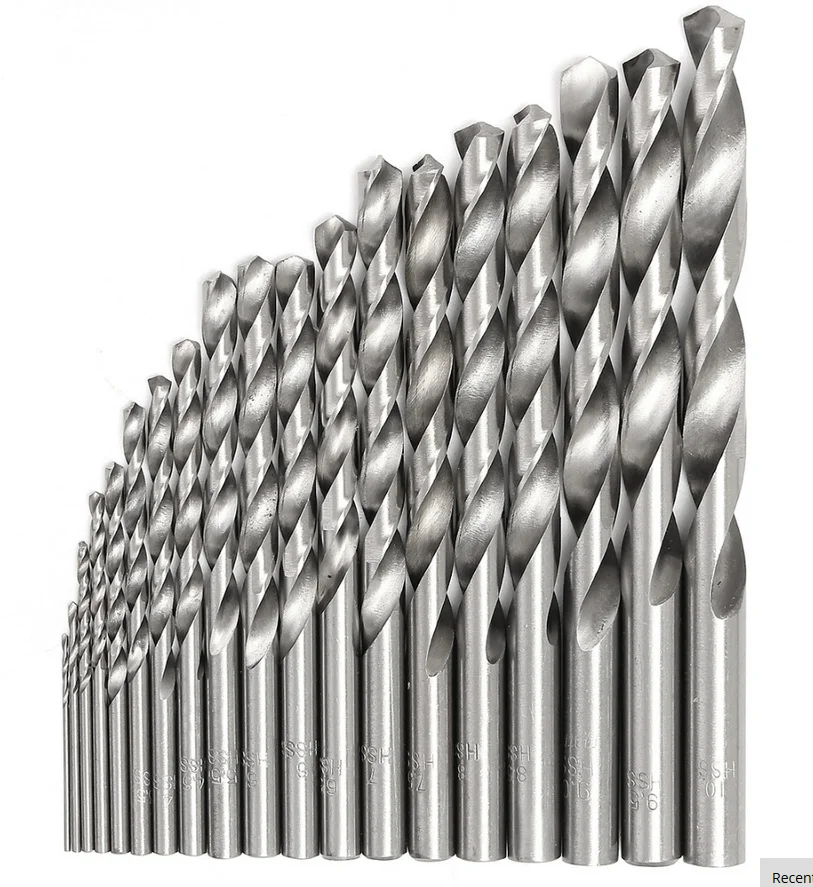
 4
4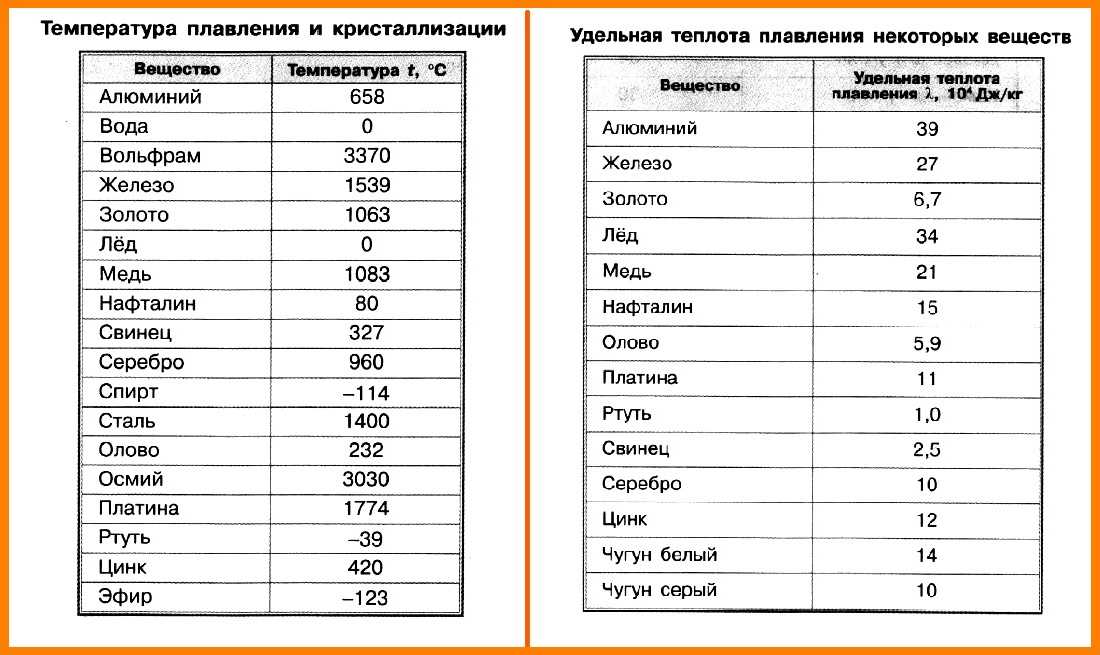 83
83 5
5 5
5
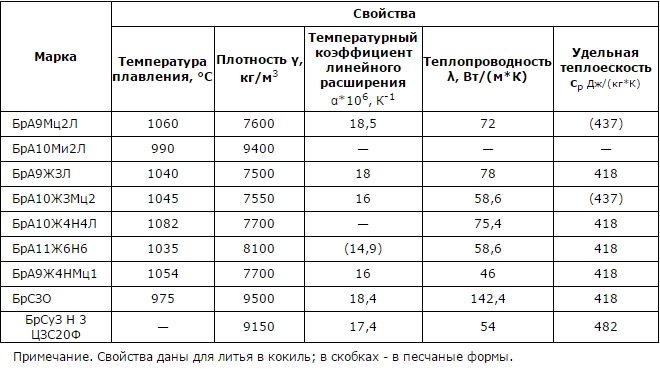 Выплавляя сырье, специалисты учитывают и другие физические и химические свойства руды и металла.
Выплавляя сырье, специалисты учитывают и другие физические и химические свойства руды и металла.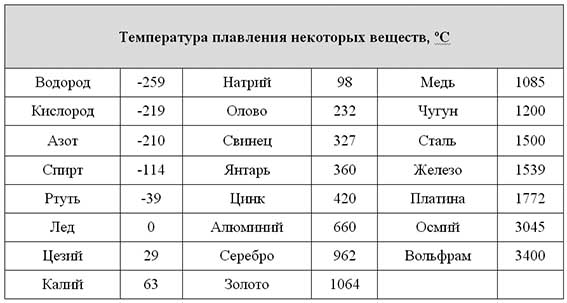
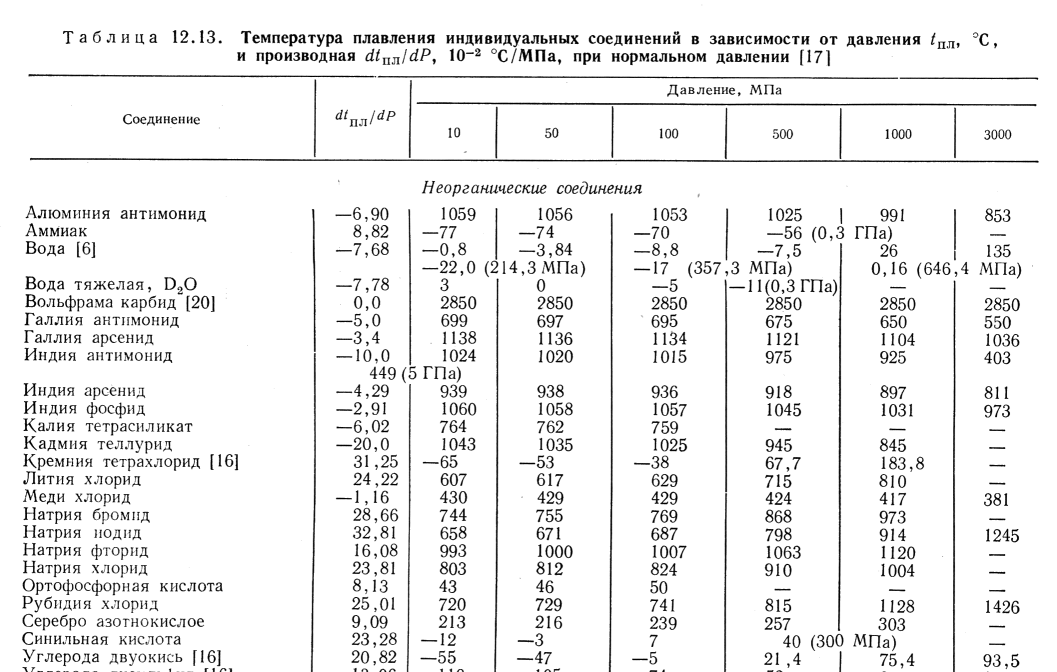 Его используют преимущественно в фармацевтической промышленности. Из себя он представляет зелёного цвета хрупкие кристаллы, в которых присутствует стеклянный блеск. Из него производят лекарственные препараты, в составе которых имеется ферум.
Его используют преимущественно в фармацевтической промышленности. Из себя он представляет зелёного цвета хрупкие кристаллы, в которых присутствует стеклянный блеск. Из него производят лекарственные препараты, в составе которых имеется ферум. Для технически чистого элемента она составляет +1539 °C. В этом веществе присутствует примесь — Сера, которую можно извлечь лишь в жидком виде. Без примесей чистый материал получают при электролизе солей металла.
Для технически чистого элемента она составляет +1539 °C. В этом веществе присутствует примесь — Сера, которую можно извлечь лишь в жидком виде. Без примесей чистый материал получают при электролизе солей металла. Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги.
Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги.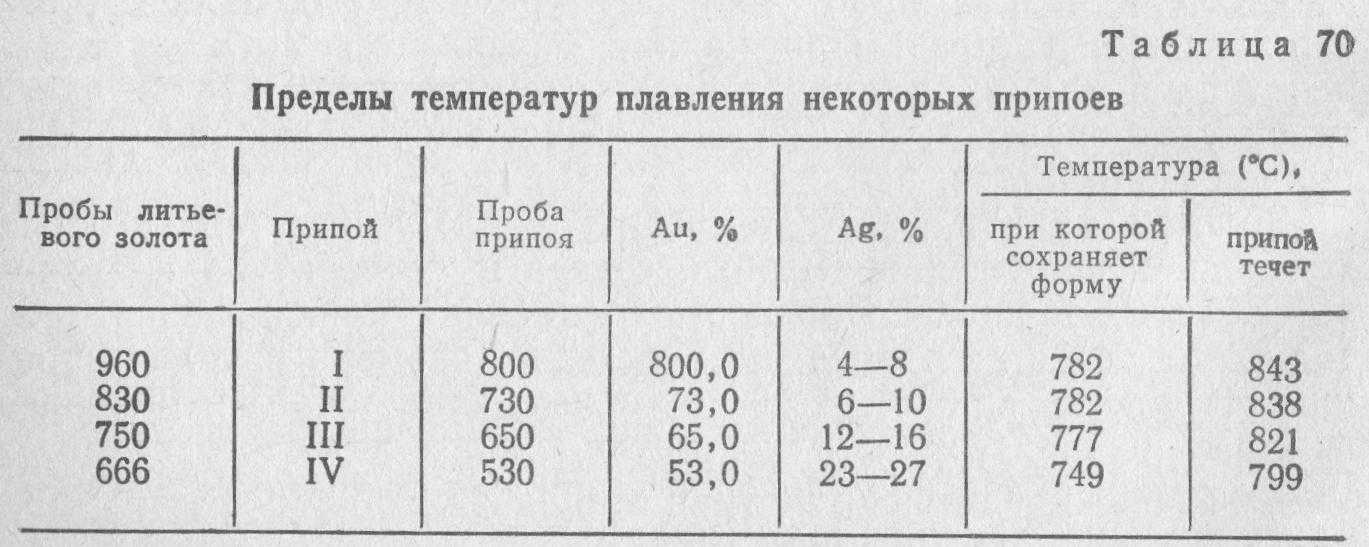 Платину можно расплавить при 1769 градусах, а вольфрам — при 3420 °C.
Платину можно расплавить при 1769 градусах, а вольфрам — при 3420 °C. Чтобы расплавить металл, его нужно нагреть до необходимой температуры – этот процесс называется
Чтобы расплавить металл, его нужно нагреть до необходимой температуры – этот процесс называется
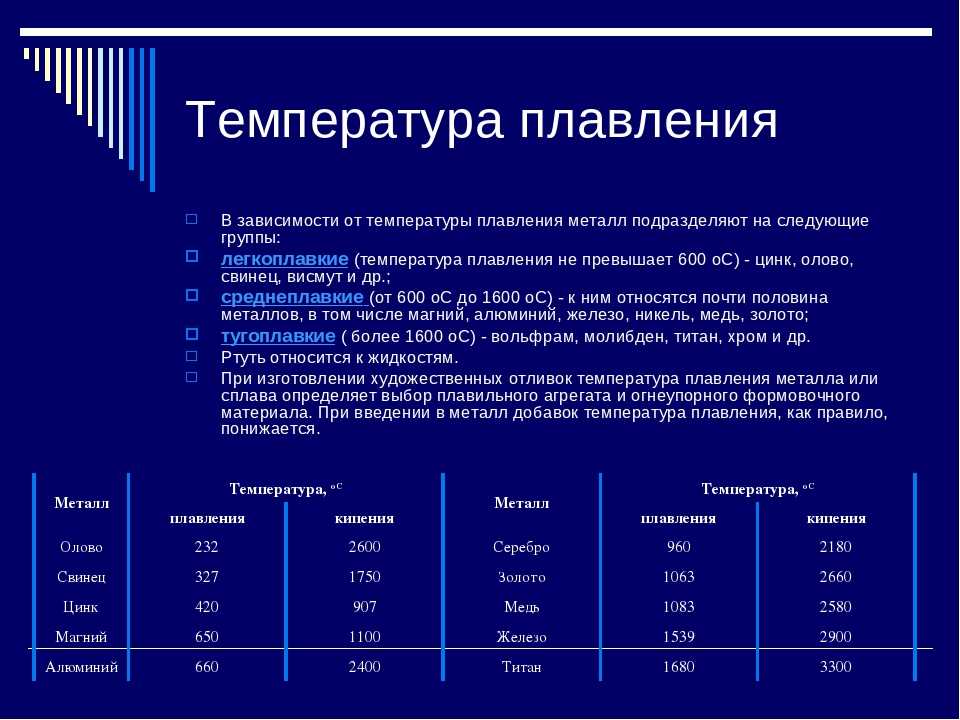 Теоретически металлы делятся на:
Теоретически металлы делятся на: 114
114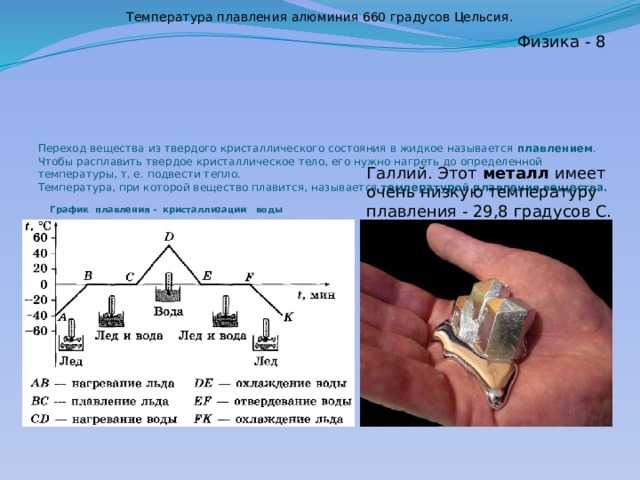 2
2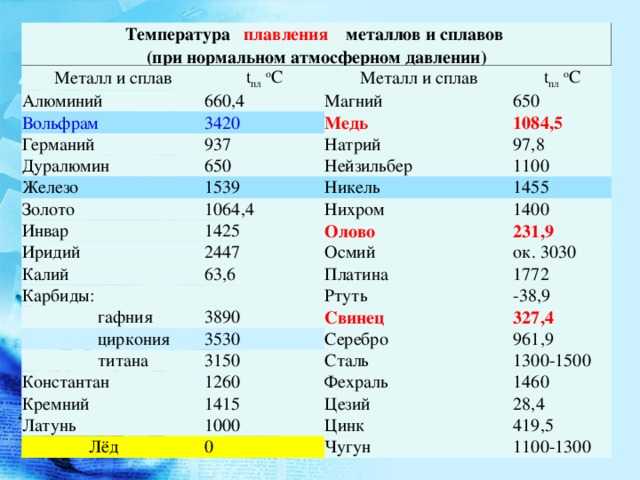 07
07 4
4 2
2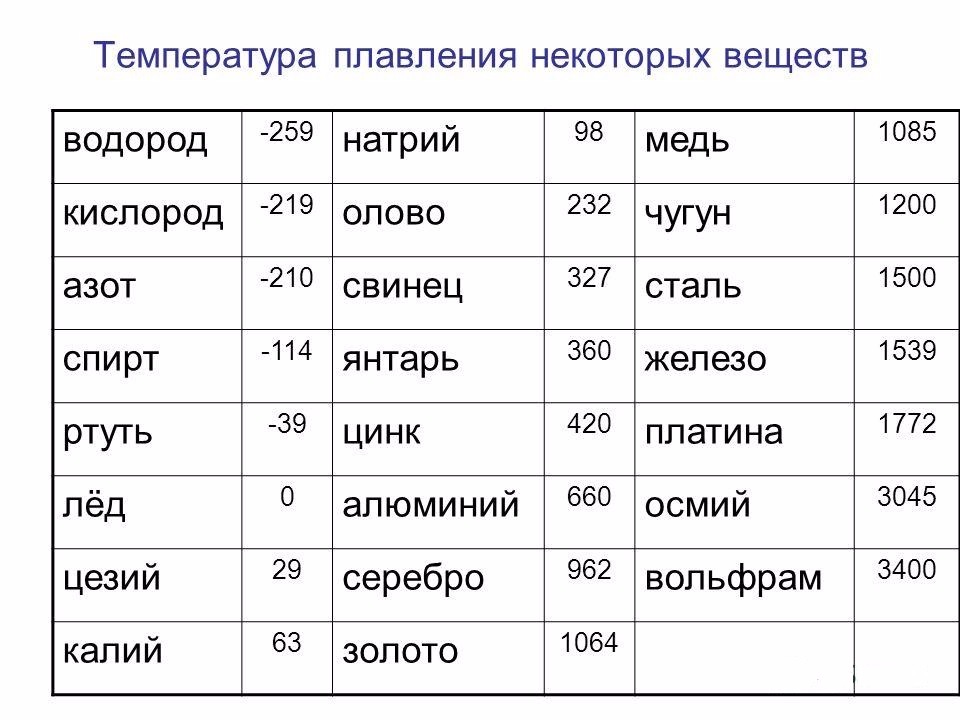 2
2 4
4 8
8 6
6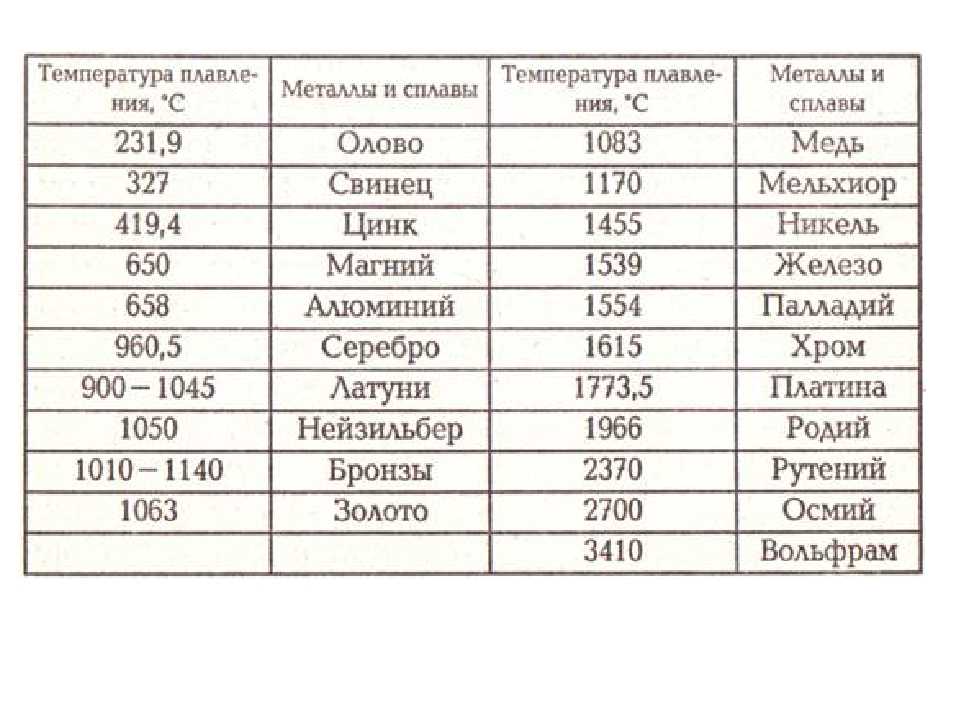 4
4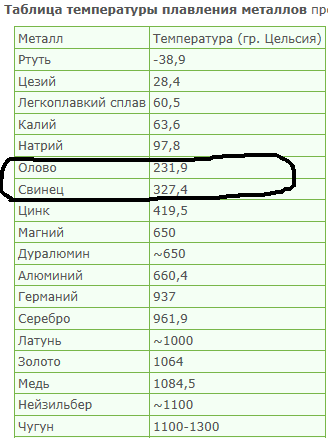 6
6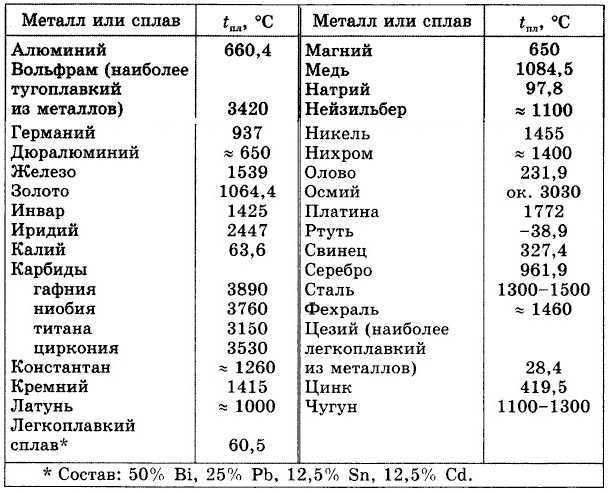 4
4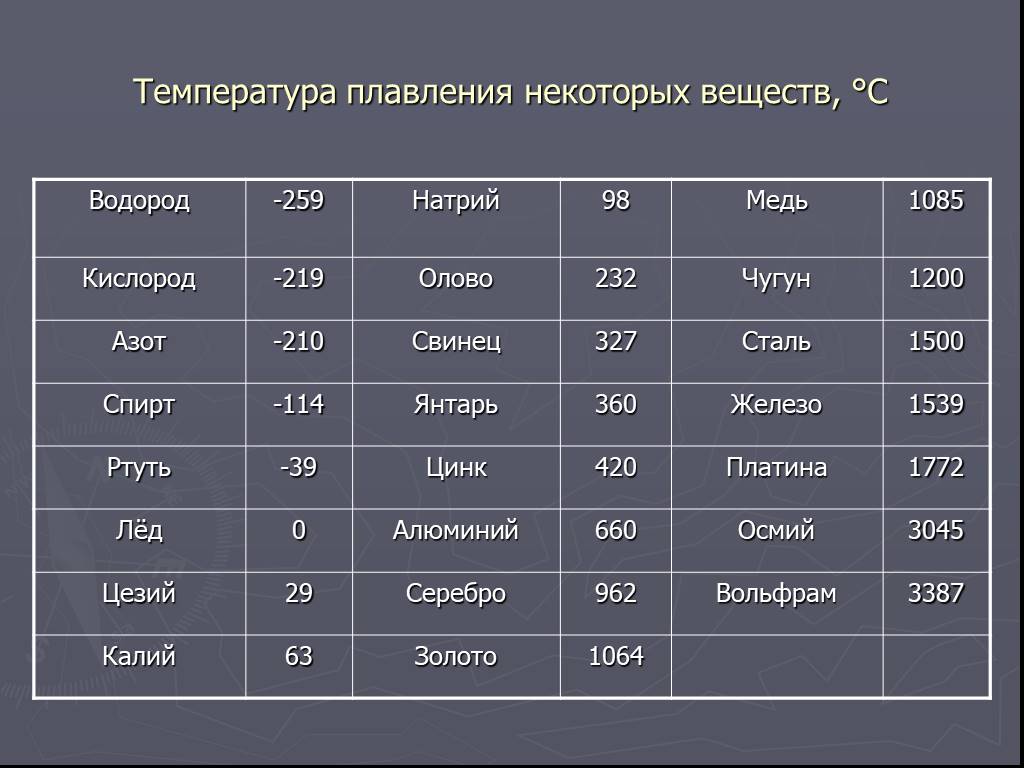 6
6 Когда температура становится достаточно высокой, ионы, из которых состоит металл, вибрируют все сильнее и сильнее, в конечном итоге разрывая связи, которые имеют его ионы, и позволяя им двигаться свободно.
Когда температура становится достаточно высокой, ионы, из которых состоит металл, вибрируют все сильнее и сильнее, в конечном итоге разрывая связи, которые имеют его ионы, и позволяя им двигаться свободно. 95
95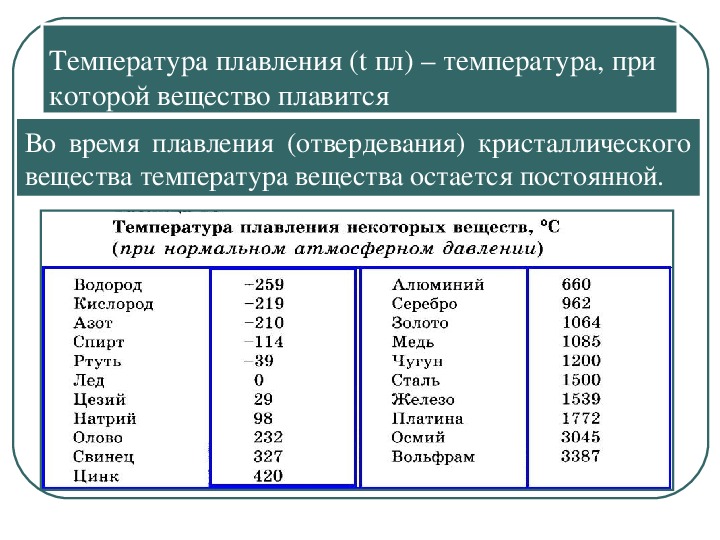 4
4