Вальцовочные станки для гибки листового металла. Металлогибочный станок
виды листогибочного оборудования для работы с металлопрокатом
На крупных предприятиях и в домашних мастерских металлические заготовки делают при помощи специальных устройств. Оборудование способно очень быстро изготовить различные детали кровли или конические конструкции. Типов гибочных станков довольно много, но все они работают одинаково. Их основным отличием является только максимальная мощность и производительность.
Конструкция гибочных устройств
Современное оборудование для гибки листового металла состоит из таких элементов:
- Стола задней поддержки, который необходим для размещения заготовки. По нему деталь сможет перемещаться в нужное место. А также на столе находится специальный сгибатель и острый резак.
- Роликового ножа, который предназначен для резки металлического листа.
- Передних упоров, которые нужны для регулировки максимальной ширины реза.
- Подставки из древесины, необходимой для дополнительной поддержки заготовки.
- Угломера, предназначенного для выставления точного угла изгиба.
- Фиксаторов высоты, которые нужны для регулировки высоты детали.
Основные типы оборудования
Применяемые в различных сферах промышленности загибочные станки для листового металла бывают таких типов:
- Ручные устройства обладают малыми габаритами, быстро транспортируются и применяются в домашних мастерских. Они способны быстро гнуть листы из мягкого металла, покрытые лаком или окрашенные небольшие заготовки. Такими аппаратами можно пользоваться, не имея специализированных навыков.
-
 Механические устройства работают за счет специального маховика, который вращается на больших оборотах.
Механические устройства работают за счет специального маховика, который вращается на больших оборотах. - Электромеханические аппараты работают при помощи электрического мотора, мощного редуктора и системы приводных цепей.
- Гидравлическое оборудование способно сгибать металлические детали при помощи гидроцилиндра.
- Пневматические станки используют в своей работе большие пневмоцилиндры и необходимы для сгибания толстых окрашенных заготовок.
- Электромагнитные устройства применяются для сборки различных коробов и сегментов. Листы из металла на таких станках сгибаются при помощи очень мощного электрического магнита.
Мобильные прессы имеют небольшие размеры. Именно по этой причине с их помощью есть возможность изготовлять необходимые элементы в любом месте. Их применяют в домашних мастерских и на стройках.
Достоинства и недостатки агрегатов
Специалисты выделяют такие достоинства станков для гнутья листового металла:
- большую прочность сделанных деталей;
- возможность изготовления нужного угла без помощи сварки;
- в области изгиба не образовывается ржавчина;
- можно сделать цельную заготовку.
К недостаткам гибочного оборудования можно отнести такие факторы:
- высокая стоимость агрегатов;
- большая затрата физических сил при проведении работ на ручных аппаратах.
Но все эти минусы можно считать незначительными, потому что на выходе получаются детали высокого качества.
Как работают разные виды аппаратов
При помощи современных технологий можно превращать металлические заготовки разных габаритов в качественные изделия необходимой конфигурации. Каждый тип оборудования предназначен для изготовления и обработки различных видов деталей.
Применение ручного пресса
Подобные агрегаты отличаются максимальной глубиной подачи листа, его толщиной и длинной изгиба. Принцип работы ручного устройства довольно простой. При помощи специальной балки к рабочей поверхности прижимается небольшой металлический лист. Деталь сгибается гибочной балкой на выставленный угол.
Необходимо заметить, что толщина гиба этих металлогибочных станков составляет не более 2 миллиметров. Именно поэтому такие аппараты обладают малым весом, и их можно применять не только на предприятиях, но и в домашних мастерских.
Использование гидравлических станков

Гидравлические листогибы используются для гиба железа по всей длине рабочей поверхности или для сильной вытяжки металлического профиля. Из-за точной регулировки цилиндров станки отличаются большой производительностью и качеством изделий. При работе с такой аппаратурой есть возможность контроля скорости и перемещения ползунка.
Специалисты выделяют такие области использования гидравлической аппаратуры:
- изготовление доборных деталей;
- производство различных воздуховодов;
- прокатка больших кровельных площадей или вывесок;
- отделка цехов.
Если сравнивать с ручными станками для гнутья листового металла, то гидравлические устройства обладают огромной производительностью. А также они могут работать с металлическими заготовками большой толщины.
remoskop.ru
Кромкогибочный станок - виды и особенности оборудования
Работы с листовым металлом часто сопровождаются необходимостью резки заготовок, гибки под разными углами, формирования усиленных кромок путем загибания бортов. При гибке металла в нем возникают разнородные напряжения — растяжение во внешнем слое и сжатие во внутреннем относительно линии изгибания. Кромкогибочный станок построен таким образом, что изгибающее усилие действует одновременно по всей длине кромки или листа, поэтому деформация происходит одномоментно, металл не заламывается и на нем не возникает потенциальных очагов появления коррозии.
Виды кромкогибочных станков
Для гибки листов и кромок созданы различные станки, работающие с металлом толщиной до 2 мм и более. Наивысшее качество гибки достигается на стационарных станках, которые устанавливаются в цехах металлообрабатывающих предприятий. Мобильные или ручные станки предназначены для работы в небольших мастерских и непосредственно на объектах, где монтируется вентиляция, водосточные системы или устанавливаются металлические кровли.
По виду рабочего оборудования кромкогибочные станки подразделяются на:
- ротационные;
- прессовые;
- поворотные.
По способу привода кромкогибочные (листогибочные) бывают:
- механические ручные;
- механические с ротационным маховиком;
- электромеханические;
- гидравлические;
- пневматические;
- электромагнитные.
Независимо от привода, станки могут работать с оцинкованной и черной сталью, медью, алюминием. При гибке окрашенных листов сохраняется защитный слой. С помощью гибочного оборудования изготовляются различные конструктивные детали сложной формы — короба, желоба, сегменты, днища, стенды, длинномерные узкие профили.
Основные конструктивные элементы:
- станина;
- стол задней поддержки, служащий для размещения заготовки, перемещения ее в нужном направлении и выполнения основных гибочных работ — на нем расположены сгибатель и резак;
- передние регулируемые опоры, с помощью которых устанавливается ширина отрезаемой детали;
- роликовый нож для выравнивания кромок и отрезания фрагментов заданной ширины.
- прижимная балка;
- сгибатель;
- острая и угловая шины;
- угломеры;
- фиксаторы высоты, регулирующие высоту борта;
- привод;
- органы управления.
Каждый кромкогибочный станок имеет свой набор обязательных элементов, в зависимости от функционала. Например, сегментные станки могут изгибать металл по непараллельным линиям, изготавливая трапецеидальные, треугольные, сегментные детали заданной конфигурации. Проходные станки могут выполнять гибку только по параллельным линиям — прижимная и гибочная балки у них не могут смещаться от продольной оси.
Как работает станок
Лист металла устанавливается на столе и прижимается балкой требуемой конфигурации к столу. Гибочная балка поднимается вверх, захватывает кромку или лист металла, прижимает его к шине, выполняющей роль матрицы, и загибает на требуемый угол. В ручном варианте такого станка требуемое усилие достигается с помощью рукоятки-рычага. Как правило, при гибке металла до 1 мм усилие требуется не слишком большое, справиться со станком может человек средней физической силы.
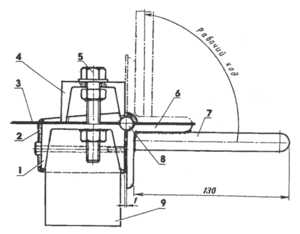
На таком станке загиб кромки достигает 120-1350. Дальнейший догиб производится с помощью эксцентриковой стяжки, которая доводит угол до 1800. Обработка металла до 1 мм возможна на ручных промышленных или самодельных станках с ручным или механическим приводом. Для более толстого листа понадобится гидравлический или электромеханический кромкогибочный пресс.
Промышленные прессы и станки
Это сложное многофункциональное металлообрабатывающее оборудование, которое часто оснащается ЧПУ и применяется как для мелкосерийного и штучного, так и для крупносерийного производства. Рассмотрим, как работает кромкогибочный пресс на примере ИБ1424 — одного из семейства моделей Нелидовского завода гидравлических прессов.
По функционалу это не самый мощный из станков, но все базовые операции, характерные для такого вида оборудования он выполняет качественно и быстро. Кромкогибочный пресс развивает усилие до 25 т.с. и может работать с листом и полосой из различных материалов. Кроме собственно прямолинейной гибки, которую он может производить с минимальной высотой борта в 5 мм, пресс может выполнять:
- вырубку деталей;
- пробивку отверстий;
- гибку сложных профилей.
Длина заготовок, с которыми может работать кромкогибочный пресс, находится в диапазоне 1-2,5 м.
Для возможности работы с различными толщинами листа, станок комплектуется сменными пуансонами, позволяющими достичь не только желаемого угла изгиба, но и высокой сложности профиля. В комплекте пресса также есть соответствующие матрицы различной ширины. Сменный инструмент устанавливается очень быстро и перенастройка на другой вид продукции занимает минимум времени.
Усилие пресса регулируется в очень широких пределах. Для того, чтобы оно не превысило критическое и металл не был поврежден, разработаны специальные таблицы усилий, в которых приведены данные, исходя из длины линии изгиба, толщины металла и радиуса.
Отличается гидравлический кромкогибочный пресс плавностью регулировки усилия, практически бесшумной работой и сохранением расчетного давления на протяжении всего технологического процесса.
Гидравлический кромкогибочный пресс HBS — второй по популярности станок этого типа.  Он работает с металлами толщиной до 3,5 мм и принадлежит к среднему по производительности оборудованию. Он может работать с заготовками длиной до 3050 мм (в зависимости от модели) и производит загиб кромок и листов до 1350, развивая усилие до 16 МПа. Числовым управлением не оснащается, управляется вручную. Обладает широким диапазоном настроек.
Он работает с металлами толщиной до 3,5 мм и принадлежит к среднему по производительности оборудованию. Он может работать с заготовками длиной до 3050 мм (в зависимости от модели) и производит загиб кромок и листов до 1350, развивая усилие до 16 МПа. Числовым управлением не оснащается, управляется вручную. Обладает широким диапазоном настроек.
Для промышленного производства, строительства, небольших мастерских очень удобные и практичные листогибы (кромкогибы) серии ЛГС производства Липецкого завода профилегибочного оборудования. Самая маленькая модель, очень удобная для выездного использования непосредственно на объекте — ЛГС26.
Станок с ручным приводом способен справиться с листом толщиной до 0,7 мм (сталь) и помочь в качественном и быстром изготовлении различного рода фасонных деталей — отливов, откосов, ендов, коньков, углов, планок, узких профилей. Он обеспечивает загиб кромки минимум 15 мм под углом 1800 и ровную резку листового металла с помощью роликов из твердых сплавов.
В комплектацию станка входит, кроме прижимной балки и гибочного механизма, отрезная машинка и угломер. Станок оборудован передними ограничителями для быстрого отрезания листа. В комплекте также есть запасные ножи.
Этот станок представляет собой очень продуманную и практичную конструкцию, которую можно использовать в качестве прототипа для создания станка своими руками. Все детали изготавливаются при помощи обычного металлообрабатывающего инструмента и соединяются сваркой. В условиях небольшого цеха или мастерской, даже домашней, сделать такой станок можно при минимуме финансовых затрат. Даже если придется покупать все детали, он обойдется минимум вдвое дешевле, чем купленный в готовом виде.
wikimetall.ru
Станок для гибки алюминиевого профиля: виды, конструкция, видео
Алюминиевый профиль широко используется при изготовлении шкафа купе и других конструкций. В процессе производства он поддается обработке. Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.

Промышленный станок для гибки профиля из алюминия
Назначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.

Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.

Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.
- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.
Несмотря на некоторые недостатки, ручные установки являются самым приемлемым вариантом для использования в домашних условиях.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Изготовление устройства своими руками
Если устройство будет использоваться для гибки заготовок различного размера, то стоит обратить внимание на профессиональные модели, которые обладают высокой функциональностью и продуктивностью. В остальных же случаях рационально использовать станок, изготовленный своими руками. Здесь речь идет о ручном оборудовании.
Перед тем как делать станок для гибки алюминиевого профиля купе своими руками, необходимо определить сечение деталей. Если диаметр заготовки составляет менее 2 см, то для изготовления понадобится бетонная плита. В ней делаются отверстия для металлических прутьев. Эти пруты и будут выполнять функцию тех самых роликов. Если же диаметр заготовки составляет 2 см и более, то станок для гибки своими руками имеет несколько сложную конструкцию.
В этом случае агрегат состоит из прочного основания, на котором закрепляют ролики. Боковые грани роликов имеют круглое сечение. Радиус грани идентичен диаметру детали, которая поддается изгибу. Она пропускается через ролики. Ее движение производится с помощью лебедки. После того как материал приобретет нужных изгибов, лебедка останавливается.
Сборка конструкции
Агрегат состоит из определенных узлов. Каждый узел изготовляется отдельно, после чего производится сборка конструкции. Прежде всего, выполняется сборка станины. Здесь используют верстак или обычный стол. Чтобы станок стоял прочно и надежно, для изготовления ножек рекомендуется использовать трубы установленного диаметра или швеллера. Скрепление деталей выполняется с помощью сварки или болтов.
На следующем этапе выполняется сборка транспортера. Узел состоит из двух роликов, которые располагаются напротив друг друга. Особое внимание здесь уделяют звездочкам цепной передачи. Они надежно закрепляются на валах. После этого выполняется установка натяжного механизма, в конструкции которого есть звездочка. С ее помощью выполняется регулирование натяжения цепи.
Немаловажным узлом является прижимной механизм. Для его изготовления используют обыкновенную струбцину. После того как все узлы и детали будут изготовлены, выполняется сборка агрегата. Здесь устройство для обработки алюминиевого профиля купе своими руками можно считать готовым. Чтобы в процессе изготовления агрегата своими руками не возникло проблем, необходимо в точности следовать чертежу. На окончательном этапе он проверяется в работе, что позволяет определить качество и точность сборки.
При выполнении работ на установке не стоит забывать о техники безопасности. Неаккуратные движения могут привести к возникновению опасных для здоровья и жизни человека ситуаций. Также это часто стает причиной повреждение деталей, которые поддаются прокату. В результате они получаются непригодными для дальнейшего использования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Гибочные станки для металла - виды и описание гибочных станков
СТАТЬИГибочные станки для листового металла, труб, профиля и других изделий из металла имеют каждый свое название и определенный принцип работы.
Основные виды гибочных станков, для гибки изделий из металла:
- Трубогибы
- Профилегибы
- Сортогибы
- Листогибы
- Проволкогибы
- Скобогибочные станки
Рассмотрим более подробно каждый вид гибочных станков
Виды и описание гибочных станков.
1. Трубогибы или трубогибочные станки - это гибочные станки, предназначенные для гибки труб и профилей на маленькие радиусы гиба. Трубогибы могут делиться на дорновые трубогибочные станки, бездорновые трубогибы и трубогибочные вальцы - 3-х роликовые трубогибы. Дорновые трубогибы предназначены для гибки труб на минимальные радиуса гиба. К дорновым трубогибам относятся:
- Ручные дорновые трубогибы СМ-30 серии PARTNER;
- Полуавтоматические дорновые трубогибочные станки СЕ-30 серии PARTNER;
- Автоматические дорновые трубогибочные станки СЕ-30 серии PARTNER.3X;
- Полуавтоматические дорновые трубогибочные станки СЕ-51 серии MASTER;
- Автоматические дорновые трубогибочные станки СЕ-51 серии MASTER.3X;
- Полуавтоматические дорновые трубогибочные станки СЕ-80 серии PROFi;
- Автоматические дорновые трубогибочные станки СЕ-80 серии PROFI.3X.
Бездорновые трубогибы используются для гибки толстостенных труб на радиуса гиба не менее 3-х ÷ 4-х диаметров трубы. К бездорновым трубогибам относятся:
- Трубогиб бездорновый RE-60 серии TEHNIC.
2. Профилегибы или профилегибочные станки - это гибочные станки для гибки профилей, углового проката, тавра, двутавра, швеллера, прутков, квадратов, полосы и т.д. Такие профилегибочные станки, работающие способом вальцовки предназначены для гибки профилей на большие радиусы гиба, от 8-10D.
Является ли гибочный станок трубогибом или профилегибом, главным образом, зависит от того какая на нем установлена оснастка. Если установлена оснастка под трубу, то гибочный станок будет трубогибочным. На том же гибочном станке может быть установлена оснастка под профиль - и он станет профилегибом.
Трубогибочные или профилегибочные вальцы используемые для гибки труб или профилей на большие радиуса, к таким станкам относятся:
- Трубогиб ручной RМ-30 серии START;
- Трубогиб RE-30 серии JUNIOR;
- Профилегиб RE-60 серии БМК-55;
- Профилегиб RE-80 серии БМК-55У.
3. Сортогибы — гибочные станки для гибки сортового проката. Сортогибочные станки это один из видов профилегибочного станка предназначенный для гибки такого сортового металла, как катанка, круг, квадрат, полоса, шестигранник. К сортогибам так же относятся и станки для гибки арматуры — такой гибочный станок применяется в частности для гибки круглого и квадратного прутка, стержневой арматуры на очень маленькие радиусы гиба.
4. Листогибы или листогибочные станки — гибочные станки для гибки листового металла. Листогиб применяется для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов из листовых материалов.
5. Проволокогибы — гибочные станки для гибки проволоки. Такой гибочный станок может осуществлять правку проволоки, производить гибку из мерного прутка, из бухты, проталкиванием, обкаткой, в различных плоскостях, с двумя или одной консолью.
6. Скобогибочный станок — гибочные станки с двумя консолями для гибки проволоки или профиля, позволяющие изготавливать симметричную, с обоих концов деталь — скобяное изделие.
www.tubend.ru
Как изготовить листогибочный станок своими руками, необходимые материалы и инструменты
В настоящее время все больше внимания уделяется конструированию и изготовлению своими руками разных инструментов, станков для облегчения физического труда человека. Приобретение оборудования производственного изготовления не всегда возможно. Не исключением является и листогибочный станок, который незаменим в домашнем хозяйстве при благоустройстве дома и его территории. Ведь, имея такой агрегат, можно изготовить качественные изделия для проведения кровельных работ, отделки фронтов, ветровых планок, а также разные конструкции для ограждения, не отличающиеся от производственного изготовления. Ниже в статье рассмотрим конструкцию самодельного листогибочного станка.
Предназначение листогибочного станка
Листогибочное оборудование предназначено для изгиба и резки листового метала или полос разной формы и толщины, а также для изготовления металлопрофильных деталей. На самодельном гибочном станке можно проводить изгибы листового металла под любым углом, не нарушая при этом плоскостности. На листогибочных станках обрабатывают листы из стали, латуни, меди, алюминия, толщина которых не превышает 0,8 мм, ширина обрабатываемого листа от 400 до 2500 мм, высота полки составляет не более 20 мм, отрезание полос из листа можно проводить от 80 до 400 мм.
 При проведении работ на таком станке у отгибаемой стороны листа отсутствует деформация, в отличие от использования оправки и киянки. Благодаря этому из листа металла можно изготавливать изделия, не отличающиеся качеством от промышленных изделий.
При проведении работ на таком станке у отгибаемой стороны листа отсутствует деформация, в отличие от использования оправки и киянки. Благодаря этому из листа металла можно изготавливать изделия, не отличающиеся качеством от промышленных изделий.
Если на гибочную балку поставить силиконовую вставку, то можно проводить изгибание листов окрашенных, не повредив при этом покрытие. Правильно сделанный листогибочный станок обеспечивает качественный без деформаций изгиб, отвечающий всем требованиям.
Конструкция листогибочного станка
Основными элементами самодельного листогибочного станка являются:
-
 Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс. Затачивать нож можно многократно.
Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс. Затачивать нож можно многократно. - Задний стол, предназначенный для помещения рабочего листа, который можно перемещать в необходимом направлении. На опорах стола устанавливают резак и сгибатель листа металла.
- Деревянная подставка, на которой размещается рабочий стол, чтобы листогиб не скользил. Возможно регулирование подставки по высоте.
- Передние упоры. Они дают возможность устанавливать ширину разреза.
- Упор сгиба угла и измерительная пластина. При помощи упора быстро устанавливается требуемый угол, а также изгиб может выполняться под произвольным, необходимым в конкретном случае углом.
Принцип работы листогибочного станка
Принцип работы устройства заключается в фиксации нужной заготовки на столе прижимом и в проведении изгиба выступающей заготовки поворотной балкой нужного угла. На таком станке возможно достичь максимального угла загиба до 135°, а догиб можно произвести до 180°. Предельная толщина листа, который используется в работе, зависит от мощности прижимной рамы. Надежность и безотказность станка обеспечивает его очень простая конструкция. Особенностью данной конструкции является подача листовой заготовки любой длины.
Разновидности листогибочных станков
Листогибочные станки, выпускаемые промышленностью, по виду привода делятся на:
- ручные;
- механические;
- электромеханические;
- гидравлические;
- пневматические.
По мобильности:
- стационарные;
- передвижные.
Все листогибочные станки используются для изготовления изделий из листовой стали.
От способа обработки материала такие устройства могут быть:
- поворотными, оснащенными гибочной балкой;
- прессовыми, с матрицей и пуансоном;
- ротационными, которые предусматривают валки, толщина листа не должна быть более 3 мм.
Ручные листогибочные станки, оснащены роликовым ножом, предназначенным для резки листа. Механические листогибочные станки функционируют от энергии маховика.Электромеханические оснащены системой привода, редуктором и электродвигателем.
Гидравлические станки используются для изготовления различных изделий из листовой низколегированной, углеродистой стали и полосового проката. Используется способ холодной гибки. Толщина листовой стали не должна быть более 30 мм. На таких станках используется V-образная гибка.
Пневматические — их функционирование обеспечивает воздушный компрессор.
Изготовление листогибочного станка
Собственноручно листогибочный станок можно изготовить согласно схеме, которая приведена ниже.
Для его изготовления необходимо иметь угольные отрезки и швеллера с прямолинейными кромками. Станок состоит из металлического основания, обжимного пуансона с ручкой и прижима. Основание выполняется из швеллера № 6, длиной до 500 мм. Из швеллера № 5 изготовляем прижим. По оси прижима делаются 2 отверстия 8,5 мм. Отверстия должны находиться в 30 мм от концов. Прижим от основания должен быть короче на 70 мм. Обжимный пуансон изготовляется из уголка с толстым профилем. Ручка-рычаг изготавливается из 15 мм арматурного круглого прута согнутого в П-образной форме. Готовую ручку-рычаг приваривают к уголку. Из 5 мм листовой стали изготавливают щечки.
Снимаем фаски, глубина ее 6 мм и длина 32 мм на ребре основания, а с торцов пуансона глубиной 5 мм и длиной 30 мм. Снятие фасок из торцов пуансона необходимо для установления и крепления осей из 10 мм прута. Оси привариваются таким образом, чтобы линия оси была направлена параллельно к ребру уголка.
Пуансон и основание необходимо закрепить с помощью тисков для сборки таким способом, чтобы полки швеллера и уголка находились в ровной горизонтальной плоскости. Потом на оси пуансона надевают щечки и приваривают к основанию.
Для пробной гибки используют лист толщиной около 1 мм из мягкой стали, который фиксируют прижимом, притягивая его к основанию болтами. Проверяем положение щечек, если необходимо, то корректируем их и привариваем к основанию окончательно.
Техники безопасности при работе на гибочном станке
Листогибочный станок, сделанный своими руками, предназначен для изгиба и резки листового металла. Независимо от того, какой вы изготовили станок — ручной, механический или электроприводной — он должен соответствовать требованиям и правилам техники безопасности.
- Листогибочный станок, изготовленный собственноручно, должен быть устойчивым, удобным и безопасным.
- Станок должен быть выполнен из качественных материалов и деталей.
- Необходимо работать на листогибочном станке в спецодежде.
- Недопустимо гнуть листы металлические выше толщины, предусмотренной для станка.
- Перед запуском самодельного станка с электроприводом необходимо проверять исправность электрооборудования.
- Категорически запрещается включенный станок оставлять без присмотра.
- Все вращающиеся детали должны быть закрыты кожухами.
- Категорически запрещено работать на неисправном станке.
- Обязательно к листогибочному станку с электроприводом необходимо подвести заземление.
Итак, при использовании недорогих материалов и при небольшом количестве инструментов, не потратив на это много времени, можно изготовить своими руками несложный ручной листогибочный станок, который так необходим для домашнего хозяйства.
Оцените статью: Поделитесь с друзьями!septik.guru
Вальцовочные станки для гибки листового металла: видео, чертежи, ГОСТ
Вальцовочный станок потребуется при необходимости листогибочных работ с цельной заготовкой, когда изменение её оси после деформирования носит монотонный характер, а резкие изгибы или изменения углов не планируются.
Классификация и особенности
Данное оборудование подразделяется на две основные группы:
- Вальцы ручные, привод которых обеспечивается мускульным усилием оператора;
- Электромеханические вальцы, необходимый крутящий момент на которых обеспечивается электродвигателем.
Эксплуатационные возможности листогибочных вальцев с ручным приводом ограничены толщинами обрабатываемого металла до 0,7 мм (для алюминия и его сплавов – до 1,2 мм), а также диаметром загибаемого участка детали до 500 мм.
В свою очередь, механизированный привод рассматриваемого оборудования не только повышает производительность гибки металла, но и даёт возможность производить операции с цельным листом.

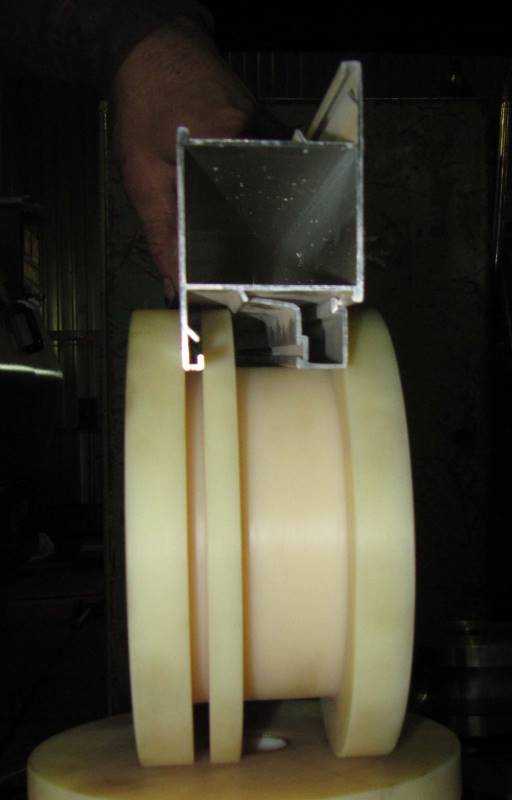
Ручной вальцовочный станок
Приводные листогибочные вальцы изготавливаются с несколькими рабочими валками, которые располагаются, как правило, горизонтально. Чаще встречаются трёхвалковые вальцы и четырёхвалковые вальцы. Схемы гибки листового металла на этих машинах различны, хотя принцип – одинаков. Подача исходной листовой заготовки производится фрикционным захватом материала между листом и валками. Нажимной верхний валок производит обжим металла по поверхности контакта, а участки последовательно получают определённую кривизну, равномерную по всей длине листа. Радиус гибки в принципе может быть любым (регулируется межосевым расстоянием между рабочими валками), но при этом не может превышать радиуса среднего валка. Максимальная кривизна изготовления детали определяется силой фрикционного трения между приводным валком и листом, поскольку иначе лист будет зажиматься инструментом, и гибки не произойдёт. Возможный перегрев электродвигателя при этом регулируется устройствами теплового реле или реле тока системы управления листогибочными вальцами.
Ручные настольные вальцы Электрические трехвалковые вальцы Электрогидравлический вальцовочный станокВследствие этих особенностей гибку с небольшими радиусами производят методом последовательного прохождения металла в технологическом зазоре между рабочим инструментом, причём после каждой последующей проводки прогиб листовой заготовки будет возрастать.
Трёхвалковые вальцы выполняют как по ассимметричной, так и по симметричной схеме, а четырёхвалковые вальцы бывают только с симметричным расположением рабочих валков. При наличии дополнительных валков вальцы получают название комбинированных.

Гибка металлического листа на 3-х валковом листогибочном станке
Виды обрабатываемых изделий и особенности гибки
Типовыми изделиями, которые подлежат изготовлению на листогибочных вальцах, являются крупные цилиндры, дуги, конуса, кольца и т.д. Поскольку после гибки между кромками заготовок образуется зазор, обусловленный явлением упругого пружинения металла, то последующую сборку готовых изделий производят сваркой либо фальцеванием.
Конструкция трёхвалковой листогибочной машины с симметрично расположенным рабочим инструментов включает:
- Сварную раму.
- Боковые стойки с подшипниковыми узлами.
- Узел привода.
- Блок управления.
Иногда, с целью повышения удобства эксплуатации вальцовочного оборудования, конструкцией предусматриваются также предохранительные устройства и блокировочные узлы (ленточный тормоз, муфта).
Трёхвалковые вальцовочные станки производят гибку в следующей последовательности:
- В зазор между верхним (неприводным) и нижними приводными валками помещается заготовка;
- При включении привода нижние валки начинают вращаться, обеспечивая заготовке необходимую кривизну;
- По готовности изделия правая стойка станка шарнирно поворачивается, а правый конец верхнего валка – приподнимается относительно своего первоначального положения. В результате производится извлечение готового листа металла из зоны обработки;
- Верхний валок возвращается в исходное положение, после чего рабочий цикл гибки можно повторять.
Для трёхвалковых машин ассимметричного исполнения всё происходит так же, за исключением того, что приводными являются верхний и один из нижних валков, а регулируется расстояние только между нижними валками.
В трёхвалковых агрегатах с симметрично расположенными рабочими валками последовательность извлечения готового изделия иная. Поскольку во время гибки передняя и тыльная кромки заготовки остаются прямыми по всей своей длине, то необходимости в последующей правке нет, и конечное изделие получается более точным по своим размерам. Однако это преимущество сохраняется только тогда, когда длина изгибаемого листа не превышает половины расстояния между осями нижних валков. Ввиду этого считается, что вальцовочные трёхвалковые станки с асимметрично расположенными валками обладают определёнными технологическими преимуществами (особенно, если производится изготовление цилиндров, имеющих изогнутые кромки, а также изделий из толстолистового металла – до 50 — 60 мм).
Китайские 4-х валковые вальцы Четырехвалковый гидравлический листогибочный станок 4-х валковый листогибочный станокСтанок вальцовочный электромеханический, снабжённый четырьмя валками, тем не менее, имеет своё важное достоинство – он более прост в изготовлении и имеет меньшую стоимость.
Преимущество четырёхвалковых вальцев по сравнению с трёхвалковыми – более рациональное получение изогнутых заготовок за один проход, ввиду того, что вращение валков можно реверсировать. С этой целью приводным чаще всего выполняется верхний валок.
Для обеспечения размерной точности кромок в конструкциях вальцовочных станков предусматриваются и боковые регулируемые валки, которыми выполняется правка-калибровка изделия при его деформировании.
Современные тенденции в проектировании и производстве рассматриваемого оборудования включают в себя отказ от электромеханической схемы управления в пользу гидропривода. Такие агрегаты отличаются следующими преимуществами:
- Большей плавностью в работе.
- Меньшим уровнем шума.
- Возможностью более точного прижима валка к деформируемому металлу.
- Повышенной надёжностью при эксплуатации.
Технологические параметры и характеристики вальцовочных агрегатов для листовой гибки металла регламентируются требованиями ГОСТ 10664-82.
Скачать ГОСТ 10664-82 «Машины листогибочные трех- и четырехвалковые»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Гибочные станки для гибки металла
Главная страница » Гибочные станки

В данном разделе собраны ссылки на материалы обо всех видах гибочных станков- листогибы, трубогибы, станки для гибки арматуры, профиля и прочее
Гибочный станок – это механическое оборудование, предназначенное для гибки и резки металлических листов любой толщины и длины. Такие станки используют метод холодной гибки (т.е. сварка не используется и отсутствуют сварочные швы).
Гибочный станок предназначен для работы с листовым металлом, лакокрасочными и цинковым покрытием. Это универсальный инструмент, он обладает небольшим весом и простой конструкцией. Его можно использовать в стационарных условиях, на производстве и прямо на рабочих объектах.
Гибочный станок бывает следующих видов:
- — ручной. Такой станок используется для немасштабных работ. Его главным принципом работы является сила человека. Такой станок может гнуть оцинковые медные, стальные, алюминиевые листы, листы, покрытые лаком и краской. Размер его небольшой, он легко транспортируется. На таком листогибе могут работать рабочие без специальной технической подготовки.
- — пневматический. Он предназначен для гибки листов, покрытых краской. В работе такой станок использует пневмоцилиндры.
- — гидравлический. Станок данного вида загибает металлические листы, используя гидроцилиндры.
- — электромеханический. Применяется только в стационарных условиях. Работает за счет электродвигателя, приводной системы цепей, ремней, редуктора.
- — механический. Также в основном используется в стационарных условиях и работает за счет передачи энергии от предварительно раскрученного маховика.
- — мобильный. Используется на стройплощадках. Изготовляют оперативно различные изделия из металлических листов для крыш, водоотливов, карнизных и ветровых планок. Позволяет изготавливать необходимые изделия прямо на месте монтажа.Такие станки компактны. Вес их до 100 кг. Используются также в мелкосерийном производстве.
- — электромагнитный. Принцип его работы заключается в том, что изгиб металлического листа происходит под действием сверхмощного электромагнита. С его помощью производят коробы и сегменты.
Гибочные станки используются в строительстве и промышленности для получения профиля заданного параметра и нужной конфигурации.
Страница 1 из 212»kovka-svarka.net