Особенности сна грудных детей
Сон новорожденных и грудничков имеет ряд физиологических особенностей:
- Короткие циклы сна — 50-60 минут (у взрослых 90-100 минут)
- Преобладание поверхностных фаз сна
- Частые пробуждения между циклами
- Потребность в ночных кормлениях
- Отсутствие выработки мелатонина до 3-4 месяцев
В норме грудничок должен спать 14-17 часов в сутки, из них 8-9 часов ночью. Однако многие родители сталкиваются с проблемой частых ночных пробуждений малыша.
Основные причины нарушения сна у грудничков
Рассмотрим 7 наиболее распространенных причин, почему грудной ребенок может плохо спать по ночам:
1. Голод
Самая частая причина ночных пробуждений — чувство голода. Желудок новорожденного очень маленький, а грудное молоко быстро усваивается. Поэтому в первые месяцы жизни младенцу требуется от 8 до 12 кормлений в сутки, в том числе 1-3 раза ночью.

Как исправить: Увеличьте частоту дневных кормлений, сделайте более питательный вечерний прикорм. Постепенно отучайте от ночных кормлений после 6 месяцев.
2. Колики и газики
Незрелость пищеварительной системы часто вызывает у грудничков колики и повышенное газообразование. Это приводит к дискомфорту и нарушению сна.
Как исправить: Выкладывайте малыша на животик, делайте массаж, используйте укропную водичку и препараты от колик по назначению врача.
3. Перевозбуждение
Некоторые родители слишком активно играют с ребенком перед сном. Это приводит к перевозбуждению нервной системы и проблемам с засыпанием.
Как исправить: За 1-2 часа до сна ограничьте активные игры, приглушите свет, создайте спокойную атмосферу. Придумайте ритуал отхода ко сну.
4. Неправильный режим дня
Отсутствие режима дня и сбитые биоритмы негативно влияют на качество сна грудничка. Важно соблюдать баланс сна и бодрствования.
Как исправить: Составьте режим дня с учетом возраста ребенка. Укладывайте спать в одно и то же время. Следите за длительностью и количеством дневных снов.
5. Дискомфорт в кроватке
Причиной беспокойного сна может быть неудобная поза, некомфортная температура или влажность в комнате, раздражающие звуки или свет.
Как исправить: Обеспечьте комфортные условия для сна — оптимальную температуру 18-22°C, влажность 50-70%, тишину и темноту. Используйте удобный матрас и подходящую одежду для сна.
6. Прорезывание зубов
Болезненный процесс прорезывания зубов часто становится причиной беспокойного сна, особенно в возрасте 4-7 месяцев.
Как исправить: Используйте специальные гели для десен, охлажденные прорезыватели. При сильном дискомфорте проконсультируйтесь с педиатром о применении обезболивающих средств.
7. Разлука с мамой
После 6-8 месяцев у ребенка может развиться тревога разлуки. Малыш просыпается ночью и плачет, чтобы убедиться в присутствии мамы.
Как исправить: Постепенно приучайте ребенка засыпать самостоятельно. Оставляйте в кроватке любимую игрушку. При пробуждении успокаивайте малыша, не вынимая из кроватки.
Когда обратиться к врачу
В большинстве случаев нарушения сна у грудничков являются временными и проходят по мере взросления. Однако есть ситуации, требующие консультации педиатра:

- Ребенок спит менее 11-12 часов в сутки
- Частые пробуждения с плачем (более 3-4 раз за ночь)
- Трудности с засыпанием более 30-40 минут
- Беспокойный сон в сочетании с другими тревожными симптомами
- Храп, остановки дыхания во сне
- Нарушения сна на фоне отставания в развитии
Врач поможет выявить возможные заболевания и назначит необходимое лечение.
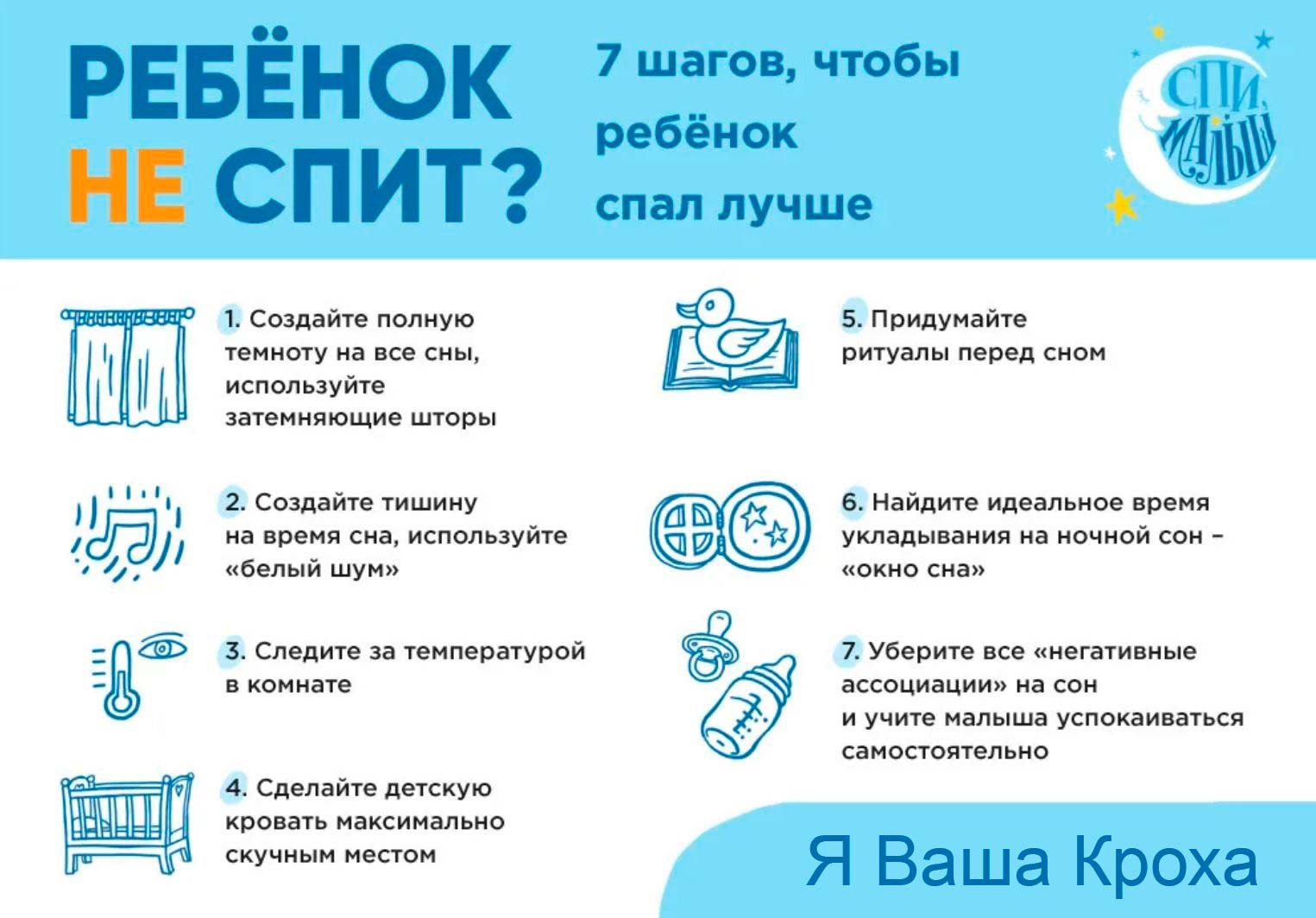
Полезные советы для улучшения сна грудничка
Чтобы наладить здоровый сон малыша, воспользуйтесь следующими рекомендациями:
- Соблюдайте режим дня и ритуалы отхода ко сну
- Создайте комфортные условия для сна
- Ограничьте активность ребенка перед сном
- Кормите грудью чаще днем, постепенно отучая от ночных кормлений
- Приучайте малыша засыпать самостоятельно
- Используйте белый шум или спокойную музыку
- Купайте ребенка перед сном
- Делайте легкий массаж
- Проветривайте комнату перед сном
- Будьте последовательны и терпеливы
Помните, что каждый ребенок индивидуален. То, что помогает одним малышам, может не подойти другим. Пробуйте разные методики и выберите то, что лучше всего работает для вашего грудничка.
Заключение
Нарушения сна у грудных детей — распространенная проблема, с которой сталкиваются многие родители. Зная основные причины и способы их устранения, вы сможете наладить здоровый сон малыша. Будьте внимательны к потребностям ребенка, соблюдайте режим и создавайте комфортные условия для сна. При серьезных нарушениях не затягивайте с обращением к врачу. Терпение и последовательность помогут вам справиться с трудностями и обеспечить крепкий и спокойный сон вашему грудничку.