Содержание
Изготовление штампов для холодной штамповки металла
Холодная штамповка на сегодняшний день одна из самых передовых высокотехнологичных обработок металла. Применение такой технологии позволяет получать металлические изделия самых разнообразных форм и размеров. Вся продукция, изготовленная таким способом, имеет точные геометрические параметры, качественные поверхностные слои и не нуждается в дополнительной обработке. В штампованных изделиях отсутствуют дефекты в виде горячих трещин изделия, царапин на поверхности, заусенец, рисок, участков с усадкой металла и прочих повреждений. Огромную роль в производстве качественных изделий путем холодной штамповки играет современное оборудование и применение высокоточных форм и штампов. Заказывать разработку и изготовление штампов для холодной штамповки металла лучше у проверенного производителя, с большим опытом работы. Таким образом, Вы заплатите деньги за качественную продукцию, изготовленную по всем установленным правилам и требованиям качества. Компания Zubix предоставляет услугу холодного штампования, а также перечень других услуг, связанных с металлообработкой и не только. В галерее сайта Вы можете ознакомиться с готовыми работами фирмы. В разделе «Услуги» предлагаем уточнить более подробную информацию о деятельности компании. Вы можете узнать более подробно о всех существующих предложениях и условиях сотрудничества уже сейчас.
Компания Zubix предоставляет услугу холодного штампования, а также перечень других услуг, связанных с металлообработкой и не только. В галерее сайта Вы можете ознакомиться с готовыми работами фирмы. В разделе «Услуги» предлагаем уточнить более подробную информацию о деятельности компании. Вы можете узнать более подробно о всех существующих предложениях и условиях сотрудничества уже сейчас.
Отметим все тонкости представленной технологии. Штампование (или проще говоря штамповка) – это непростой процесс, из-за которого металлическая заготовка под влиянием давления переносит пластическую деформацию. Результатом процесса, которое требует полноценное вмешательство специализированных станков, из обычной заготовки получается запрашиваемое металлическое изделие заданными заказчиком формы и масштабов. Деформирование будущего элемента выполняется двумя способами:
- При помощи предварительного нагрева.
- Без термического вмешательства.
При выполнении холодного штампования применяется особая технологическая оснастка. В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия.
В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия.
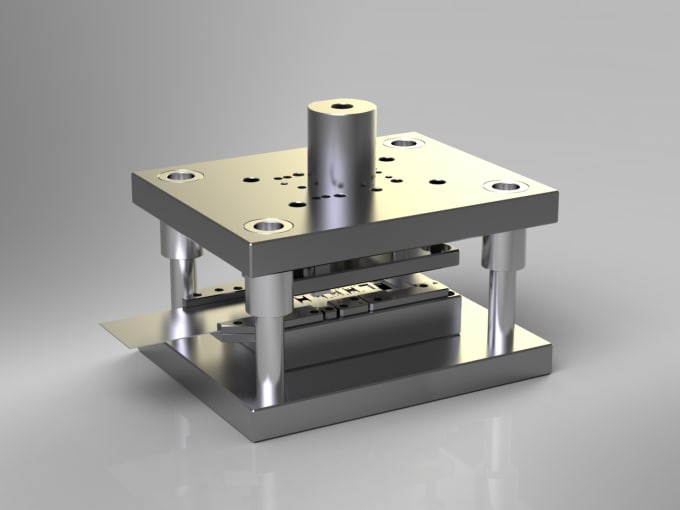
Рабочие инструменты на штамповочных прессах – штампы для холодной штамповки металла, изготавливаются в основном по индивидуальным эскизам в следующем порядке:
- Составляется предварительный эскиз изделия, которое нужно получить на выходе;
- Подбирается оптимальная схема раскройки металла;
- В эскиз вносятся необходимые коррективы;
- Обозначаются места и размеры отверстий для штампов;
- Подбираются необходимые для изготовления прессы;
- Производится пробный выпуск продукции.
В основном изготовление штампов для холодной штамповки металла производится из легированной или высокоуглеродистой стали. Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций:
Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций:
- Разделительные операции по штамповке металла:
- Разрезка.
- Проколка.
- Пробивка.
- Отрезка.
- Обрезка.
- Нарезка.
- Зачистка.
- Вырубка.
- Формоизменяющие операции по штамповке металла:
- Скручивание.
- Рельефная чеканка.
- Рельефная формовка.
- Раздача.
- Правка.
- Отбортовка.
- Обжим.
- Керновка.
- Закатка.
- Гибка.
- Вытяжка.
- Вытяжка с утончением.
Для изготовления изделий может применяться как один вид штамповки, так и комплекс из нескольких дополняющих друг друга обработок. После процесса холодной штамповки готовые изделия могут подвергаться дополнительной обработке для улучшения качеств готового изделия. Например, для улучшения механических характеристик применяются отжиг и травление. Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
Механическая обработка металлов необходима, если у Вас есть задача изменить конфигурацию будущих деталей, а также увеличить или уменьшить их размеры. Для того чтобы осуществитесь одну из этих задач необходимо высококлассное, новое оборудование, квалифицированная команда специалистов и т.д. В компании Zubix имеется все необходимое для грамотного выполнения работ! Именно здесь Вы можете оформить заказ на штампы для холодной штамповки металла очень быстро. Специалисты фирмы оперативно обрабатывают все заказы, поступающие от новых и постоянных клиентов. Рекомендуем присмотреться к предложениям более подробно. Если Вас интересуют точные расценки на спектр предоставляемых услуг, то предлагаем обратиться к специалисту фирмы. На основе Ваших эскизов и чертежей менеджер даст Вам точную информацию об условиях дальнейшего сотрудничества.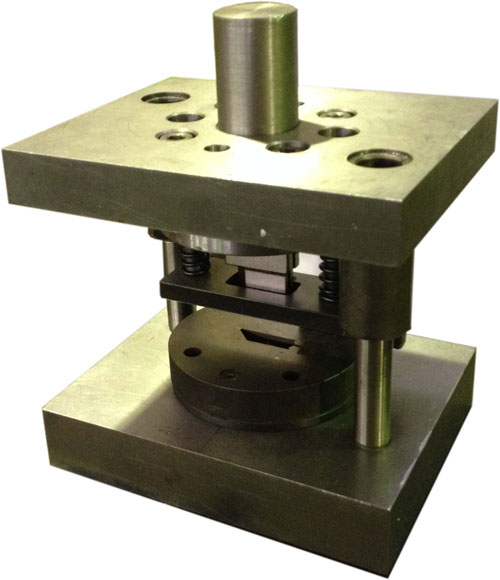
|
|
Описание штампов
Собственный конструкторский отдел и девятилетний опыт работы позволяют изготовить штамп любой сложности в сжатые сроки. Штамп — это оснастка для прессов, при помощи которой и изготавливается сама деталь. Принцип действия штампов заключается в пластической деформации деталей с помощью штамповой оснастки. Штамповая оснастка состоит из матрицы и пуансона, которые изготавливаются из износостойкого и твердого материала. Заготовки из металла помещают между матрицей и пуансоном. С помощью пресса заготовке придается необходимая форма. Таким образом, заготовка деформируется по форме матрицы. Штамповая оснастка включает в себя специальные прессы и молоты, которые и приводят в действие весь механизм.
Предлагаем изготовление штампов:
Изготовление штампов проходит следующие этапы:
Итак, можно суммировать продолжительности этапов и мы получим среднестатистический срок: 60 дней. Т.е. планируя инвестиции в оснастку, знайте, что средний срок ее изготовления порядка 2…3 месяцев
|
 задания. 2…3 дня работы.
задания. 2…3 дня работы. Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели.
Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели.Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для придания листовому металлу различных форм. Куски плоского листового металла, обычно называемые заготовками, подаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы.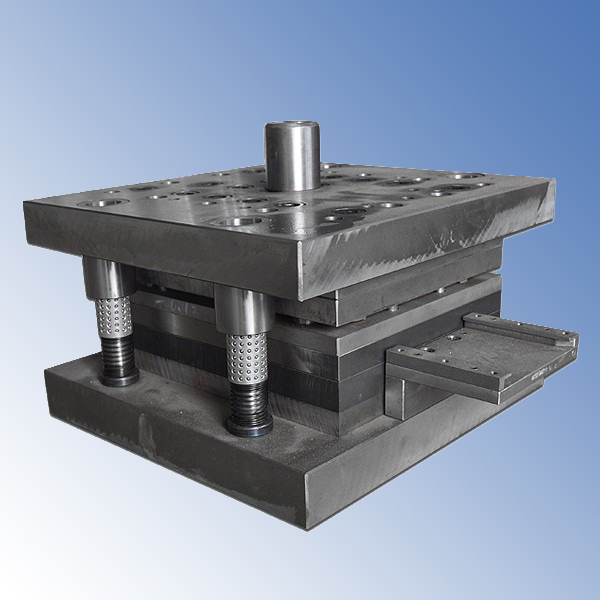 Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента.
Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента.
Штамповка металла используется для автомобильных деталей.
Изображение предоставлено: DRN Studio/Shutterstock.com
В этой статье описывается процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы операций штамповки и их применение.
Основные понятия штамповки металлов
Штамповка металла, также называемая штамповкой, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов. Операции штамповки подходят как для коротких, так и для длинных производственных циклов и могут проводиться вместе с другими операциями по обработке металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Штамповка
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Отбортовка
Штамповка и вырубка относятся к использованию штампа для резки материала в определенные формы. В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклого или углубленного рисунка на листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки через роликовый штамп.
Чеканка — это метод гибки, при котором заготовка штампуется, когда ее помещают между штампом и пуансоном или прессом. Это действие приводит к тому, что кончик пуансона проникает в металл, что приводит к точным повторяемым изгибам. Глубокое проникновение также снимает внутренние напряжения в металлической заготовке, что приводит к отсутствию пружинящего эффекта.
Гибка относится к общей технике придания металлу желаемой формы, такой как L-, U- или V-образные профили. Процесс гибки металла приводит к пластической деформации, при которой напряжения выше предела текучести, но ниже предела прочности при растяжении. Изгиб обычно происходит вокруг одной оси.
Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки.
Машины для штамповки металла могут делать больше, чем просто штамповка; они могут отливать, штамповать, резать и формовать металлические листы. Станки могут быть запрограммированы или иметь компьютерное числовое управление (ЧПУ), чтобы обеспечить высокую точность и повторяемость для каждой штампованной детали. Электроэрозионная обработка (EDM) и программы автоматизированного проектирования (CAD) обеспечивают точность. Доступны различные инструментальные станки для штампов, используемых при штамповке. Прогрессивная, формовочная, компаундная и твердосплавная оснастка удовлетворяет особые потребности в штамповке. Прогрессивные штампы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Гидравлический штамповочный пресс.
Изображение предоставлено: Romul014/Shutterstock.com
Типы штамповочных операций
Прогрессивная штамповка
В прогрессивной штамповке используется последовательность штамповочных станций. Рулон металла подается в возвратно-поступательный штамповочный пресс с прогрессивными штампами. Матрица движется вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь. Когда пресс движется вверх, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, так как деталь все еще соединена с металлической полосой. Конечная станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для больших тиражей, потому что штампы служат долгое время, не повреждаясь, а процесс легко воспроизводим. На каждом этапе процесса на металле выполняются различные операции по резке, изгибу или штамповке, что позволяет постепенно достигать желаемой формы и дизайна конечного продукта. Это также более быстрый процесс с ограниченным количеством отходов.
Это также более быстрый процесс с ограниченным количеством отходов.
Штамповка трансферной штамповки
Штамповка с переносом аналогична прогрессивной штамповке, но деталь отделяется от металлического стержня на ранней стадии процесса и перемещается от одной штамповочной станции к другой с помощью другой механической транспортной системы, такой как конвейерная лента. Этот процесс обычно используется для более крупных деталей, которые необходимо перенести на другие прессы.
Штамповка с четырьмя слайдами
Четырёхходовое тиснение также называют многоползунковым или четырёхходовым тиснением. Этот метод лучше всего подходит для создания сложных компонентов с многочисленными изгибами или изгибами. Он использует четыре скользящих инструмента вместо одного вертикального ползуна, чтобы формировать заготовку посредством множественных деформаций. Два ползуна или ползуна ударяют по заготовке горизонтально, чтобы придать ей форму, и штампы не используются. Штамповка с несколькими слайдами также может иметь более четырех движущихся слайдов.
Штамповка с четырьмя слайдами является очень универсальным типом штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Тонкое гашение
Прецизионная вырубка, также известная как вырубка тонких кромок, ценна тем, что обеспечивает высокую точность и гладкие края. Обычно выполняемые на гидравлическом или механическом прессе или их комбинации, операции точной вырубки состоят из трех отдельных движений:
- Зажим заготовки или рабочего материала на месте
- Выполнение операции гашения
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются в обычных штамповочных операциях, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, изготовленные методом тонкой штамповки, избегают трещин, поскольку они производятся с использованием обычных инструментов, а плоскостность поверхности может превышать плоскостность, получаемую при других методах штамповки. Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают в себя механические, гидравлические и механические сервоприводы. Обычно прессы связаны с автоматическим податчиком, который пропускает листовой металл через пресс либо в рулонах, либо в виде заготовок.
Механический
Механические прессы используют двигатель, соединенный с механическим маховиком, для передачи и хранения энергии. Их пуансоны могут иметь размер от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы бывают самых разных размеров, от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла. Они обычно используются для прогрессивной и трансферной штамповки с большими тиражами.
Гидравлический
Гидравлические прессы используют гидравлическую жидкость под давлением для приложения силы к материалу. Гидравлические поршни вытесняют жидкость с уровнем силы, пропорциональным диаметру головки поршня, что позволяет лучше контролировать величину давления и более стабильное давление, чем механический пресс. Кроме того, они имеют регулируемый ход и скорость и обычно могут обеспечивать полную мощность в любой точке хода. Эти прессы обычно различаются по размеру от двадцати до 10 000 тонн и предлагают размеры хода от 10 мм до 800 мм.
Гидравлические прессы обычно используются для небольших производственных циклов для создания более сложных и глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
Механические сервопрессы используют двигатели большой мощности вместо маховиков. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы. Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Типы штампов
Штамповочный пресс с ЧПУ
Изображение предоставлено: DRN Studio/Shutterstock.com
Матрицы, которые используются в операциях штамповки металлов, могут быть охарактеризованы как однопозиционные или многостанционные.
Однопозиционные штампы включают как составные, так и комбинированные штампы. Составные штампы выполняют более одной операции резки в одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные штампы — это штампы, в которых как режущие, так и нережущие операции выполняются за один ход пресса. Примером может быть матрица, которая производит разрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и передаточные штампы, в которых операции надрезания, пробивки и резки выполняются последовательно с одного и того же набора штампов.
Стальные линейки, также называемые ножевыми штампами, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, спроектирован так, чтобы соответствовать желаемой форме, а в башмаке штампа вырезается прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем лезвии.
Вопросы материалов
Кольца Рашида
Изображение предоставлено Wisconsin Stamping
Выбор используемых металлических штамповочных материалов зависит от желаемых свойств готового изделия. Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Обычно металлы сохраняют свою ковкость и пластичность после штамповки. Те, которые используются для точной штамповки, обычно варьируются от мягкой до средней твердости и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготовленных штамповкой, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в операциях штамповки, поскольку их низкое содержание углерода означает, что они являются одними из наименее дорогих доступных вариантов, что приводит к низким затратам на единицу продукции.
При выполнении операций штамповки металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные операции
Производственные операции после штамповки могут включать удаление заусенцев с штампованного изделия, нарезание резьбы, развертывание и раззенковку. Они позволяют добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков отрезанного материала, оставшихся на заготовке после завершения операции штамповки. Острые кромки могут потребовать шлифовки для удаления заусенцев или, возможно, потребуется отшлифовать их, чтобы получить сглаженную кромку и направить заусенец во внутренний сгиб, где он не вызовет травм и не будет замечен косметически.
Концепции дизайна
Как правило, в штампованных изделиях следует избегать чрезмерно узких выступов, поскольку они могут легче искажаться и влиять на восприятие качества готового изделия.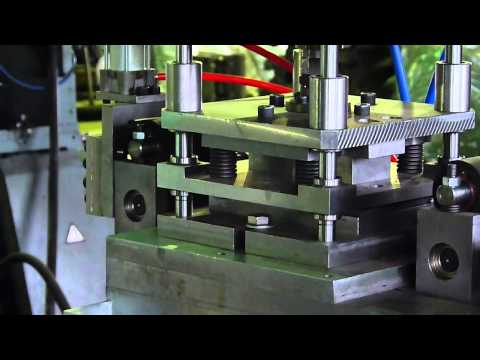
По возможности конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов. Необходимость создания специальной матрицы для штамповки увеличит первоначальные затраты на инструменты.
Избегание острых внутренних и внешних углов в конструкциях штампованных изделий может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых краев, для удаления которых требуется вторичная обработка. Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.
Габаритные размеры готового изделия будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного в складках на краях или фланцах, а также для любого дополнительного удаления или использования материала. Очень большие продукты могут быть созданы в несколько этапов и механически соединены друг с другом на втором этапе производственного процесса.
При выполнении перфорации учитывайте как направление перфорации, так и размер перфорируемого элемента. Как правило, лучше всего делать штамповку в одном направлении, чтобы все острые края, создаваемые пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и убрать из общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность. Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.
Для изгибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы более трудны для достижения и могут привести к точкам концентрации напряжения в готовой детали, что впоследствии может вызвать проблемы с качеством продукта.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуски и повторяемость. Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Операции по гибке следует выполнять с осознанием риска деформации материала, так как материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, опять же во избежание накопления концентрации напряжений. Рекомендуется, чтобы длина фланца в три раза превышала толщину заготовки.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость матрицы, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Металлические штампы для штамповки, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла. Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость прессов. Штампы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла на заказ — более длительный подготовительный процесс. Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.
Приложения
Штамповка
используется в различных приложениях, особенно в том, что касается трехмерных рисунков, надписей или других элементов гравировки на поверхности. Такие штампованные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, светотехнической промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, производящих электронику.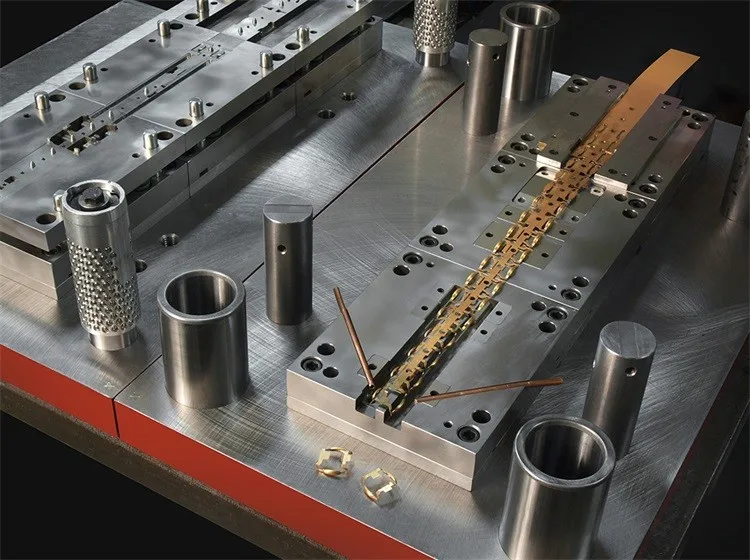 Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых штампованных элементов, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как те, что используются в основаниях двигателей или фрикционных дисках. Этот процесс используется для производства как деталей для крупного оборудования, так и невероятно детализированных мелких деталей. Штамповка с микроточной точностью позволяет создавать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и аэрокосмической отрасли. Электронные штамповки доступны для ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также более дорогие металлы, такие как платина и золото. К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Резюме
В этой статье представлены сведения об операциях штамповки металлов и машинных прессах. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://metalproductsblog.com/2014/03/12/mechanical-vs-hydraulic-punch-presses/
- https://www.
 thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press - https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https://www.keatsmfg.com/metal-stamping/
- https://www.espemfg.com/blog/blanking-vs-punching/
- https://www.manortool.com/blog/applications-tips-transferring-tooling/
- https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https://www.esict.com/tool-die-making/
- https://www. metalcraftspinning.com/blog/aluminum-vs-steel/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https://www.customrollform.com/blog/types-metal-stamping-dies/
- https://www.associatedfastening.com/aluminum-stamping/
- https://www.tlclam.net/capabilities/annealing/
 thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press metalcraftspinning.com/blog/aluminum-vs-steel/
metalcraftspinning.com/blog/aluminum-vs-steel/Другие изделия из металла
- Как предотвратить образование складок во время глубокой вытяжки
- Травмы, характерные для металлообработки
- Основное сырье, используемое при изготовлении металла
- Процессы изготовления нержавеющей стали
- Готовые изделия из нержавеющей стали
- Производство сварных и бесшовных труб из нержавеющей стали
- Металлообработка на токарном станке
- Как глубоко вытянуть латунь
- История металлического прядения
- Алюминиевый профиль в строительстве
- Как работают станки для отделки металла
- Взрывной гидроформинг
- Технология гидроформовки металлов
- Применение ротационной штамповки в профилегибочном производстве
- Пластик против. Изготовление металла – преимущества и недостатки
- Материалы, используемые при профилировании
- Гидроформинг в автомобильной промышленности
- Процесс экструзии алюминия и его применение
- Конструкционные алюминиевые профили
- Наплавка нержавеющей сталью
- Ведущие компании по производству штамповок глубокой вытяжки в США
- О формовке металлов — Краткое руководство
- Обзор процессов изготовления металлов
- Что такое ковка?
- Инструменты и оборудование для ковки металла, а также запасные части
- Металлическая отделка – какие виды отделки существуют?
- Что такое глубокое рисование? Углубленный взгляд на формирование глубокой вытяжки
- Справочник по видам ковки — холодная и горячая ковка
- Что такое прецизионная штамповка? Взгляд на машину для штамповки металла
- Профилегибочная машина и процесс профилирования
- Ведущие компании по производству и обработке металлов в США
 Изготовление металла – преимущества и недостатки
Изготовление металла – преимущества и недостаткиЕще от Изготовление и изготовление на заказ
типов металлических штампов для штамповки
Опубликовано Premier Products of Racine на | Комментарии к записи Типы металлических штампов
отключены
Штамповка металла — это производственный процесс холодной штамповки, в котором используются специальные инструменты (например, штампы) и оборудование (например, прессы) для формирования и резки листового металла различных форм и размеров. В начале операции штамповки штамп(ы) устанавливается(ются) внутри пресса(ов), которые обеспечивают усилие, необходимое для превращения материала в желаемый компонент. Хотя штампы для штамповки могут варьироваться от проекта к проекту в зависимости от детали и производственных потребностей, их можно разделить на две основные группы: штампы с одной станцией и штампы с несколькими станциями. Ниже мы более подробно рассмотрим уникальные характеристики каждого типа металлических штампов для штамповки.
Многопозиционные штампы для штамповки
Штамповочные штампы с несколькими станциями используются в операциях штамповки, в которых деталь изготавливается путем перемещения материала через различные станции. Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Типы многопозиционных штампов
Двумя основными типами многопозиционных штампов для тиснения являются штампы для прогрессивного тиснения и штампы для трансферного тиснения.
Матрицы для прогрессивной штамповки
В операциях прогрессивной штамповки каждая станция матрицы выполняет определенную задачу внутри пресса. После выполнения задачи заготовка автоматически перемещается на следующую станцию. Этот процесс постепенно формирует и режет материал, пока он не превратится в желаемый компонент. На последней стадии деталь отделяется от большего куска материала.
Штамповочные штампы для переноса
Процесс штамповки с переносом очень похож на процесс прогрессивной штамповки; Компоненты изготавливаются путем пропускания заготовки через ряд последовательных станций внутри одной матрицы. Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Типичные области применения многопозиционных штамповочных штампов
Как прогрессивные штампы, так и трансферные штампы широко используются для штамповки. Однако, учитывая разницу в их процессах, они используются для разных типов проектов. Штамповочные штампы с прогрессивным тиснением лучше подходят для небольших и простых компонентов, в то время как штампы для трансферного тиснения лучше подходят для крупных и сложных компонентов (например, рам, корпусов, труб и других структурных компонентов и систем). Первые матрицы также обычно используются для деталей, требующих одновременного выполнения нескольких операций формования и/или резки, в то время как вторые матрицы часто используются для деталей, которые необходимо перемещать между несколькими прессами.
Однопозиционные штампы для штамповки
Штамповочные штампы с одной станцией — также называемые одностадийными или однооперационными штампами — используются в операциях штамповки, в которых создается один элемент или выполняется одна операция на каждом штамповочном прессе. Если для производства готового компонента требуется несколько элементов и/или операций, заготовку необходимо перемещать от пресса к прессу до тех пор, пока она не будет завершена, что может занять много времени. Вот почему эти штампы обычно используются для простых деталей и изделий, а также для мелкосерийного производства.
Типы штампов с одной станцией
Одними из наиболее часто используемых штампов с одной станцией являются простые штампы, составные штампы и комбинированные штампы.
Простые штампы для штамповки
Штамповочные штампы простые предназначены для выполнения одной операции за ход пресса. Они идеально подходят для базовых работ, таких как вырубка или пробивка, но не подходят для более крупных задач.
Составные штампы для штамповки
Штамповочные штампы
предназначены для выполнения нескольких операций за ход пресса. Они лучше подходят для сложных или ответственных работ, чем простые штампы для штамповки, поскольку они могут выполнять работу быстрее. Однако, несмотря на то, что они могут выполнять операции резки (например, вырубки и пробивки), они не идеальны для операций формовки (например, гибки).
Комбинированные штампы для штамповки
Комбинированные штампы аналогичны составным штампам. Они могут выполнять несколько операций за ход пресса. Однако они подходят как для резки, так и для формовки, то есть их можно использовать для вырубки, пробивки, гибки и формовки.
Типичные области применения штамповочных штампов с одной станцией
Матрицы с одной станцией могут использоваться для различных операций штамповки, в том числе:
- Вырубка: Этот процесс штамповки включает в себя вырезание детали из листового материала. Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
 Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.- Пробивка: Этот процесс штамповки аналогичен вырубке. Основное различие между процессами заключается в том, что вырезанная деталь является ломом, а материал, из которого вырезана деталь, является искомым компонентом.
- Чертеж: В этом процессе штамповки на листовой металл воздействуют сжимающие и растягивающие силы, которые втягивают его в штамп и/или в него, что приводит к получению полого компонента.
Узнайте больше о штампах для штамповки металла от Premier Products of Racine
Хотите получить дополнительную информацию о различных типах металлических штампов? Спросите экспертов Premier Products of Racine. Обладая обширным опытом штамповки металла на заказ, мы можем ответить на любые вопросы и решить любые проблемы, которые могут возникнуть у вас по поводу этих компонентов. Кроме того, если вам нужен партнер для вашего следующего проекта по штамповке металла, мы вам поможем.