способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов. Вязка арматурных сеток и каркасов
Сборка и вязка пространственных арматурных каркасов.
2.4.1. При ручной сборке и вязке сеток и каркасов колонн, балок и других конструктивных элементов применяют различные приспособления, позволяющие повышать производительность труда арматурщиков.
2.4.2. Высота инвентарного приспособления обусловливается наиболее удобным положением человека при работе; длина и ширина зависят от размеров собираемого каркаса или сетки.
2.4.3. В необходимых случаях конструкция приспособления должна допускать возможность перемещения собираемого каркаса или сеток по высоте для сохранения удобного положения арматурщика при работе.
2.4.4. Каркасы собирают на козлах, установленных попарно. Между каждой парой козел ставят перекладину, на которую укладывают продольные стержни каркаса. Каркасы балок вяжут в перевернутом положении, поэтому отогнутые стержни должны быть отгибами вниз.
2.4.5. По продольным стержням укладывают хомуты, расстояние между которыми размечают мерной рейкой. После этого верхнюю сторону хомутов связывают с рабочими и распределительными стержнями, располагающимися в верхней части сечения прямоугольной балки (или на одной из сторон колонны квадратного сечения). Затем перекладины, на которых подвешен частично связанный каркас, поднимают на высоту, удобную для дальнейшей работы арматурщиков. При этом продольные стержни, не связанные вначале, остаются в нижней части сечения каркасов. На сборке работают два арматурщика, передвигающиеся навстречу друг другу по мере сборки и вязки каркаса.
2.4.6. У рабочего места кроме козел и мерной рейки должны быть козелки для складывания арматуры.
2.4.7. Кондуктор-шаблон для сборки и сварки пространственных арматурных каркасов показан на рис.1.4.1.
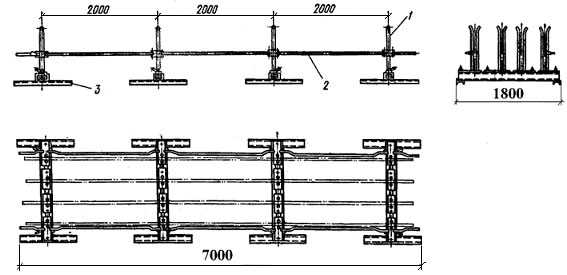 Рис.2.4.1. Кондуктор-шаблон для сборки и сварки пространственных арматурных каркасов:
1 - фиксирующая стойка, 2 - передвижная соединительная планка, 3 - опорная часть
Рис.2.4.1. Кондуктор-шаблон для сборки и сварки пространственных арматурных каркасов:
1 - фиксирующая стойка, 2 - передвижная соединительная планка, 3 - опорная часть
2.4.8. Основные части кондуктора-шаблона - это фиксирующие стойки 1. 2-4 стойки устанавливают на опорную часть 3, образуя жесткую раму. В продольном направлении рамы соединяют планками 2. В зависимости от длины собираемого каркаса количество рам, стоек и расстояние между ними могут быть различными.
2.4.9. Каркас собирают и сваривают с помощью кондуктора в следующем порядке. Первоначально в фиксирующие стойки 1 устанавливают заготовленные плоские вертикальные каркасы. Затем соединительные планки 2 устанавливают на уровне верхних поперечных стержней каркаса, укладывают на них поперечные стержни и приваривают их к плоским вертикальным каркасам. После этого перемещают соединительные планки на уровень нижних поперечных стержней и приваривают эти стержни (аналогично верхним) к плоским вертикальным каркасам. Таким образом собирают объемный (пространственный) каркас. Если вертикальных плоских каркасов более двух, то первоначально приваривают поперечные стержни к внутренним, а затем к наружным вертикальным каркасам. Наружные каркасы могут быть не только плоские, но и Г-образные, из арматурных сеток, загнутых предварительно на специальной машине.
2.4.10. Сварку целесообразно вести с помощью подвесных клещей, но кондуктор-шаблон может быть использован и при дуговой сварке и при вязке.
2.4.11. Конструкция кондуктора допускает применение его в любых условиях, в частности непосредственно у места последующей установки собранного в нем каркаса.
2.4.12. Для организации рабочего места с инвентарными приспособлениями должна быть составлена карта трудового процесса.
2.4.13. Вязаные арматурные сетки и каркасы не имеют необходимой пространственной жесткости. Перед установкой в опалубку сместившиеся стержни выправляют.
2.4.14. Путем вязки проволокой скрепляют стержни диаметром до 16 мм. Стержни больших диаметров допускается скреплять прихваткой дуговой сваркой, если невозможно применить более эффективные способы крепления. Перевязкой или прихваткой должно быть соединено не менее половины узлов каркаса; угловые узлы необходимо соединять полностью.
2.4.15. Арматуру ребристых перекрытий необходимо устанавливать в определенном порядке. Сначала устанавливают (укладывают) в короба опалубки каркасы главных балок, заводя их поочередно каждым из концов в каркасы колонн. Затем укладывают каркасы второстепенных балок, заводя их в каркасы главных балок. После этого между балками укладывают арматурные сетки плит перекрытия. Готовые арматурные сетки плиты раскатывают или раскладывают на опалубке между балками и прогонами.
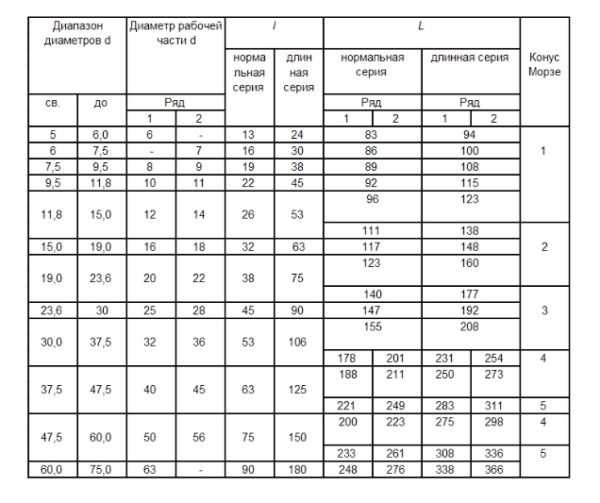
2.4.16. Стыки вязаных сеток, выполняемые укладкой внахлестку без сварки, должны иметь длину перепуска не менее указанной в таблице 1.4.1.
Таблица 2.4.1
Длина перепуска lx вязаных арматурных сеток и каркасов в рабочих стыках, выполняемых внахлестку без сварки в растянутой зоне из стержней с номинальным диаметром d
Тип рабочей арматуры
|
Условия работы стыка
|
Наименьшая длина перепуска при бетоне проектной марки |
|
150 |
200 и выше |
||
Горячекатаная периодического профиля класса А-II и гладкая класса A-I
|
В растянутой зоне изгибаемых элементов |
35d |
30d |
В растянутых элементах |
40d |
35d |
|
Горячекатаная периодического профиля класса А-III и упрочненная вытяжкой периодического профиля класса А-II в
|
В растянутой зоне изгибаемых элементов |
45d |
40d |
В растянутых элементах |
50d |
40d |
|
Примечания: 1. В любом случае длина перепуска должна быть не менее 250 мм. 2. Длина перепуска в сжатой зоне может быть на 10d меньше, но не менее 200 мм.
2.4.17. Сварные сетки и плоские каркасы с односторонним расположением рабочих стержней стыкуют на месте установки без сварки так, как это показано на рис.2.4.2, а, б, в.
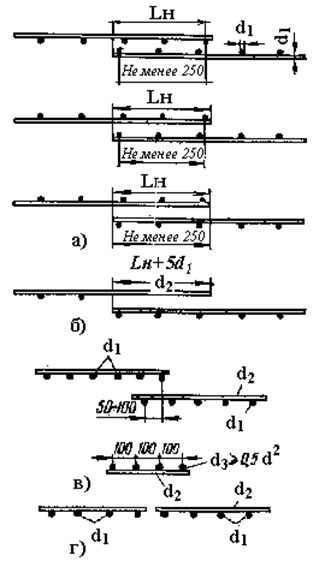 Рис.2.4.2.. Стыкование арматурных сеток без сварки:
Рис.2.4.2.. Стыкование арматурных сеток без сварки:
а - для гладких стержней, б - для стержней периодического профиля, в - в нерабочем направлении с перепуском, г - в нерабочем направлении с дополнительной сеткой; Lx - длина перепуска, d1 - диаметр рабочих стержней, d2 - диаметр распределительных стержней, d3 - диаметр распределительных стержней дополнительной сетки
2.4.18. При установке по ширине элемента нескольких сварных сеток или каркасов их стыки необходимо располагать вразбежку.
2.4.19. В каждой из стыкуемых в растянутой зоне сеток на длине нахлестки должно располагаться не менее двух поперечных стержней, приваренных ко всем продольным стержням сетки.
2.4.20. Стыки сварных и вязаных сеток и каркасов внахлестку без сварки из стержней диаметром более 32 мм не рекомендуются, а из стержней диаметром более 40 мм не допускаются.
2.4.21. Стыкование внахлестку сварных каркасов с двусторонним расположением рабочих стержней запрещено.
2.4.22. Стык, показанный на рис.16, г, рекомендуется при диаметре рабочей арматуры 16 мм и более.
2.4.23. В балках на длине стыка каркасов следует располагать дополнительные сварные сетки (рис.1.4.3) с шагом поперечных стержней не более 5d или дополнительные хомуты.
Рис.2.4.3. Дополнительная поперечная арматура в стыках сварных каркасов, осуществляемых нахлесточным соединением без сварки: 1 - сварная сетка, 2 - хомуты (подвязывают к продольным стержням стыкуемых каркасов)
2.4.24. Арматурные сварные сетки на опоре железобетонной плиты заделывают по одному из способов, приведенных на рис.2.4.4, или заделкой сварных сеток из арматуры периодического профиля, или заделкой сварных сеток из гладкой арматуры с крюками.
Рис.2.4.4. Заделка сварных сеток на опоре железобетонной плиты:
а - с расположением крайнего распределительного стержня за гранью опоры, б - с загибом крюков на концах рабочих стержней, в - с приваркой дополнительного монтажного стержня к концам рабочих стержней; 1 - дополнительный стержень
2.4.25. Организация рабочего места при укладке и вязке арматуры на месте работ отличается от организации работ в мастерских. При укладке и вязке арматуры арматурщики должны передвигаться по фронту укладки. Основное в организации работ - разделение операций укладки и вязки арматуры, а также разделение труда внутри звеньев.
2.4.26. При разделении труда внутри звена арматурщик 5-6-го разряда производит только вязку арматуры, а рабочие 2-3-го разряда раскладывают арматуру и помогают ее вязать.
2.4.27. Перед началом работ по укладке и вязке арматуры должны быть изучены рабочие чертежи, продумана организация труда, рабочие обеспечены необходимыми приспособлениями и исправными инструментами.
2.4.28. Арматуру к месту работ следует подавать только комплектно, иначе каркас не может быть связан. Вначале проверяют основные размеры опалубки и лишь после этого приступают к раскладке арматуры у мест ее укладки. Арматуру раскладывают в порядке, обратном сборке, т.е. те стержни, которые должны быть уложены верхними, при раскладке должны лежать внизу, и наоборот.
2.4.29. Бирки должны быть повернуты кверху лицевой стороной. В случае необходимости арматуру чистят и выпрямляют до подачи ее на укладку.
2.4.30. Каркасы колонн можно собирать различными способами.
2.4.31. Если величина и масса каркаса невелики, то его устанавливают в короб опалубки вручную путем кантовки готового каркаса.
2.4.32. Если диаметр арматуры достаточно велик (более 16-20 мм) и каркас очень тяжелый, то необходимо собирать и вязать его на месте (с подмостей) путем установки отдельных стержней.
2.4.33. При вязке арматуры колонны отдельными стержнями один рабочий из состава звена опускает сверху в короб (открытый с одной или двух сторон для возможности вязки хомутов) вертикальные стержни и хомуты, второй привязывает хомуты к стержням и вертикальные стержни к выпускам арматуры нижележащих колонн или фундаментов.
2.4.34. Каркас балки обычно собирают на козелках и в готовом виде опускают в опалубку.
2.4.35. Рабочим местом бригады может служить часть площадки междуэтажного перекрытия или поверхность установленной опалубки. В том случае, если каркасы после изготовления сразу устанавливают в опалубку, места для их складывания можно не выделять.
2.4.36. Для успешной работы по вязке арматуры на месте важна последовательность раскладки подносимых стержней. Один арматурщик из состава звена указывает подносчикам места укладки заготовленных стержней.
2.4.36. Перед началом раскладки прутьев и вязки узлов на опалубке плиты должны быть размечены места укладки стержней.
2.4.37. Если в арматуре плиты имеются стяжки между верхней и нижней сетками, то один из концов стяжки обычно остается в вертикальном положении. При этом необходимо загибать торчащие концы. Простейшим инструментом для этого служит трубчатый ключ, состоящий из отрезка газовой трубы с приваренным к нему рычагом.
2.4.38. Железобетонные вертикальные стены и перегородки лучше всего армировать с подвижных подмостей, опускающихся или поднимающихся по мере производства работ. Удобство таких подмостей заключается в том, что арматурщик работает всегда стоя, а не в согнутом положении. До установки арматуры размечают, пользуясь шаблоном, места расположения вертикальных и горизонтальных стержней. При разметке арматурщик прибивает к опалубке через 1-1,5 м по высоте гвозди, к которым в дальнейшем крепят вертикальные стержни.
2.4.39. Вначале устанавливают вертикальные стержни, а затем горизонтальные с одновременной вязкой мест пересечения. Узлы вяжут в шахматном порядке (кроме двух крайних стержней по контуру). Работу ведут звеньями, состоящими обычно из двух арматурщиков.
2.4.41. При ручной установке и вязке арматуры отдельными стержнями, применяющихся еще при малых объемах работ, состав звена арматурщиков зависит от вида конструкции и ее сложности (например, одинарная или двойная арматура в плите или стене), а также от диаметра стержней. Если стержни и узлы соединяют не с помощью ручной вязки, а сваркой, то в составе звена должен быть электросварщик ручной сварки.
2.4.42. Требования к качеству установленной арматуры должны быть соблюдены при любом способе выполнения работ.
2.4.43. Приемка установленной арматуры должна быть оформлена актом на скрытые работы.
Перейти на главную страницу раздела «Работы по заготовке арматуры».
armaturnye-raboty.ru
Способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов
Продольные и поперечные арматурные стержни сеток и каркасов для железобетонных изделий раскладывают в проектное положение и затем вяжут вручную вязальной проволокой, предварительно намотанной на устройство для вязки арматурных сеток, выполненное в виде катушки с открытым кольцевым каналом, образованным по периметру. Устройство располагают между большим и указательным пальцами руки, вязальную проволоку укладывают вдоль продольного стержня, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывая ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. В результате использования изобретения достигается технический результат, заключающийся в повышении скорости вязки арматурной сетки и снижении расхода вязальной проволоки. 2 с. и 4 з. п. ф-лы, 11 ил.
Изобретение относится к области строительства и может быть применено при изготовлении арматурных сеток и каркасов в построечных и заводских условиях.
Известный фиксатор для соединения арматурных стержней в сетке выполнен из отрезка пружинной проволоки, концы которой изогнуты в форме крюков, а в средней ее части образован выгиб [1]. Недостатком такого крепления арматуры в сетках является необходимость использовать пружинную сталь для изготовления фиксаторов. Известен также способ соединения стержней арматурной сетки при помощи пружинистой проволоки, имеющей форму змейки, средняя часть которой охватывает один из стержней, а концы заводят за расположенный перпендикулярно первому стержню второй стержень [2] . Для закрепления описанного фиксатора в проектном положении на пересекающихся сетках разработано специальное устройство [3] . Однако описанный в аналогах фиксатор и устройство не позволяют надежно без проскальзывания соединять стержни сетки друг с другом, а устройство, кроме того, может быть применено только в заводских условиях. Описанный в аналоге [4] фиксатор для соединения пересекающихся арматурных стержней выполнен из упругого пластичного материала и содержит соединительные перемычки, параллельные ветки с захватными проемами и опорами с ребрами жесткости. Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость. Наиболее близким аналогом, принимаемым за прототип заявленного способа, является способ вязки арматурной сетки проволочными скрутками с помощью специальных арматурных крюков: сложенную вдвое отожженную арматурную проволоку пропускают под перекрытие арматурных стержней, концы и перегиб проволоки загибают вокруг перекрестия, а затем, а затем, захватив их крюком, сворачивают в жгут, одновременно оттягивая от перекрестия стержней [5]. Недостатком этого способа является относительно низкая скорость вязки каркаса и высокий расход вязальной проволоки. За прототип устройства для вязки арматурных сеток и каркасов принимается устройство для соединения арматурных стержней, включающее гибочные фаски, соединенные с зубчатыми рейками, которые через зубчатые колеса связаны с гибочными дисками, причем на дисках закреплены дополнительные гибочные элементы для окончательного закрепления концов проволоки [6]. Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях. Задачей предлагаемого изобретения является повышение скорости вязки арматурной сетки и снижение расхода вязальной проволоки. Эта задача решается тем, что вначале раскладывают продольные и поперечные арматурные стержни в проектное положение, а затем пропускают вязальную проволоку вдоль одного из продольных арматурных стержней и в месте пересечения с поперечным стержнем огибают ею оба стержня, накатывая проволоку на стержни, после чего укладывают вязальную проволоку вдоль того же продольного стрежня к следующему пересечению стержней. Вязальную проволоку могут пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею продольный стержень, располагая вдоль поперечного стержня, и охватывать опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке. Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал. Сопоставительный анализ заявленных способа и устройства с прототипами показывает, что они имеют следующие отличия: при осуществлении способа вязальная проволока укладывается вдоль одного из продольных арматурных стержней, затем в месте пересечения продольного и поперечного арматурных стержней оба стержня огибаются проволокой, при этом проволока накатывается из стержня, после чего снова укладывается вдоль продольного стержня к следующему пересечению стержней. Отличия содержатся также в вариантах исполнения способа вязки арматурных сеток; в первом случае вязальная проволока пропускается с внешней стороны поперечного стержня, затем ею огибают продольный стержень и опять охватывают по1перечный стержень, обворачивая вокруг него на 360o. Во втором случае проволока пропускается с внешней стороны поперечного стержня, затем огибает перекрестие стержней и направляется вдоль продольного стержня к следующему пересечению стержней. В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве. Сравнение заявленных изобретений с другими известными техническими решениями той же задачи показывает, что с помощью описываемых приемов вязки арматурных сеток и каркасов можно, во-первых, сократить расход вязальной проволоки, во вторых, ускорить процесс вязки сеток и каркасов и, в-третьих, располагаясь вдоль стержней, вязальная проволока служит дополнительным армированием изделия. Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта. Изобретения поясняются примерами из выполнения. На чертежах изображено: на фиг. 1 - 7 - различные варианты расположения вязальной проволоки, на фиг. 8 - схемы размещения узлов вязки, на фиг. 9 - общий вид устройства для вязки сеток, на фиг. 10 - устройство в работе, на фиг. 11 - вариант выполнения устройства. При осуществлении способа вязальная проволока 1 укладывается вдоль одного из продольных 2 арматурных стержней, предварительно разложенных в проектное положение. В месте пересечения стержней проволока пропускается под поперечным стержнем 3 на участке 4, как показано на фиг. 3 и 4, затем огибает сверху продольный стержень 2 на участке 5, охватывает под 360o поперечный стержень 3 на участке 6, но уже с противоположной относительно участка 4 стороны продольного стержня 2 и затем направляется вдоль продельного стержня 2 к следующему пересечению стержней. В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга. Арматурные стержни могут вязаться и в других вариантах: вязальная проволока 1 укладывается вдоль продольного стержня 2, в месте пересечения стержней они огибает на участке 13 поперечный стержень 3 с внешней стороны стержня относительно точки соприкосновения стержней (на чертежах не указана), затем охватывает на участке 14 перекрестие стержней, снова огибает на участке 15 поперечный стержень 3 и направляется вдоль продольного стержня 2 к следующему их пересечению. Более сложной, но и более надежной является фиксация арматурных стержней, изображенная на фиг. 7: в этом случае вязальная проволока 1, уложенная вдоль продольного стержня 2, пропущена на участке 16 с внутренней относительно точки соприкосновения стержней стороны поперечного стержня 3, затем обворачивает ею на 360o на участке 17 этот стержень, огибают на участке 18 продольный стержень 2, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня 3 на участке 19 с другой стороны продольного стержня 2, после чего снова огибают на участке 20 продольный стержень 2 и перекрестие стержней на участке 21 и, снова обогнув на участке 22 поперечный стержень 3, направляют ее вдоль продольного стержня к следующему пересечению стержней. Как видно из описания чертежа, в этом случае стержни притягиваются друг к другу в большем количестве точек, что обеспечивает их лучшую фиксацию. В тех случаях, когда не выдвигаются повышенные требования к фиксации стержней сетки относительно друг друга, возможна их перевязка в местах пересечения в шахматном порядке, как показано на фиг. 8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает. Устройство для вязки арматурных сеток может быть изготовлено цельным, из единого куска материала: металла, дерева, пластмассы и т.п. Оно может иметь по торцам свободно насажанную на ось 23 подушку 24. В этом случае при вязке сеток устройство можно притормаживать пальцами для обеспечения необходимого натяжения проволоки. Размеры устройства выбираются исходя из минимальных размеров ячейки арматурной сетки или каркаса. Описанными способом и устройство можно вязать также и объемные арматурные каркасы. Источники информации: 1. Германия, патент 800332 от 1950 г. МКИ E 04 C 5/16. 2. СССР, авт. св. 697668 от 1972 г. МКИ E 04 C 5/16. 3. СССР, авт.св. 1502775 от 1989 г. МКИ E 04 C 21/12. 4. СССР, авт.св. 1486581 от 1989 г. МКИ E 04 C 5/16. 5. П. Юрмалайнен "Строим сами деревянный дом", Москва, Стройиздат, 1992 с. 73, рис. 81 - прототип способа. 6. СССР, авт. св. 1395784 от 1988 г., МКИ E 04 C 5/16 - прототип устройства.Формула изобретения
1. Способ вязки арматурных сеток и каркасов, заключающийся в раскладке продольных и поперечных арматурных стержней в проектное положение и последующем соединении их друг с другом вязальной проволокой вручную в местах пересечения, отличающийся тем, что вязальную проволоку укладывают вдоль одного из стержней, например продольного, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывания ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. 2. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. 3. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею перекрестие продольного и поперечного стержня, снова охватывают поперечный стержень с внешней стороны и направляют вдоль продольного стержня к следующему пересечению стержней. 4. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внутренней стороны относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивают ею на 360o этот стержень, огибают продольный стержень, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибают продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направляют ее вдоль продольного стержня к следующему пересечению стержней. 5. Способ по любому из пп.1 - 4, отличающийся тем, что соединению арматурных стержней в местах их пересечения вязальной проволокой располагают через одно пересечение в шахматном порядке. 6. Устройство для вязки арматурных сеток и каркасов, включающее гибочные диски, отличающееся тем, что гибочные диски имеют тарелкообразную форму и жестко соединены своими основаниями друг с другом, образуя по периметру открытый кольцевой канал.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8, Рисунок 9, Рисунок 10, Рисунок 11www.findpatent.ru
Ручная вязка и сборка арматурных сеток и каркасов 2
Приемы вязки без подтягивания при наличии вязальной проволоки в пучках надо производить так: 1) левой рукой вынуть отрезок проволоки из пучка и указательным пальцем обернуть пересечение стержней; 2) захватить зубцами кусачек концы отрезка проволоки и, подтянув немного стержни к себе, повернуть кусачками два раза.
Из сравнения приемов работ при вязке с проволокой в мотках или в пучках видно, что второй способ является наиболее легким, поэтому при возможности следует готовить проволоку в пучках. Вязка узлов вторым способом осуществляется так: 1) конец вязальной проволоки просовывают (рис. 164) за продольный стержень под хомут; 2) конец проволоки направляют большим пальцем левой руки вверх и загибают вверх за хомут возле стержня; 3) конец проволоки захватывают кусачками; 4) кусачки с захваченным концом проволоки подтягивают под проволоку в левой руке; 5) кусачки переносят вправо и ими захватывают пересечение обоих концов вязальной проволоки около связываемого узла; 6) арматурщик подтягивает кусачки к себе и повертывает на два оборота. На рис. 165 приводятся типы проволочных узлов, применяемых при ручной вязке.
Рис. 164 Приемы вязки узлов арматурных каркасов
Простой
Угловой
Двухрядный
Двойной
Крестовый
Мертвый
Рис. 165. Типы проволочных узлов, применяемых при ручной вязке арматуры
При ручной сборке и вязке сеток каркасов колонн, балок и других конструктивных элементов широко применяют различные приспособления, позволяющие повысить производительность труда арматурщиков.
Для сборки и вязки сеток ребристых плит с успехом применяют верстак-шаблон Д. Е. Железнова (рис. 166), рассчитанный на одновременную работу двух человек.
Рис. 166. Шаблон Железнова для сборки и вязки сеток: а — общий вид и прием работы; б — организация рабочего места (размеры в см)
Шаблон представляет собой две боковые доски с вырезами для закладки продольных стержней. Заготовленные продольные стержни сложены перед каждым из работающих на специальных консолях, а поперечные стержни — на боковых полках. Арматурщик, стоя у шаблона, раскладывает стержни и вяжет сетку. При большом объеме работ применяют поточно-звеньевую сборку сеток на нескольких шаблонах-верстаках Д. Е. Железнова по методу арматурщика И. А. Кудрявцева. Рабочее место, организованное по способу Кудрявцева (рис. 167), состоит из трех верстаков, расположенных в одну линию.
Рис. 167. Рабочее место для поточной вязки сеток на шаблонах-верстаках Железнова по методу Кудрявцева
Каждый арматурщик из состава звена, обходя линию верстаков, выполняет определенные операции: арматурщик 3-го разряда раскладывает стержни в шаблонах и снимает готовые сетки, а арматурщик 5-го разряда вяжет сетки.
Верстаки Д. Е. Железнова могут быть также использованы для вязки сеток плоских плит.
Наиболее эффективным для сборки прямоугольных пространственных каркасов является способ арматурщика И. А. Предко (рис. 168).
Рис. 168. Сборка и вязка арматурных каркасов: а — козлы для сборки; б — план рабочего места сборщика
По этому способу сборка производится на козлах, установленных попарно. Между каждой парой козел кладется металлическая или деревянная перекладина, на которую укладывают продольные стержни каркаса. Каркасы балок вяжут в перевернутом положении, поэтому отогнутые стержни кладут отгибами вниз.
По продольным стержням укладывают хомуты, расстояние между которыми размечают мерной рейкой. После этого верхнюю сторону хомутов связывают с рабочими и распределительными стержнями, располагающимися по проекту в верхней части сечения прямоугольной балки (или на одной из сторон колонны квадратного сечения). Затем перекладины, на которых подвешен частично связанный каркас, поднимают на высоту, удобную для дальнейшей работы арматурщиков; при этом продольные стержни, несвязанные вначале, остаются в нижней части сечения каркаса. На сборке работают два арматурщика, передвигающиеся навстречу друг другу по мере сборки и вязки каркаса.
У рабочего места, кроме козел и мерной рейки, должны быть козелки для складывания арматуры.
По этому способу можно также вязать каркасы свай прямоугольного сечения (рис. 169). При этом вначале на козлы укладывают продольные стержни и хомуты. Затем производится вязка верхних стержней с хомутами и далее, после подъема — вязка нижних и боковых стержней с хомутами.
Рис. 169. Сборка и вязка каркаса сваи прямоугольного сечения по способу И. А. Предко
При изготовлении арматурных каркасов со спиральной арматурой (для круглых свай, труб и т. п.) может быть использован станок НЗ-4 (см. рис. 119). Навивку спиральной арматуры можно также производить на специальном станке с вращающимся реечным барабаном (рис. 170).
Рис. 170. Станок для изготовления каркасов со спиральной арматурой
Сборку каркасов значительной длины, например для свай, целесообразно осуществлять на специальном роликовом столе (рис. 171). Через каждые 2 м по длине стола установлены откидывающиеся уголки 1, в вырезы которых при сборке укладывают продольные стержни каркаса. В этих же уголках имеются отверстия для поперечных стержней 2, необходимых для поддержания верхнего и нижнего ряда продольных стержней.
Рис. 171. Роликовый стол для сборки каркасов большой длины. Показан пример сборки каркаса сваи
На рисунке видны подъемные педали 3, которыми стол оборудован с двух сторон.
Первоначально уголки 1 устанавливают в вертикальном положении и в их вырезы закладывают продольные прутья. Затем в отверстия уголков 1 закладывают поперечные стержни 2. После этого связывают между собой отогнутые концы стержней, образующие острие сваи. Далее откидывают уголки с обоих концов каркаса, поднимают его нажатием педалей 3 подъемного приспособления 4, надевают на каркас с двух сторон пакеты спирали и раздвигают спираль по всей длине каркаса. Растянутую спираль привязывают к продольным стержням каркаса. На вязке каркасов большой длины обычно работают два звена по два человека — по одному звену с каждого конца.
После окончания сборки каркас на дощатой подкладке по роликам 5 передвигают на соседний стол и увозят на склад готовой продукции.
Форма и размеры козелков, столов и другого инвентаря, при меняемого при сборке и вязке каркасов, могут быть различны, в зависимости от размеров и формы самих каркасов, но принципы и последовательность сборки по способу И. А. Предко сохраняются
www.stroitelstvo-new.ru
Арматурные изделия: виды, спецификации, способы изготовления и применения
Арматурными изделиями называются полуфабрикаты и готовые конструкции из арматурных элементов, используемые для производства сборных и монолитных ЖБ элементов. Чем большую степень готовности имеют арматурные изделия, тем меньшими трудозатратами можно обойтись непосредственно на строительной площадке.
Выделяются следующие виды арматуры и арматурных изделий:
- арматурные сетки — сварные и вязаные;
- каркасы — плоские и пространственные;
- хомуты;
- монтажные петли;
- канаты и пучки предварительно напрягаемой арматуры с анкерами и без них;
- закладные элементы.
Арматурные сетки сварные
Наиболее массовой продукцией являются арматурные сетки, изготовленные из крестообразно соединенных сваркой проволок или стержней.
Для производства этой металлопродукции используют проволоку арматурную или стержни диаметром более 3 мм. Сетки с диаметром продольных стержней менее 5 мм и поперечных менее 10 мм выпускают рулонными и плоскими, более этих величин — только плоскими. Ячейки сетки изготавливают квадратными или прямоугольными.
В зависимости от величины диаметра проволоки и стержней сетки условно разделяются на легкие и тяжелые. К легким относятся сетки с диаметром элементов до 10 мм. Если хотя бы в одном направлении применялись стержни свыше 12 мм, то такие сетки принадлежат к категории тяжелых.
В одном направлении располагаются проволока или стержни только одинакового диаметра.
По расположению рабочей арматуры сетки разделяют на два вида:
- рабочая арматура расположена только в одном направлении, в перпендикулярном — монтируют распределительную арматуру;
- рабочая арматура применяется для обоих направлений.
Места пересечения арматурных элементов соединяют с помощью точечной сварки.
Какие бывают виды и классы арматуры, и в чём их особенности.Мы подскажем в этой статье, как подобрать инструмент для резки арматуры.
В нашем каталоге труба стальная 40 по выгодной цене! Данный вид трубного проката широко применяется при монтаже водогазопроводных систем, а также в некоторых отраслях промышленности.
Сетка сварная используется для армирования железобетонных элементов, кирпичной кладки, при закладке фундамента, для устройства стяжки цементных полов, армирования дорожных покрытий. Сварную арматурную сетку используют в овощеводстве и цветоводстве при возведении каркасов теплиц, а также для создания ограждений декоративного и функционального назначения. В звероводстве сетку используют для изготовления клеток.
Сетки легкие производят шириной 0,65-3,8 м, тяжелые — 0,65-3,05 м, длина сеток — до 9 метров.
Арматурные сетки вязаные

Вязка арматурных сеток ручным способом применяется при небольших объемах проводимых строительных работ. С этой целью используют мягкую проволоку после отжига диаметром 0,8-1,0 мм. Инструментом, применяемым для вязки, служат арматурные кусачки с немного затупленными зубцами для предотвращения откусывания проволоки.
Метод ручной вязки арматурных сеток применяют:
- в случаях, когда не удается соединить арматурные стержни сваркой, например, в некоторых узлах ферм, при производстве нетиповых строительных конструкций;
- для укрупнения арматурных изделий непосредственно на строительных площадках;
- при малых объемах армирования, когда привлечение сварочного оборудования является нецелесообразным;
- для проведения срочных работ, когда невозможен привоз готовых арматурных изделий в заданные сроки;
- при использовании для армирования отходов проволоки или стержней из несвариваемой стали.
Для увеличения производительности процесса связывания сетки вместо проволоки применяют специальные скрепки — фиксаторы, изготовленные на автоматическом оборудовании.
Арматурные каркасы
Каркасы арматурные бывают плоскими и объемными.
В сварных плоских каркасах поперечные стержни располагаются в одной плоскости. В зависимости от числа продольных стержней каркасы подразделяют на двух-, трех- или четырехветвевые. Эти каркасы являются исходным материалом для создания пространственных арматурных каркасов, предназначенных для армирования растянутых или работающих на изгиб железобетонных элементов с небольшой шириной поперечного сечения. Соединяют стержни контактной сваркой, осуществляемой на высокопроизводительных многоэлектродных сварочных машинах. В случае отсутствия такого оборудования используют электродуговую сварку или способ ручной вязки.
В пространственных арматурных каркасах поперечные стержни находятся в различных плоскостях. Изготавливают эти изделия способом сборки отдельных стержней, арматурных сеток, плоских каркасов, хомутов, закладных элементов, монтажных петель. Все детали соединяют сваркой — контактной точечной или электродуговой, возможно применение вязки.
Для придания дополнительной жесткости арматурные стержни круглого сечения заменяют профильным прокатом, например, уголками, а также квадратными прутками или стальной полосой.
Преимущества использования готовых каркасов:
- возможность применения высокоэффективных сварочных процессов в условиях специализированных производственных цехов;
- полное отсутствие отходов арматурной стали, что обеспечивается рациональным раскроем;
- ускорение строительных работ на 30%;
- отсутствие необходимости присутствия на строительной площадке специально обученных рабочих.
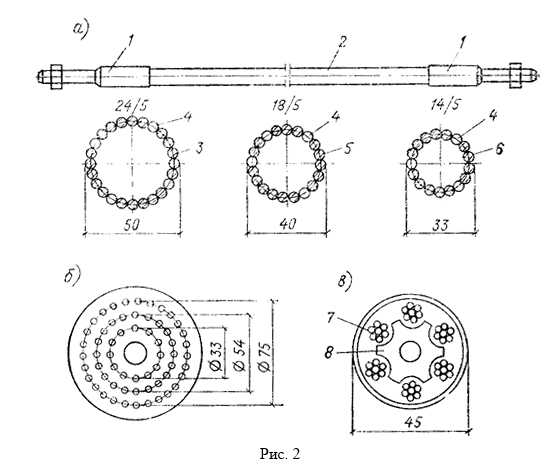
Напрягаемые арматурные изделия
Укрупненными арматурными изделиями — сетками и плоскими и пространственными каркасами — армируют конструкции ненапрягаемые. Для предварительно напряженных элементов используют канаты (Рис. 1) и арматурные пучки (Рис. 2). Натяжение арматурных изделий осуществляют тремя способами: на упоры, на бетон, электромеханическим.
- Натяжение на упоры применяют в производствах сборных железобетонных элементов. Перед бетонированием арматурные изделия натягивают на специальные упоры или формы до заданной величины. Фиксируют с помощью зажимов. После застывания бетонной смеси и достижения бетоном мощности, предусмотренной проектом, арматура освобождается от фиксаторов.
- Для осуществления второго способа в опалубке устанавливают каналообразователи, в качестве которых используют трубы, стержни, резиновые рукава с металлическим сердечником. Диаметр каналообразователей на 10-15 мм превышает диаметр арматурного изделия. Извлекают их из бетона через 2-3 часа после окончания бетонирования конструкции. После набора бетоном проектной прочности в отверстия вставляются арматурные изделия, которые затем натягиваются.
- Электромеханический метод натяжения заключается в пропускании через арматурные изделия переменного тока определенной частоты. В результате эффекта теплового расширения арматура удлиняется, фиксируется, а при остывании снова укорачивается и передает на бетон сжимающие усилия.
Предварительно напряженные железобетонные элементы обладают высоким сопротивлением динамическим нагрузкам и долговечностью.
Прочие арматурные изделия

- Хомуты используются при создании пространственных каркасов. Эти детали принимают на себя часть усилий при эксплуатации конструкции. Хомуты изготавливаются отдельными или из арматурных сеток. Могут иметь форму замкнутых или открытых с одной стороны четырехугольников, охватывают рабочую арматуру с наружной стороны. Изготавливают хомуты на гибочном оборудовании из стержневой или бунтовой арматурной стали.
- Монтажные петли, которые устанавливаются для удобной строповки железобетонных изделий, производят в арматурных цехах на гибочных станках из арматурной стали повышенной пластичности.
- Закладные детали применяют для соединения сборных железобетонных изделий. Изготавливают из листового, полосового, иногда фасонного — углового — проката. К ним приваривают тавровым или нахлесточным швом нормальные или касательные анкеры, которые служат для крепления арматурного изделия в бетоне. Закладные детали могут изготавливаться с отверстиями, снабжаться упорами для возможности работы на сдвиг, коротышами для фиксирования положения детали или рабочей арматуры. Размер закладных пластин и диаметр анкеров определяется видом стыкуемых элементов и воспринимаемых ими нагрузок. При изготовлении пластин значительных размеров, находящихся сверху при формовании, в них проделывают отверстия для выхода воздуха и возможности контроля качества бетона.
Арматурные изделия производятся в специальных цехах, оборудованных режущим, гибочным, сварочным оборудованием. Наиболее эффективным является организация полного технологического потока — от подготовки арматурных деталей до получения готовой строительной арматурной продукции.
www.navigator-beton.ru
способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов - патент РФ 2111323
Продольные и поперечные арматурные стержни сеток и каркасов для железобетонных изделий раскладывают в проектное положение и затем вяжут вручную вязальной проволокой, предварительно намотанной на устройство для вязки арматурных сеток, выполненное в виде катушки с открытым кольцевым каналом, образованным по периметру. Устройство располагают между большим и указательным пальцами руки, вязальную проволоку укладывают вдоль продольного стержня, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывая ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. В результате использования изобретения достигается технический результат, заключающийся в повышении скорости вязки арматурной сетки и снижении расхода вязальной проволоки. 2 с. и 4 з. п. ф-лы, 11 ил.Рисунки к патенту РФ 2111323
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8, Рисунок 9, Рисунок 10, Рисунок 11 Изобретение относится к области строительства и может быть применено при изготовлении арматурных сеток и каркасов в построечных и заводских условиях. Известный фиксатор для соединения арматурных стержней в сетке выполнен из отрезка пружинной проволоки, концы которой изогнуты в форме крюков, а в средней ее части образован выгиб [1]. Недостатком такого крепления арматуры в сетках является необходимость использовать пружинную сталь для изготовления фиксаторов. Известен также способ соединения стержней арматурной сетки при помощи пружинистой проволоки, имеющей форму змейки, средняя часть которой охватывает один из стержней, а концы заводят за расположенный перпендикулярно первому стержню второй стержень [2] . Для закрепления описанного фиксатора в проектном положении на пересекающихся сетках разработано специальное устройство [3] . Однако описанный в аналогах фиксатор и устройство не позволяют надежно без проскальзывания соединять стержни сетки друг с другом, а устройство, кроме того, может быть применено только в заводских условиях. Описанный в аналоге [4] фиксатор для соединения пересекающихся арматурных стержней выполнен из упругого пластичного материала и содержит соединительные перемычки, параллельные ветки с захватными проемами и опорами с ребрами жесткости. Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость. Наиболее близким аналогом, принимаемым за прототип заявленного способа, является способ вязки арматурной сетки проволочными скрутками с помощью специальных арматурных крюков: сложенную вдвое отожженную арматурную проволоку пропускают под перекрытие арматурных стержней, концы и перегиб проволоки загибают вокруг перекрестия, а затем, а затем, захватив их крюком, сворачивают в жгут, одновременно оттягивая от перекрестия стержней [5]. Недостатком этого способа является относительно низкая скорость вязки каркаса и высокий расход вязальной проволоки. За прототип устройства для вязки арматурных сеток и каркасов принимается устройство для соединения арматурных стержней, включающее гибочные фаски, соединенные с зубчатыми рейками, которые через зубчатые колеса связаны с гибочными дисками, причем на дисках закреплены дополнительные гибочные элементы для окончательного закрепления концов проволоки [6]. Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях. Задачей предлагаемого изобретения является повышение скорости вязки арматурной сетки и снижение расхода вязальной проволоки. Эта задача решается тем, что вначале раскладывают продольные и поперечные арматурные стержни в проектное положение, а затем пропускают вязальную проволоку вдоль одного из продольных арматурных стержней и в месте пересечения с поперечным стержнем огибают ею оба стержня, накатывая проволоку на стержни, после чего укладывают вязальную проволоку вдоль того же продольного стрежня к следующему пересечению стержней. Вязальную проволоку могут пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею продольный стержень, располагая вдоль поперечного стержня, и охватывать опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке. Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал. Сопоставительный анализ заявленных способа и устройства с прототипами показывает, что они имеют следующие отличия: при осуществлении способа вязальная проволока укладывается вдоль одного из продольных арматурных стержней, затем в месте пересечения продольного и поперечного арматурных стержней оба стержня огибаются проволокой, при этом проволока накатывается из стержня, после чего снова укладывается вдоль продольного стержня к следующему пересечению стержней. Отличия содержатся также в вариантах исполнения способа вязки арматурных сеток; в первом случае вязальная проволока пропускается с внешней стороны поперечного стержня, затем ею огибают продольный стержень и опять охватывают по1перечный стержень, обворачивая вокруг него на 360o. Во втором случае проволока пропускается с внешней стороны поперечного стержня, затем огибает перекрестие стержней и направляется вдоль продольного стержня к следующему пересечению стержней. В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве. Сравнение заявленных изобретений с другими известными техническими решениями той же задачи показывает, что с помощью описываемых приемов вязки арматурных сеток и каркасов можно, во-первых, сократить расход вязальной проволоки, во вторых, ускорить процесс вязки сеток и каркасов и, в-третьих, располагаясь вдоль стержней, вязальная проволока служит дополнительным армированием изделия. Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта. Изобретения поясняются примерами из выполнения. На чертежах изображено: на фиг. 1 - 7 - различные варианты расположения вязальной проволоки, на фиг. 8 - схемы размещения узлов вязки, на фиг. 9 - общий вид устройства для вязки сеток, на фиг. 10 - устройство в работе, на фиг. 11 - вариант выполнения устройства. При осуществлении способа вязальная проволока 1 укладывается вдоль одного из продольных 2 арматурных стержней, предварительно разложенных в проектное положение. В месте пересечения стержней проволока пропускается под поперечным стержнем 3 на участке 4, как показано на фиг. 3 и 4, затем огибает сверху продольный стержень 2 на участке 5, охватывает под 360o поперечный стержень 3 на участке 6, но уже с противоположной относительно участка 4 стороны продольного стержня 2 и затем направляется вдоль продельного стержня 2 к следующему пересечению стержней. В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга. Арматурные стержни могут вязаться и в других вариантах: вязальная проволока 1 укладывается вдоль продольного стержня 2, в месте пересечения стержней они огибает на участке 13 поперечный стержень 3 с внешней стороны стержня относительно точки соприкосновения стержней (на чертежах не указана), затем охватывает на участке 14 перекрестие стержней, снова огибает на участке 15 поперечный стержень 3 и направляется вдоль продольного стержня 2 к следующему их пересечению. Более сложной, но и более надежной является фиксация арматурных стержней, изображенная на фиг. 7: в этом случае вязальная проволока 1, уложенная вдоль продольного стержня 2, пропущена на участке 16 с внутренней относительно точки соприкосновения стержней стороны поперечного стержня 3, затем обворачивает ею на 360o на участке 17 этот стержень, огибают на участке 18 продольный стержень 2, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня 3 на участке 19 с другой стороны продольного стержня 2, после чего снова огибают на участке 20 продольный стержень 2 и перекрестие стержней на участке 21 и, снова обогнув на участке 22 поперечный стержень 3, направляют ее вдоль продольного стержня к следующему пересечению стержней. Как видно из описания чертежа, в этом случае стержни притягиваются друг к другу в большем количестве точек, что обеспечивает их лучшую фиксацию. В тех случаях, когда не выдвигаются повышенные требования к фиксации стержней сетки относительно друг друга, возможна их перевязка в местах пересечения в шахматном порядке, как показано на фиг. 8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает. Устройство для вязки арматурных сеток может быть изготовлено цельным, из единого куска материала: металла, дерева, пластмассы и т.п. Оно может иметь по торцам свободно насажанную на ось 23 подушку 24. В этом случае при вязке сеток устройство можно притормаживать пальцами для обеспечения необходимого натяжения проволоки. Размеры устройства выбираются исходя из минимальных размеров ячейки арматурной сетки или каркаса. Описанными способом и устройство можно вязать также и объемные арматурные каркасы. Источники информации: 1. Германия, патент 800332 от 1950 г. МКИ E 04 C 5/16. 2. СССР, авт. св. 697668 от 1972 г. МКИ E 04 C 5/16. 3. СССР, авт.св. 1502775 от 1989 г. МКИ E 04 C 21/12. 4. СССР, авт.св. 1486581 от 1989 г. МКИ E 04 C 5/16. 5. П. Юрмалайнен "Строим сами деревянный дом", Москва, Стройиздат, 1992 с. 73, рис. 81 - прототип способа. 6. СССР, авт. св. 1395784 от 1988 г., МКИ E 04 C 5/16 - прототип устройства.ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ вязки арматурных сеток и каркасов, заключающийся в раскладке продольных и поперечных арматурных стержней в проектное положение и последующем соединении их друг с другом вязальной проволокой вручную в местах пересечения, отличающийся тем, что вязальную проволоку укладывают вдоль одного из стержней, например продольного, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывания ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. 2. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. 3. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею перекрестие продольного и поперечного стержня, снова охватывают поперечный стержень с внешней стороны и направляют вдоль продольного стержня к следующему пересечению стержней. 4. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внутренней стороны относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивают ею на 360o этот стержень, огибают продольный стержень, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибают продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направляют ее вдоль продольного стержня к следующему пересечению стержней. 5. Способ по любому из пп.1 - 4, отличающийся тем, что соединению арматурных стержней в местах их пересечения вязальной проволокой располагают через одно пересечение в шахматном порядке. 6. Устройство для вязки арматурных сеток и каркасов, включающее гибочные диски, отличающееся тем, что гибочные диски имеют тарелкообразную форму и жестко соединены своими основаниями друг с другом, образуя по периметру открытый кольцевой канал.www.freepatent.ru
Вязка и установка арматурных стержней и каркасов вручную
Категория: Арматурные работы
Вязка и установка арматурных стержней и каркасов вручную
Ручную вязку стержней арматуры применяют при небольших объемах работ с расходом арматурной стали не более нескольких сотен килограммов в смену или в условиях, где затруднено применение заранее заготовленных каркасов и сеток.
Организация рабочего места при укладке и вязке арматуры на месте работ отличается от организации работ в мастерских. При укладке и вязке арматуры арматурщики должны передвигаться по фронту укладки. Основное в организации работ — разделение операций укладки и вязки арматуры, а также разделение труда внутри звеньев.
При разделении труда внутри звена арматурщик 5—6-го разряда производит только вязку арматуры, а подсобные рабочие раскладывают арматуру и помогают ее вязать.
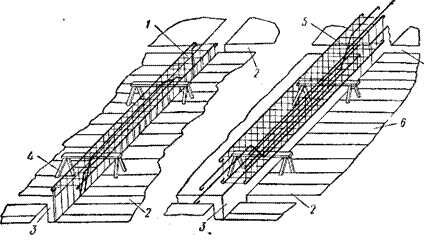
Рис. 1. Вязка каркаса балки над коробом опалубки; 1 — вязка низа каркаса, 2 — короб балки, 3 — короб прогона, 4 — козелки (скамейка), 5 — вязка верха каркаса, 6 — опалубка плиты
Перед началом работ по укладке и вязке арматуры должны быть изучены рабочие чертежи, продумана организация труда, рабочие обеспечены необходимыми приспособлениями и исправными инструментами.
Арматуру к месту работ следует подавать только комплектно, иначе каркас не может быть связан. Вначале проверяют основные размеры опалубки и лишь после этого приступают к раскладке арматуры у мест ее укладки. Арматуру раскладывают в порядке, обратном сборке, т. е. те стержни, которые должны быть уложены верхними, при раскладке должны лежать внизу, и наоборот.
Бирки должны быть повернуты кверху лицевой стороной. В случае необходимости арматуру чистят и выпрямляют до подачи ее на укладку.
Каркасы фундаментных массивов целесообразно собирать у места установки, так как перевозка их, как правило, затруднена из-за больших размеров. Собранный каркас опускают в котлован краном.
Каркасы колонн можно собирать различными способами.
Если величина и вес каркаса невелики, то его устанавливают в короб опалубки вручную путем кантовки готового каркаса.
Если диаметр арматуры достаточно велик (более 16—20мм) и каркас очень тяжел, то необходимо собирать и вязать его на месте (с подмостей) путем установки отдельных стержней (рис. 1).
При вязке арматуры колонны отдельными стержнями один рабочий из состава звена опускает сверху в короб (открытый с одной или двух сторон для возможности вязки хомутов) вертикальные стержни и хомуты, второй привязывает хомуты к стержням и вертикальные стержни к выпускам арматуры нижележащих колонн или фундаментов.
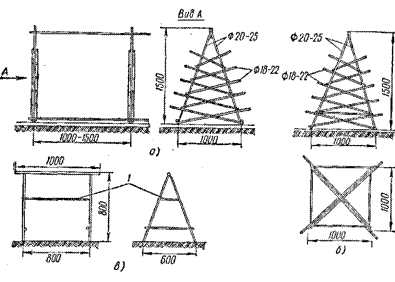
Рис. 2. Инвентарь для сборки и вязки каркасов: а — ступенчатый стеллаж, б—-стеллаж в виде пирамиды, в — козелки с полочкой; 1 — полочка
Звено арматурщиков при вязке и установке арматуры для монолитных железобетонных конструкций состоит из двух человек: одного арматурщика и одного подсобного рабочего 2-го разряда. Квалификация арматурщика зависит от вида конструктивного элемента: при армировании фундаментов, колонн и плит необходим арматурщик 4-го разряда, а при армировании прогонов, балок, ригелей и арок — арматурщик 5-го разряда.
Каркас балки обычно собирают на козелках и в готовом виде опускают в опалубку.
При сборке каркаса целесообразно применять легкие переносные металлические сварные стеллажи и козелки. На рис. 2 показаны инвентарные приспособления, разработанные инструктором передовых методов труда П. И. Зиньковским и применяемые в течение ряда лет в практике строительства. Ступенчатые стеллажи (рис. 2,а) предна‘значены для раскладки заготовленных прямых стержней. Применение этих стеллажей позволяет раскладывать до 12 типов собираемый каркас в верхнем положении. Кружками показаны места работы арматурщиков стержней, различных по диаметрам и длинам, и выбирать при сборке каркасов стержни нужного размера.
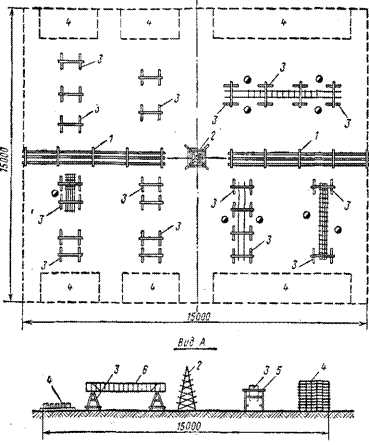
Рис. 3. Примерная организация рабочего места при вязке каркасов: 1 — ступенчатые стеллажи, 2 — стеллажи в виде пирамиды, 3 — козелки с полочками, 4 — места для готовых каркасов, 5 — собираемый каркас в нижнем положений
Ступенчатые стеллажи сваривают из круглых стержней диаметром 16—2Ъмм. Для их изготовления могут быть использованы отходы стали от заготовки арматуры.
Стеллаж в виде четырехгранной пирамиды (рис. 2,6) предназначен для раскладки хомутов, полухомутиков, петель и других мелких заготовок, что облегчает выбор заготовок и ускоряет производство работ.
Козелки с полочкой (рис. 2,б) предназначены для раскладки и вязки стержней каркасов. Полочки позволяют иметь под рукой заготовки — хомуты, полухомутики, петли и т. п. Козелки сваривают из обрезков стали диаметром 16—20 мм.
При сборке и сварке больших пространственных арматурных каркасов, если необходимо работать на высоте, можно применять специальные переносные лестницы.
Рис. 4. Трубчатый ключ для загибания торчащих концов стяжек: 1 — стяжки, 2 — торчащие концы, 3—арматура, 4 — ключ
На рис. 3 показана примерная организация рабочего места при вязке каркасов с применением инвентаря, разработанного
П. И. Зиньковским. На площадке размером 15 X Х15м устанавливают ступенчатые стеллажи и стеллажи в виде пирамиды. По обе стороны стеллажей устанавливают козелки для сборки и вязки арматуры Количество козелков зависит от размеров арматурного каркаса. На такой площадке может работать одновременно бригада арматурщиков численностью до 16 человек.
Рабочим местом бригады может служить часть площадки междуэтажного перекрытия или поверхность установленной опалубки. В том случае, если каркасы после изготовления сразу устанавливают в опалубку, места для складывания их можно не выделять.
Для успеха работы при вязке арматуры на месте важна последовательность раскладки подносимых стержней. Один арматурщик из состава звена обычно указывает подносчикам места укладки заготовленных стержней.
Перед началом раскладки прутьев и вязки узлов на опалубке плиты должны быть размечены места укладки стержней.
При вязке сеток в плите с двойной арматурой верхнюю сетку вяжут на связанной нижней, затем верхнюю сетку приподнимают и устанавливают на бетонных подкладках или на так называемых «лягушках», т. е. специально согнутых подставках из обрезков арматурной стали.
Если в арматуре плиты имеются стяжки между верхней и нижней сетками, то один из концов стяжки обычно остается в вертикальном положении. Это вызывает необходимость в загибании торчащих концов. Арматурщик Н. С. Замков предложил для загибания торчащих концов стяжек трубчатый ключ, состоящий из отрезка газовой трубы с приваренным к нему рычагом. На рис. 220 показан общий вид ключа и прием работы им.
Железобетонные вертикальные стены и перегородки лучше всего армировать с подвижных подмостей, опускающихся или поднимающихся по мере производства работ. Удобство таких подмостей заключается в том, что арматурщик работает всегда стоя, а не в согнутом положении. До установки арматуры размечают, пользуясь шаблоном, места расположения вертикальных и горизонтальных стержней. При разметке арматурщик прибивает к опалубке через 1—1,5 ж по высоте гвозди, к которым в дальнейшем крепят вертикальные стержни. Вначале устанавливают вертикальные стержни, а затем горизонтальные с одновременной вязкой мест пересечения. Узлы вяжут в шахматном порядке (кроме двух крайних стержней по контуру). Работу ведут звеньями, состоящими обычно из двух арматурщиков.
При ручной вязке арматуры применяют следующие основные , методы работы новаторов-арматурщиков:а) совмещение трех операций: подтягивание стержней вязальной проволокой, скручивание ее и откусывание кусачками;б) скручивание проволоки в один-два оборота при сильном натягивании ее;в) перевязывание стержней и хомутов не в одном, а в разных направлениях; при таком методе работы конструкция каркаса получается более жесткой.
При установке арматуры на объекте каждому арматурщику необходимо выполнять следующие правила техники безопасности: – при установке арматуры в котлованах крепления должны разбирать опытные плотники; – арматуру нельзя сбрасывать в котлован, а нужно спускать по лотку; – при установке арматуры колонн, стен и других вертикальных конструкций высотой более 3 м через каждые 2 м следует устраивать подмости с настилом шириной не менее 1м с ограждением высотой не менее 0,8 м; – запрещается, стоя на привязанных или на приваренных хомутах или стержнях, вязать или сваривать вертикально устанавливаемые каркасы;при установке каркасов балок, стен, плит или других конструкций, смонтированных вместе с опалубкой в целые блоки, нельзя находиться на блоках до полной установки и закрепления их на месте; – запрещается армировать отдельные прогоны и балку, стоя на верху короба опалубки; армировать отдельные прогоны и балки (при отсутствии плиты) нужно сбоку короба со сплошного настила; боковой щит короба со стороны рабочего места устанавливают после армирования; настил должен быть с перилами; – хождение по заармированному перекрытию разрешается только по ходам шириной 0,3—0,4 м, устроенным на козелках; – при подаче и установке арматуры вблизи проводов, находящихся под током, надо принимать меры против возможности поражения током и возникновения короткого замыкания через установленную арматуру; – при использовании арматуры диаметром более 16мм рекомендуется первоначально устанавливать армокаркасы и к ним крепить опалубку; при более тонкой арматуре — наоборот; – при установке арматуры в опалубке нижние стержни нужно укладывать на подкладки.
Арматурные работы - Вязка и установка арматурных стержней и каркасов вручнуюgardenweb.ru
Вязка арматуры проволокой: правила и рекомендации
Основой большинства сооружений служат фундаменты, перекрытия, дверные и оконные перемычки, другие конструкции, носящие название железобетонных. В свою очередь, основой железобетонных конструкций является армирование — соединение стальных прутьев при помощи сварки или специальной проволоки. Учитывая это, следует сказать, что вязка арматуры является важной составляющей частью любых работ по закладке фундаментов и других монолитных конструкций.
Схема армирования монолитной фундаментной плиты.
Особенности соединения ручным способом
В наше время известны 2 способа соединения металлической арматуры: при помощи сварочного аппарата и ручным способом проволокой. Несмотря на то, что первый способ намного более удобный, рекомендации специалистов призывают использовать ручную вязку. И этому есть вполне логичное объяснение: со временем места соединения конструкции могут покрыться коррозией, что приведет к окислению сварки и последующему разрушению металла.
Вязка с использованием специальной проволоки гарантированно устранит появление ржавчины и, соответственно, существенно продлит срок службы конструкций.
Для сборки армированной сетки необходимо подбирать специальную арматуру. Обычно в этих целях используется сортовой металлопрокат — стальные стержни с диаметром не менее 6 мм и длиной от 6 м. От толщины и длины прутьев зависят устойчивость и прочность железобетонных конструкций. Чем больше диаметр металлопроката, тем прочнее фундамент или каркас сооружения. Сегодня производителями предлагаются несколько видов арматуры, отличающиеся формой профиля. Это могут быть стержни с насечками, ребрами, гранями или рифлением. Неровность поверхности обеспечивает более надежное и прочное соединение металла с бетонной смесью.
Схема видов арматуры.
Ручная вязка арматуры производится при помощи металлической проволоки, пластиковыми хомутами или иными специальными соединительными элементами. Диаметр проволоки обычно подбирается индивидуально в каждом конкретном случае, но чаще всего используются стальная вязальная проволока толщиной не более 1,2 мм и хомуты с диаметром до 40 мм.
Способы вязки также зависят от вида железобетонных конструкций и их назначения. Если говорить об армировании фундамента загородного дома или коттеджа, здесь чаще используется горизонтальный способ, позволяющий более эффективно перераспределить нагрузки на монолитные стены. Обычно каркас собирается из стальных стержней с шагом от 25 до 30 мм.
Вернуться к оглавлению
Технология соединения армированных прутов
Чтобы самостоятельно связать сетку для армирования ленточного фундамента из стальных прутьев, потребуются такие инструменты, как кусачки, плоскогубцы, шуруповерт или специальный пистолет.
Схема определения расстояния между прутьями поперечного и шагом продольного армирования, учитывая правила строительства, такова:
- Минимальное расстояние между продольными прутьями зависит от их диаметра, способа укладки бетона и его уплотнения. Обычно оно рассчитывается по следующему алгоритму: диаметр арматуры х 2 + 400 мм.
- Расстояние между поперечными элементами арматуры должно составлять не более 300 мм.
При использовании шуруповерта или пистолета для вязки армированной сетки соединение элементов происходит в 5 раз быстрее, чем плоскогубцами. Крайние пересечения прутьев связываются обязательно, средние соединения — в шахматном порядке. Для армирования ленточного монолитного фундамента вяжутся простые узлы, при этом арматура и стержни не подтягиваются.
Для проведения более качественной вязки специалисты не рекомендуют использовать металлическую проволоку или соединительные элементы, бывшие в употреблении. Также не желательно проводить работы проволокой, покрытой ржавчиной. При необходимости все дополнения армированного каркаса укладываются внахлест на уже созданную часть и привязываются дополнительными соединительными узлами.
Как видно, вязка арматуры не представляет собой какого-либо трудного действия и может быть произведена самостоятельно. Главное — учитывать существующие на сегодняшний день правила проведения работ. Если же необходимо осуществить армирование сложной конструкции, на которую будут возлагаться большие нагрузки, лучше обратиться к специалистам.
moifundament.ru