Полезные советы — Как научиться сварке. Советы профессионального сварщика. Как научиться сваривать металл советы для начинающих
Сварка. Как научиться сваривать металл. Сварочные аппараты и инверторы Дуговая сварка, технология
Я – сварщик самоучка . Поэтому профессионалов прощу отнести к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, хочу показать, что ничего страшного в том, что бы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель — практика, практика и практика. Лишнее доказательство — мои многочисленные поделки с использованием сварки (см. статьи на delaysam.ru). Сварка — это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Оборудование – сварочный аппарат или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат — решать каждому. На мой взгляд – не стоит. Научитесь варить — он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальный сварочный аппарат или инвертор. Т.е. лучше его купить сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем , возникающих у дачника в процессе освоения им вверенного ему участка планеты Земля.
Какой сварочный аппарат или инвертор покупать. Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки. Впрочем, для тупых хохлов, которые воруют мои статьи с сайта delaysam.ru, этот совет не так важен.
Что еще потребуется. Разумеется маска сварщика или защитный щиток. При сварке электрическая дуга от души излучает жесткий ультрафиолетовое излучение в таком количестве, что любой салон загара отдыхает. И если и посмотреть на такую дугу несколько минут, то можно «наловить зайчиков». Т.е. обжечь роговицу глаза так, что глаз так начнет себя чувствовать, словно в него насыпали пригоршню песку. Страдания можно облегчить путем наложения холодного компресса на глаза или пасты из сырой картошки. Но пару дней вы проведете в горизонтальном положении точно. Что б хохлам, что воруют мои статьи с сайта delaysam.ru вечно так лежать.
Еще потребуются куртка и брюки из плотного материала и такие же перчатки. Желательно брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», что б искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 – 3 мм. Это самые ходовые электроды в дачных условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, что не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе 1 метр не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим «заземления» надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, что бы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги . Представьте, что электрод это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке (т.е. почти вертикально, но все же под углом) . Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, что бы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить «за один электрод». Ну разве что вы сварщик от Бога, закопавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком — они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу . Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите пот нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение электросварке и вы откроете для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Полезные советы - Как научиться сварке. Советы профессионального сварщика
Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье «Как выбрать сварочный аппарат». Далее мы поведём разговор о самом распространённом типе сварки — ручной электродуговой (ММА), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм2. Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
kakpostroit.su
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.

Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.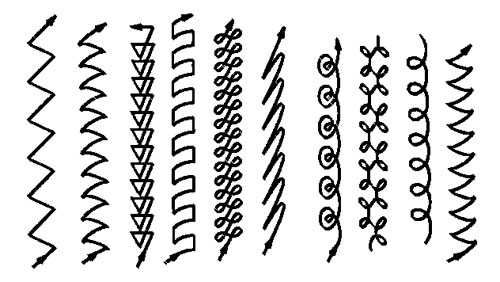
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиgoodsvarka.ru
Как научиться сваривать металл. Советы для начинающих.
Автор этой статьи - сварщик самоучка . Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель - практика, практика и практика. Сварка - это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Оборудование - сварочный трансформатор, вырямитель или инвертер. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат - решать каждому. На мой взгляд - не стоит. Научитесь варить - он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком - обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела... Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 - 3 мм. Это самые ходовые электроды в "бытовых" условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке... В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим "массы" надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги . Представьте, что электрод - это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить "за один электрод". Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком - они в большой цене... Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу . Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертер, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
evrotek.spb.ru
Как научиться сваривать металл — советы для начинающих
Апрель 28, 2017
Современная сварочная техника имеет доступную цену и большие возможности по соединению металлических заготовок различными способами. Закономерное желание сэкономить не позволяет переплачивать сторонним специалистам или учиться на дорогостоящих курсах. Чтобы понять самому, как научиться сваривать металл, нужны советы для начинающих от более опытных людей. Лёгкие и мощные инверторные аппараты обладают набором нескольких полезных функций, существенно облегчающих рабочий процесс и саму процедуру обучения. Мы расскажем подробно об этих агрегатах и наиболее простых способах сварки различных материалов.
Сварка металлов и необходимые инструменты
Процесс сваривания металлов становится возможным, благодаря воздействию на заготовки мощного переменного постоянного или импульсного тока короткого замыкания. В этот момент температура в месте контакта детали и электрода достигает 6000оС, что позволяет расплавить металл и частично испарить его. Также испаряется флюс, создавая газовую сферу, защищающую зону сварочной ванночки от агрессивной кислородной среды.
Покрытый флюсом электрод или сварочная проволока и материал заготовки, расплавляясь, позволяют получить соединительный шов, который при остывании даёт цельное, монолитное соединение деталей.

Этот процесс делает возможным возникновение сварочной дуги, именно в зоне её действия происходит выделение большого количества теплового и светового излучения. Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
Поскольку при работе появляются брызги расплавленного металла и мощное световое излучение с ультрафиолетовой и инфракрасной составляющей, то необходимо принять меры для защиты зрения и кожного покрова. Поэтому прежде чем понять, как научиться сваривать металл нужно приготовить защиту и подобрать инструменты для работы, а именно:
- защитные краги и специальная одежда сварщика;
- сварочная маска типа Хамелеон для защиты органов зрения;
- молоток и металлическую щётку для очистки шва от шлака;
- струбцины или специальные магниты для фиксации деталей в нужном положении;
- устойчивый и прочный сварочный стол;
- углошлифовальная машина (болгарка) используется для зачистки и раскроя заготовок;
- электроды, соответствующие толщине свариваемого металла;
- кабели с зажимом и держателем электродов, а также удлинитель;
- сварочный инверторный аппарат.
После подготовки инструмента нужно обеспечить надёжное электрическое соединение сварочных кабелей и сетевого подключения 220 В или 380 В в зависимости от типа инвертора. Покрытые штучные электроды для обучения лучше выбирать сухие и новые диаметром от 2 до 4 мм. Сетевой удлинитель не должен быть длиннее 25−30 метров с жилами сечением не менее 2,5 мм2, а сварочные кабели не более 3 метров длиной с сечением 50 мм2.
Очень важно перед началом работ ознакомиться с инструкцией по эксплуатации инверторного аппарата и способом подключения электрических кабелей, чтобы избежать поражения током.
Виды сварочных инверторов
Сварочная аппаратура нового поколения позволяет соединять металлы и разнообразные сплавы, включая алюминий, медь, чугун, оцинкованную и нержавеющую сталь, а также титан и бронзу. Для таких материалов крайне важно подобрать не только соответствующие электроды или сварочную проволоку, но и правильно выбрать инверторный агрегат с нужными характеристиками. Разнообразные модели с доступными ценами дают возможность варить металл разного качества и даже разнородный по химическому составу. Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
Планировать, как сваривать те или иные материалы нужно со знанием свойств электродов и проволоки, используемой при работах. Существует огромное количество справочных материалов, но на начальном этапе любой грамотный консультант подскажет вам, как варить, какими электродами и в каком режиме.
Важно помнить о том, что материал электрода и покрытия должен максимально соответствовать свариваемым заготовкам, а диаметр согласовываться с толщиной детали и током сварки.
Инверторные аппараты, в отличие от сварочных трансформаторов, характеризует невысокое потребление энергии от сети общего пользования, устойчивая работа при неравномерном питающем напряжении и небольшой вес. Аппаратура инверторного типа бывает следующих видов:
- инверторы ММА для работы плавящимися покрытыми электродами, со сварочным током от 160 до 250 А, устойчиво варят при входных напряжениях от 160 до 260 В, имеют вес не более 5 кг;
- аппараты MMA+TIG предназначены для сварки тугоплавким вольфрамовым электродом с ручной подачей присадочного материала в зону плавления, работа происходит в среде инертного газа;
- агрегаты MIG/MAG с полуавтоматической подачей сварочной проволоки в зону шва и работе в среде защитного или активного газа.
Наиболее недорогим и приемлемым для обучения является лёгкий инвертор ММА, который очень дружелюбен к новичкам, поскольку у него, как и у большинства инверторов, присутствуют функции антизалипания электродов, форсажа дуги и горячего старта. Также он может работать в режиме постоянного или импульсного переменного тока и имеет довольно широкий диапазон регулировок.
В комплекте поставки присутствует ремень для переноски, что даёт возможность сваривать металл инвертором даже в труднодоступных местах или на высоте. Также заслуживает внимания новичка аппараты MMA+TIG, которые дают дополнительные возможности при сварке сплавов и разнородных металлов в среде инертного газа.

Сварочные работы
Для обучения сварке инвертором существуют разнообразные курсы и обучающие программы, но не все находят время и деньги для таких занятий. Чтобы наилучшим образом понять, как научиться сваривать металл выслушать советы для начинающих совершенно необходимо. Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.
Перед началом работ располагают инструменты в пределах шаговой доступности, и подключают кабели к инвертору. Далее необходимо настроить сварочную маску и убедиться в её срабатывании, направив на источник яркого света.
Обучение лучше начинать с электрода диаметром 3 мм, соответствующего по параметрам материалу заготовки для проб. До того как сварить две детали между собой, необходимо приобрести навык розжига дуги. Нужно подключить инвертор к сети, вставить электрод в держатель, включить питание и надеть маску. После этого, подключить прищепку массы к детали и постукивающими или чиркающими движениями добиться розжига и устойчивого горения дуги на черновом куске металла. Сварочный ток выставляется по следующему принципу:
- при толщине металла от 1 до 2 мм используем электрод диаметром 2 мм и выставляем значение тока в пределах от 50 до 70 А;
- толщина от 3 до 5 мм, подразумевает электрод от 3 до 4 мм в диаметре и сварочный ток от 110 до 150 А;
- заготовки толщиной от 6 до 8 мм сваривают электродами 4 мм и током от 130 до 160 А;
- детали толщиной 9−10 мм варятся электродом от 4 до 5 мм при токе от 170 до 260 А.
Эти данные являются ориентировочными и индивидуальны для каждого инвертора, поэтому требуют корректирования в ходе работ. После того как вы подобрали необходимый ток и научились поджигать дугу, нужно сделать на заготовке пробный шов. Таким образом, вы научитесь получать ровный и протяжённый валик с надлежащим проваром, отрегулировать скорость сварки, и подкорректировать ток.
Длина дуги должна находиться в пределах от 2 мм до 5 мм, если она будет длиннее, то это приведёт к плохому прогреву заготовок и потере качества соединения. Электрод следует держать под наклоном в сторону движения либо углом вперёд, либо углом назад под 30−60о от вертикали. Теперь можно произвести пробное соединение двух деталей между собой, соблюдая технику безопасности при сварочных работах.
Важно, следуя инструкции по эксплуатации, регулярно очищать радиаторы инвертора от пыли и беречь его от избыточной влаги, поскольку это может привести аппарат в негодность от перегрева или замыкания.
Подводим итог
Для начинающего сварщика важна забота о своём здоровье, знание принципа работы аппаратуры и состава соединяемых заготовок. Научиться сваривать различные металлы и сплавы, зная технологию работ, не так уж и сложно. Современные инверторы изготовлены с учётом потребностей человека и обладают удобными функциями для улучшения обучения и повышения качества сварочных работ.
electrod.biz