Содержание
как правильно точить сверло по металлу своими руками, способы заточить на наждаке в домашних условиях – rocta
16Июл
- Как понять, что гаджет затупился
- Как правильно затачивать сверла по металлу
- Из чего состоит инструмент
- Параметры, подлежащие восстановлению при переточке сверл
- Как затачиваются сверла в зависимости от обрабатываемого материала
- Какие инструменты необходимо иметь для проверки
- Способы правильной заточки сверла по металлу при выведении задней плоскости
- Как правильно наточить сверло по металлу по количеству скосов
- Формирование точки входа
- Как точить сверла по металлу на наждаке по правилам
- Как заточить сверло по железу на точиле
- Контроль качества исполнения
- Как правильно заправить сверло по металлу с помощью дрели
- Как продлить время эксплуатации инструмента
Слесарный режущий инструмент исполняет роль формирования круглых отверстий разного диаметра при производстве различных конструкций, деталей из железа и другого сырья путем затачивания. Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный выбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе.
Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный выбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе. Давайте рассмотрим, как самостоятельно (своими руками) можно научиться правильно точить сверла по металлу и с помощью заточки продлить время эксплуатации оснастки.
Давайте рассмотрим, как самостоятельно (своими руками) можно научиться правильно точить сверла по металлу и с помощью заточки продлить время эксплуатации оснастки.
Как понять, что гаджет затупился
Изначально необходимо уяснить, что неисправный инструмент не только подведет вас в выполнении сложной задачи, но и может сломаться, так как он перегреется при работе. Зачастую оставшаяся часть в отверстии не подвержена извлечению, а это, в свою очередь, ведет к порче продукции. Кроме того, во время больших оборотов электродрели, осколки способны разлететься и причинить вред здоровью мастера.
Признаки снижение режущих качеств:
Сама деталь сильно нагревается, что видно невооруженным глазом.
Слышен визг.
Одна и та же процедура занимает на порядок больше времени.
Снижается класс точности.
При прикосновении к острию чувствуется гладкая и округлая кромка.
На обрабатываемой детали остаются крупные заусенцы на выходе и бордюр на входе.

Появляется характерный блеск головки, окрас которой сильно отличается от хвостика и основного цилиндра. Режущая поверхность приобретает сферичность и глазу становится заметно отражение от этой линии.
Сильно изменившаяся температура при обработке способствует появлению цвета побежалости, например, темно-синего.
Увеличиваются усилия специалиста при использовании оснастки.

Если по каким-то причинам вы не распознали первые признаки износа, то можно вооружиться лупой большого разрешения. Следует обратить внимание не только на торцевую часть, но и на боковые поверхности. При их износе также наблюдаются похожие симптомы.
Как правильно затачивать сверла по металлу
Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.
Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.
Даже если у вас нет опыта в этой сфере, произвести заточку можно пусть и недолжного качества, но на несколько отверстий вполне хватит.
Из чего состоит инструмент
Перед тем как приступать к затачиванию спиральных сверл по металлу, следует уяснить конструкцию и назначение всех элементов.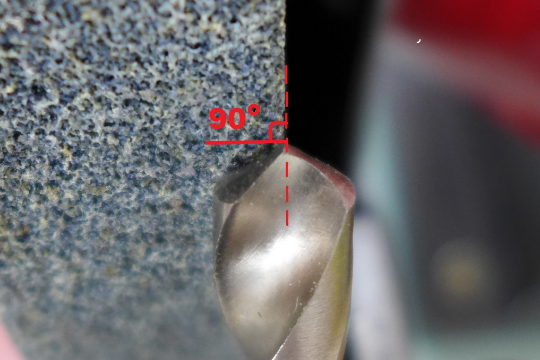
Обязательно любое устройство имеет зону воздействия на материал. Далее мы рассмотрим нестандартные варианты, а самая ходовая модель имеет:
Две режущие кромки.
Задние поверхности (затылок), подпирающие плоскости, которые не должны касаться обрабатываемого образца.
Передние, принимающие и деформирующие стружку.
Перемычка в центральной зоне.
Канавки для отвода стружки.
Спинки, как часть отводящей спирали.
Две кромки, находящиеся на боковых гранях.
Это является составными элементами рабочей части.
Для крепления в инструменте предусмотрена зона, имеющая сферическую или шестигранную форму. Обычно это место изготавливается из другого сплава, так как на него воздействуют иные нагрузки, а также с целью экономии.
Параметры, подлежащие восстановлению при переточке сверл
Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
В этом случае вам необходимо обеспечить следующие свойства:
Сформировать угол между рабочими кромками в пределах 115-120 градуса. Это значение актуально для работы со сталями и большинством других сплавов. Однако во многих случаях это значение может быть иным и варьироваться от 60 до 180°.
Наклон между кромкой и центром. Он должен составлять 55-60 градуса. Важным является симметричность обеих частей.
Соблюдение второго условия обеспечит одинаковый размер кромок. Работать будут обе грани, при этом не наблюдается биение.
Задняя поверхность должна иметь отклонения 5-7° от конуса вращения. Этим обеспечивается оптимальные упорные свойства и отсутствие трения о деталь.
Если передняя часть значительно повреждена, то сначала необходимо удалить участок, не соответствующий стандартам. Наиболее часто встречаются следующие повреждения:
Изменение цвета (посинение).
Износ боковой ленты.
Скол.

Как затачиваются сверла в зависимости от обрабатываемого материала
Для лучшего понимания мы предлагаем вам рассмотреть таблицу, рекомендованную для работ с разнообразными металлами.
Обрабатываемое сырье | Углы при вершине (°) | Задний угол в градусах |
Некоторые породы дерева, каучук, пластик | 60 | 12-15 |
Более твердые аналоги | 90 | 12-15 |
Высокопрочные и антикоррозийные сплавы, никелевый состав | 127 | 13-14 |
Инструментальная сталь | 118-150 | 7-15 |
Медь | 100-118 | 12-15 |
Бронза | 119-150 | 12-16 |
Дюрали | 90-140 | 12-17 |
Магниевые сплавы | 70-118 | 12 |
Титаносодержащие материалы | 135-140 | 12 |
Эти значения позволяют приобрести оптимальное углубление при нагрузках, которые в состоянии стабильно выдерживать режущий инструмент. Если применять для обработки веществ с высоким сопротивлением устройство, заточенное для мягких элементов, то произойдет преждевременный выход его из строя, часто сопровождаемый полным разрушением. И наоборот, эффективность резко сократится и увеличится нагрев, если твердый абразив использовать по рыхлым субстанциям.
Если применять для обработки веществ с высоким сопротивлением устройство, заточенное для мягких элементов, то произойдет преждевременный выход его из строя, часто сопровождаемый полным разрушением. И наоборот, эффективность резко сократится и увеличится нагрев, если твердый абразив использовать по рыхлым субстанциям.
Какие инструменты необходимо иметь для проверки
Если при правке малоразмерного исполнительного элемента трудно оценить правильность без применения увеличивающего оптического оборудования, то проверка заточки сверл большого диаметра осуществляется лекальными устройствами. Они существуют в разных модификациях как с изменяемыми значениями, так и в виде шаблонов. Однако это не избавляет вас от необходимости визуальной оценки целостности поверхностей, отсутствия сколов и заусенцев.
Наиболее часто встречающимся наклоном является 120 градусов, поэтому вполне возможно применение подручных средств, например, трех совмещенных гаек. Угол между гранями четко показывает как длину кромок, так и их прилегания к лекальной конструкции.
Способы правильной заточки сверла по металлу при выведении задней плоскости
Для разных величин предпочтительно выбирать отличающиеся методы:
Малые диаметры обрабатываются одной плоскостью. При этом наклон должен составлять около 15 градусов. Это позволяет не касаться поверхности пяткой фронтальной части. Недостатком является слишком большой угол атаки, что приводит к чрезмерным нагрузкам в зоне контакта. Допускается такая методика и при больших параметрах. Но тогда требуется удаление задней части и уменьшение угла до оптимального (7-9°).
Двухплоскостная широко применяется для оформления диаметров от трех до двенадцати миллиметров. Характерный признак – ровная полоска сразу после рабочей кромки. Далее наклон увеличивается, что позволяет неплохо обеспечить упор и в то же время беспрепятственное углубление.
Коническая используется при создании отверстий с большими радиусами. Угол меняется плавно от точки касания к пятке. Такой способ создает наиболее оптимальные условия работы, но при этом требует больших трудозатрат и навыков.

Как правильно наточить сверло по металлу по количеству скосов своими руками
Одной из точек, подверженной наиболее быстрому повреждению является зона резки, максимально удаленная от центра. Чтобы не делать обрезку, допускается формирование еще одной грани под более острым углом. Параметры работы при этом меняются незначительно. Под такой вид переточить требуется при выполнении специфичных действий, например, при зенковке, когда важен размер конуса на внешней поверхности отверстия. Сокращение удаления самой проблемной зоны от тела позволяет наиболее оптимально остужать это место за счет собственной теплопроводности рабочего элемента.
Формирование точки входа
Как вы могли заметить, между кромками существует зона, в которой металл не срезается, а скорее раздвигается. Это существенно ограничивает процесс заглубления. А также из-за такой формы воздействия грани быстро округляются и в результате приходится прикладывать значительные усилия. Эта проблема решается сокращением ширины перемычки. Подточка производится узким камнем (или гранью) в зоне, обратной касанию с двух сторон, со смещением от оси в 15-20 градуса. Важным является постараться не нарушить принимающую поверхность. Эффект от этой манипуляции при ручном сверлении заметен сразу, но срок службы от этого слегка снизится.
Подточка производится узким камнем (или гранью) в зоне, обратной касанию с двух сторон, со смещением от оси в 15-20 градуса. Важным является постараться не нарушить принимающую поверхность. Эффект от этой манипуляции при ручном сверлении заметен сразу, но срок службы от этого слегка снизится.
Как точить сверла по металлу на наждаке: правила заточки
Предположим, что вы научились выдерживать все заданные углы. Но не стоит забывать, что при работе надо соблюдать некоторые нюансы:
Исключить отсутствие вибрации. Любой дребезг приводит к образованию микросколов, которые невидимы глазу, но сильно влияют на качество исполнения.
Абсолютно важно – не перегревать инструмент. Для этого необходимо постоянно контролировать степень прижатия и время контакта, а также периодически охлаждать в воде.
Появление любых видимых изменений цвета тела недопустимо (возможны как разного оттенка синего, так и красные, оранжевые тона в зависимости от обрабатываемого материала). При работе с абразивным сырьем образуется характерный сноп искр, часть из которых забрасывается камнем на оператора. Также летят и частицы абразива, поэтому необходимо производить действие в очках или защитной маске и одежде, не склонной к воспламенению.
При работе с абразивным сырьем образуется характерный сноп искр, часть из которых забрасывается камнем на оператора. Также летят и частицы абразива, поэтому необходимо производить действие в очках или защитной маске и одежде, не склонной к воспламенению.
Благодаря высоким оборотам при неосторожном воздействии возможны разрушения наждака с разлетом осколков. А это уже чревато серьезными травмами. Будьте бдительны!
Как заточить сверло по железу и другому металлу на точиле
Особенностью этого процесса по сравнению с работой на гриндере является сферическая форма зоны контакта. Поэтому тщательно выбирайте как наклон, так и место касания. От этого зависит правильность функционирования. Необходимым условием будет надежный упор, желательно с заданным углом и минимальным зазором. Большое пространство между точилом и опорой чревато закусыванием обрабатываемого изделия.
Контроль качества исполнения
Как проверить углы, мы описывали выше. Если с этим проблем нет, то необходимо убедиться в отсутствии сколов на кромках, правильности сделанного внешнего края и сохранении естественного цвета изделия.
Как правильно заправить сверло по металлу с помощью дрели
Логично использовать дополнительное вращение, как инструмент формирования равномерного угла, и для поиска центра.
Ваши действия:
Вставляем и закрепляем элемент в патрон.
Подводим вращающийся орган к наждаку под необходимым наклоном.
Выдерживаем нужное время для образования равномерного конуса на торцевой поверхности.
Достаем из дрели.
Дотачиваем пятки.
Создаем правильный профиль перемычки.
Похожая методика применяется при исправлении сверл с конусной посадкой на токарном станке. При этом точильный аппарат подводится под определенным направлением с использованием возможностей оборудования.
Мы смогли вкратце рассмотреть принципы восстановления работоспособности стандартных спиральных моделей. Но не стоит забывать, что металлообработка потребовала создание очень большой линейки изделий с подобным назначением.
Как продлить время эксплуатации инструмента
Как и все технологическое оборудование, так и сверло требует определенных правил, соблюдение которых, несомненно, продлит срок их службы:
Постарайтесь соблюдать температурный режим, так как перегрев приведет к быстрому затуплению.
Подберите необходимую скорость.
Определитесь с темпом заглубления.
Обеспечьте охлаждение и смазку. Это часто сопряжено и с удалением стружки.
Соблюдайте соосность.
Для ускорения процесса советуем поэтапное сверление с увеличением размера. При этом следует помнить, что расширение на несколько миллиметров достаточно проблематичная задача. Правильнее будет соблюсти шаг в пять/семь мм.
Мы настоятельно рекомендуем изучить таблицу с приблизительными параметрами количества оборотов, взятых за единицу времени в зависимости от диаметра исполнительного органа и характеристик материала.
D в мм | Породы мягкого дерева | Труднообрабатываемая древесина | Сталь | Медный сплав | Алюминий |
до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
10-16 | 1500 | 750 | 650 | 750 | 1500 |
16-25 | 500 | 500 | 350 | 400 | 1000 |
Поддержание инструмента в работоспособном состоянии это залог качественного выполнения требуемых задач.Обращайтесь в компанию «Рокта» и опишите свой случай, мы подберем оптимальные фрезы, абразивные круги для вашего станка – звоните для консультации по контактому номеру. Если вы постараетесь научиться, как правильно заточить сверло по металлу на наждаке в домашних условиях, это сэкономит вам много времени и сил при заточке своими руками. Мы предлагаем вам посмотреть видео, чтобы лучше понять, как происходит процесс:
Если вы постараетесь научиться, как правильно заточить сверло по металлу на наждаке в домашних условиях, это сэкономит вам много времени и сил при заточке своими руками. Мы предлагаем вам посмотреть видео, чтобы лучше понять, как происходит процесс:
как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
- Признаки затупления сверла по металлу
- Степень и виды повреждения сверла по металлу износом
- Анатомия сверла
- Основные типы сверл и особенности их заточки
- Как правильно точить сверло по металлу: подробная инструкция
- Оборудование для заточки сверла по металлу
- Чем можно заточить сверло по металлу
- Как заточить сверло по металлу: видео
- Как правильно заточить сверло по металлу: вывод
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.

СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.

Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость. Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
- Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.
КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь. Выдерживаемый угол имеет четкие границы и равен 125 градусам;
- Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание. Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
- Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.
Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе «как правильно заточить сверло по металлу» является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью. Заточка таких сверл требует наибольшей осторожности;
- Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.
Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла. - Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания.
Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.
Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
com/embed/54GdIEoSf08″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Методы заточки кобальтовых сверл
24 мая 2021 г.
1 Комментарий
Сверла с кобальтом — лучший вариант для самых прочных материалов для индивидуального стального проекта. Они сделаны из небольшого процента кобальта, сплавленного с горячей обработкой стали; эти долота, естественно, более прочные и более термостойкие, чем обычные сверла, из-за примеси кобальта. Некоторые кобальтовые сверла могут даже выдерживать температуру до 1100 градусов по Фаренгейту.
Было бы лучше, если бы у вас было остроконечное сверло из кобальта, чтобы легче формировать вырез и, следовательно, отверстия были идеальными. В зависимости от задачи и от того, сверлите ли вы дерево, сталь, железо или титан, сверла доступны в различных размерах и углах заточки. Кобальтовые сверла обладают высокой термостойкостью, что делает их идеальными для многократного использования. Но через короткое время передняя кромка становится тупой и требует заточки. Если у вас есть шлифовальный станок, вы сможете заточить насадки самостоятельно.
Зачем нужно точить сверла?
Как и сменный автомобиль, буровое долото начинает изнашиваться в ту же минуту, когда вы начинаете им пользоваться. В отличие от сменной машины, восстановить первоначальную остроту сверла относительно легко.
Если вам интересно, зачем затачивать сверла вместо того, чтобы оставить их или заменить, вот несколько причин.
Снижает риск получения травм: На профессиональных кухнях есть пословица: Тупые ножи режут пальцы. Эквивалент действительно сверла — чем они тупее, тем больше вероятность травм.
Снижает вероятность того, что сверло сломается: Сломанное сверло может быстро превратиться в снаряд, если оно сломается в середине сверления. Это также пустая трата времени, так как вам приходится ездить и покупать новые биты.
Защищает вашу дрель: Ваши пальцы, глаза и лицо — не единственные вещи, которые могут быть повреждены тупым сверлом. Чем легче сверло, тем тяжелее будет работать дрель, что может вызвать нагрузку на двигатель.
Экономичность: Зачастую дешевле заточить уже имеющиеся биты, чем покупать новые.
Обеспечивает чистый срез: Острые сверла готовы к аккуратному проходу материала. Когда сверла затупляются, они, как правило, зацепляются за предметы, в которые сверлят, что может сделать ваш законченный проект менее аккуратным.
Методы заточки кобальтовых сверл
Ниже приведены шаги по заточке кобальтовых сверл.
ШАГ 1
Изучите свои тупые детали. Ваша цель состоит в том, чтобы избавиться от достаточного количества металла, чтобы получить острое лезвие. Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты повреждены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты не выглядят жалко, начните с более мелкого наждака.
ШАГ 2
Наденьте защитные очки и включите шлифовальный станок. Крепко возьмитесь за сверло и держите переднюю кромку точно параллельно передней части наждачного круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. не поворачивайте и не вращайте его; держите его прямо и держите под первым заводским углом 60 градусов.
ШАГ 3
Держите биту под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — быстро отшлифовать тусклую поверхность, а не повредить сверло. Специализируйтесь на шлифовке пятки биты, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если кривая недостаточно крутая, буровое долото не будет плавным.
Подробнее: Что такое сверло Jobber?
ШАГ 4
Сделайте паузу после 4-5 секунд заточки и опустите сверло в питьевую воду, чтобы охладить металл. Невыполнение этого требования приведет к тому, что буровое долото станет слишком горячим, чтобы его можно было носить, и даже быстрее повлияет на металл, что сократит практический срок службы долота. Как только сверло станет прохладным на ощупь, осмотрите его, чтобы убедиться, что оно точно заточено на той стороне, с которой вы только работали.
ЭТАП 5
Когда цель будет достигнута с первичной стороны, поверните сверло на 180 градусов и используйте аналогичный процесс шлифовки и охлаждения для другой стороны наконечника. Стремитесь к этому углу в 60 градусов, а наклон и вершина, которые имеют эквивалентную ширину с каждой стороны сверла, позволяют инструменту сверлить прямые отверстия. Некоторые люди предпочитают затачивать со всех сторон, чтобы обеспечить одинаковую заточку, держа сверло в доминирующей руке и переворачивая его на 180 градусов через каждые несколько секунд заточки.
ШАГ 6
После того, как кончик сверла соприкоснется во время тонкой заточки, и обе кромки острые и, следовательно, одинаковой ширины, дайте сверло испытательный пуск. Держите наконечник перпендикулярно куску дерева и поверните сверло рукой. Даже при таком небольшом давлении хорошо заточенное сверло должно создать начало отверстия. Если нет, пересмотрите свой наконечник и вернитесь к наждачному кругу. Опять же, намеренно стремитесь к этому идеальному уклону в 60 градусов с одинаковой шириной с обеих сторон. Не расстраивайтесь, если вы несколько раз сядете за руль — это часть тренировочной кривой.
ШАГ 7
Как только вы будете уверены в остроте сверла, вставьте его в дрель, возьмите обломок дерева и начните сверлить. Он должен «вгрызаться» в древесину непосредственно с минимальным давлением, и, как только вы вытащите сверло из дерева, он должен выбрасывать древесную стружку, потому что она выходит.
1 ответ
Оставить комментарий
Как заточить лопату
30 марта 2022 г.
Существует несколько способов заточки перьевого сверла. Это в основном зависит от типа инструмента для заточки, который вы используете. Правильная заточка лопаточного лезвия также зависит от того, есть ли на лезвии шпоры или нет, и из чего сделаны лопастные сверла?
Итак, прежде чем вы узнаете о различных методах заточки лопаточных насадок , вам нужно узнать, из чего сделаны насадки?
Из чего сделаны лопатки?
Биты лопаты изготовлены из инструментальной стали, которая является разновидностью стали. Инструментальная сталь имеет высокое содержание углерода и является достаточно твердой и прочной, чтобы резать твердую древесину и другие материалы. Некоторые сверла по дереву изготовлены из быстрорежущей стали (HSS), хотя HSS не такая твердая, как инструментальная сталь.
Инструментальная сталь дороже, чем быстрорежущая сталь и другие материалы для сверл. Он способен сверлить все породы дерева, в том числе ДСП и ДВП, ламинированную пластиком древесину, акрил и гипсокартон.
Чтобы защитить лопату от коррозии, храните ее в сухом месте. Это поможет сохранить набор сверл в течение длительного времени.
Для заточки сверл можно использовать настольный шлифовальный станок, ленточный шлифовальный станок или точилку для сверл.
Инструментальную сталь можно затачивать напильниками по металлу, что намного дешевле, чем покупка настольного шлифовального станка.
Можете ли вы заточить лопату?
Да, заточить лопатку можно, поэтому мы написали эту статью и собрали различные способы заточки лопатки.
Здесь мы попытались сэкономить ваши с трудом заработанные деньги, сократив ваши расходы на покупку нового набора лопаточных бит . Кроме того, мы постарались свести к минимуму усилия и тяжелую работу, которые вы вкладываете в заточку лопаты.
Как заточить насадки лопаты вручную?
Существует несколько способов заточки лопаты, например, с помощью напильника по металлу, настольного шлифовального станка или станка для заточки сверл.
Все они также известны как инструменты для заточки лопаток.
Далее вы увидите, как можно заточить лопату всеми тремя способами.
Способ 1. Использование металлического напильника для заточки лопаточного сверла
Для заточки лопаточных сверл можно использовать металлический напильник . Давайте узнаем, как
Как заточить лопату напильником?
Лопатки изготовлены из инструментальной стали, их можно затачивать напильником по металлу. Металлический напильник — это не что иное, как приспособление для заточки сверл . Если ваше сверло изготовлено из быстрорежущей стали, вам понадобится алмазный напильник. Если у вашего сверла есть шпоры, вам понадобится напильник, который помещается между центральной точкой и шпорой лопаточного сверла.
Здесь мы воспользуемся металлическим напильником, чтобы заточить лопаточные насадки вручную в три простых шага.
Шаг 1. Заточите кромки
Приложите напильник к одной из кромок лопаточной насадки со скошенной или наклонной кромкой. Заточите файл, сохраняя тот же угол. Сделайте всего 3-4 удара напильником. Поверните насадку на 180 градусов и сделайте то же самое с другой губой.
Избегайте изменения угла при заточке, так как это может привести к повреждению ваших насадок.
Металлический напильник с прямоугольным сечением можно использовать для заточки лезвий лопаты, не касаясь шпоры или центральной точки.
Шаг 2. Заточите центральное острие
Лопата должна иметь скошенный край на одной стороне треугольного центрального острия. Заточите режущую кромку центральной точки, сделав угол напильника равным углу скоса. Повторите процесс с другой стороны лопатки.
Шаг 3. Заточка шпор
Те, у кого есть лопата с шпорой, должны выполнить этот шаг. А те, у кого есть лопата без шпор, могут пропустить этот шаг.
Чтобы заточить шпоры, начните шлифовать внутренние края, еще раз совместив угол напильника с углом скоса. Не точите слишком сильно шпоры лопастного сверла, так как они могут застрять в заготовке во время сверления.
Вы успешно заточили лопату с помощью напильника по металлу.
Подробнее: Как заточить насадки для шнеков
Способ 2. Заточка лопаты с помощью настольной шлифовальной машины0013 Инструмент для заточки лопаты . Если у вас есть лопаточное сверло с шпорами, может быть трудно заточить лопаточное сверло с помощью настольной шлифовальной машины, потому что круги настольной шлифовальной машины, как правило, больше, чем кромка лопаточной коронки. Таким образом, использование настольного шлифовального станка также может привести к шлифованию шпоры.
Этап 1 – Сточить шпоры и заточить кромки
Чтобы сточить шпоры и заточить кромки, поместите металлическую пластину перед шлифовальным кругом. Отрегулируйте скос на стороне лопаты, которую вы затачиваете. Начинайте затачивать шпоры до тех пор, пока кромки сверла не соприкоснутся с колесом.
Шаг 2. Заточите центральное острие
Чтобы заточить центральное острие лопаты, переместите центральное острие к колесу и коснитесь его 2-3 раза, помните, что заточка центральной точки в течение длительного времени может повредить так что будьте максимально осторожны.
Вы успешно заточили насадку лопаты с помощью заточного станка.
Метод 3 – Использование станка для заточки сверл для заточки лопаточного сверла
Некоторые автоматические станки для заточки сверл также можно использовать для заточки лопаточного сверла.
Хотя станки для заточки сверл стоят дороже, чем металлические напильники, они могут быть самым быстрым и простым способом заточки перьевых сверл.